
Hot Deformation and Constitutive Modeling of TC21 Titanium Alloy

Abstract
:1. Introduction
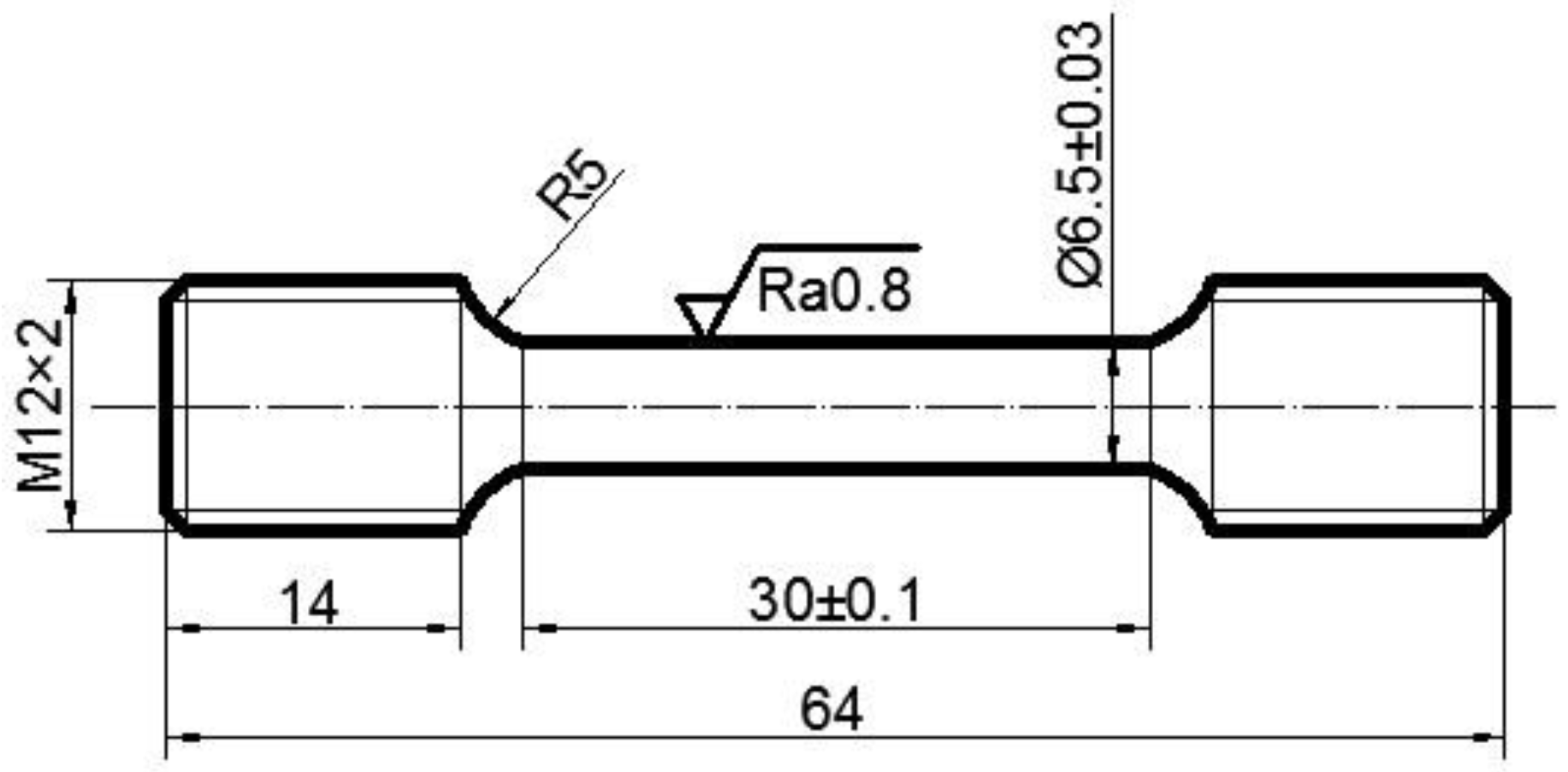
2. Material and Methods
3. Results and Discussion
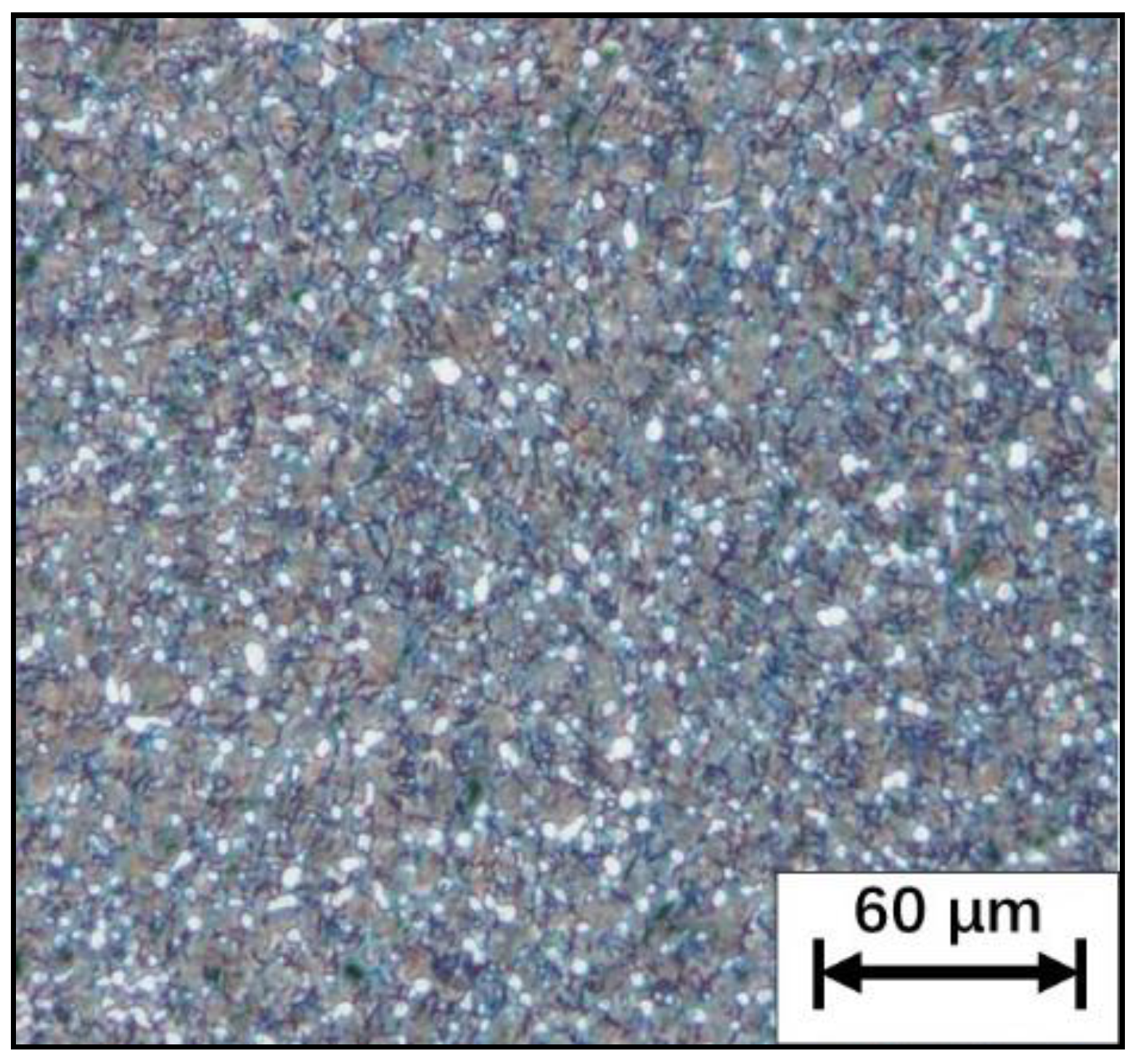
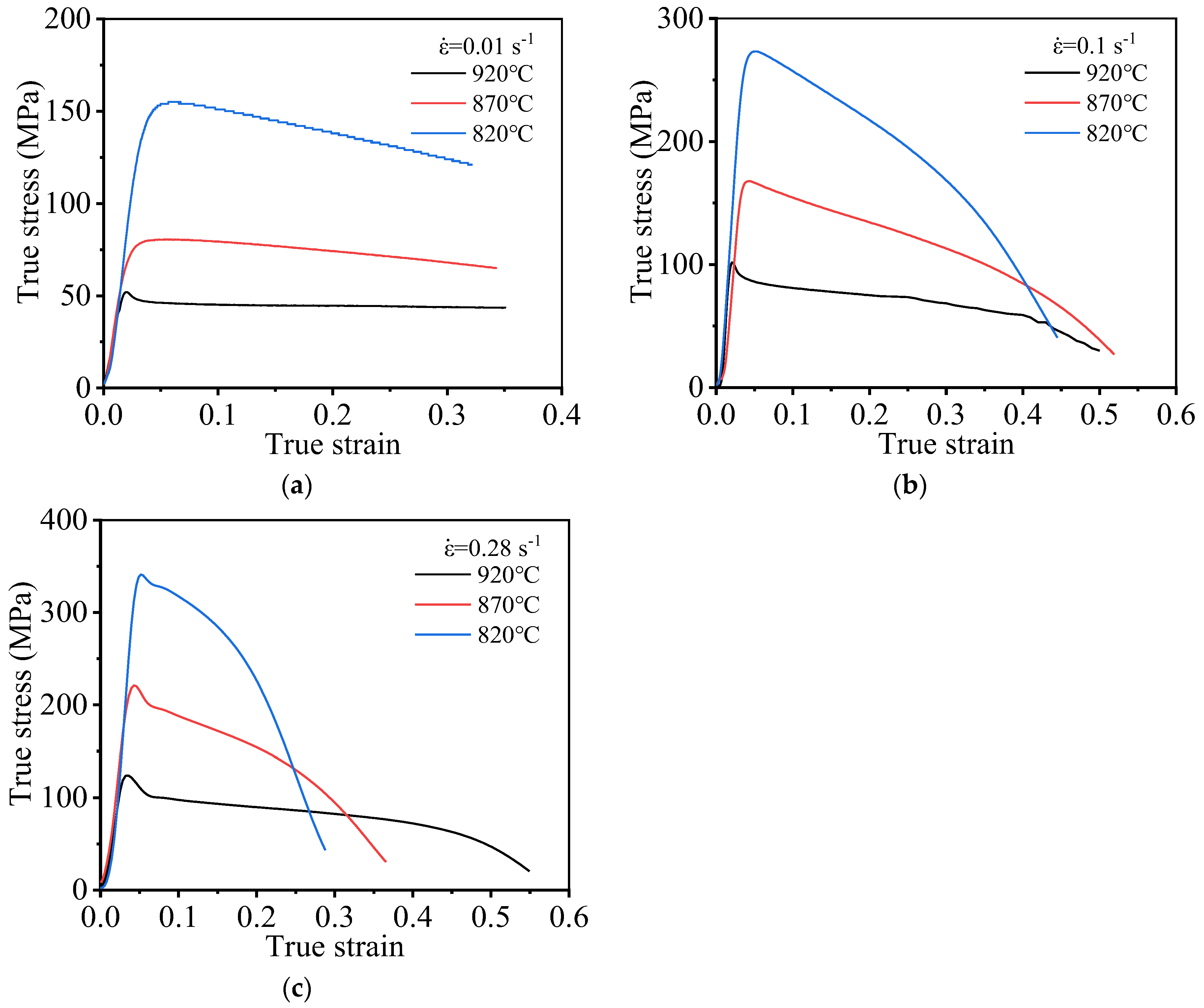
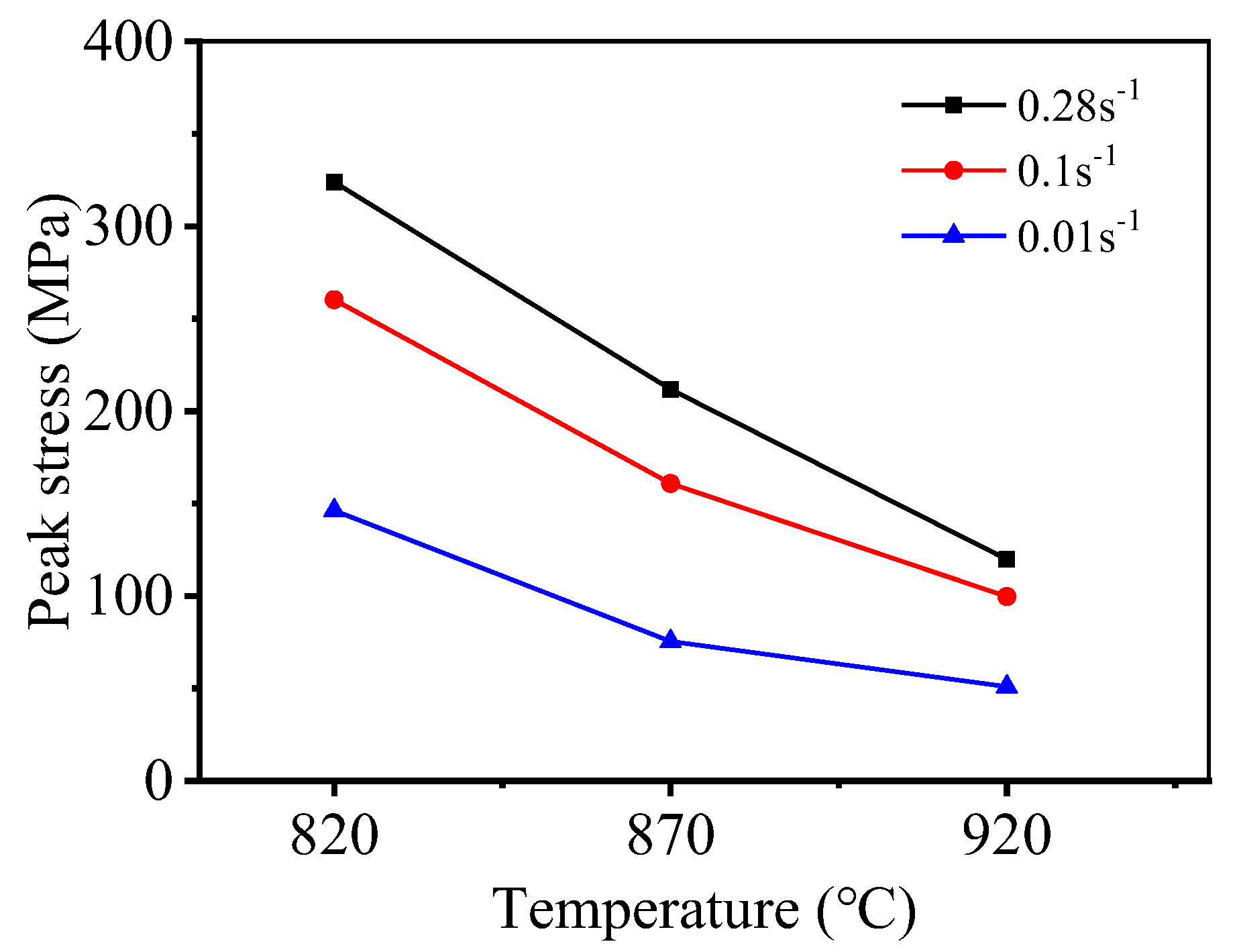
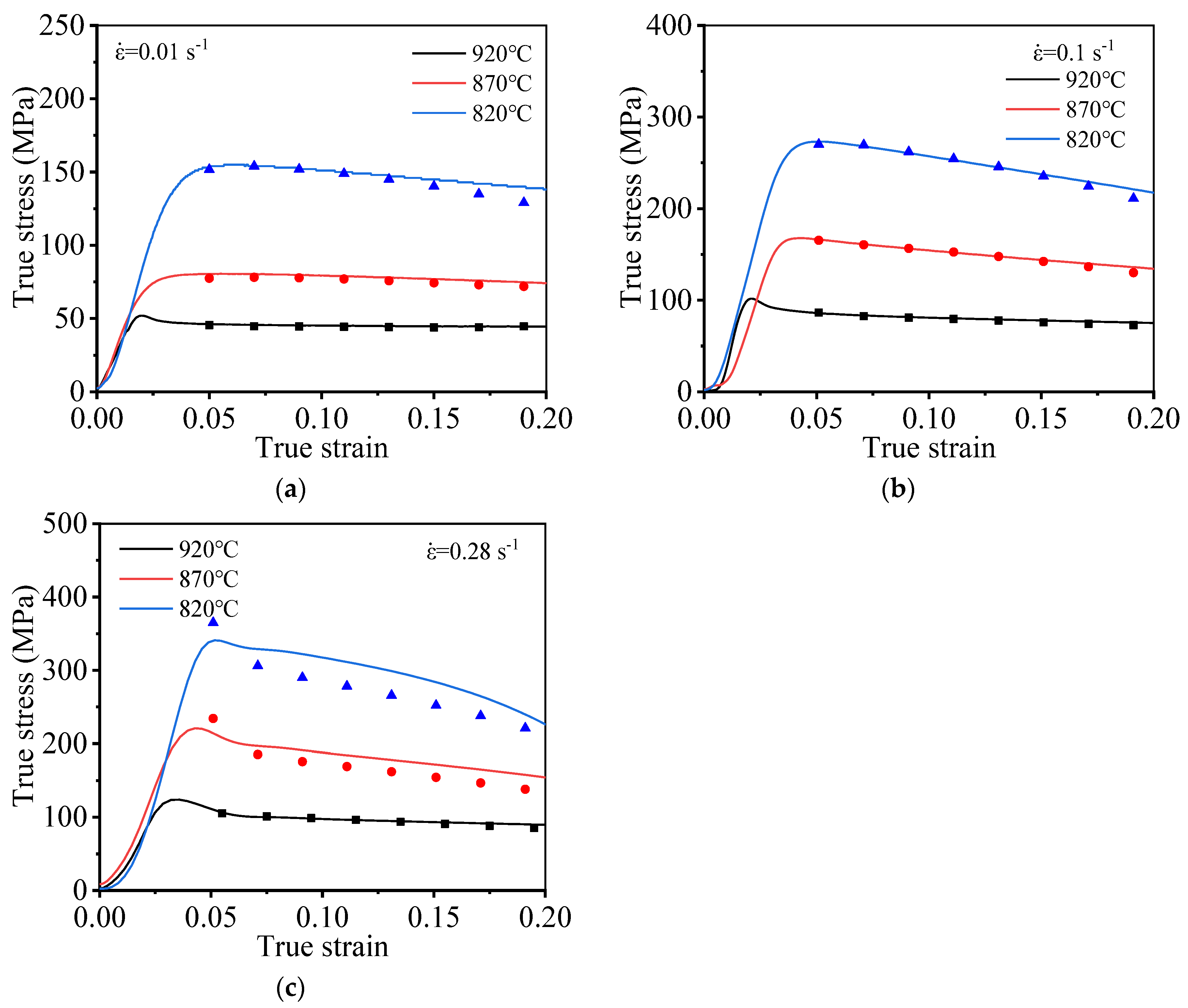
3.1. High-Temperature Deformation Behavior of the Materials
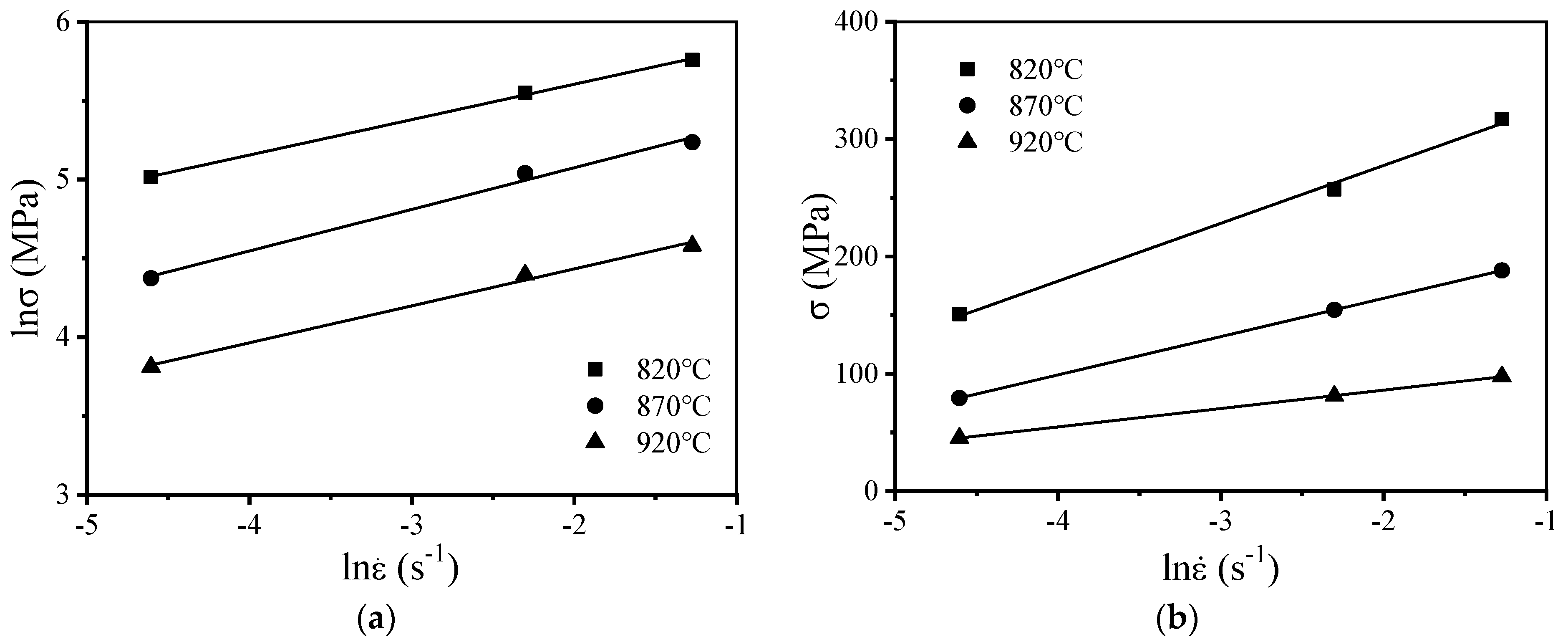
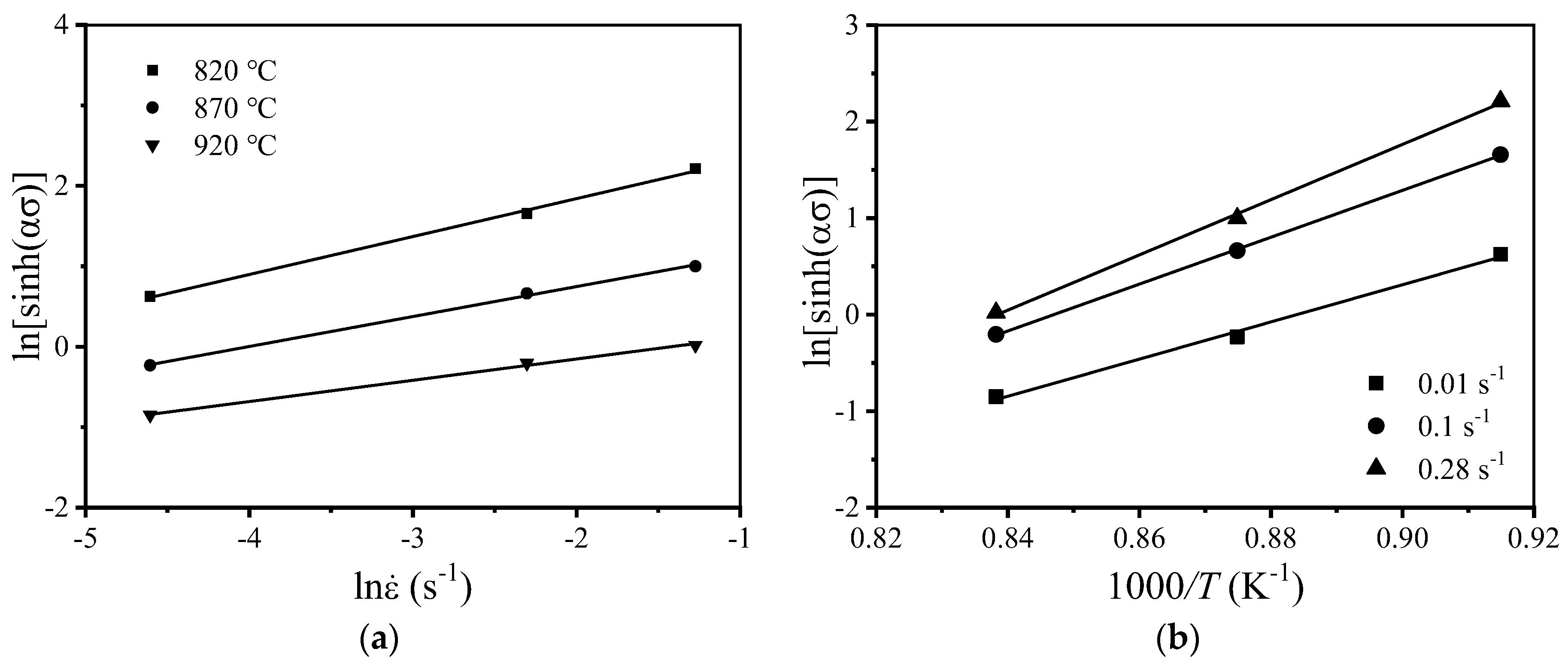
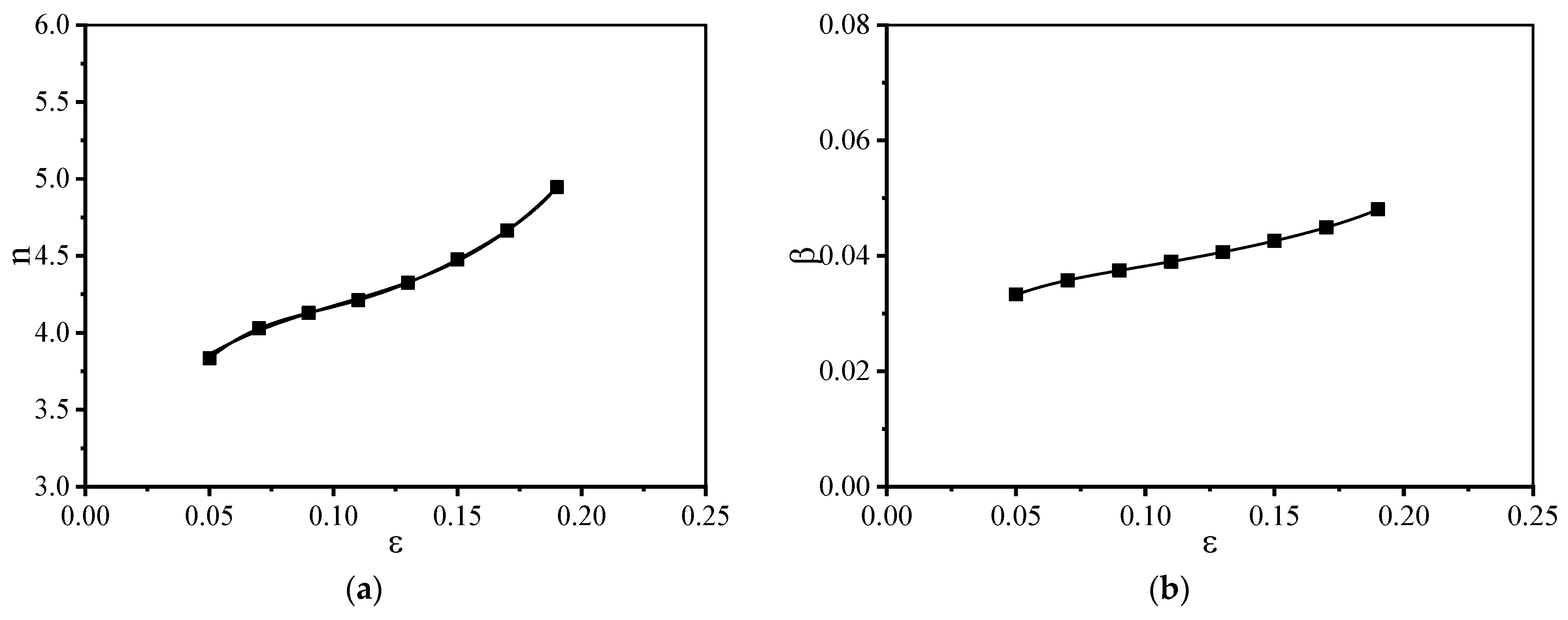
3.2. Constitutive Description of the TC21 Alloy
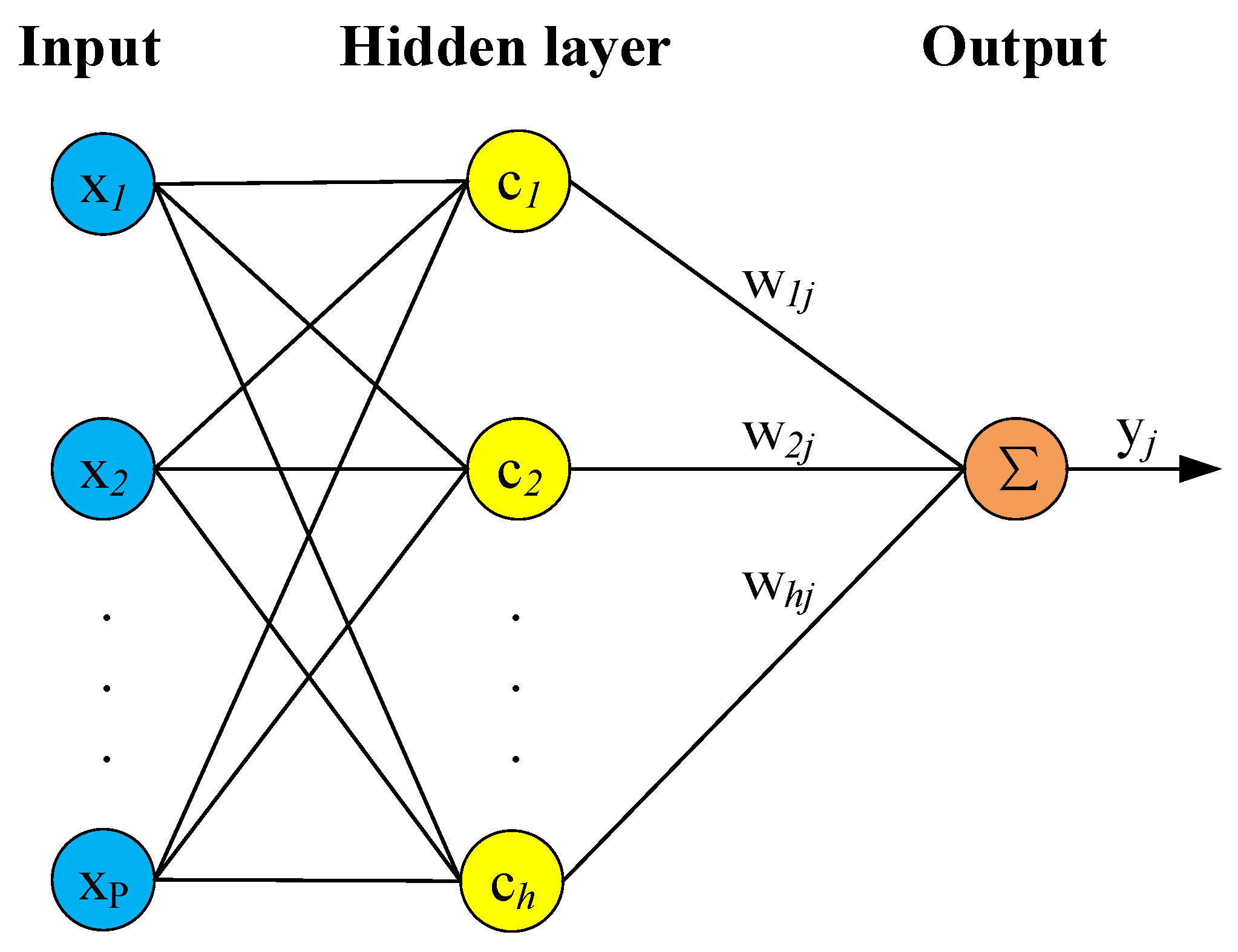
3.3. Radial Basis Function (RBF) Neural Network Model
3.4. High-Temperature Deformation Mechanism Associated with TC18
4. Conclusions
- (1)
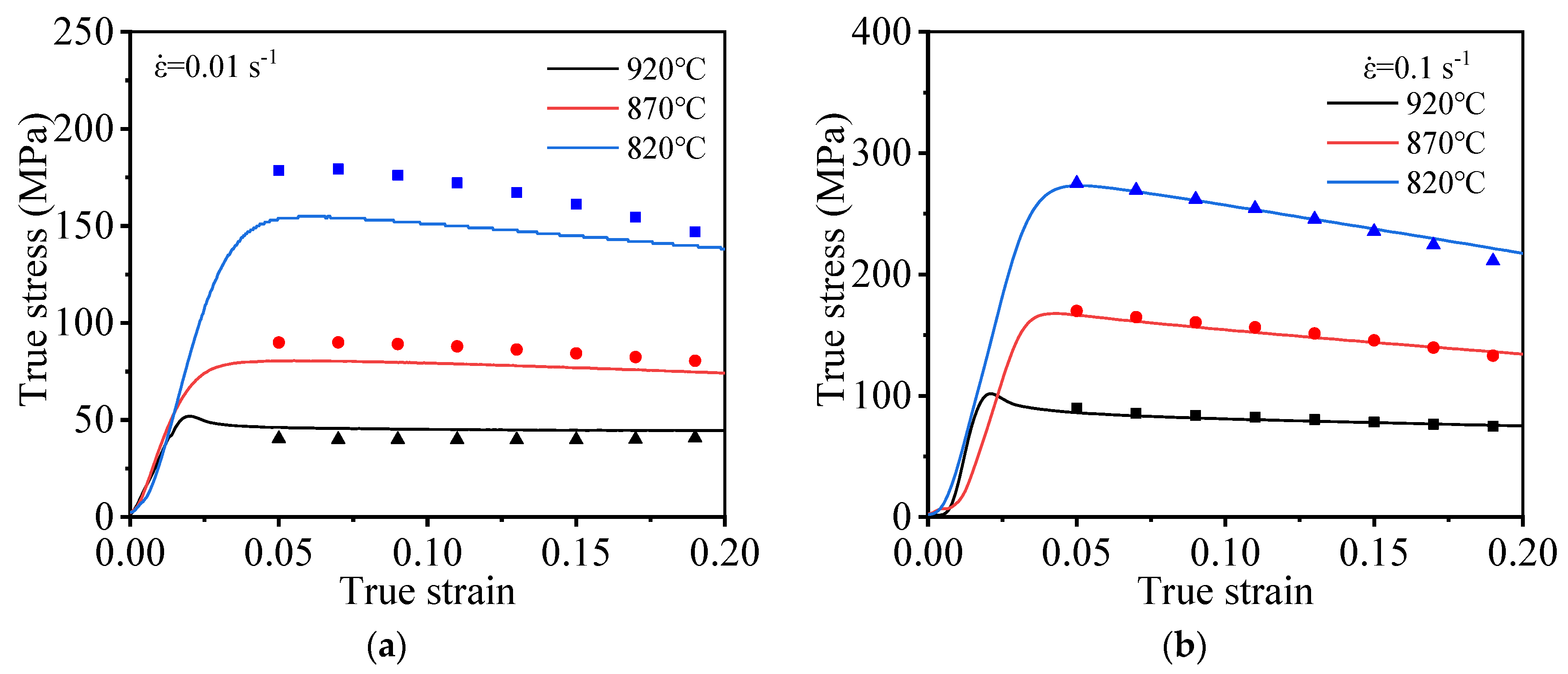
- The DRX process of the TC21 titanium alloy during high-temperature deformation is observed. The flow stress of the material initially increases and then decreases gradually as the strain increases, which results from the effect of DRX. The gradual decrease can be attributed to the appearance of necking and micropores, which results in material fracture.
- (2)
- The high-temperature rheological behavior of the TC21 titanium alloy is influenced by T and . As increases, the flow stress of materials gradually increases. When T increases, flow stress gradually decreases.
- (3)
- The Arrhenius and RBF neural network constitutive models, which can accurately describe the deformation process of materials, have been built and the models can well forecast the flow stress of materials at high temperatures. The results obtained from the RBF neural network are more accurate than those obtained using the Arrhenius model.
- (4)
- The relationships between the stress index and the deformation activation energy with strain indicate that the processes of grain boundary slip and viscous slip of dislocations result in material deformation. DRX primarily results in the softening of the material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- He, B.; Cheng, X.; Li, J.; Li, G.; Wang, H. ω-assisted α phase and hardness of Ti-5Al-5Mo-5V-1Cr-1Fe during low temperature isothermal heat treatment after laser surface remelting. J. Alloys Compd. 2017, 708, 1054–1062. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Yang, L.; Wang, B.; Liu, G.; Zhao, H.; Zhou, J. Hot tensile behavior and self-consistent constitutive modeling of TA15 titanium alloy sheets. J. Mater. Eng. Perform. 2015, 24, 4647–4655. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Momeni, A.; Lin, Y.C.; Jafarian, H.R. Dynamic softening mechanism in Ti-13V-11Cr-3Al beta Ti alloy during hot compressive deformation. Mater. Sci. Eng. A 2016, 665, 154–160. [Google Scholar]
- Li, C.; Zhang, X.; Li, Z.; Zhou, K. Hot deformation of Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloys containing thin and thick lamellar α phase. Mater. Sci. Eng. A 2013, 573, 75–83. [Google Scholar] [CrossRef]
- Li, C.; Zhang, X.; Zhou, K.; Peng, C. Relationship between lamellar α evolution and flow behavior during isothermal deformation of Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy. Mater. Sci. Eng. A 2013, 558, 668–674. [Google Scholar] [CrossRef]
- Qu, F.S.; Zhou, Y.H.; Zhang, L.Y.; Wang, Z.H.; Zhou, J. Research on hot deformation behavior of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Des. 2015, 69, 153–162. [Google Scholar] [CrossRef]
- Liu, S.F.; Li, M.Q.; Luo, J.; Yang, Z. Deformation behavior in the isothermal compression of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Sci. Eng. A 2014, 589, 15–22. [Google Scholar] [CrossRef]
- Dikovits, M.; Poletti, C.; Warchomicka, F. Deformation mechanisms in the near-β titanium alloy Ti-55531. Met. Mater. Trans. A 2014, 45, 1586–1596. [Google Scholar] [CrossRef]
- Matsumoto, H.; Kitamura, M.; Li, Y.; Koizumi, Y.; Chiba, A. Hot forging characteristic of Ti-5Al-5V-5Mo-3Cr alloy with single metastable β microstructure. Mater. Sci. Eng. A 2014, 611, 337–344. [Google Scholar] [CrossRef]
- Astarita, A.; Testani, C.; Scherillo, F.; Squillace, A.; Carrino, L. Beta forging of a Ti6Al4V component for aeronautic applications: Microstructure evolution. Met. Microstruct. Anal. 2014, 3, 460–467. [Google Scholar] [CrossRef] [Green Version]
- Fan, X.G.; Zhang, Y.; Gao, P.F.; Lei, Z.N.; Zhan, M. Deformation behavior and microstructure evolution during hot working of a coarse-grained Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy in beta phase field. Mater. Sci. Eng. A 2017, 694, 24–32. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Luo, X.; Liang, H.Q.; Guo, H.Z.; Zhang, J.L.; Tan, K. Competition between dynamic recovery and recrystallization during hot deformation for TC18 titanium alloy. Mater. Sci. Eng. A 2015, 635, 77–85. [Google Scholar] [CrossRef]
- Nan, Y.; Ning, Y.; Liang, H.; Guo, H.; Yao, Z.; Fu, M.W. Work-hardening effect and strain-rate sensitivity behavior during hot deformation of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Des. 2015, 82, 84–90. [Google Scholar] [CrossRef]
- Liang, H.; Guo, H.; Nan, Y.; Qin, C.; Peng, X.; Zhang, J. The construction of constitutive model and identification of dynamic softening mechanism of high-temperature deformation of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Mater. Sci. Eng. A 2014, 615, 42–50. [Google Scholar] [CrossRef]
- Song, H.; Zhang, S.; Cheng, M. Dynamic globularization kinetics during hot working of a two phase titanium alloy with a colony alpha microstructure. J. Alloys Compd. 2009, 480, 922–927. [Google Scholar] [CrossRef]
- Mirone, G.; Barbagallo, R. How sensitivity of metals to strain, strain rate and temperature affects necking onset and hardening in dynamic tests. Int. J. Mech. Sci. 2021, 195, 106249. [Google Scholar] [CrossRef]
- Peng, X.; Guo, H.; Shi, Z.; Qin, C.; Zhao, Z. Constitutive equations for high temperature flow stress of TC4-DT alloy incorporating strain, strain rate and temperature. Mater. Des. 2013, 50, 198–206. [Google Scholar] [CrossRef]
- Kotkunde, N.; Deole, A.D.; Gupta, A.K.; Singh, S.K. Comparative study of constitutive modeling for Ti–6Al–4V alloy at low strain rates and elevated temperatures. Mater. Des. 2014, 55, 999–1005. [Google Scholar] [CrossRef]
- Bai, Q.; Lin, J.; Dean, T.A.; Balint, D.S.; Gao, T.; Zhang, Z. Modelling of dominant softening mechanisms for Ti-6Al-4V in steady state hot forming conditions. Mater. Sci. Eng. A 2013, 559, 352–358. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar]
- Gu, J.; Wang, Z.; Kuen, J.; Ma, L.; Shahroudy, A.; Shuai, B.; Liu, T.; Wang, X.; Wang, G.; Cai, J.; et al. Recent advances in convolutional neural networks. Pattern Recognit. 2018, 77, 354–377. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.L.; Adachi, Y. Property prediction and properties-to-microstructure inverse analysis of steels by a machine-learning approach. Mater. Sci. Eng. A 2019, 744, 661–670. [Google Scholar] [CrossRef]
- Mangal, A.; Holm, E.A. Applied machine learning to predict stress hotspots I: Face centered cubic materials. Int. J. Plast. 2018, 111, 122–134. [Google Scholar] [CrossRef] [Green Version]
- Shen, J.Y.; Hu, L.X.; Sun, Y.; Wan, Z.; Feng, X.; Ning, Y. A comparative study on artificial neural network, phenomenological-based constitutive and modified fields-backofen models to predict flow stress in Ti-4Al-3V-2Mo-2Fe alloy. J. Mater. Eng. Perform. 2019, 28, 4302–4315. [Google Scholar] [CrossRef]
- Shen, Z.N.; Wu, R.D.; Yuan, C.L.; Jiao, W. Comparative study of metamodeling methods for modeling the constitutive relationships of the TC6 titanium alloy. J. Mater. Res. Technol. 2021, 10, 188–204. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Koric, S.; Sobh, N.A.; Sehitoglu, H. Deep learning for plasticity and thermo-viscoplasticity. Int. J. Plast. 2021, 136, 102852. [Google Scholar] [CrossRef]
- Liu, Z.; Li, P.; Xiong, L.; Liu, T.; He, L. High-temperature tensile deformation behavior and microstructure evolution of Ti55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Yang, X.; Guo, H.; Liang, H.; Yao, Z.; Yuan, S. Flow behavior and constitutive equation of Ti-6.5Al-2Sn-4Zr-4Mo-1W-0.2Si titanium alloy. J. Mater. Eng. Perform. 2016, 25, 1347–1359. [Google Scholar] [CrossRef]
- Mosleh, A.; Mikhaylovskaya, A.; Kotov, A.; Pourcelot, T.; Aksenov, S.; Kwame, J.; Portnoy, V. Modelling of the superplastic deformation of the near-a titanium alloy (Ti-2.5Al-1.8Mn) using arrhenius-type constitutive model and artificial neural network. Metals 2017, 7, 568. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.; Zeng, W.; Tian, F.; Zhou, Y.; Sun, Y. Optimization of hot process parameters of Ti–6.7Al–2Sn–2.2Zr–2.1Mo–1W–0.2Si alloy with lamellar starting microstructure based on the processing map. Mater. Sci. Eng. A 2012, 545, 132–138. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Xie, B.C.; Liang, H.Q.; Li, H.; Yang, X.M.; Guo, H.Z. Dynamic softening behavior of TC18 titanium alloy during hot deformation. Mater. Des. 2015, 71, 68–77. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
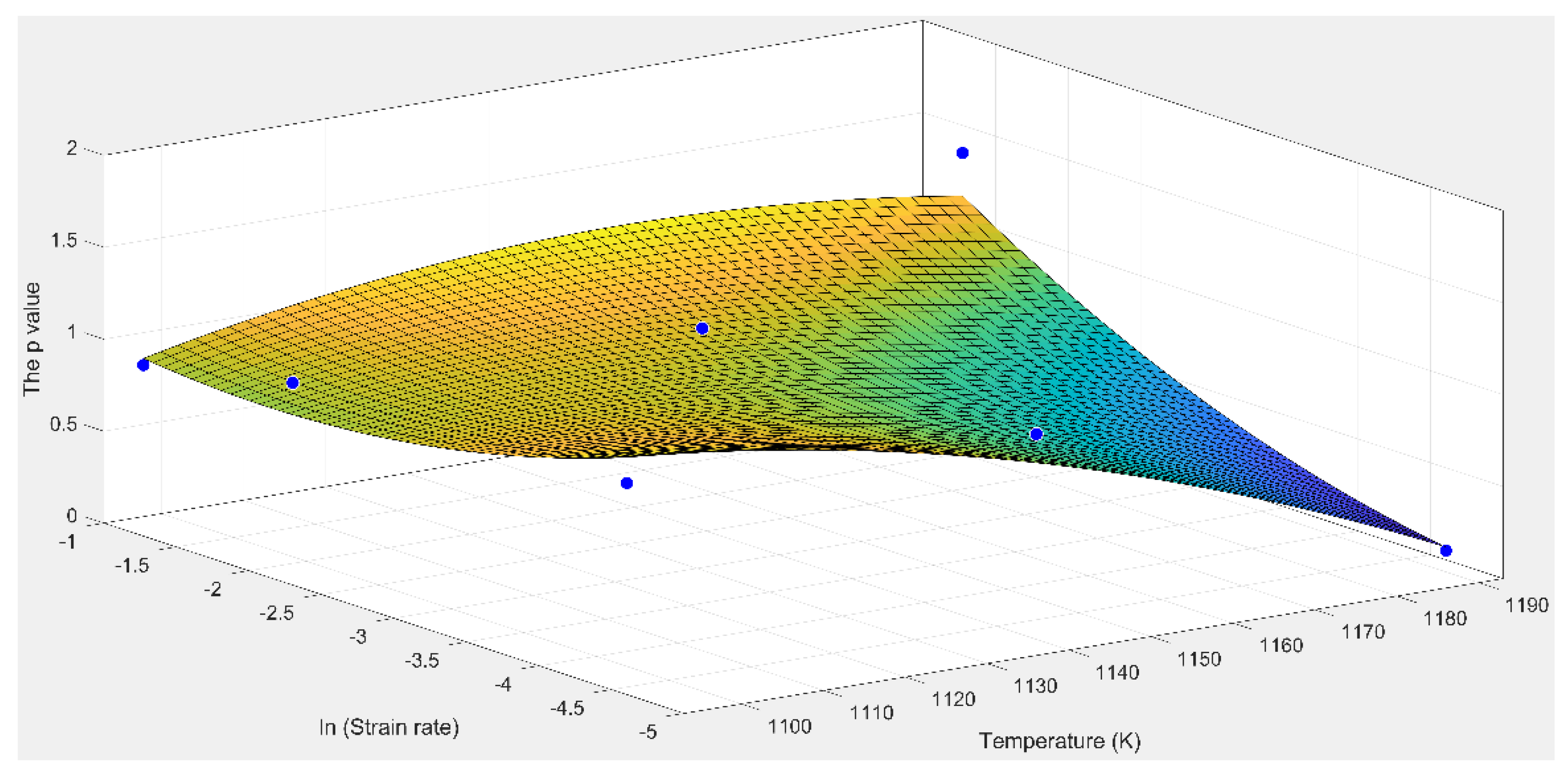
| Temperature (°C) | Strain Rate (s−1) | Parameter p Value |
|---|---|---|
| 820 | 0.01 | 1.15 |
| 0.1 | 1.05 | |
| 0.28 | 0.05 | |
| 870 | 0.01 | 1.1 |
| 0.1 | 1.03 | |
| 0.28 | 0.45 | |
| 920 | 0.01 | 0.93 |
| 0.1 | 1.07 | |
| 0.28 | 1.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yi, S.-X.; Yang, Z.-J.; Xie, H.-X. Hot Deformation and Constitutive Modeling of TC21 Titanium Alloy. Materials 2022, 15, 1923. https://doi.org/10.3390/ma15051923
Yi S-X, Yang Z-J, Xie H-X. Hot Deformation and Constitutive Modeling of TC21 Titanium Alloy. Materials. 2022; 15(5):1923. https://doi.org/10.3390/ma15051923
Chicago/Turabian StyleYi, Sheng-Xian, Zhong-Jiong Yang, and Huang-Xin Xie. 2022. "Hot Deformation and Constitutive Modeling of TC21 Titanium Alloy" Materials 15, no. 5: 1923. https://doi.org/10.3390/ma15051923