1. Introduction
Customer demand for higher surface quality and increased productivity arises due to stringent requirements for recent precise and complicated applications [
1]. In this regard, the precision hard turning process, with its proven ability to machine difficult-to-cut materials to produce high-precision, high-quality parts with tight tolerances, has become one of the most promising technologies in the manufacturing field [
2,
3] and is considered a cost-effective alternative to conventional grinding operations [
4,
5].
In recent years, researchers have devoted numerous efforts to developing simulation models of the hard turning process in order to predict the surface quality, albeit with the omission of the effect on the material removal rate (MRR), and vice versa [
6,
7,
8], taking productivity into consideration. Initially, only the conventional turning operation parameters, namely, the cutting speed
, the feed rate
and the depth of cut
, were investigated and optimized; however, researchers initiated a new approach that involves the insert type and material as a new operation parameter or so-called “running condition”. The introduction of recently manufactured and presented insert materials and geometries has enhanced the tool life and the surface integrity of the final product, but it has also helped researchers to examine a wider range of conventional running parameters [
7,
9,
10]. Moreover, the use of a suitable coolant, even synthetic [
11] or natural vegetable oil [
12], has been found to be an influential parameter on the final surface quality and tool wear [
12].
A closer look at the literature highlights the need for representative models that quantitively describe the effect of process parameters on hard turning. Sales et al. [
13] stated that the combination of all running conditions resulted in desirable surface quality and concluded that the excessive temperature generated during the hard turning process negatively affects the surface roughness (Ra). Additionally, the variability in the geometry of the cutting tool insert influences the final quality of the surface [
13].
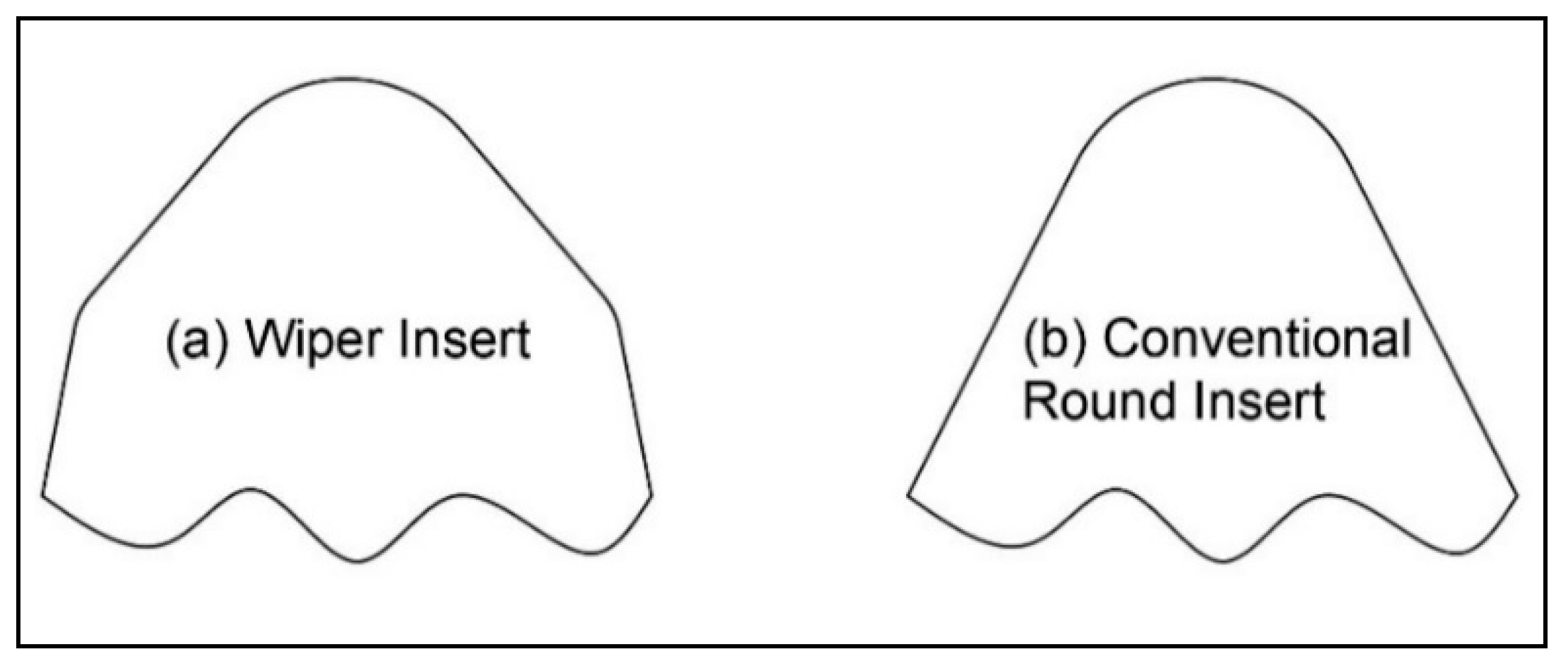
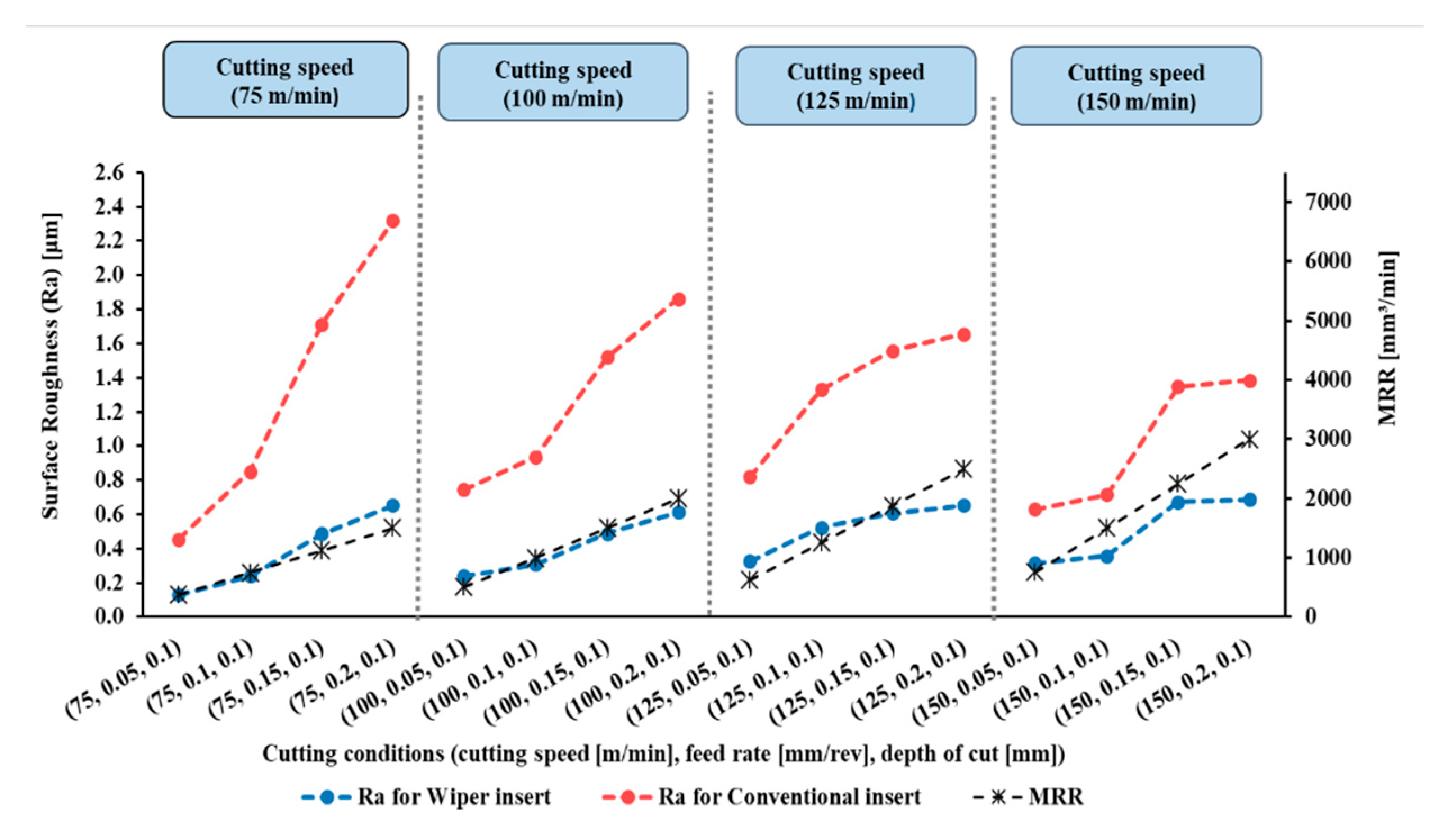
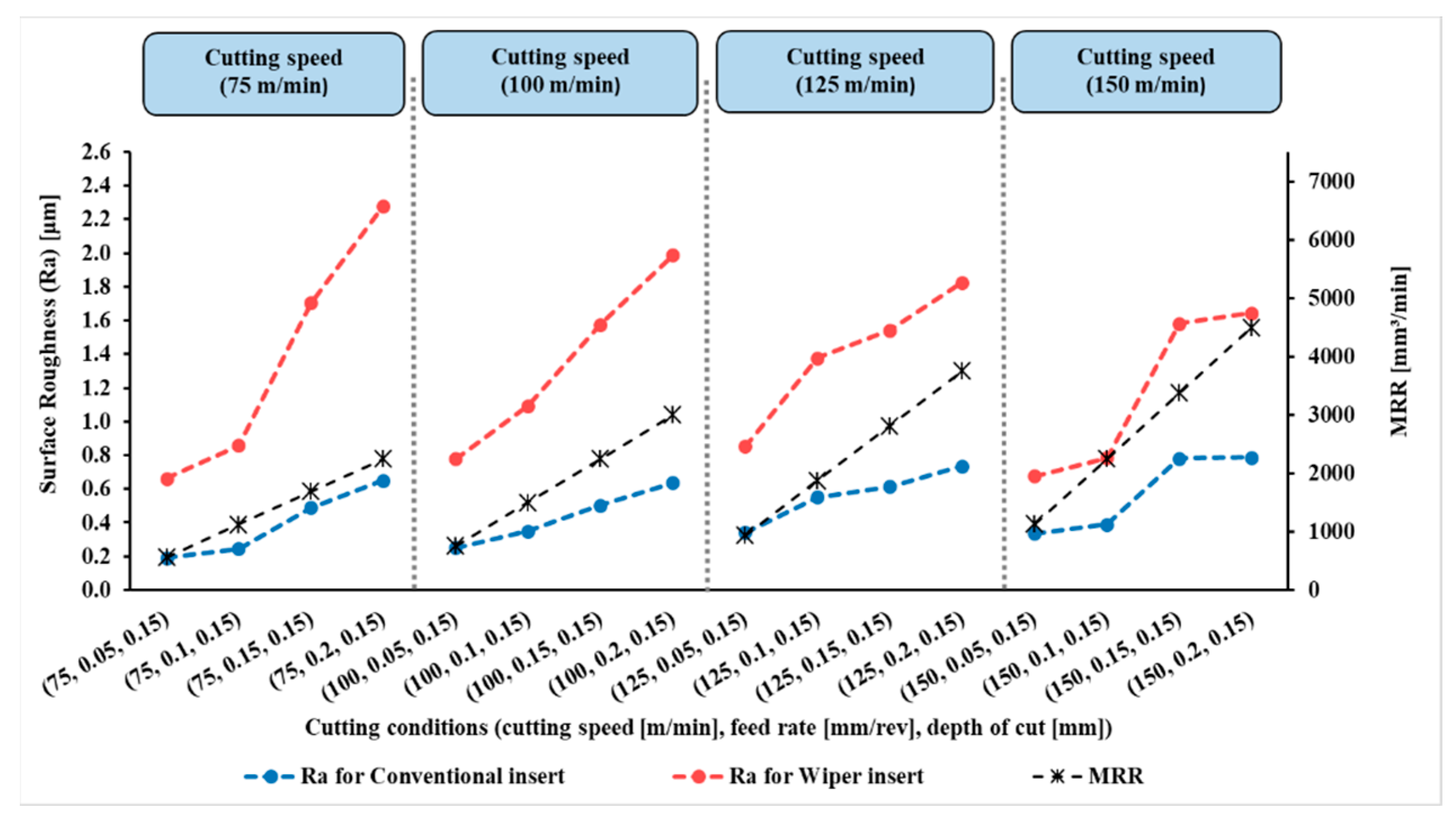
Manufacturers have introduced various innovative inserts to the industrial sector. Wiper inserts with multi-radii noses have gained researchers’ attention. Wiper inserts outperformed the conventional insert with a single-radius nose in aspects of surface quality and productivity. Surprisingly, the wiper insert is capable of achieving a roughness of 0.12 µm [
6,
9], while the conventional insert type obtains a roughness of 0.447 µm under the same cutting conditions. It is recognized amongst researchers that the feed rate, the insert nose geometry and the interaction between them are the most influential parameters on the hard turning process [
6,
14,
15,
16]. In order to investigate the influence of process parameters, a number of investigators have applied response surface modeling (RSM), full quadratic regression and ANOVA analysis [
3,
5,
6,
8,
17,
18]. Of all tested parameters, the feed rate and insert type were found to have the lowest
p-values [
4,
6,
14,
15,
19], followed by the cutting speed [
20] and depth of cut. In their study on the influence of parameters, Dhar et al. [
21] found that machining with a reduced wear and damage insert produced improved surface roughness and allowed higher cutting speeds and feed rates.
Although investigators have clearly studied the effect of each turning parameter on the surface quality, there is a deficiency of the optimization prospects of the models presented in the literature. In [
22], particle swarm optimization was used to search for the optimal number of machining passes and for the optimal running parameters of each pass. Then, Pareto search was used to preselect the solution. Furthermore, a genetic search model was developed on an experimental basis in order to obtain the optimal process parameters [
20]. Moreover, from the perspective of pre-machining planning, Yellowley and Adey [
23] proposed an adaptive control optimization (ACO) approach that can help manufacturers to preselect process parameters in order to increase productivity and avoid tool damage based on tool geometry, workpiece variation and feed rate control. In addition, a deterministic optimization model was proposed to validate the optimal running conditions of the turning process by means of a numerical study. This study presented an online application of a computer-aided manufacturing (CAM) program that provides manufacturing planning engineers with optimal running conditions in order to improve production time and cost per part [
24]. Moreover, simulated annealing (SA) and ant colony (AC) optimization models, respectively developed by Wang [
25] and Vijayakumar et al. [
26], were compared in order to obtain the optimal running cost of a multi-pass hard turning operation. The results accounted for the cutting speed, feed rate and number of roughing and finishing passes [
25,
26].
Numerous researchers have provided the manufacturing field with applications for optimization that consider the optimal manufacturing time and cost [
27,
28]. Additionally, a simulated annealing-particle swarm optimization approach revealed that, in a minimum quantity cooling lubricant (MQCL) environment, the optimal parameters of the turning operation of stainless steel were a cutting speed of 375 m/min, depth of cut of 0.2 mm and feed rate of 0.05 rev/mm [
29]. In addition, this study showed that the feed rate was the most influential parameter on surface roughness. Further investigation of the optimization of the turning operation was conducted by using a gray relational analysis that is based on an orthogonal array of the Taguchi method. The obtained cutting parameters considering the minimum surface roughness were a cutting speed of 155 m/min, a feed rate of 0.12 mm/rev and a depth of cut of 0.8 mm [
30]. Furthermore, an adaptive approach was presented in which a multi-objective genetic algorithm was modified using linear techniques for multidimensional analysis of preference (LINMAP) [
31]. The experimental work was carried out based on higher cutting speeds of up to 200 m/min using two different cutting inserts: wiper and conventional inserts. The targeted variable outputs were the minimization of surface roughness and power consumption and the maximization of the material removal rate. In this research, the optimal parameters for machining AISI 4340 alloy were a cutting speed of 196.8 m/min, a depth of cut of 0.93 mm and a feed rate of 0.14 mm/rev, which resulted in 0.419 µm surface roughness and a high material removal rate of 26,131.6 mm
3/min [
31]. These results show promising progress in the high-speed machining of AISI 4340 steel alloys.
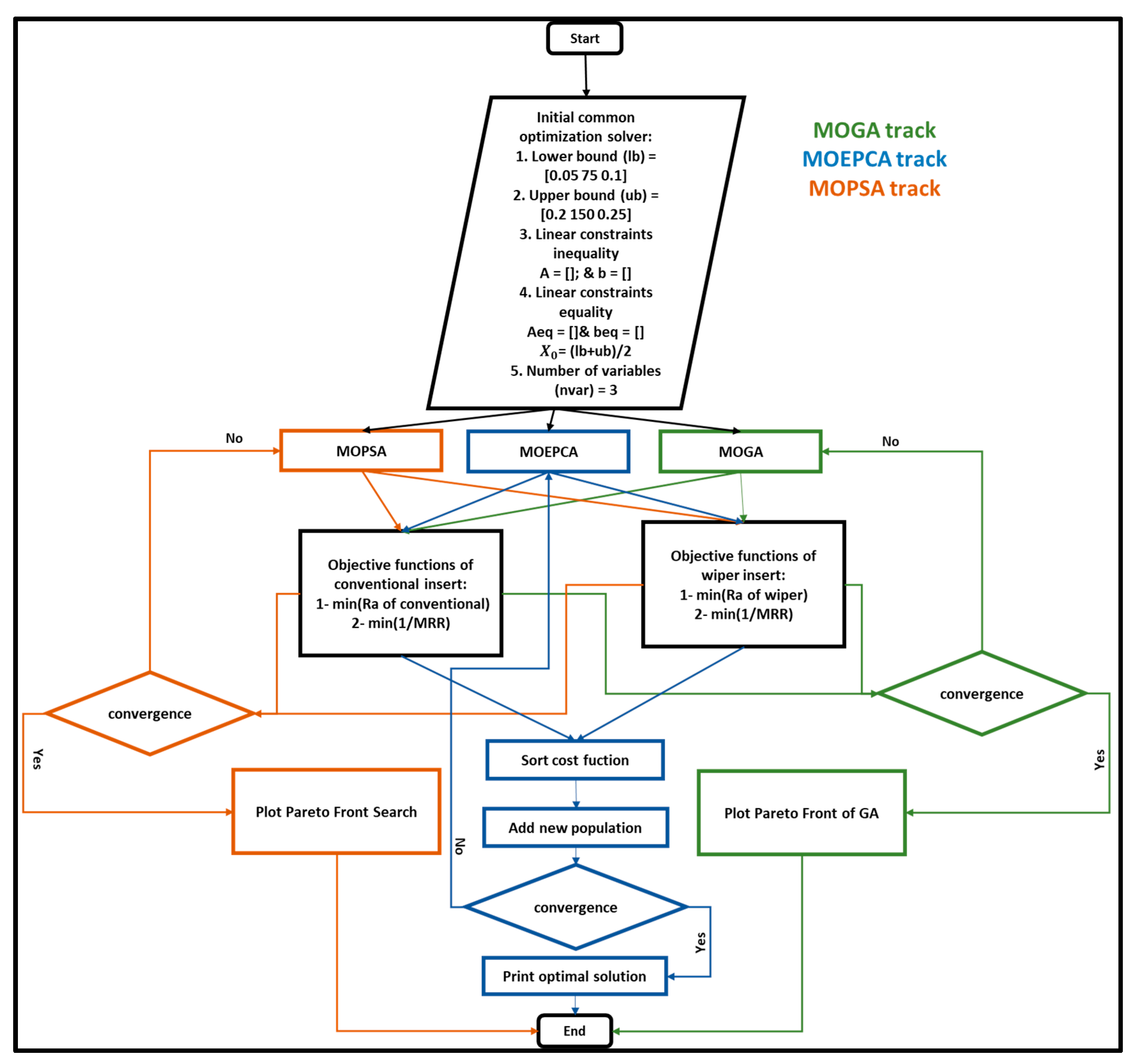
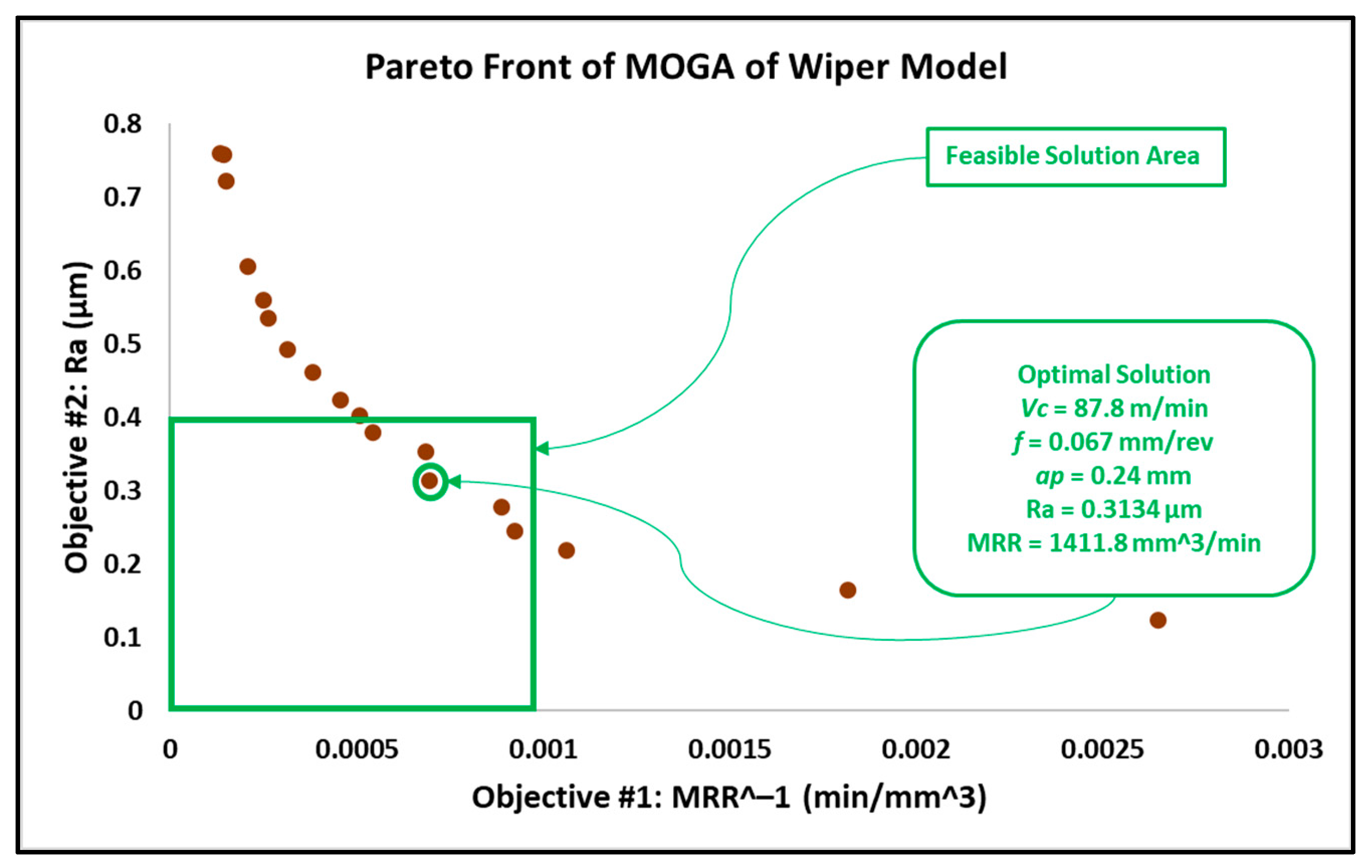
Looking at the reviewed literature, one can argue that the variation in optimal solutions of the turning operation through various optimization techniques is confounding. Hence, extended optimization work is presented in this paper via different multi-objective techniques to achieve the best surface quality and productivity. In particular, this work is an extension of the investigation by Adel T. Abbas [
6], in which a comparison between wiper and conventional inserts was conducted through a full factorial experimental design. The investigated parameters were the insert type, the cutting speed, the feed rate and the depth of cut. Notably, a flood coolant was used during the experiments. Two mathematical models of the wiper and conventional insert surface roughness were developed in MATLAB by full quadratic regression. The developed equations were tested. The average absolute error of both equations was around 7 to 10%. This encouraged extensive research to optimize process conditions and productivity by introducing the MRR as an objective function in addition to the surface roughness function. Three multi-objective techniques were used in this research to search for the feasible regions of optimal solutions, and the results were experimentally validated via a number of machining trials. Finally, the results helped in identifying the optimal running conditions of an industrial application in order to achieve higher surface quality (low surface roughness, Ra) and productivity (high material removal rate, MRR). Specifically, productivity can be described as achieving a lower manufacturing lead time, while the material removal rate (MRR) is defined as the rate at which volumetric material is removed during the machining process; hence, productivity is highly related to MRR.
The aim of this research study was to provide deeper insights into the relative machining performance of AISI 4340 alloy steel in terms of obtainable surface roughness and productivity (MRR) using wiper and conventional round-nose carbide inserts and to help identify the optimal cutting conditions that lead to a significant increase in the obtainable material removal rate while maintaining high surface quality. Furthermore, this study entailed a comparative assessment of three different multi-objective optimization techniques.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}