
Effects of Underwater Friction Stir Welding Heat Generation on Residual Stress of AA6068-T6 Aluminum Alloy

 ,
,  ,
,  , and
, and
Abstract
:1. Introduction
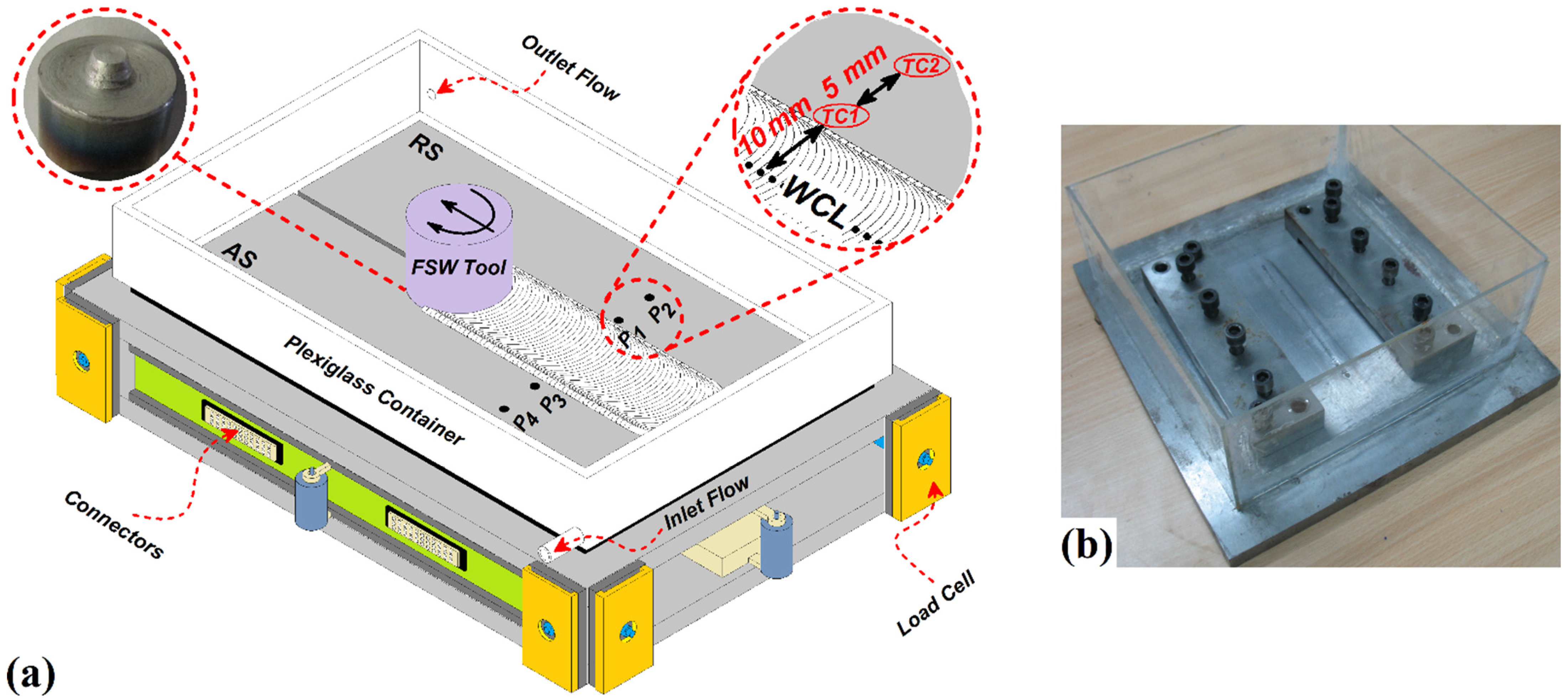
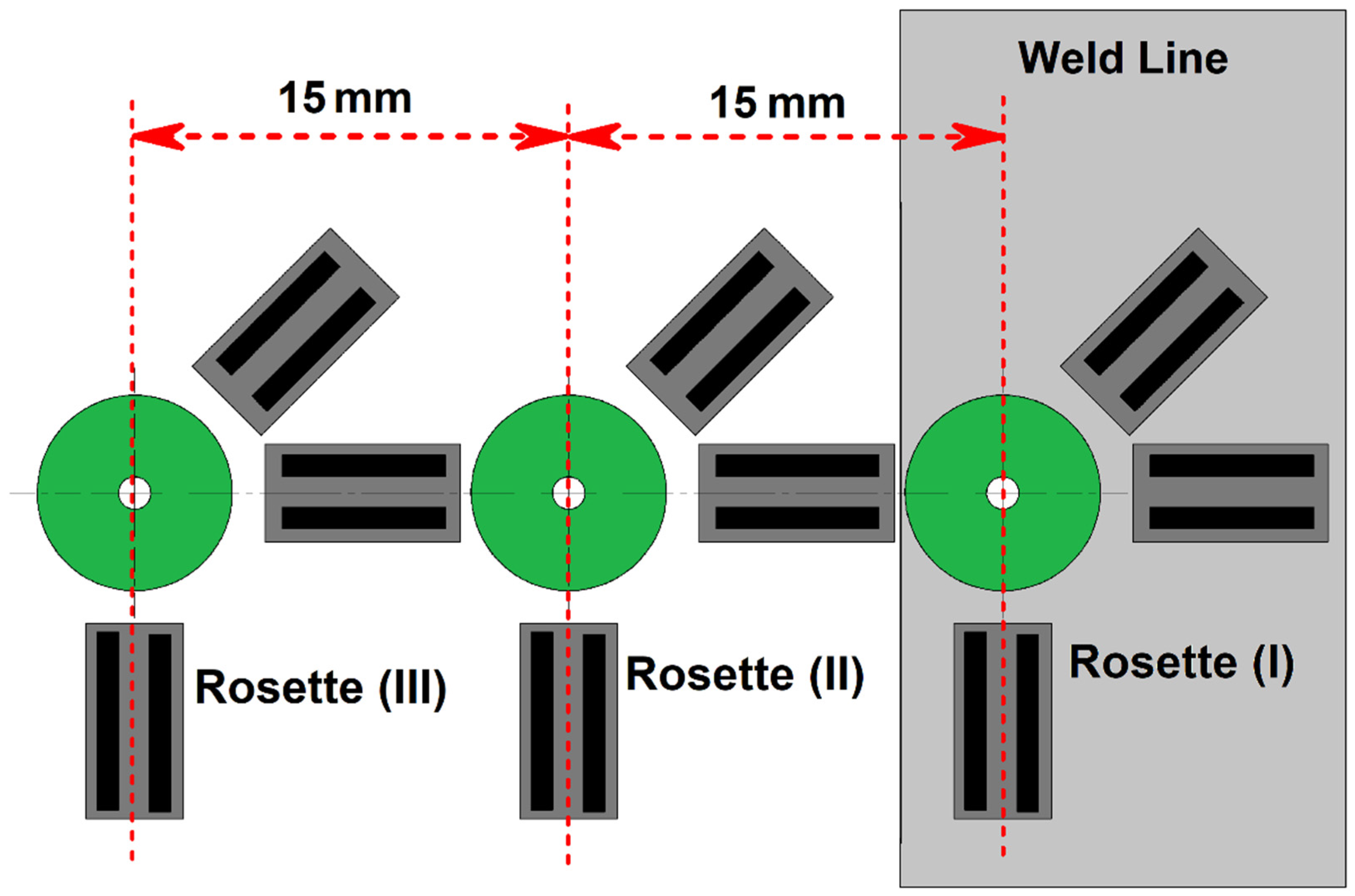
2. Materials and Methods
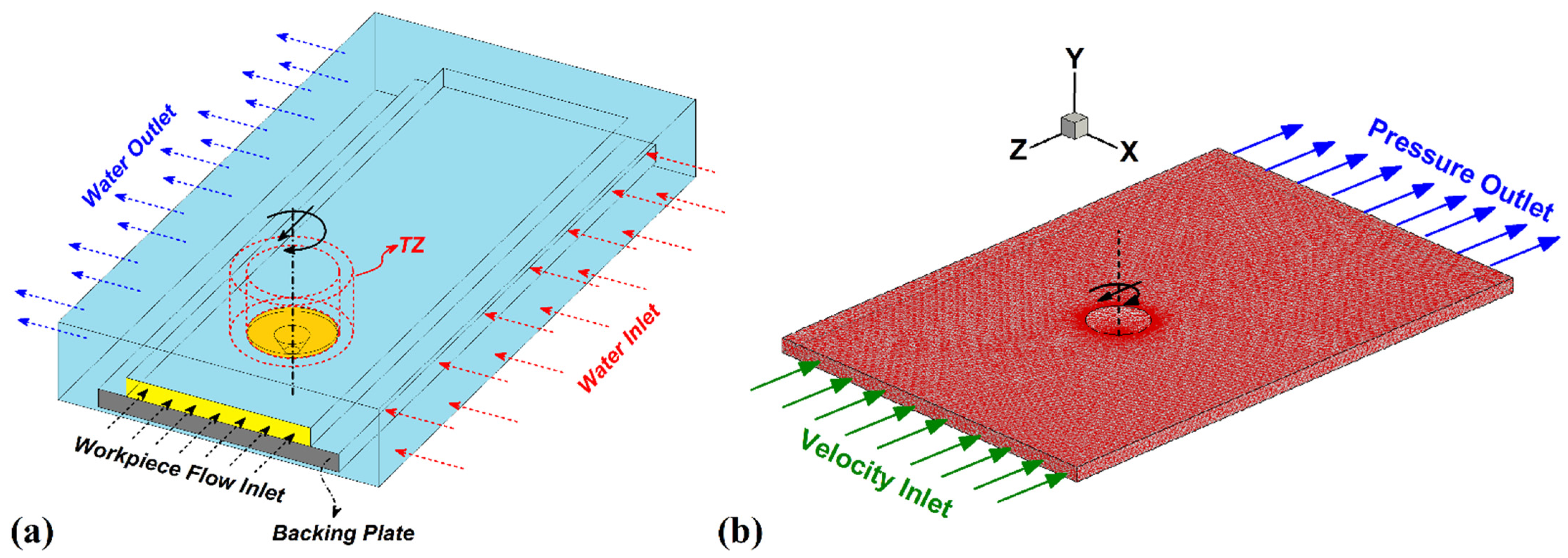
3. Process Modelling
3.1. Model Description
3.2. Weld Metal Model
3.3. Water Flow Model
3.4. Heat Transfer Model
3.5. Boundary Conditions
4. Results and Discussions
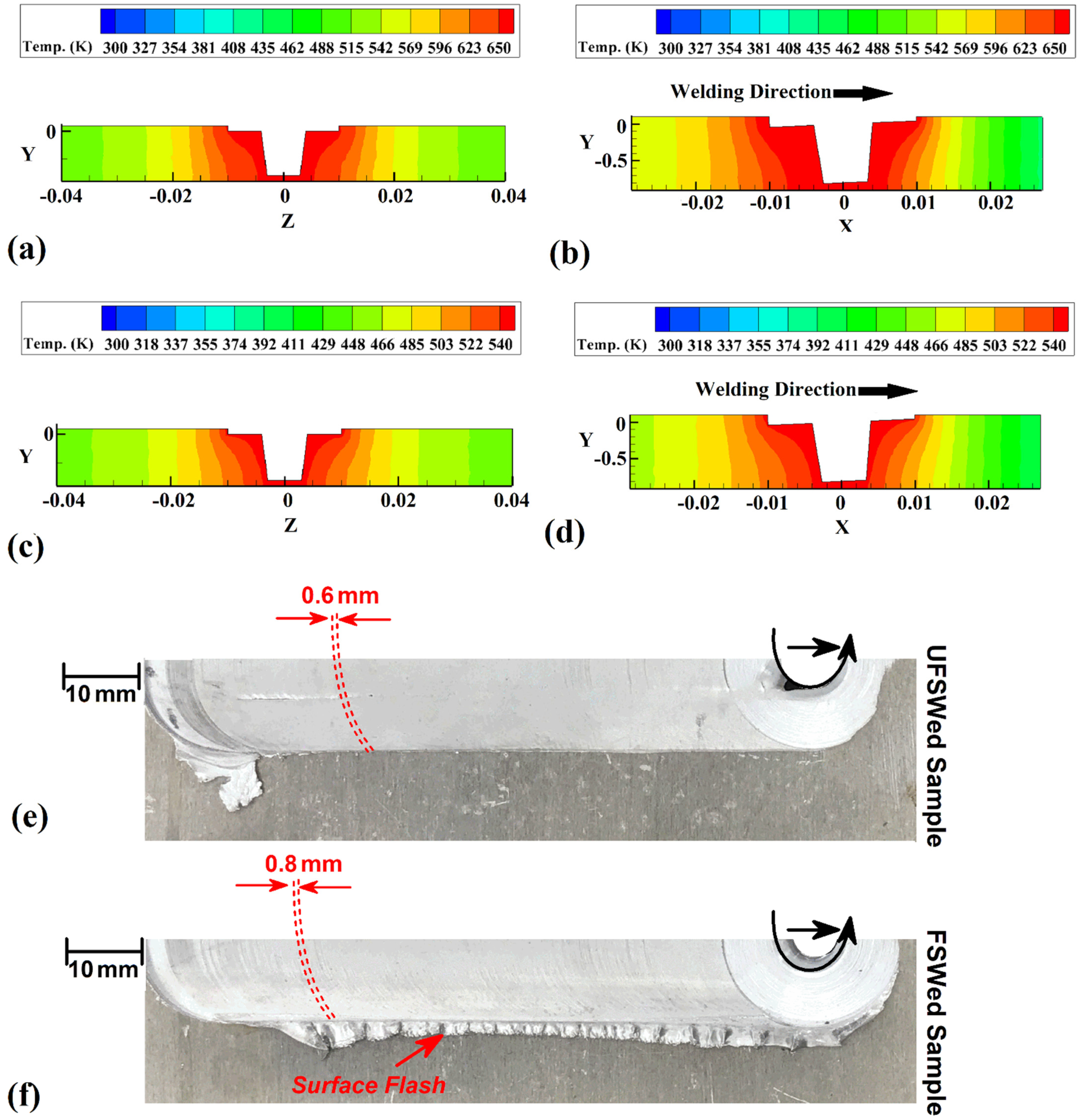
4.1. Thermal History and Material Flow
4.2. Viscosity Changes and Material Velocity
4.3. Residual Strain
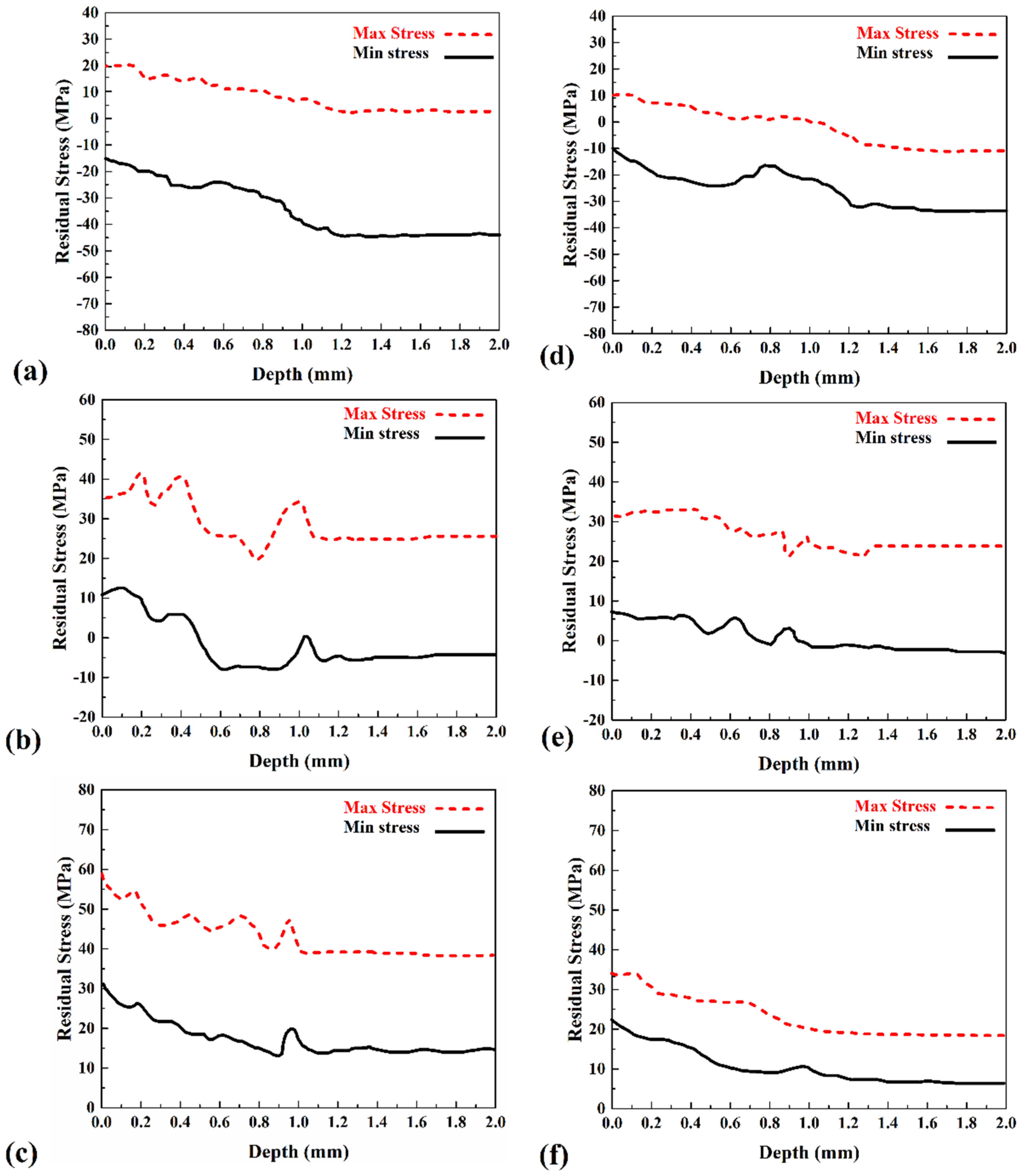
4.4. Residual Stress
5. Conclusions
- The heat generation in the UFSW sample was lower than FSW, which caused the joint line formed in the UFSW sample to be smaller than the FSW case. The cooling rate of the AA6068-T6 aluminum joint line in the UFSW case was higher than the FSW case.
- The simulation results revealed that materials velocity in the SZ of the FSW sample (0.46 m/s) is 24% higher than the UFSW (0.37 m/s) sample. This phenomenon is related to higher heat generation in the FSW case, and as a result, the surface flow ring distance in the FSW sample (0.8 mm) is 25% higher than the UFSW (0.6 mm) sample.
- With increasing distance from the joint line, both residual stress and residual strain increase. This phenomenon is seen in both FSW and UFSW samples. Due to obtained results, the residual stress in the ε1 direction is more than ε2 and ε3 directions.
- The obtained result revealed that the maximum residual strain (ε1) in the FSW joint line (30 µε) is 20% more than the UFSW joint line (25 µε). On the other hand, the maximum residual stress (ε1) in the UFSW joint line (8 MPa) is 60% lower than the FSW joint line (20 MPa). The higher cooling rate and controlling of heat generation in an underwater environment improve the residual strain and stress of the UFSW joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mirzaei, M.; Asadi, P.; Fazli, A. Effect of Tool Pin Profile on Material Flow in Double Shoulder Friction Stir Welding of AZ91 Magnesium Alloy. Int. J. Mech. Sci. 2020, 183, 105775. [Google Scholar] [CrossRef]
- Bhattacharya, T.K.; Das, H.; Pal, T.K. Influence of welding parameters on material flow, mechanical property and intermetallic characterization of friction stir welded AA6063 to HCP copper dissimilar butt joint without offset. Trans. Nonferrous Met. Soc. China 2015, 25, 2833–2846. [Google Scholar] [CrossRef]
- Kaushik, P.; Dwivedi, D.K. Effect of tool geometry in dissimilar Al-Steel Friction Stir Welding. J. Manuf. Process. 2021, 68, 198–208. [Google Scholar] [CrossRef]
- Ghiasvand, A.; Yavari, M.M.; Tomków, J.; Grimaldo Guerrero, J.W.; Kheradmandan, H.; Dorofeev, A.; Memon, S.; Derazkola, H.A. Investigation of Mechanical and Microstructural Properties of Welded Specimens of AA6061-T6 Alloy with Friction Stir Welding and Parallel-Friction Stir Welding Methods. Materials 2021, 14, 6003. [Google Scholar] [CrossRef] [PubMed]
- Aghajani Derazkola, H.; García, E.; Eyvazian, A.; Aberoumand, M. Effects of Rapid Cooling on Properties of Aluminum-Steel Friction Stir Welded Joint. Materials 2021, 14, 908. [Google Scholar] [CrossRef] [PubMed]
- Memon, S.; Fydrych, D.; Fernandez, A.C.; Derazkola, H.A.; Derazkola, H.A. Effects of FSW Tool Plunge Depth on Properties of an Al-Mg-Si Alloy T-Joint: Thermomechanical Modeling and Experimental Evaluation. Materials 2021, 14, 4757. [Google Scholar] [CrossRef] [PubMed]
- Feistauer, E.E.; Bergmann, L.A.; dos Santos, J.F. Effect of reverse material flow on the microstructure and performance of friction stir welded T-joints of an Al-Mg alloy. Mater. Sci. Eng. A 2018, 731, 454–464. [Google Scholar] [CrossRef]
- Bokov, D.O.; Jawad, M.A.; Suksatan, W.; Abdullah, M.E.; Świerczyńska, A.; Fydrych, D.; Derazkola, H.A. Effect of Pin Shape on Thermal History of Aluminum-Steel Friction Stir Welded Joint: Computational Fluid Dynamic Modeling and Validation. Materials 2021, 14, 7883. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Zhang, C.; Derazkola, H.A.; Demiral, M.; Zain, A.M.; Khan, A. UFSW tool pin profile effects on properties of aluminium-steel joint. Vacuum 2021, 192, 110460. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Garcia, E.; Elyasi, M. Underwater friction stir welding of PC: Experimental study and thermo-mechanical modelling. J. Manuf. Process. 2021, 65, 161–173. [Google Scholar] [CrossRef]
- Labus Zlatanovic, D.; Balos, S.; Bergmann, J.P.; Rasche, S.; Pecanac, M.; Goel, S. Influence of Tool Geometry and Process Parameters on the Properties of Friction Stir Spot Welded Multiple (AA 5754 H111) Aluminium Sheets. Materials 2021, 14, 1157. [Google Scholar] [CrossRef] [PubMed]
- Bagheri, B.; Abbasi, M.; Hamzeloo, R. The investigation into vibration effect on microstructure and mechanical characteristics of friction stir spot vibration welded aluminum: Simulation and experiment. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 1809–1822. [Google Scholar] [CrossRef]
- Al-Sabur, R.K.; Jassim, A.K. Friction Stir Spot Welding Applied to Weld Dissimilar Metals of AA1100 Al-alloy and C11000 Copper. IOP Conf. Ser. Mater. Sci. Eng. 2018, 455, 12087. [Google Scholar] [CrossRef]
- Sharma, A.; Morisada, Y.; Fujii, H. Influence of aluminium-rich intermetallics on microstructure evolution and mechanical properties of friction stir alloyed AlFe alloy system. J. Manuf. Process. 2021, 68, 668–682. [Google Scholar] [CrossRef]
- Castro, R.A.S.; Richter-Trummer, V.; Tavares, S.M.O.; Moreira, P.M.G.P.; Vilaça, P.; de Castro, P.M.S.T. Friction stir welding on T-joints: Residual stress evaluation. In Proceedings of the 8° Congresso Nacional de Mecânica Experimental, Porto, Portugal, 21–23 April 2010. [Google Scholar]
- Jamshidi Aval, H.; Serajzadeh, S.; Kokabi, A.H. Experimental and theoretical evaluations of thermal histories and residual stresses in dissimilar friction stir welding of AA5086-AA6061. Int. J. Adv. Manuf. Technol. 2012, 61, 149–160. [Google Scholar] [CrossRef]
- Jamshidi Aval, H. Microstructure and residual stress distributions in friction stir welding of dissimilar aluminium alloys. Mater. Des. 2015, 87, 405–413. [Google Scholar] [CrossRef]
- Li, T.; Shi, Q.Y.; Li, H.K.; Wang, W.; Cai, Z.P. Residual Stresses of Friction Stir Welded 2024-T4 Joints. Mater. Sci. Forum 2008, 580–582, 263–266. [Google Scholar] [CrossRef]
- Linton, V.M.; Ripley, M.I. Influence of time on residual stresses in friction stir welds in agehardenable 7xxx aluminium alloys. Acta Mater. 2008, 56, 4319–4327. [Google Scholar] [CrossRef]
- Schajer, G.S. Measurement of Non-Uniform Residual Stresses Using the Hole-Drilling Method. Part I—Stress Calculation Procedures. J. Eng. Mater. Technol. 1988, 110, 338–343. [Google Scholar] [CrossRef]
- Schajer, G.S. Measurement of Non-Uniform Residual Stresses Using the Hole-Drilling Method. Part II—Practical Application of the Integral Method. J. Eng. Mater. Technol. 1988, 110, 344–349. [Google Scholar] [CrossRef]
- Schajer, G.S. Application of Finite Element Calculations to Residual Stress Measurements. J. Eng. Mater. Technol. 1981, 103, 157–163. [Google Scholar] [CrossRef]
- Sharghi, E.; Farzadi, A. Simulation of temperature distribution and heat generation during dissimilar friction stir welding of AA6061 aluminum alloy and Al-Mg2Si composite. Int. J. Adv. Manuf. Technol. 2021, 118, 3147–3159. [Google Scholar] [CrossRef]
- Memon, S.; Murillo-Marrodán, A.; Lankarani, H.M.; Aghajani Derazkola, H. Analysis of Friction Stir Welding Tool Offset on the Bonding and Properties of Al–Mg–Si Alloy T-Joints. Materials 2021, 14, 3604. [Google Scholar] [CrossRef] [PubMed]
- Hasan, A.F.; Bennett, C.J.; Shipway, P.H. A numerical comparison of the flow behaviour in Friction Stir Welding (FSW) using unworn and worn tool geometries. Mater. Des. 2015, 87, 1037–1046. [Google Scholar] [CrossRef]
- Yeom, G.-S. Numerical Simulation of Conical and Linear-Shaped Charges Using an Eulerian Elasto-Plastic Multi-Material Multi-Phase Flow Model with Detonation. Materials 2022, 15, 1700. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Gao, Y.; Liu, X.; McDonnell, M.; Feng, Z. Tool-workpiece stick-slip conditions and their effects on torque and heat generation rate in the friction stir welding. Acta Mater. 2021, 213, 116969. [Google Scholar] [CrossRef]
- Su, H.; Wu, C. Numerical Simulation for the Optimization of Polygonal Pin Profiles in Friction Stir Welding of Aluminum. Acta Metall. Sin. (Eng. Lett.) 2021, 34, 1065–1078. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Derazkola, H.A.; Gerlich, A.P. Monte Carlo simulation of grain refinement during friction stir processing. J. Mater. Sci. 2020, 55, 13438–13456. [Google Scholar] [CrossRef]
- Derazkola, H.A.H.A.; Eyvazian, A.; Simchi, A. Modeling and experimental validation of material flow during FSW of polycarbonate. Mater. Today Commun. 2020, 22, 100796. [Google Scholar] [CrossRef]
- Tiwari, A.; Pankaj, P.; Suman, S.; Biswas, P. CFD Modelling of Temperature Distribution and Material Flow Investigation During FSW of DH36 Shipbuilding Grade Steel. Trans. Indian Inst. Met. 2020, 73, 2291–2307. [Google Scholar] [CrossRef]
- Sheng, D.-Y.; Jönsson, P.G. Effect of Thermal Buoyancy on Fluid Flow and Residence-Time Distribution in a Single-Strand Tundish. Materials 2021, 14, 1906. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.; Li, Z.; Fang, M.; Hou, H. Numerical Analysis of the Activated Combustion High-Velocity Air-Fuel Spraying Process: A Three-Dimensional Simulation with Improved Gas Mixing and Combustion Mode. Materials 2021, 14, 657. [Google Scholar] [CrossRef] [PubMed]
- Yan, C.; Xu, J.; Zhu, B.; Liu, G. Numerical Analysis on Heat Transfer Characteristics of Supercritical CO2 in Heated Vertical Up-Flow Tube. Materials 2020, 13, 723. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, T.; Zhao, F.; Luo, H.; Wang, H.; Li, Y. Temperature Monitoring and Material Flow Characteristics of Friction Stir Welded 2A14-t6 Aerospace Aluminum Alloy. Materials 2019, 12, 3387. [Google Scholar] [CrossRef] [Green Version]
- Duan, Y.; He, S. Heat transfer of a buoyancy-aided turbulent flow in a trapezoidal annulus. Int. J. Heat Mass Transf. 2017, 114, 211–224. [Google Scholar] [CrossRef]
- Bulatov, V.V.; Richmond, O.; Glazov, M.V. An atomistic dislocation mechanism of pressure-dependent plastic flow in aluminum. Acta Mater. 1999, 47, 3507–3514. [Google Scholar] [CrossRef]
- Nirmal, K.; Jagadesh, T. Numerical simulations of friction stir welding of dual phase titanium alloy for aerospace applications. Mater. Today Proc. 2021, 46, 4702–4708. [Google Scholar] [CrossRef]
- Asmare, A.; Al-Sabur, R.; Messele, E. Experimental Investigation of Friction Stir Welding on 6061-T6 Aluminum Alloy using Taguchi-Based GRA. Metals 2020, 10, 1480. [Google Scholar] [CrossRef]
- Al-Sabur, R. Tensile strength prediction of aluminium alloys welded by FSW using response surface methodology—Comparative review. Mater. Today Proc. 2021, 45, 4504–4510. [Google Scholar] [CrossRef]
- Al-Sabur, R.; Jassim, A.K.; Messele, E. Real-time monitoring applied to optimize friction stir spot welding joint for AA1230 Al-alloys. Mater. Today Proc. 2021, 42, 2018–2024. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Density | Thermal Conductivity | Ultimate Tensile Strength | Shear Stress | Elongation | Vickers Hardness |
|---|---|---|---|---|---|---|
| Unit | kg/m3 | W/m.K | MPa | MPa | % | HV |
| Amount | 2700 | 180 | 300 | 460 | 10 | 91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalaf, H.I.; Al-Sabur, R.; Abdullah, M.E.; Kubit, A.; Derazkola, H.A. Effects of Underwater Friction Stir Welding Heat Generation on Residual Stress of AA6068-T6 Aluminum Alloy. Materials 2022, 15, 2223. https://doi.org/10.3390/ma15062223
Khalaf HI, Al-Sabur R, Abdullah ME, Kubit A, Derazkola HA. Effects of Underwater Friction Stir Welding Heat Generation on Residual Stress of AA6068-T6 Aluminum Alloy. Materials. 2022; 15(6):2223. https://doi.org/10.3390/ma15062223
Chicago/Turabian StyleKhalaf, Hassanein I., Raheem Al-Sabur, Mahmoud E. Abdullah, Andrzej Kubit, and Hamed Aghajani Derazkola. 2022. "Effects of Underwater Friction Stir Welding Heat Generation on Residual Stress of AA6068-T6 Aluminum Alloy" Materials 15, no. 6: 2223. https://doi.org/10.3390/ma15062223