
Application of the Sinter-HIP Method to Manufacture Cr–Mo–W–V–Co High-Speed Steel via Powder Metallurgy

Abstract
:1. Introduction
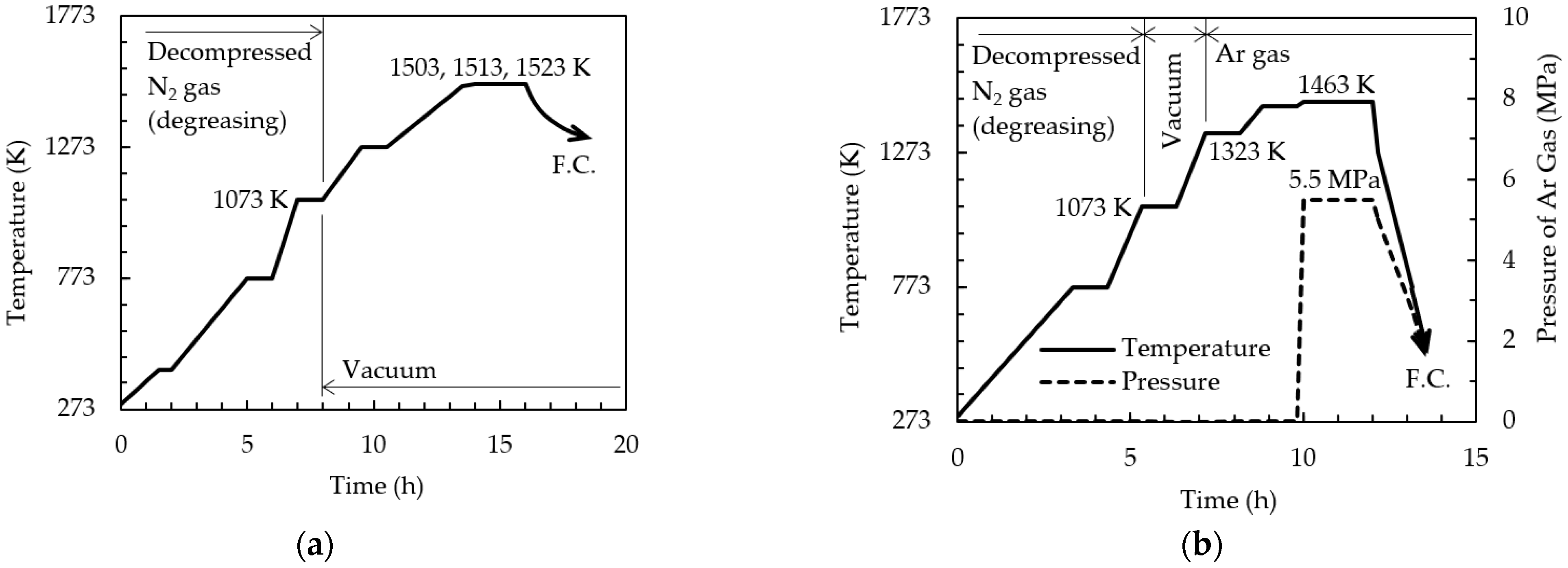
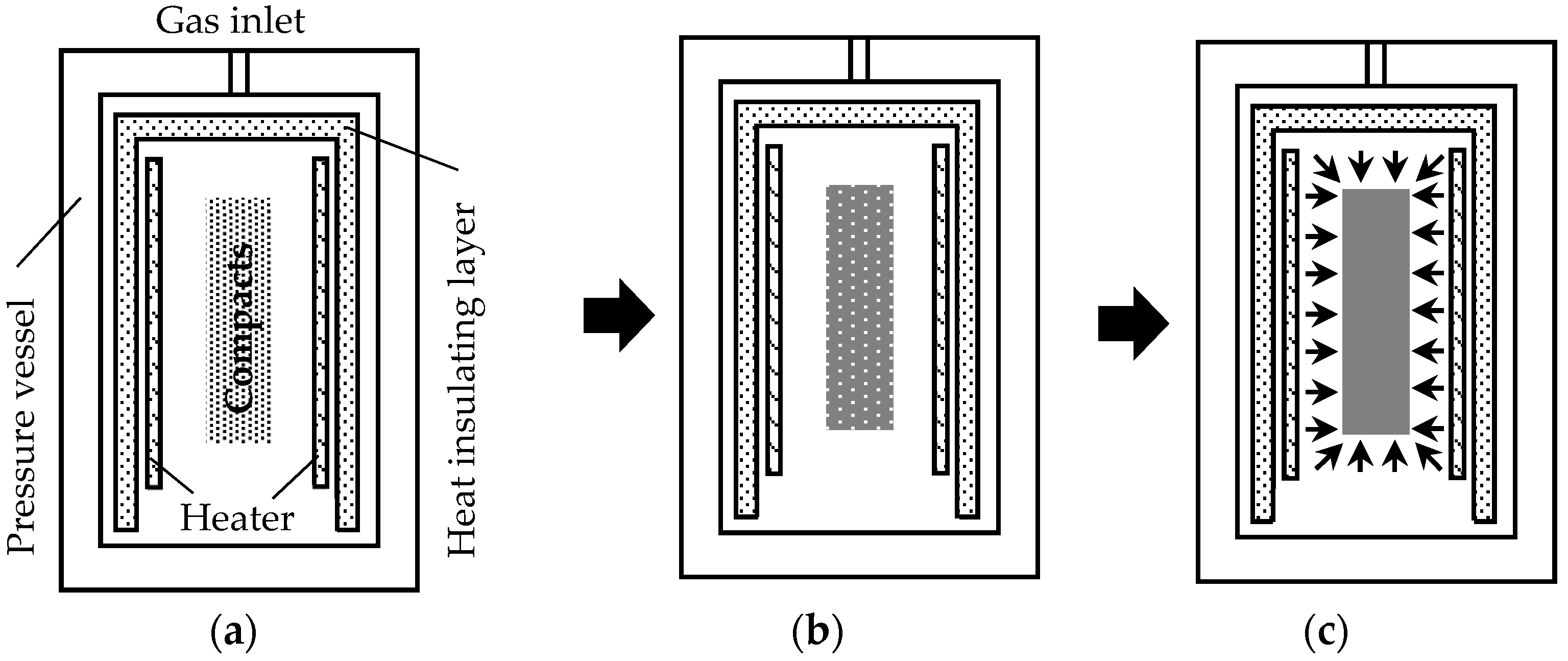
2. Materials and Methods
3. Results and Discussions
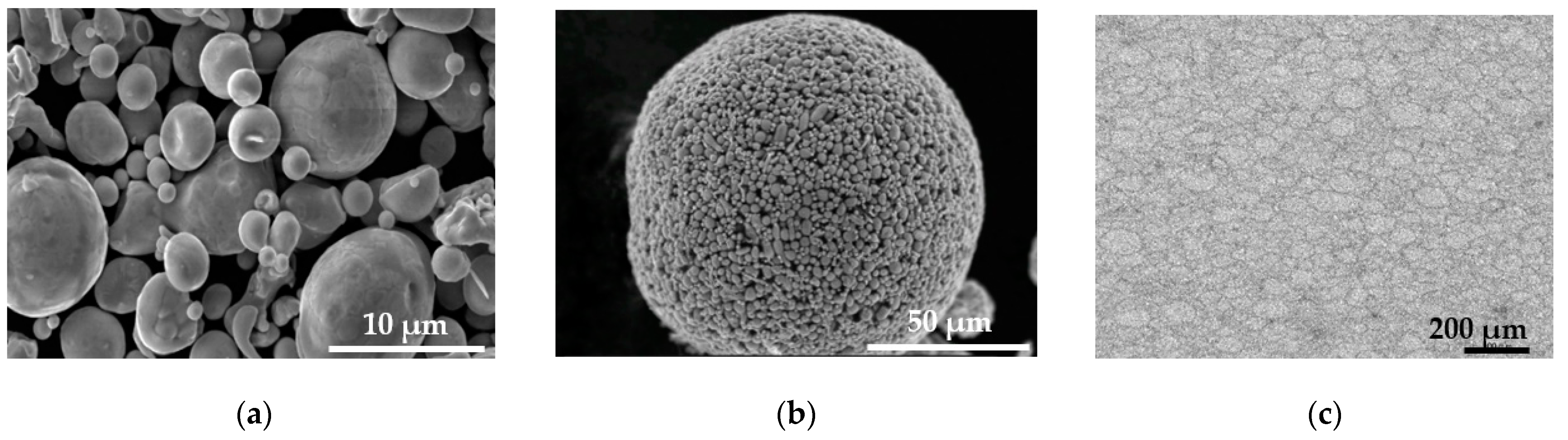
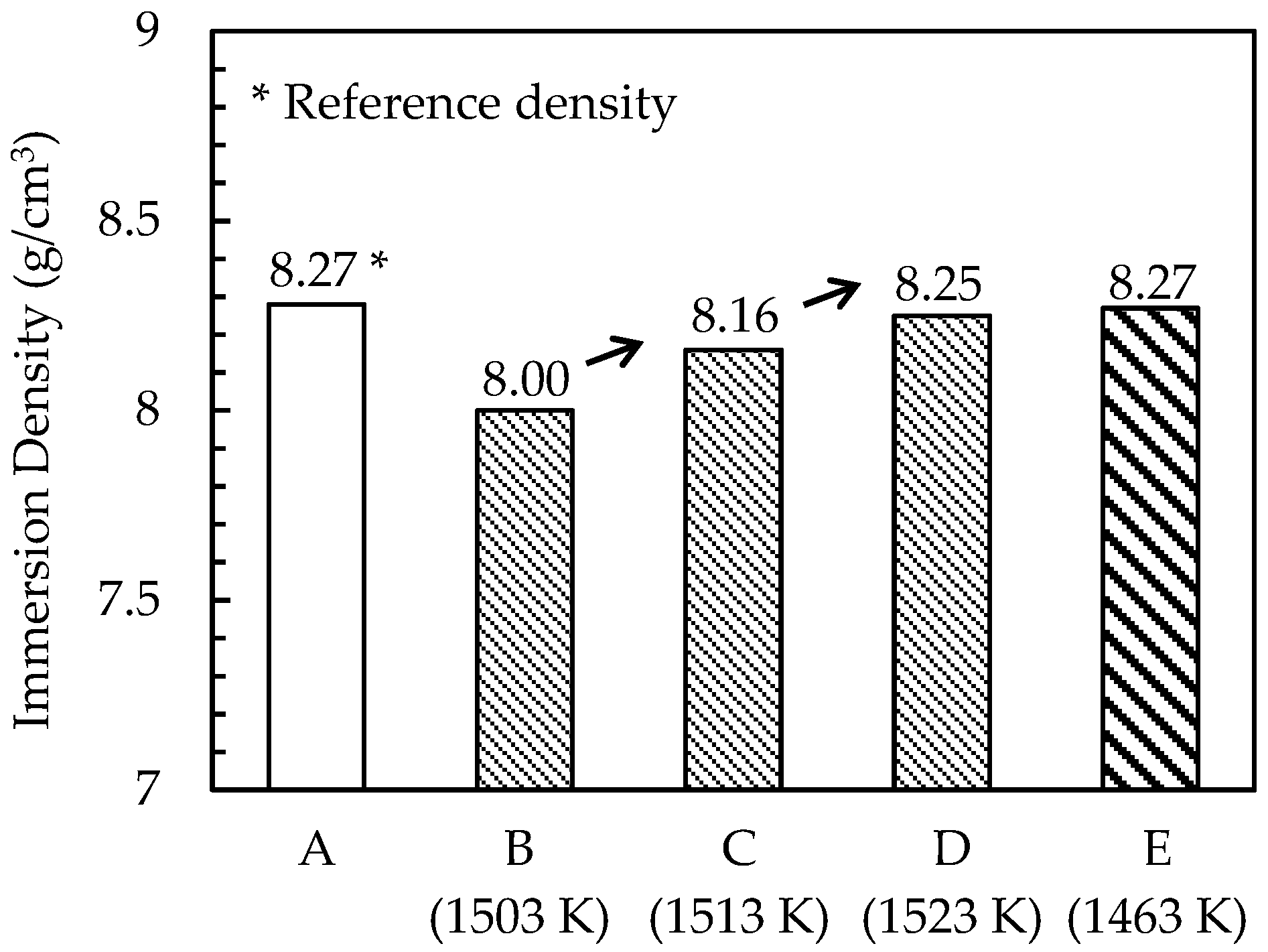
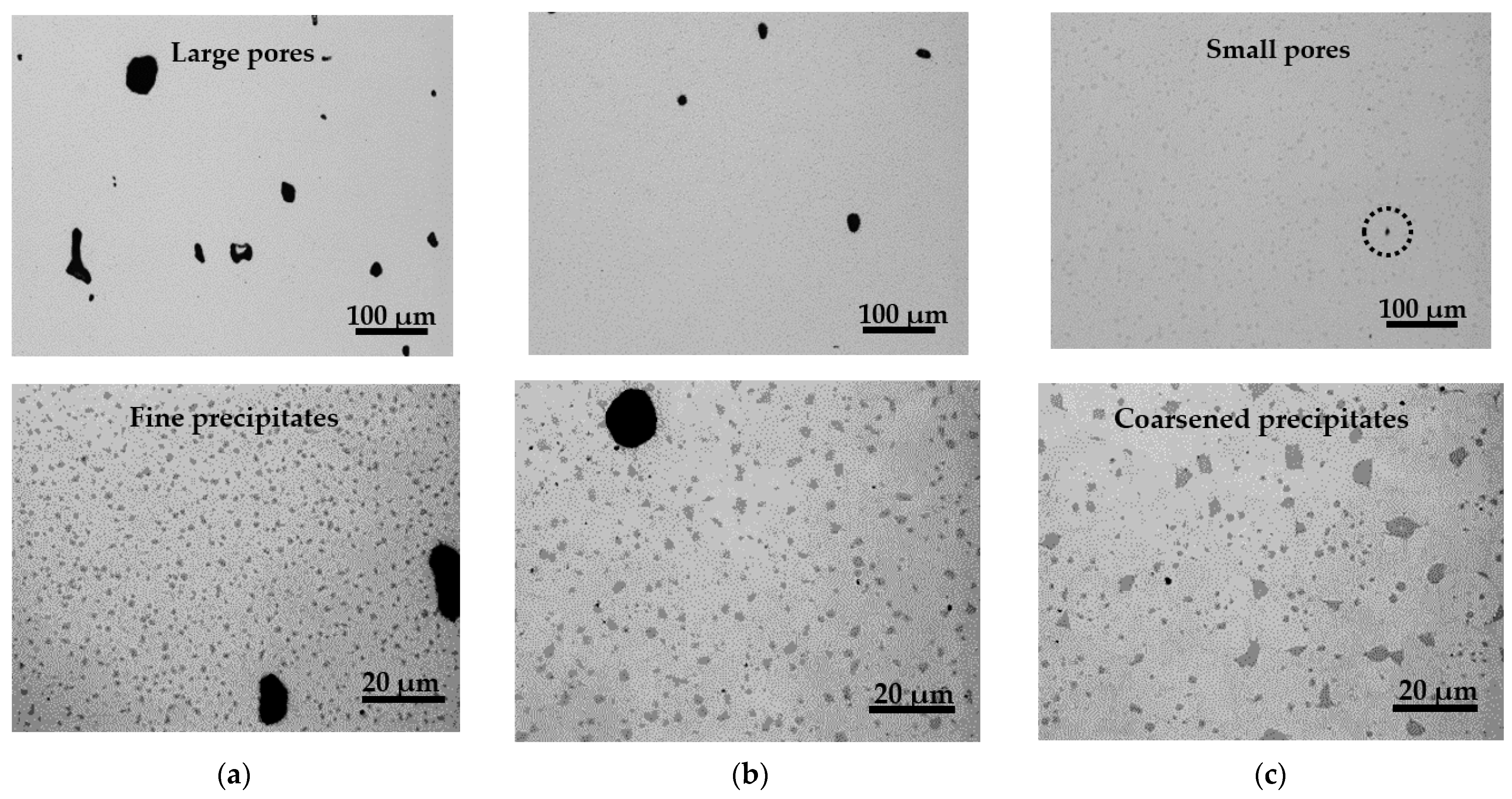
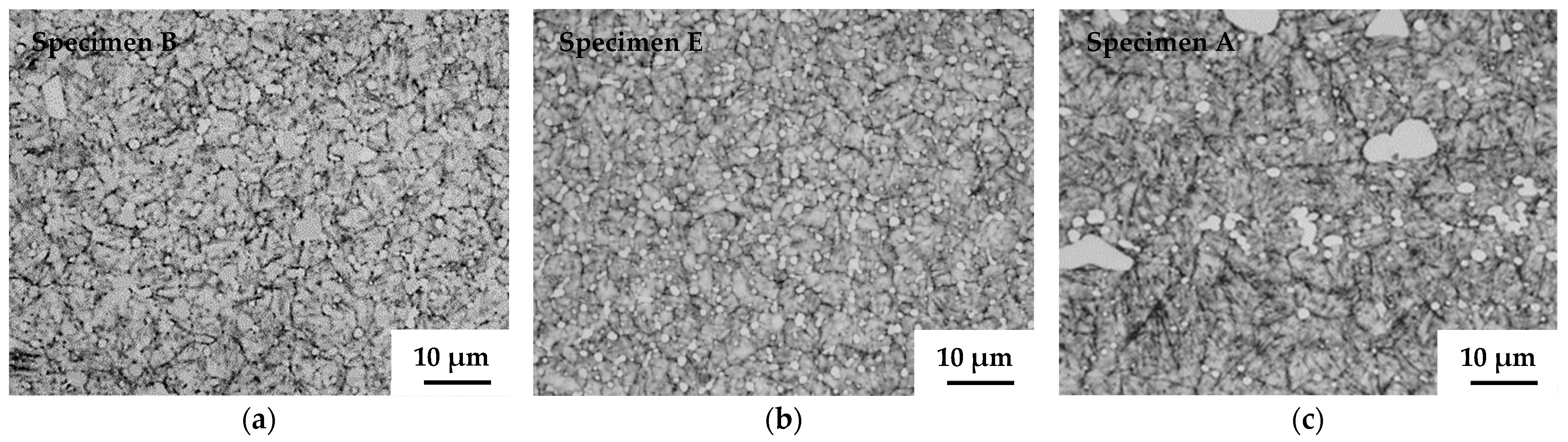
3.1. Immersion Density and Microstructure
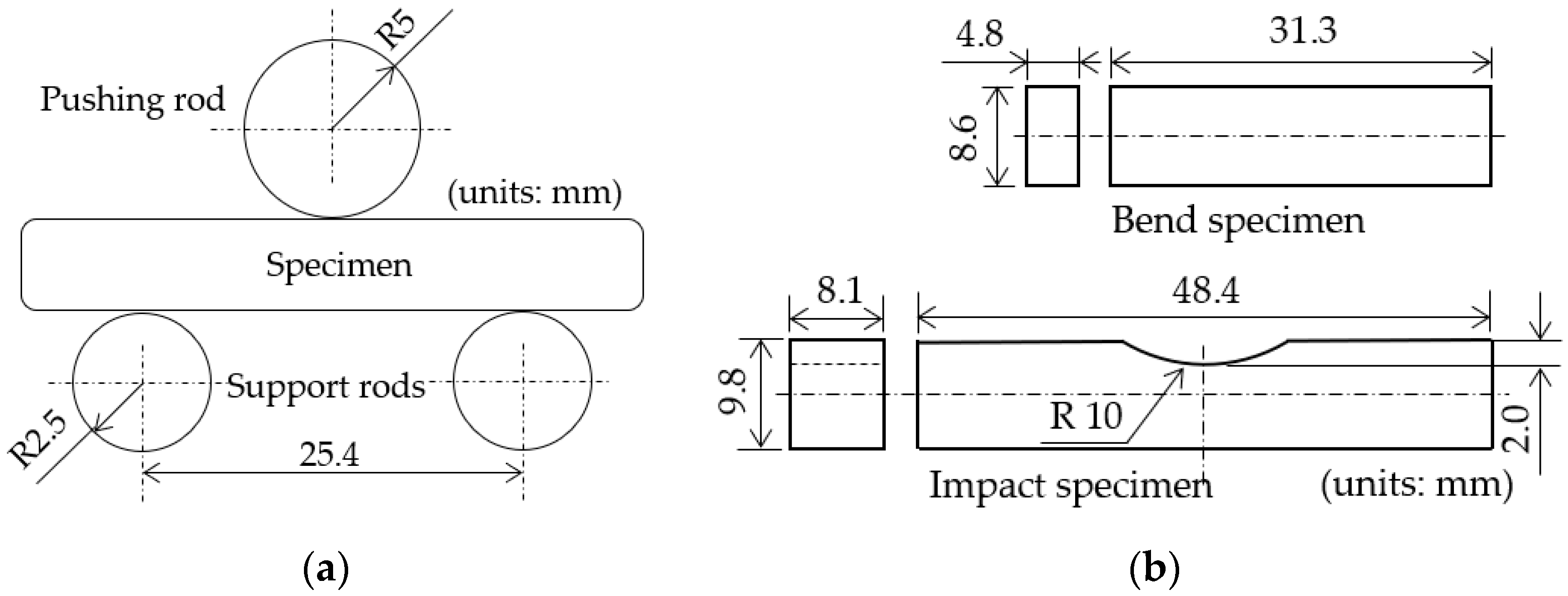
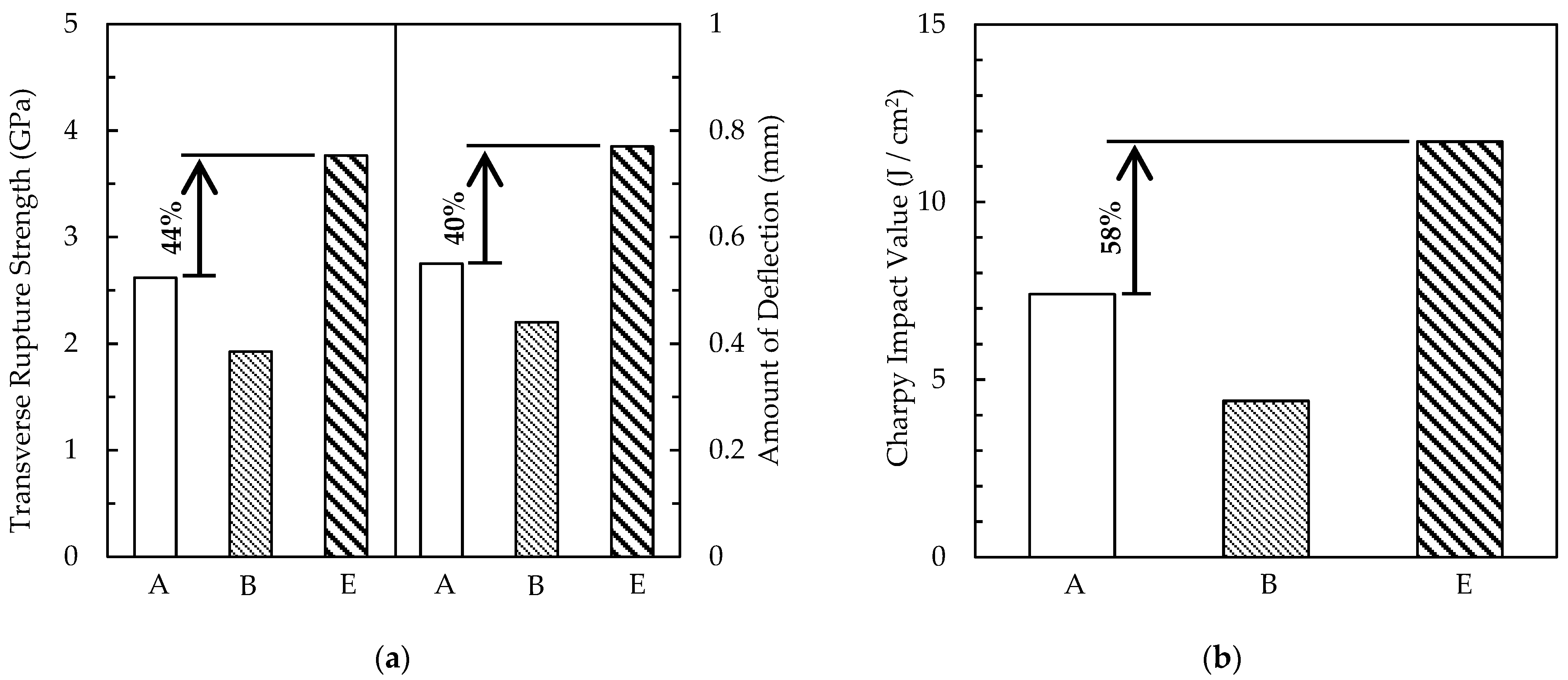
3.2. Mechanical Properties
4. Summary
- (1)
- Pores and precipitates in SKH57-sintered HSS depended significantly on the sintering temperature;
- (2)
- S–HIP can sufficiently remove pores even at the lowest sintering temperature (1463 K) in the range investigated in the current experiment;
- (3)
- Significant improvements in terms of strength and toughness were achievable via S–HIP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mesquita, R.A.; Barbosa, C.A. High-Speed Steels Produced by Conventional Casting, Spray Forming and Powder Metallurgy. Mater. Sci. Forum 2005, 498–499, 244–250. [Google Scholar] [CrossRef]
- Wei, S.; Zhu, J.; Xu, L. Research on wear resistance of high speed steel with high vanadium content. Mater. Sci. Eng. A 2005, 404, 138–145. [Google Scholar] [CrossRef]
- Kim, C.K.; Kim, Y.C.; Park, J.I.; Lee, S.; Kim, N.J.; Yang, J.S. Effects of alloying elements on microstructure, hardness, and fracture toughness of centrifugally cast high-speed steel rolls. Met. Mater. Trans. A 2005, 36, 87–97. [Google Scholar] [CrossRef] [Green Version]
- Leskovšek, V.; Ule, B. Improved vacuum heat-treatment for fine-blanking tools from high-speed steel M2. J. Mater. Process. Technol. 1998, 82, 89–94. [Google Scholar] [CrossRef]
- Kasak, A.; Dulis, E.J. Powder-metallurgy tool steels. Powder Met. 1978, 21, 114. [Google Scholar] [CrossRef]
- Uchida, N.; Nakamura, H. Influence of Carbide Fraction and Carbon Content on Properties of Sintered High-speed-steels. Tetsu Hagane 1998, 84, 315–320. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Rapatz, F. Die Edelstahle; Springer: Berlin/Heidelberg, Germany, 1962; p. 803. [Google Scholar]
- Kawai, N.; Takada, H.; Yukawa, T. Present Status of Hot Isostatic Pressing. Tetsu Hagane 1981, 67, 1431–1438. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Fujiwara, Y.; Ueda, H.; Masatomi, H.; Suzuki, H. Fatigue of Hot Isostatic Pressing WC-12% Co Alloys. J. Jpn. Soc. Powder Powder Metall. 1980, 27, 181–184. (In Japanese) [Google Scholar] [CrossRef]
- Kawai, N. On the Application Technology of Hot Isostatic Pressing. J. Jpn. Soc. Powder Powder Metall. 1994, 41, 209–214. (In Japanese) [Google Scholar] [CrossRef]
- Kawai, N.; Hirano, M.; Honma, K.; Tatsuno, T. Effect of Nitrogen and Carbon Equivalent on Properties of Power Metallurgical W-Mo Series High-speen Steel. Tetsu Hagane 1986, 72, 1921–1928. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Várez, A.; Levenfeld, B.; Torralba, J.; Matula, G.; Dobrzanski, L. Sintering in different atmospheres of T15 and M2 high speed steels produced by a modified metal injection moulding process. Mater. Sci. Eng. A 2004, 366, 318–324. [Google Scholar] [CrossRef]
- Trabadelo, V.; Giménez, S.; Iturriza, I. Microstructural characterisation of vacuum sintered T42 powder metallurgy high-speed steel after heat treatments. Mater. Sci. Eng. A 2009, 499, 360–367. [Google Scholar] [CrossRef]
- Wieβner, M.; Leisch, M.; Emminger, H.; Kulmburg, A. Phase transformation study of a high speed steel powder by high temperature X-ray diffraction. Mater. Charact. 2008, 59, 937–943. [Google Scholar] [CrossRef]
- Alessandro, S.; Raja, H.U.K.; Konstantinos, G.; Martina, M.; Advenit, M.; Moataz, M.A. Powder HIP of pure Nb and C-103 alloy: The influence of powder characteristics on mechanical properties. Int. J. Refract. Met. Hard Mater. 2022, 104, 105803. [Google Scholar]
- Westerlund, J. HIPing advances to benefit PM. Met. Powder Rep. 1999, 2, 26. [Google Scholar]
- Kawai, N.; Hirano, M.; Tatsuno, T.; Homma, K. Effects of VC or VN on the Properties of High Speed Steels Produced by Powder Metallurgy. J. Jpn. Soc. Powder Metall. 1986, 33, 402–407. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Fuyuan, Y.; Central Iron and Steel Research Institution. Study of HIP applied to T15 HSS. Met. Powder Rep. 1992, 47, 51. [Google Scholar]
- Saller, H.A.; Paprocki, S.J.; Dayton, R.W.; Hodge, E.S. A Method of Bonding. Canadian Patent 680160, 18 February 1964. [Google Scholar]
- Nanes, H.D.; Seifert, D.A.; Watts, C.R. Hot Isostatic Processing; MCIC-Report MCIC-77-34; MCIC Center: Colombus, OH, USA, 1977. [Google Scholar]
- Nohara, A.; Soh, T.; Nakagawa, T. Numerical Simuration of the Hot Isostatic Pressing Process. In Proceedings of the 3rd International Conference on Isostatic Pressing, 2, London, UK, 10–12 November 1986. [Google Scholar]
- Newitt, D.M.; Conway-Jones, J.M. A contribution to the theory and practice of granulation. Trans. Inst. Chem. Eng. 1958, 36, 422–442. [Google Scholar]
- Rumpf, H. Grundlagen und Methoden des Granulierens. Chem. Ing. Tech. 1958, 30, 144–158. [Google Scholar] [CrossRef]
- Ando, H.; Okayama, A.; Soeno, K. Some Properties of Sintered and Hot-Forged High Speed Steels. Tetsu Hagane 1975, 61, 130–138. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Ando, H.; Okayama, A.; Soeno, K. Microstructures and Mechanical Properties of Sintered and Hot-Forged High-Carbon High-Vanadium Tool Steels. Tetsu Hagane 1975, 61, 2629–2638. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Ando, H.; Okayama, A.; Soeno, K. Microstructures and Mechanical Properties of Sintered, Hot-Forged High-Carbon High-Molybdenum and High-Carbon High-Chromium Tool Steels. Tetsu Hagane 1977, 63, 1000–1007. (In Japanese) [Google Scholar] [CrossRef] [Green Version]
- Takigawa, H.; Manto, H.; Kawai, N.; Homma, K. Properties of high-speed steels produced by powder metallurgy. Powder Metall. 1981, 24, 196–201. [Google Scholar] [CrossRef]
- Jovičević-Klug, P.; Puš, G.; Jovičević-Klug, M.; Žužek, B.; Podgornik, B. Influence of heat treatment parameters on effectiveness of deep cryogenic treatment on properties of high-speed steels. Mater. Sci. Eng. A 2022, 829, 142157. [Google Scholar] [CrossRef]
- Curry, D.A.; Knott, J.F. Effects of microstructure on cleavage fracture stress in steel. Met. Sci. 1978, 12, 511–514. [Google Scholar] [CrossRef]
- Curry, D.A.; Knott, J.F. Effect of microstructure on cleavage fracture toughness of quenched and tempered steels. Met. Sci. 1979, 13, 341–345. [Google Scholar] [CrossRef]
- Lin, H.; Deis, M.; Woodard, T.; Combs, D.; Binoniemi, R.R. Cyclic Deformation, Fatigue and Fracture Toughness of a Nano-Composite High Strength Steel. SAE Trans. 2005, 114, 285. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | Cr | Mo | W | V | Co | O | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Measured | 1.27 | 0.34 | 0.31 | 0.10 | 4.28 | 3.52 | 9.86 | 3.45 | 9.37 | 0.24 | bal. |
| JIS | 1.20–1.35 | max0.40 | max0.40 | max0.25 | 3.80–4.50 | 3.00–4.00 | 9.00–11.00 | 3.00–3.70 | 9.00–11.00 | -- | bal. |
| Specimen ID | Method | Sintering Temperature | S-HIP | Immersion Density (g/cm3) |
|---|---|---|---|---|
| A | Casting and Forging | N/A | N/A | 8.27 |
| B | PM | 1503 K | N/A | 8.00 |
| C | PH | 1513 K | N/A | 8.16 |
| D | PM | 1523 K | N/A | 8.25 |
| E | PM | 1463 K | Applicable | 8.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Furuya, K.; Jitsukawa, S.; Saito, T. Application of the Sinter-HIP Method to Manufacture Cr–Mo–W–V–Co High-Speed Steel via Powder Metallurgy. Materials 2022, 15, 2300. https://doi.org/10.3390/ma15062300
Furuya K, Jitsukawa S, Saito T. Application of the Sinter-HIP Method to Manufacture Cr–Mo–W–V–Co High-Speed Steel via Powder Metallurgy. Materials. 2022; 15(6):2300. https://doi.org/10.3390/ma15062300
Chicago/Turabian StyleFuruya, Kazuyuki, Shiro Jitsukawa, and Takayuki Saito. 2022. "Application of the Sinter-HIP Method to Manufacture Cr–Mo–W–V–Co High-Speed Steel via Powder Metallurgy" Materials 15, no. 6: 2300. https://doi.org/10.3390/ma15062300