
Study of the Properties of Antifriction Rings under Severe Plastic Deformation
 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- –
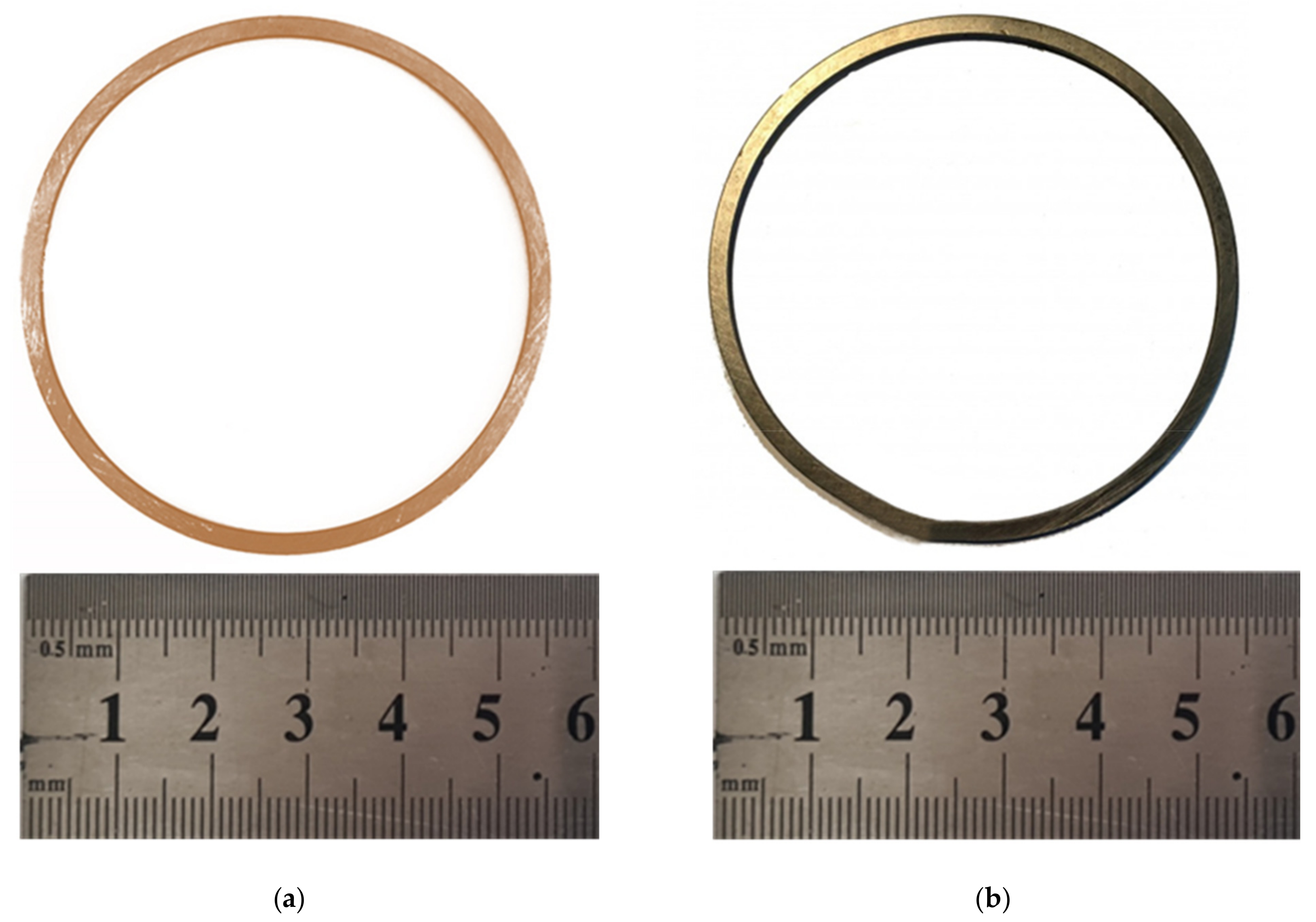
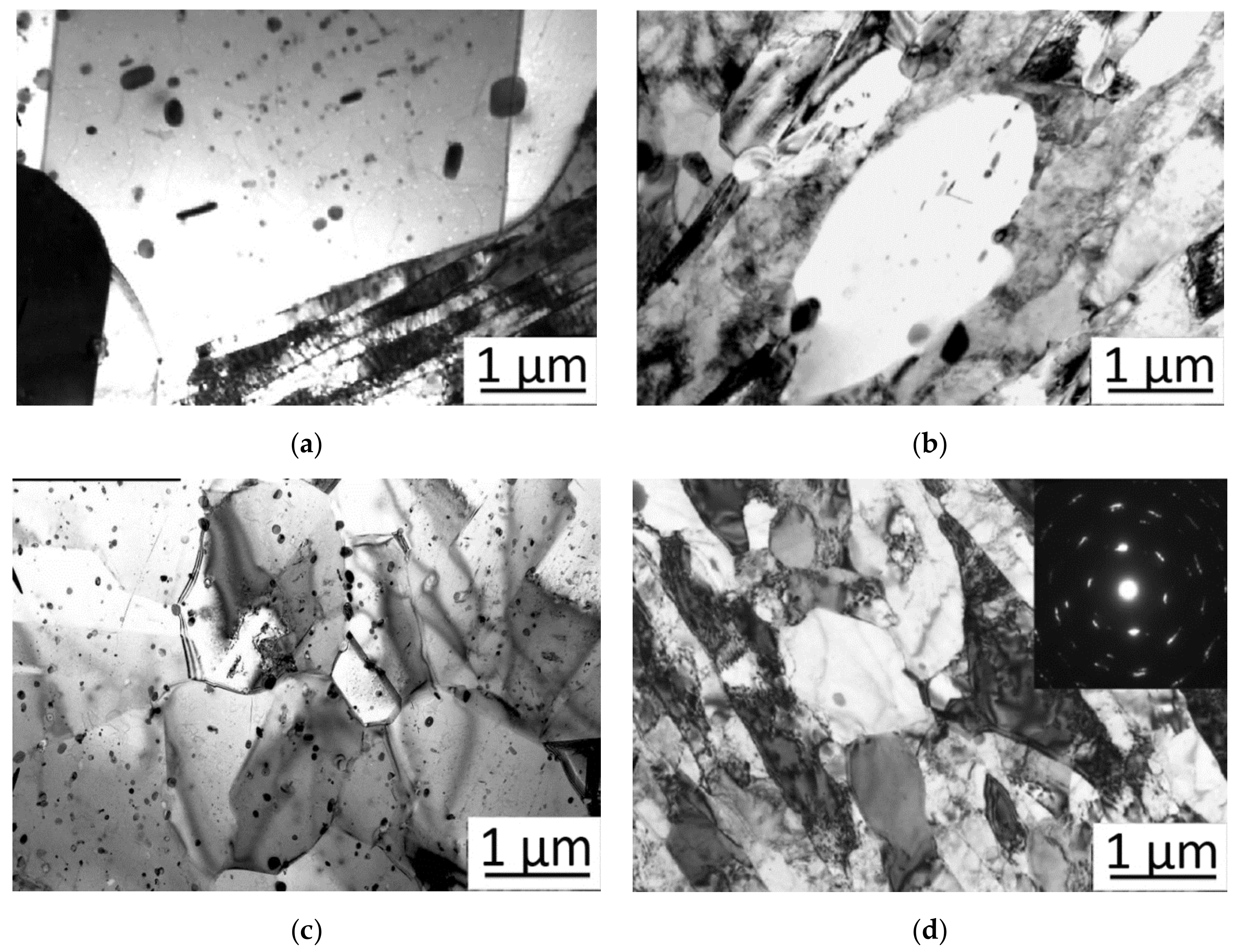
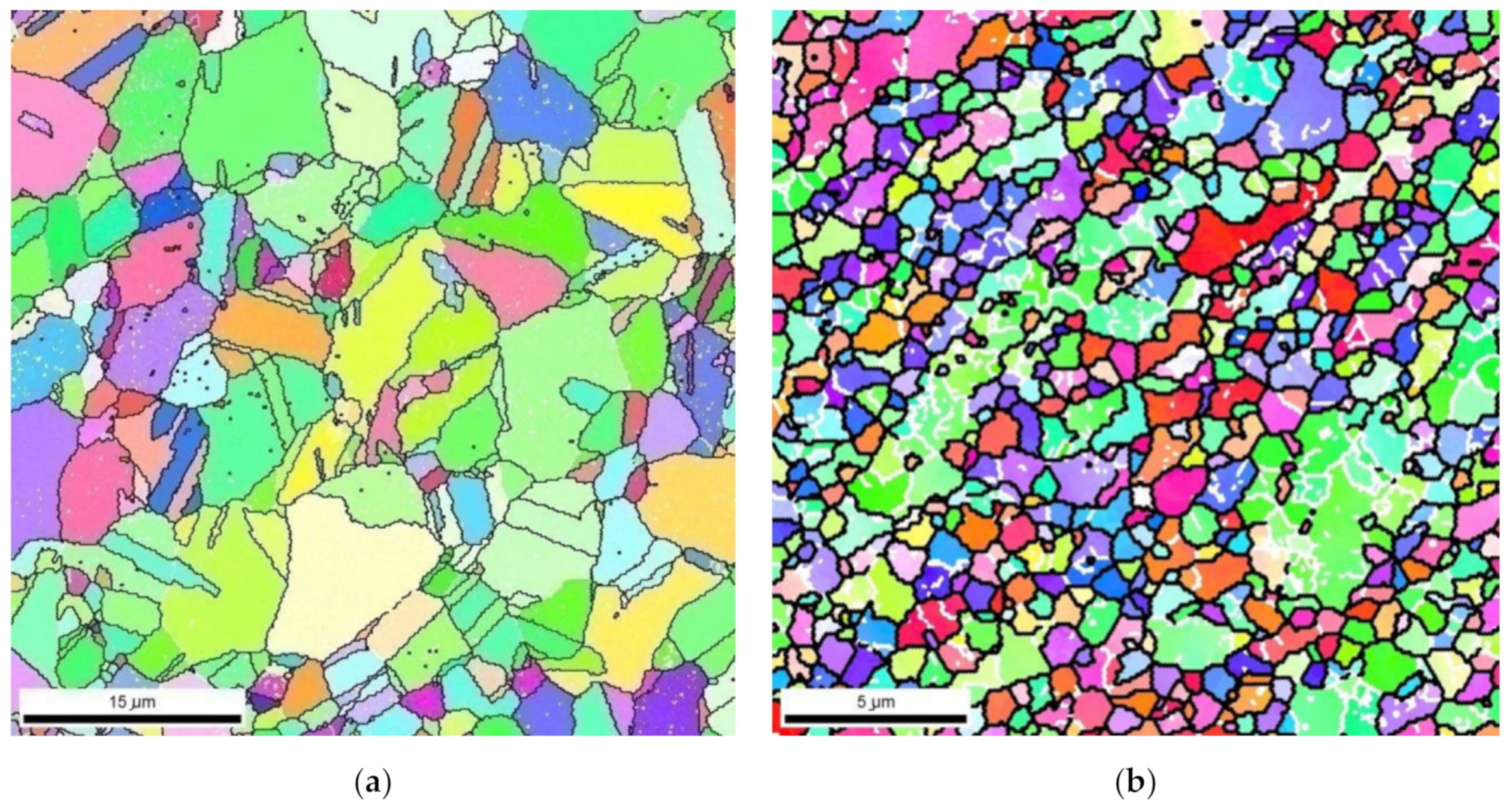
- the most intensive grain refinement in brass of LZhMts59-1-1 grade is observed during the first two cycles of deformation, and during the subsequent cycles the rate of dispersion of grains strongly decreases. Thus, six cycles of deformation allowed to disperse the structure from 17 μm to 1 μm;
- –
- the fraction of large-angle boundaries is 13% for the original samples and 79% after six cycles of deformation, which suggests the formation of ultrafine-grained structure with the presence of a large number of large-angle boundaries without sharp texture. The portion of special boundaries revealed by EBSD analysis is minimal ~3%; and
- –
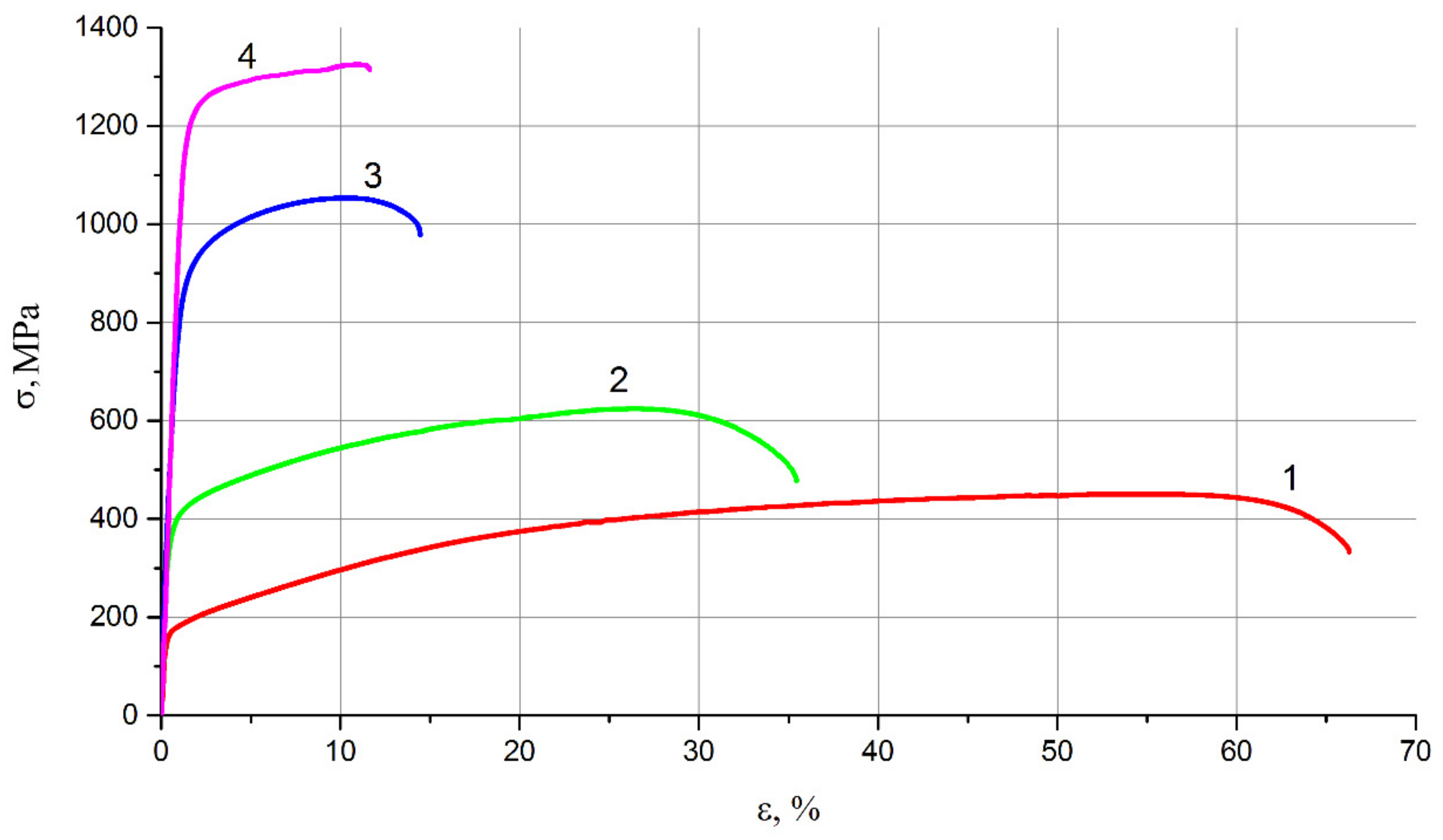
- deforming brass rings by repeated HPT processing leads to significant hardening, and therefore will increase their service life.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Molnar, P.; Sittner, P.; Novak, V.; Lukas, P. Twinning processes in Cu-Al-Ni martensite single crystals investigated by neutron single crystal diffraction method. Mater. Sci. Eng. A 2008, 481, 513–517. [Google Scholar] [CrossRef]
- Lesovik, R.V.; Klyuyev, S.V.; Klyuyev, A.V.; Netrebenko, A.V.; Durachenko, A.V. High-strength fiber-reinforced concrete containing technogenic raw materials and composite binders with use of nanodispersed powder. Res. J. Appl. Sci. 2014, 9, 1153–1157. [Google Scholar]
- Yu, H.; Dong, Q.; Yao, Z.; Zhang, H.K.; Kirk, M.A.; Daymond, M.R. In-situ study of heavy ion irradiation induced lattice defects and phase instability in β-Zr of a Zr–Nb alloy. J. Nucl. Mater. 2019, 522, 192–199. [Google Scholar] [CrossRef]
- Volokitina, I.; Kurapov, G. Effect of Initial Structural State on Formation of Structure and Mechanical Properties of Steels Under ECAP. Met. Sci. Heat Treat. 2018, 59, 786–792. [Google Scholar] [CrossRef]
- Vasilyeva, N.; Fedorova, E.; Kolesnikov, A. Big Data as a Tool for Building a Predictive Model of Mill Roll Wear. Symmetry 2021, 13, 859. [Google Scholar] [CrossRef]
- Kolesnikov, A.; Fediuk, R.; Kolesnikova, O.; Zhanikulov, N.; Zhakipbayev, B.; Kuraev, R.; Akhmetova, E.; Shal, A. Processing of Waste from Enrichment with the Production of Cement Clinker and the Extraction of Zinc. Materials 2022, 15, 324. [Google Scholar] [CrossRef]
- Boikov, A.; Payor, V.; Savelev, R.; Kolesnikov, A. Synthetic Data Generation for Steel Defect Detection and Classification Using Deep Learning. Symmetry 2021, 13, 1176. [Google Scholar] [CrossRef]
- Chernysheva, N.; Lesovik, V.; Fediuk, R.; Vatin, N. Improvement of Performances of the Gypsum-Cement Fiber Reinforced Composite (GCFRC). Materials 2020, 13, 3847. [Google Scholar] [CrossRef]
- Maksimkin, O.P.; Gusev, M.N.; Tsai, K.V.; Yarovchuk, A.V.; Rybalchenko, O.V.; Enikeev, N.A.; Valiev, R.Z.; Dobatkin, S.V. Effect of neutron irradiation on the microstructure and the mechanical and corrosion properties of the ultrafine-grained stainless Cr–Ni steel. Phys. Met. Met. 2015, 116, 1270–1278. [Google Scholar] [CrossRef]
- Etienne, A.; Radiguet, B.; Cunningham, N.J.; Odette, G.R.; Valiev, R.; Pareige, P. Comparison of radiation-induced segre-gation in ultrafine-grained and conventional 316 austenitic stainless steels. Ultramicroscopy 2011, 111, 659–663. [Google Scholar] [CrossRef] [PubMed]
- Khezhev, T.A.; Pukharenko, Y.V.; Khezhev, K.A.; Klyuev, S.V. Fiber gypsum concrete composites with using volcanic tuffsawing waste. ARPN J. Eng. Appl. Sci. 2018, 13, 2935–2946. [Google Scholar]
- Bachmaier, A.; Grosdidier, T.; Ivanisenko, Y. Severe Plastic Deformation and Thermomechanical Processing: Nanostructuring and Properties. Metals 2020, 10, 1306. [Google Scholar] [CrossRef]
- Volokitina, I.E.; Volokitin, A. Evolution of the Microstructure and Mechanical Properties of Copper during the Pressing–Drawing Process. Phys. Met. Met. 2018, 119, 917–921. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Sabirov, I.; Kazykhanov, V.U. Enhanced mechanical properties and electrical conductivity in ultrafine-grained Al alloy processed via ECAP-PC. J. Mater. Sci. 2013, 48, 4501–4509. [Google Scholar] [CrossRef]
- Naizabekov, A.; Volokitina, I. Effect of the Initial Structural State of Cr–Mo High-Temperature Steel on Mechanical Properties after Equal-Channel Angular Pressing. Phys. Met. Met. 2019, 120, 177–183. [Google Scholar] [CrossRef]
- Volodchenko, A.A.; Lesovik, V.S.; Cherepanova, I.A.; Volodchenko, A.N.; Zagorodnjuk, L.H.; Elistratkin, M.Y. Peculiarities of non-autoclaved lime wall materials production using clays. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 022021. [Google Scholar] [CrossRef]
- Verma, D.P.; Pandey, S.A.; Bansal, A.; Upadhyay, S.; Mukhopadhyay, N.K.; Sastry, G.V.S.; Manna, R. Bulk Ul-trafine-Grained Interstitial-Free Steel Processed by Equal-Channel Angular Pressing Followed by Flash Annealing. J. Mater. Eng. Perform. 2016, 25, 5157–5166. [Google Scholar] [CrossRef] [Green Version]
- Volokitin, A.; Naizabekov, A.; Volokitina, I.; Lezhnev, S.; Panin, E. Thermomechanical treatment of steel using severe plastic deformation and cryogenic cooling. Mater. Lett. 2021, 304, 130598. [Google Scholar] [CrossRef]
- Fediuk, R.; Mosaberpanah, M.A.; Lesovik, V. Development of fiber reinforced self-compacting concrete (FRSCC): Towards an efficient utilization of quaternary composite binders and fibers. Adv. Concr. Constr. 2020, 9, 387–395. [Google Scholar]
- Zhilyaev, A.P.; Ringot, G.; Huang, Y.; Cabrera, J.M.; Langdon, T.G. Mechanical behavior and microstructure properties of titanium powder consolidated by high-pressure torsion. Mater. Sci. Eng. A 2017, 688, 498–504. [Google Scholar] [CrossRef] [Green Version]
- Kawasaki, M.; Ahn, B.; Lee, H.; Zhilyaev, A.; Langdon, T.G. Using high-pressure torsion to process an aluminum–magnesium nanocomposite through diffusion bonding. J. Mater. Res. 2015, 31, 88–99. [Google Scholar] [CrossRef] [Green Version]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation. JOM 2006, 58, 33–39. [Google Scholar] [CrossRef] [Green Version]
- Boikov, A.V.; Savelev, R.V.; Payor, V.A.; Potapov, A.V. Evaluation of bulk material behavior control method in technological units using DEM. Part 2. CIS Iron Steel Rev. 2020, 20, 3–6. [Google Scholar] [CrossRef]
- Tolstoy, A.; Lesovik, V.; Fediuk, R.; Amran, M.; Gunasekaran, M.; Vatin, N.; Vasilev, Y. Production of Greener High-Strength Concrete Using Russian Quartz Sandstone Mine Waste Aggregates. Materials 2020, 13, 5575. [Google Scholar] [CrossRef]
- Choi, I.-S.; Schwaiger, R.; Kurmanaeva, L.; Kraft, O. On the effect of Ag content on the deformation behavior of ultrafine-grained Pd–Ag alloys. Scr. Mater. 2009, 61, 64–67. [Google Scholar] [CrossRef]
- Dao, M.; Lu, L.; Asaro, R.; De Hosson, J.T.M.; Ma, E. Toward a quantitative understanding of mechanical behavior of nano-crystalline metals. Acta Mater. 2007, 55, 4041–4065. [Google Scholar] [CrossRef] [Green Version]
- Khasanov, O.L.; Dvilis, E.S.; Bikbaeva, Z.G. Methods of Compaction and Consolidation of Nanostructured Materials and Products; Publishing House of Tomsk Polytechnic University: Tomsk, Russia, 2008; p. 212. [Google Scholar]
- Xu, C.; Horita, Z.; Langdon, T.G. The evolution of homogeneity in processing by high-pressure torsion. Acta Mater. 2006, 55, 203–212. [Google Scholar] [CrossRef]
- Erbel, S. Mechanical properties and structure of extremely strain-hardened copper. Met. Technol. 1979, 6, 482–486. [Google Scholar] [CrossRef]
- Azevedo, A.R.G.d.; Klyuev, S.; Marvila, M.T.; Vatin, N.; Alfimova, N.; Lima, T.E.S.d.; Fediuk, R.; Olisov, A. Investigation of the Potential Use of Curauá Fiber for Reinforcing Mortars. Fibers 2020, 8, 69. [Google Scholar] [CrossRef]
- Volokitin, A.; Volokitina, I.; Panin, E.; Naizabekov, A.; Lezhnev, S. Strain state and microstructure evolution of AISI-316 austenitic stainless steel during high-pressure torsion (HPT) process in the new stamp design. Metalurgija 2021, 60, 325–328. [Google Scholar]
- Volokitin, A.V.; Naizabekov, A.B.; Volokitina, I.E.; Panin, E.A.; Moldabaeva, G.J. Stamp design for the implementation of torsion under high pressure. Bull. Kazn. 2021, 2, 207–214. [Google Scholar]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Volokitina, I.; Kolesnikov, A.; Fediuk, R.; Klyuev, S.; Sabitov, L.; Volokitin, A.; Zhuniskaliyev, T.; Kelamanov, B.; Yessengaliev, D.; Yerzhanov, A.; et al. Study of the Properties of Antifriction Rings under Severe Plastic Deformation. Materials 2022, 15, 2584. https://doi.org/10.3390/ma15072584
Volokitina I, Kolesnikov A, Fediuk R, Klyuev S, Sabitov L, Volokitin A, Zhuniskaliyev T, Kelamanov B, Yessengaliev D, Yerzhanov A, et al. Study of the Properties of Antifriction Rings under Severe Plastic Deformation. Materials. 2022; 15(7):2584. https://doi.org/10.3390/ma15072584
Chicago/Turabian StyleVolokitina, Irina, Alexandr Kolesnikov, Roman Fediuk, Sergey Klyuev, Linar Sabitov, Andrey Volokitin, Talgat Zhuniskaliyev, Bauyrzhan Kelamanov, Dauren Yessengaliev, Almas Yerzhanov, and et al. 2022. "Study of the Properties of Antifriction Rings under Severe Plastic Deformation" Materials 15, no. 7: 2584. https://doi.org/10.3390/ma15072584