
Bending and Straightening of a Medium Carbon Steel Continuous Casting Slab with Low Temperature End Plastic Groove

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
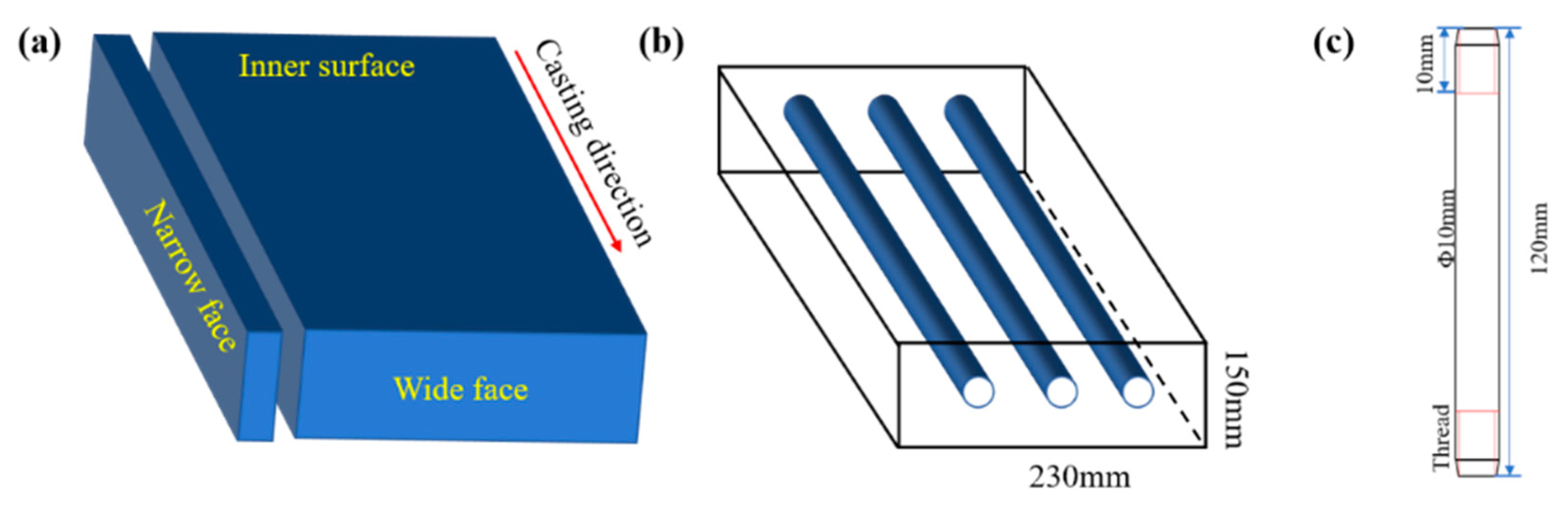
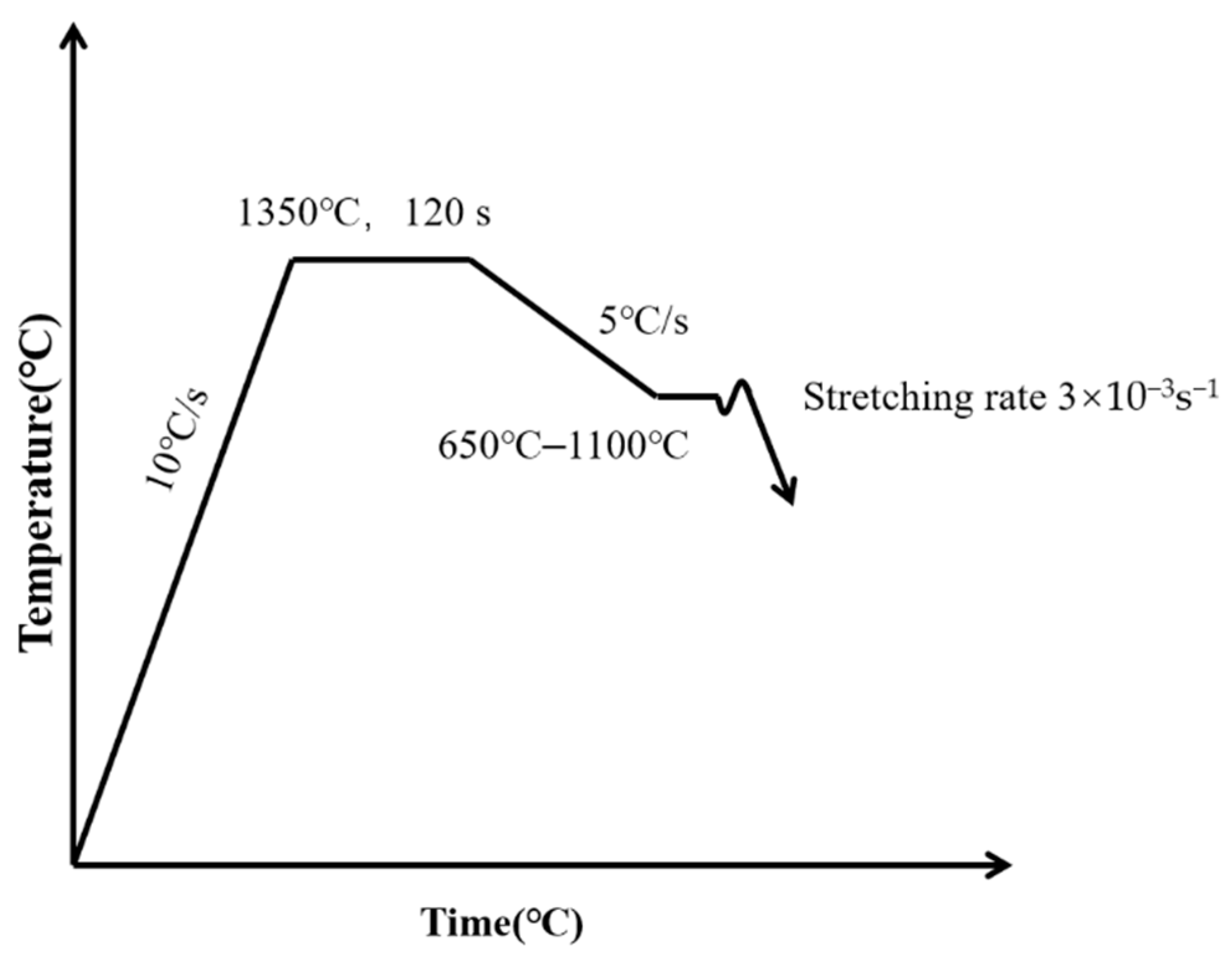
2.1. High Temperature Tensile Test
2.2. Numerical Simulation
2.2.1. Assumption
2.2.2. Governing Equation
2.2.3. Initial Condition
2.2.4. Mold Boundary Conditions
2.2.5. Boundary Conditions of the Second Cooling Zone
Pinch Roll Heat Transfer
Radiation Heat Transfer
Spray Water Heat Transfer
2.2.6. Thermophysical Parameters
3. Results and Discussion
3.1. Steel Grade Brittle Temperature Range
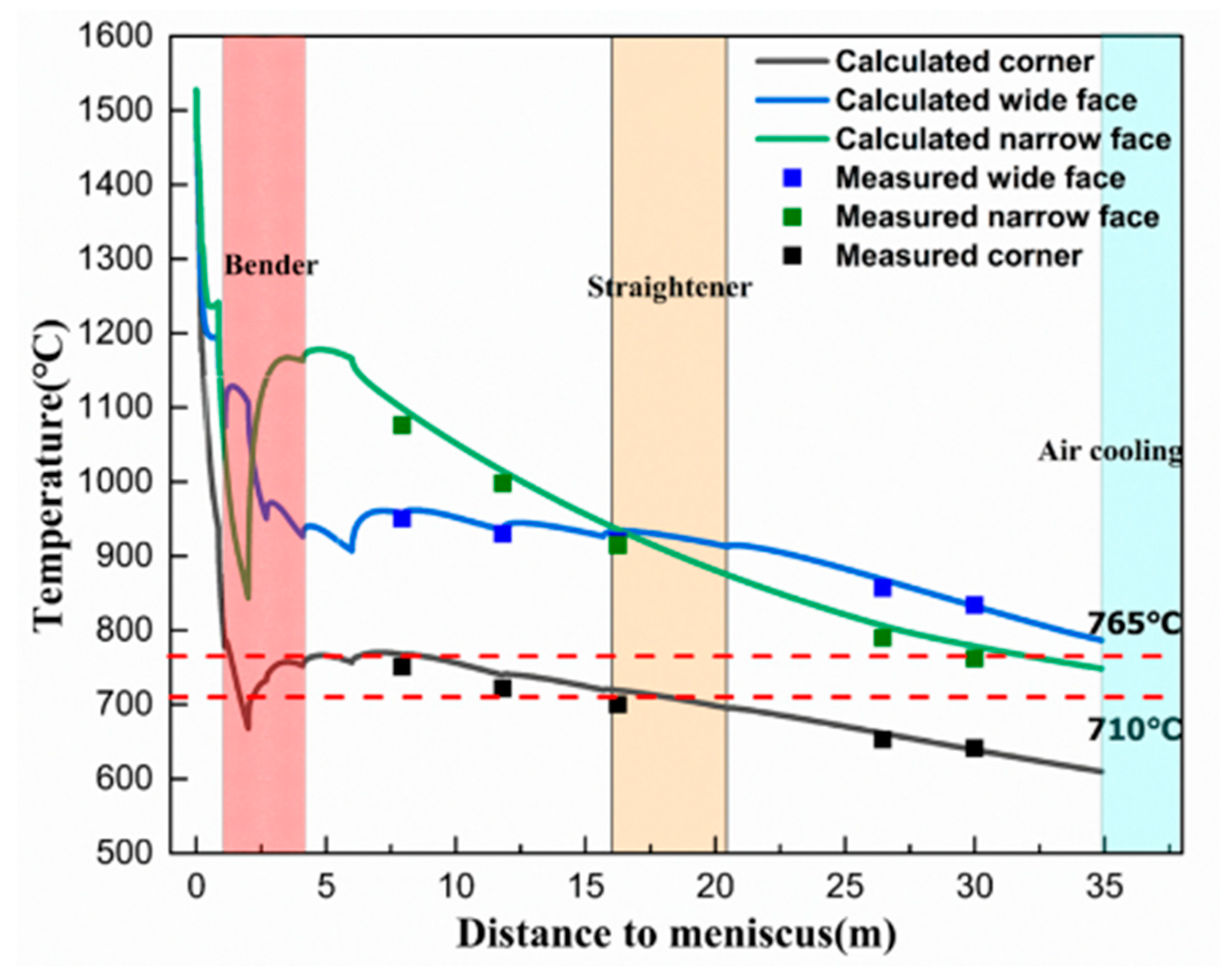
3.2. Surface Temperature Distribution of Casting Slab
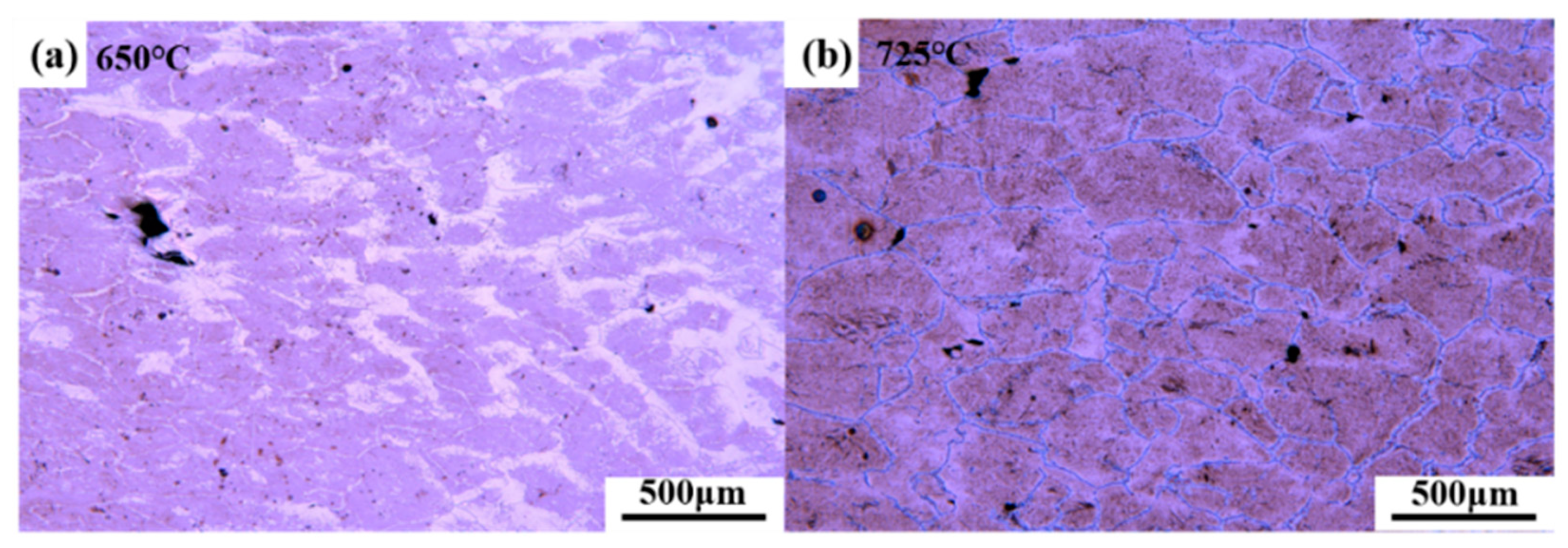
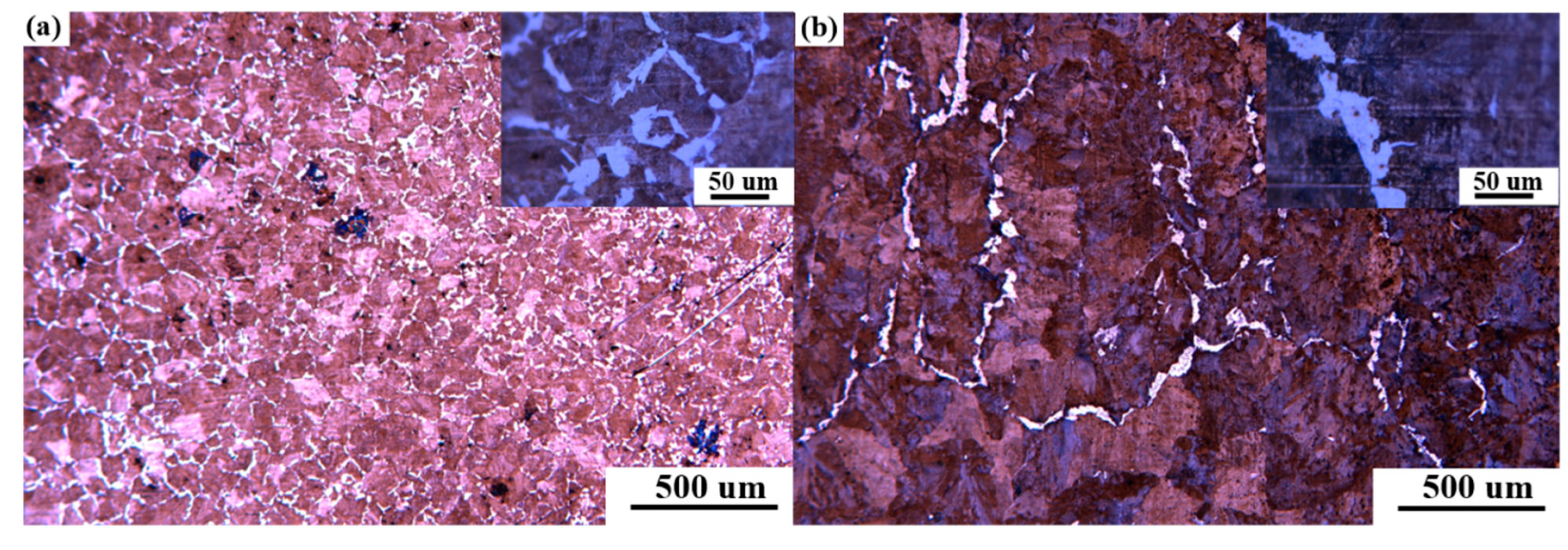
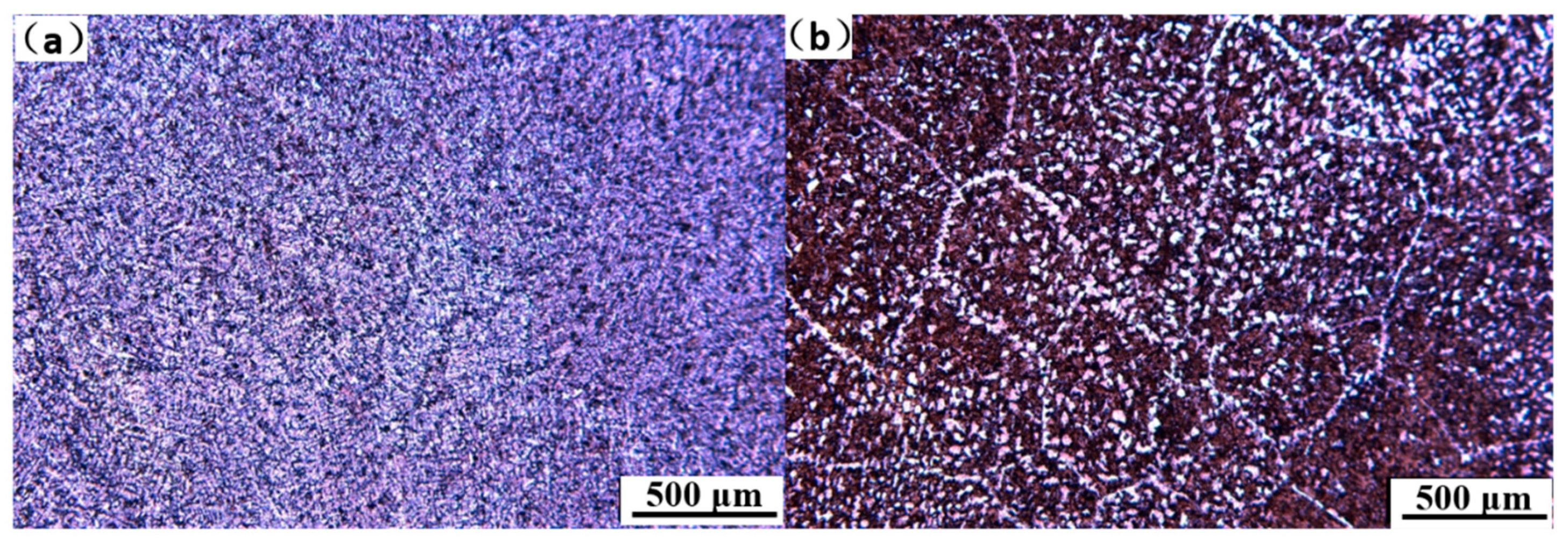
3.3. Microstructure of Continuous Casting Slab
3.4. Optimization of the Secondary Cooling Water Distribution Scheme
3.5. Application Result
3.5.1. Test Results
3.5.2. Microstructure of the Corner of the Continuous Casting Slab
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ma, F.J.; Wen, G.H.; Tang, P.; Yu, X.; Li, J.Y.; Xu, G.D.; Mei, F. Causes of transverse corner cracks in microalloyed steel in vertical bending continuous slab casters. Ironmak. Steelmak. 2010, 37, 73–79. [Google Scholar] [CrossRef]
- Zhao, S.; Wu, Y.J.; He, M.F.; Zhang, L. Effects of cooling rates on microstructures and mechanical properties of Nb-Ti microalloyed steel. J. Shanghai Jiaotong Univ. 2012, 17, 653–657. [Google Scholar] [CrossRef]
- Wang, B.; Ji, Z.; Liu, W. Application of hot strength and ductility test to optimization of secondary cooling system in billet continuous casting process. J. Iron Steel Res. Int. 2008, 15, 16–20. [Google Scholar] [CrossRef]
- Zhong, J.; Li, Y.G.; Wang, Q.; Zhang, S.D.; Yan, C. Reducing surface cracking in hot charged HSLA cast slabs by surface quenching prior to hot charging—Experimental study on heat transfer behaviour. Ironmak. Steelmak. 2015, 42, 302–310. [Google Scholar] [CrossRef]
- Schmidt, K.D.; Friedel, F.; Imlau, K.P.; Jäger, W.; Müller, K.T. Consequent improvement of surface quality by systematic analysis of slabs. Steel Res. Int. 2003, 74, 659–666. [Google Scholar] [CrossRef]
- Mintz, B.; Yue, S.; Jonas, J.J. Hot ductility of steels and its relationship to the problem of transverse cracking during continuous casting. Int. Mater. Rev. 2013, 36, 17–25. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.; Mintz, B. Influence of thermal history on hot ductility of steel and its relationship to the problem of cracking in continuous casting. Mater. Sci. Technol. 2012, 28, 263–271. [Google Scholar] [CrossRef]
- Derda, W.; Wiedermann, J. Some Aspects of Continuous Casting of Low Carbon Microalloyed Steels with Niobium and Titanium. Arch. Metall. Mater. 2012, 57, 159–165. [Google Scholar] [CrossRef] [Green Version]
- Mintz, B. Importance of Ar3 temperature in controlling ductility and width of hot ductility trough in steels, and its relationship to transverse cracking. Mater. Sci. Technol. 1996, 12, 132–138. [Google Scholar] [CrossRef]
- Weisgerber, B.; Hecht, M.; Harste, K.; Morand, H.; Kandel, M.; Lamant, J.Y. Improvement of surface quality on peritectic steel slabs. Steel Res. Int. 2002, 73, 15–19. [Google Scholar] [CrossRef]
- Maehara, Y.; Yasumoto, K.; Tomono, H.; Nagamichi, T.; Ohmori, Y. Surface cracking mechanism of continuously cast low carbon low alloy steel slabs. Mater. Sci. Technol. 1990, 6, 793–806. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.; Mintz, B. Improved simulation of continuous casting to predict transverse corner cracking in microalloyed steels. Int. J. Metall. Eng. 2013, 2, 188–197. [Google Scholar]
- Walmag, G.; Schmitz, A.; Marique, C. A new secondary cooling concept for avoiding surface cracks during casting of peritectic and micro-alloyed steels. In Proceedings of the 4th European Continuous Casting Conference, Birmingham, UK, 14–16 October 2002. [Google Scholar]
- Jones, S.J.; Bhadeshia, H. Competitive formation of inter-and intragranularly nucleated ferrite. Metall. Mater. Trans. 1997, 28, 2005–2013. [Google Scholar] [CrossRef]
- Ma, F.J.; Wen, G.H.; Tang, P.; Yu, X.; Li, J.Y.; Xu, G.D.; Mei, F. In situ observation and investigation of effect of cooling rate on slab surface microstructure evolution in microalloyed steel. Ironmak. Steelmak. 2010, 37, 211–218. [Google Scholar] [CrossRef]
- Crowther, D.N.; Mintz, B. Influence of grain size and precipitation on hot ductility of microalloyed steels. Mater. Sci. Technol. 1986, 2, 1099–1105. [Google Scholar] [CrossRef]
- Mintz, B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Du, C.W.; Wang, C.L. Effect of temperature field and cooling rate along casting direction on surface transverse cracks of microalloyed steel. J. Iron Steel Res. 2018, 30, 523–528. [Google Scholar]
- Yang, X.G. Control of Transverse Comer Cracks on Low Carbon Microalloyed Continuous Casting Slabs. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2016. [Google Scholar]
- Long, M.J. Study on solidification structure and temperature control of continuous casting based on high quality billet. Master’s Thesis, Chongqing University, Chongqing, China, 2011. [Google Scholar]
- Savage, J.; Pritchard, W.H. The problem of rupture of the billet in the continuous casting of steel. J. Iron Steel Inst. 1954, 178, 269–277. [Google Scholar]
- Hardin, R.A.; Liu, K.; Kapoor, A. A transient simulation and dynamic spray cooling control model for continuous steel casting. Metall. Mater. Trans. B 2003, 34, 297–306. [Google Scholar] [CrossRef]
- Nozaki, T.; Matsuno, J.; Murata, K. A Secondary Cooling Pattern for Preventing Surface Cracks of Continuous Casting Slab. ISIJ Int. 1978, 18, 330–338. [Google Scholar] [CrossRef] [Green Version]
- Yuan, H. Study on mechanism and control of corner transverse crack in steel continuous casting slab. Master’s Thesis, University of Science and Technology Beijing, Beijing, China, 2020. [Google Scholar]
- Niu, Z.Y. Study on Microalloyed Steel Slab Transverse Corner Cracks Control by Grain Refinement. Master’s Thesis, Northeastern University, Shenyang, China, 2016. [Google Scholar]
- Han, L.M. Numerical Simulation of Solidification Process of Round Billet Continuous Casting. Master’s Thesis, University of Science and Technology Beijing, Beijing, China, 2007. [Google Scholar]
- Li, Y.; Wen, G.; Luo, L.; Tang, P. Study of austenite grain size of microalloyed steel by simulating initial solidification during continuous casting. Ironmak. Steelmak. 2015, 42, 186–193. [Google Scholar] [CrossRef]
- Dippenaar, R.; Bernhard, C.; Schider, S.; Wieser, G. Austenite Grain Growth and the Surface Quality of Continuously Cast Steel. Metall. Mater. Trans. B 2014, 45, 181–192. [Google Scholar] [CrossRef] [Green Version]
- Szekeres, E. Overview of mold oscillation in continuous casting. Iron. Steel Eng. 1996, 73, 29–37. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | Ti | N | Cr | Ni | Mo | Ca |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.2945 | 0.1988 | 0.5122 | 0.0181 | 0.0019 | 0.0221 | 0.015 | 0.00417 | 0.97 | 0.1292 | 0.1673 | 0.0019 |
| Test Temperature (°C) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 650 | 700 | 725 | 750 | 775 | 800 | 825 | 650 | 700 | 725 | 750 | 775 | 800 |
| Parameter | Equation | Method |
|---|---|---|
| Solidus | Empirical formula [24] | |
| Liquidus | Empirical formula [24] | |
| Thermal conductivity | Equivalent thermal conductivity [25] | |
| Specific heat capacity 1 | Equivalent specific heat capacity [26] | |
| Latent heat of solidification | Lf = 272 kJ·kg | Calculated [26] |
| Density | Equivalent density [24] |
| Cooling Section | Original Water Volume Inside (Outside) L·min−1 | Weak Cold Water Inside (Outside) L·min−1 | Strong Cold Water Inside (Outside) L·min−1 |
|---|---|---|---|
| 1N | 128 | 77 | 145 |
| 1IO | 150 | 120 | 200 |
| 2IO | 187 | 90 | 350 |
| 3IO | 212 | 119 | 420 |
| 4IO | 202 | 114 | 359.5 |
| 5IO | 172 | 128 | 230.9 |
| 6 | 66 (79) | 56 (67.3) | 78.1 (93.8) |
| 7 | 102 (143) | 99 (138.6) | 105.1 (147.1) |
| 8 | 65 (98) | 68 (102.1) | 61.7 (92.6) |
| 9 | 52 (89) | 52 (89) | 52 (89) |
| 10 | 60 (140) | 50 (100) | 50 (100) |
| 11 | 60 (140) | 70 (160) | 20 (100) |
| Total water (L) | 2145 | 1700 | 2694.8 |
| Specific water | 0.72 L·kg−1 | 0.56 L·kg−1 | 0.89 L·kg−1 |
| Defect | Test (One Strand) | Same Strand Comparison Test (One Strand) | Different Strand Comparison Test (Two Strands) |
|---|---|---|---|
| Corner transverse crack | 0 | 2 | 10 |
| Flawless | 12 | 38 | 42 |
| Total | 12 | 40 | 52 |
| Defect rate (%) | 0 | 5 | 19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Zhang, F.; Li, J.; Liu, W.; Wang, T.; Yuan, H.; Cang, D. Bending and Straightening of a Medium Carbon Steel Continuous Casting Slab with Low Temperature End Plastic Groove. Materials 2022, 15, 2609. https://doi.org/10.3390/ma15072609
Yang J, Zhang F, Li J, Liu W, Wang T, Yuan H, Cang D. Bending and Straightening of a Medium Carbon Steel Continuous Casting Slab with Low Temperature End Plastic Groove. Materials. 2022; 15(7):2609. https://doi.org/10.3390/ma15072609
Chicago/Turabian StyleYang, Jingbo, Fujun Zhang, Jingshe Li, Wei Liu, Tiantian Wang, Hang Yuan, and Daqiang Cang. 2022. "Bending and Straightening of a Medium Carbon Steel Continuous Casting Slab with Low Temperature End Plastic Groove" Materials 15, no. 7: 2609. https://doi.org/10.3390/ma15072609