
Combining the Finite Element Analysis and Kriging Model for Study on Laser Surface Hardening Parameters of Pitch Bearing Raceway

Abstract
:1. Introduction
2. Finite Element Simulation of Pitch Bearing Ring
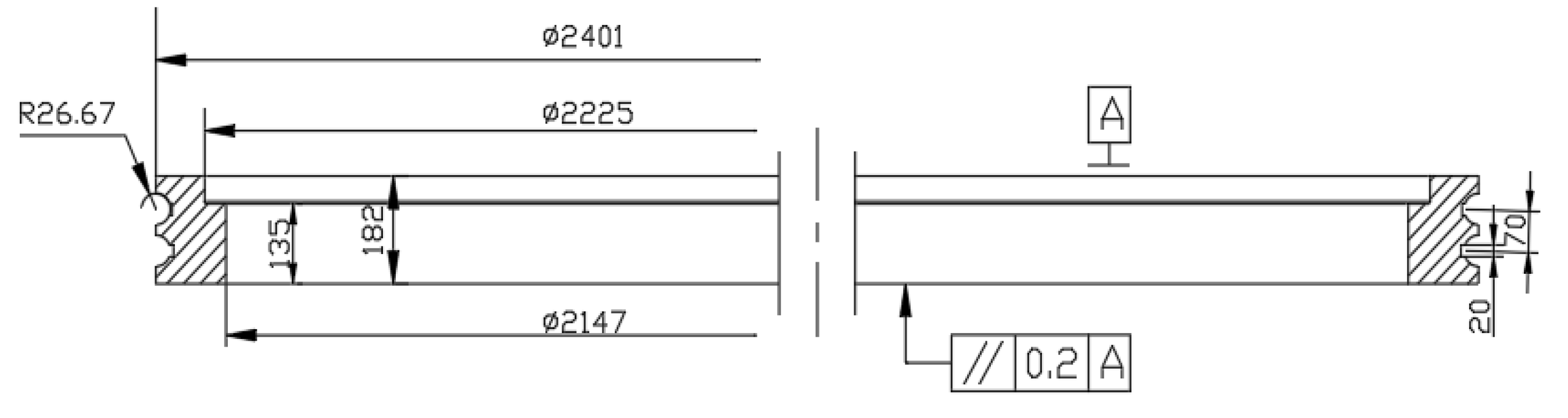
2.1. Establishment of Thermal Finite Element Model
2.2. Thermal Properties
2.3. Initial Condition and Boundary Conditions
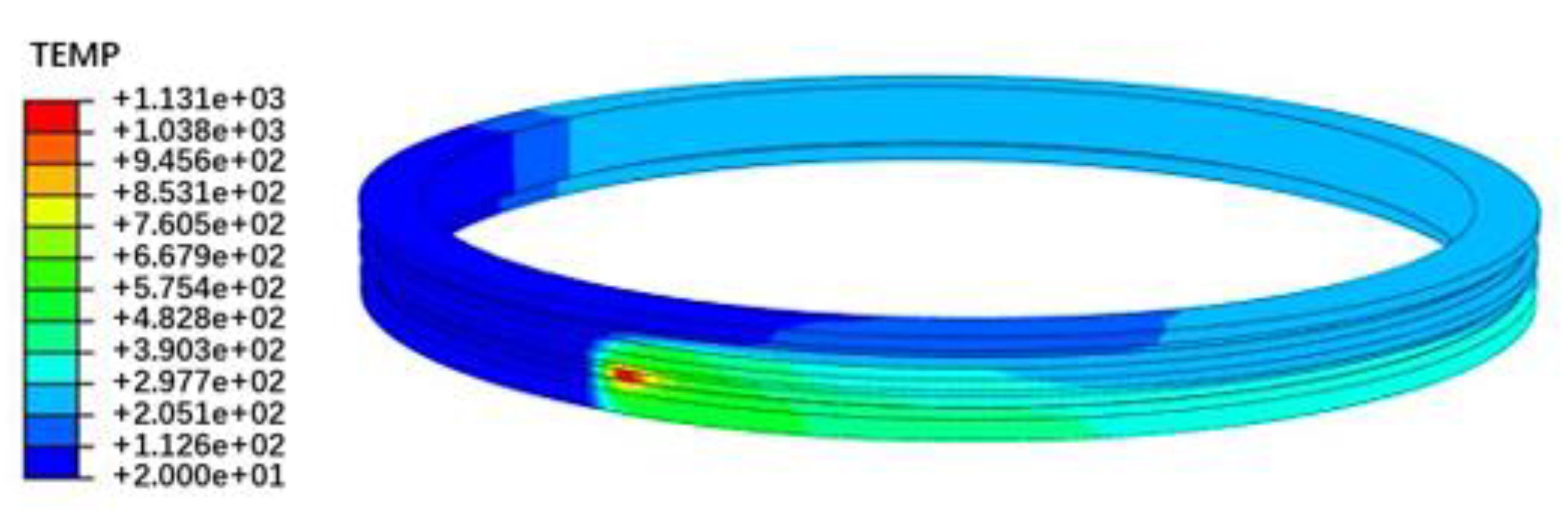
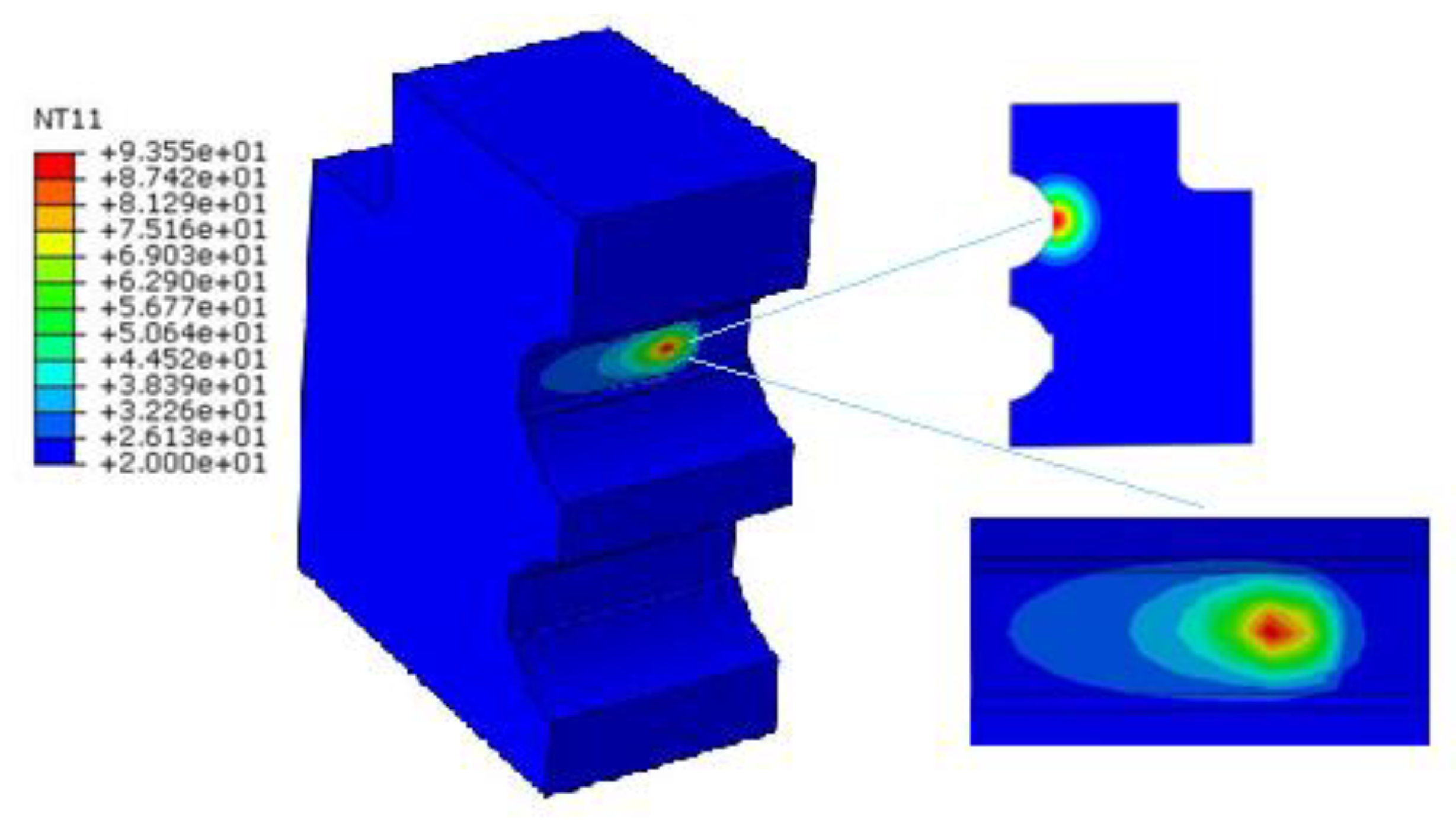
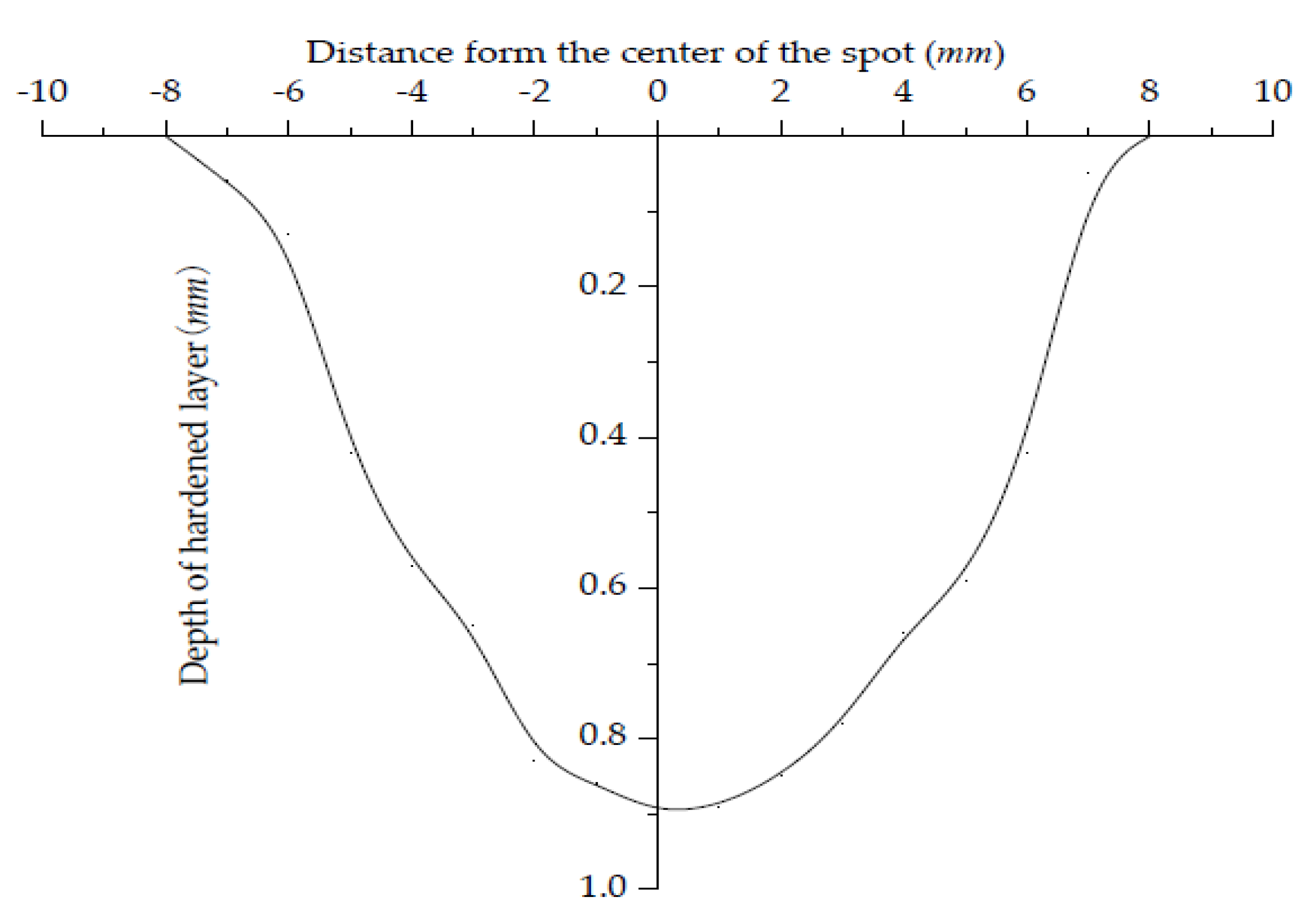
3. Discussion of Simulation Results
4. Effects of Process Parameters on the Hardened Depth
4.1. Effect of Laser Power
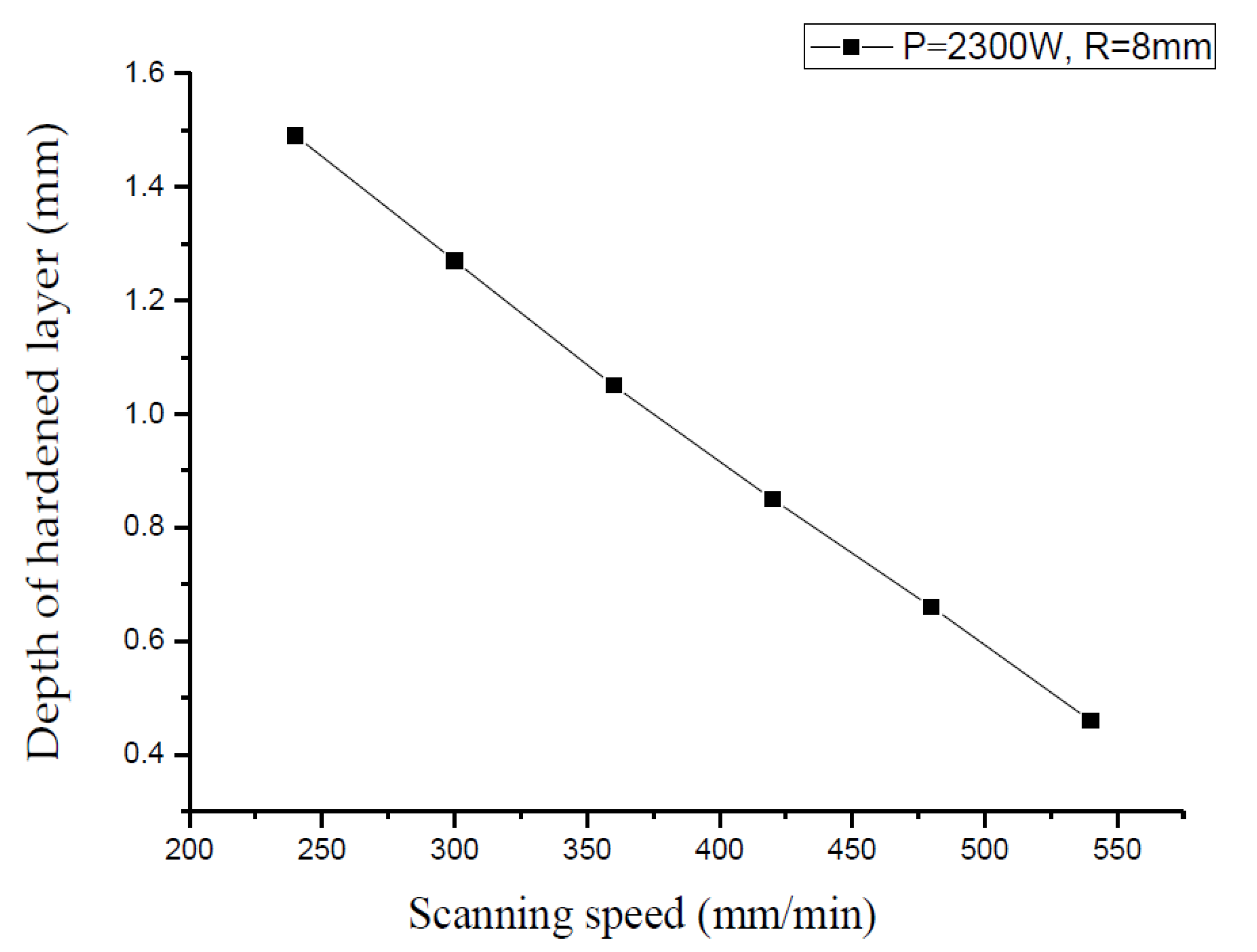
4.2. Effect of Scanning Speed
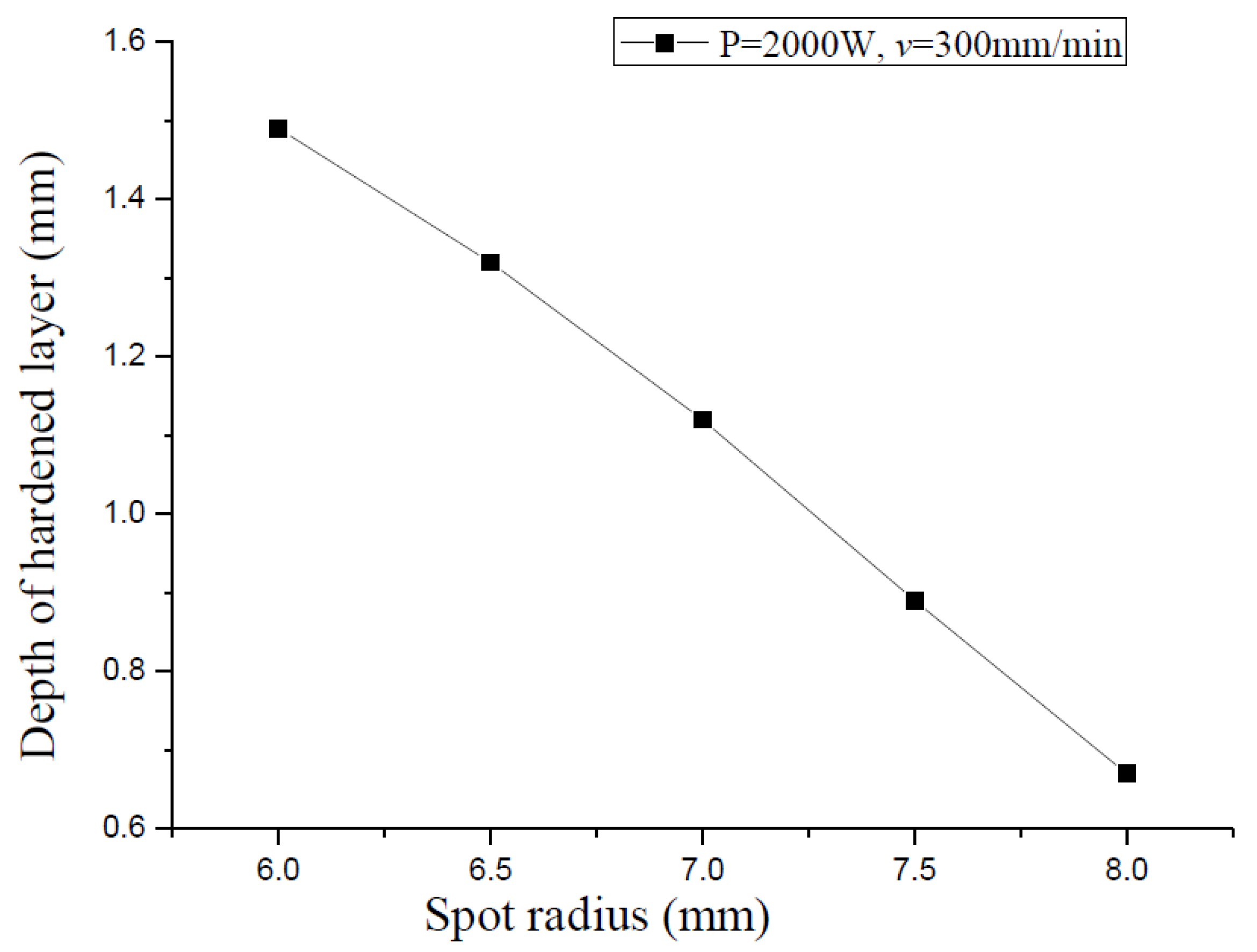
4.3. Effect of Spot Size
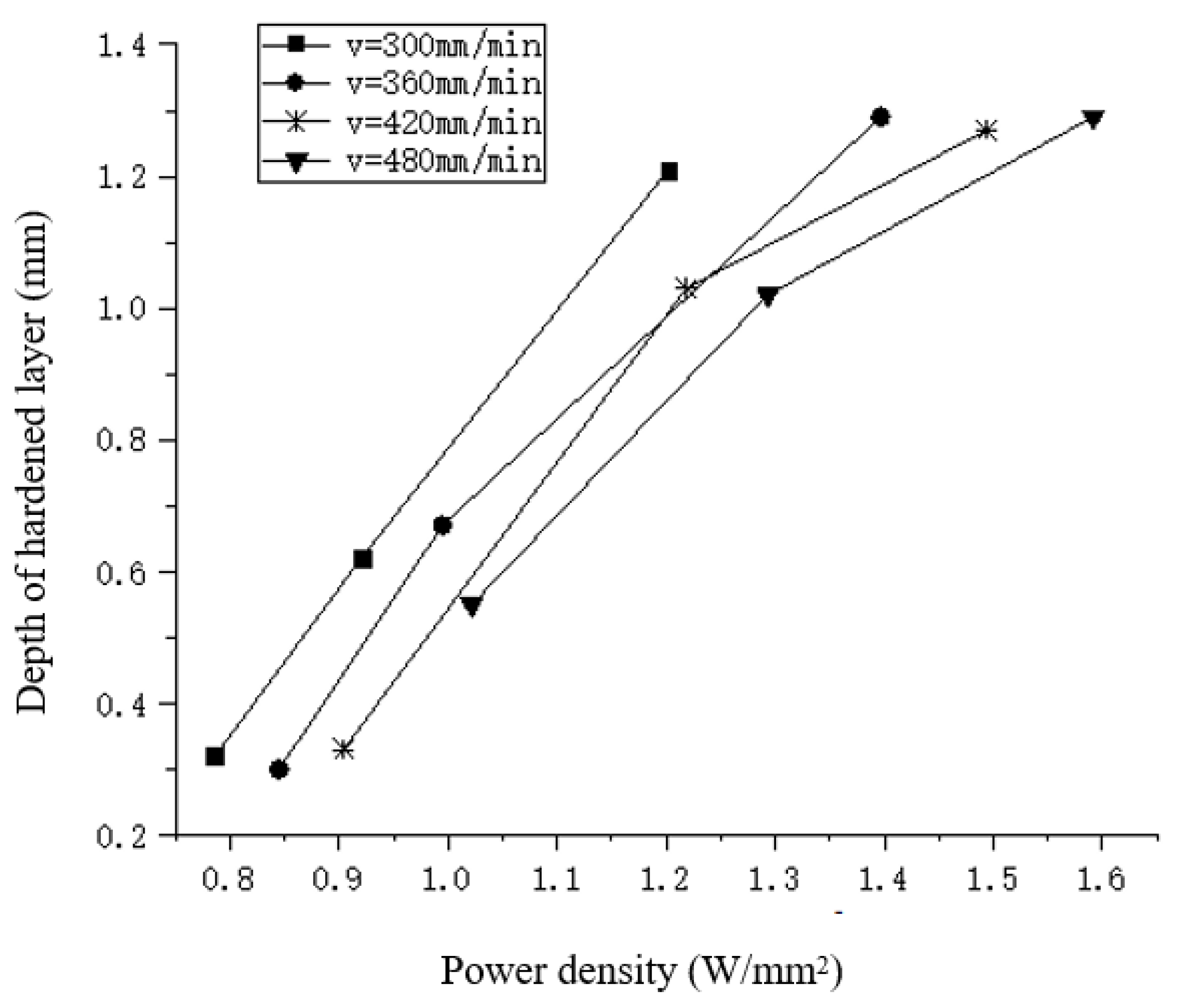
4.4. Effect of Power Density
5. Design of Experiments and Construction of Kriging Models
5.1. Foundation of Kriging Method
5.2. Kriging Approximation Model
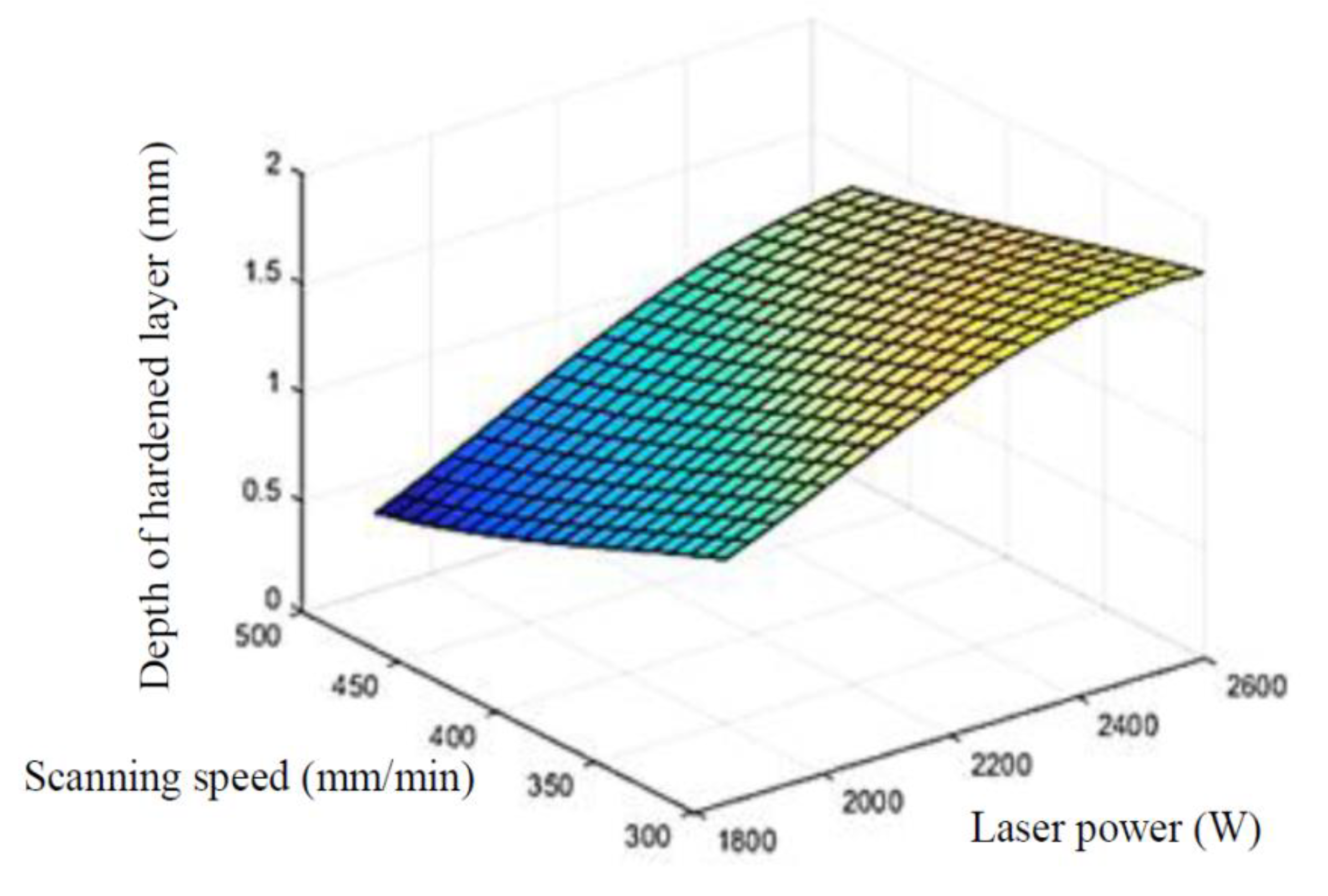
5.3. Construction of Response Surface
6. Conclusions
- (1)
- The three-dimensional finite element model of the large-scale pitch bearing ring was established. The transient temperature field of the laser surface hardening process was studied. The proposed model can provide an approach to analyzing the influence of different process parameters to evaluate the hardened layer. However, in the thermal simulation, the heat flux involved remains unchanged which should be extended so that it would be able to take into account the actual flux parameters in a further and more sophisticated model. The properties of the material as presented in this paper should be verified by means of experiment analysis.
- (2)
- The effects of three process parameters on the depth of the hardened layer were analyzed. The influence of process parameters shows that the laser power has a significant effect on the hardening depth. The scanning speed and spot diameter have less influence on the hardening depth when the other two parameters are constant. The faster the scanning speed and the larger the spot diameter, the shallower the depth of the hardened layer. Comprehensively considering the influence of the three process parameters, choosing a smaller laser power, a lower scanning speed, and a reasonable spot diameter can get a better hardening effect.
- (3)
- A method for constructing a Kriging mathematical model of the laser surface quenching process effect based on the finite element method is proposed, and the hardening layer depth prediction model is established.The constructed Kriging model between process parameters and hardening layer has a small relative error with the simulation results.
- (4)
- The maximum temperature and hardening layer depth can be obtained through the pending process parameters by using the Kriging model, which reduces the experimental cost. This simplifies the complexity of the numerical simulation and is beneficial to be applied to engineering applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Z.; Zhang, L. A review of failure modes, condition monitoring and fault diagnosis methods for large-scale wind turbine bearings. Measurement 2020, 149, 107002. [Google Scholar] [CrossRef]
- Jin, X.; Chen, Y.; Wang, L.; Han, H.; Chen, P. Failure prediction, monitoring and diagnosis methods for slewing bearings. Measurement 2021, 172, 108855. [Google Scholar] [CrossRef]
- Dhaanola, A.; Garg, H.C. Tribological challenges and advancements in wind turbine bearings: A review. Eng. Fail. Anal. 2020, 118, 104885. [Google Scholar] [CrossRef]
- Göncz, P.; Glodež, S. Rolling contact fatigue life assessment of induction hardened raceway. Procedia Engineer. 2014, 74, 392–396. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Wen, J.M. Effects of size and raceway hardness on the fatigue life of large rolling bearing. J. Mech. Sci. Technol. 2015, 29, 3873–3883. [Google Scholar] [CrossRef]
- He, P.; Hong, R.; Wang, H.; Lu, C. Fatigue life analysis of slewing bearings in wind turbines. Int. J. Fatigue 2018, 111, 233–242. [Google Scholar] [CrossRef]
- He, P.; Hong, R.; Wang, H.; Ji, X.; Lu, C. Calculation analysis of yaw bearings with a hardened raceway. Int. J. Mech. Sci. 2018, 144, 540–552. [Google Scholar] [CrossRef]
- Kunc, R.; Zerovnik, A.; Prebil, I. Verification of numerical determination of carrying capacity of large rolling bearings with hardened raceway. Int. J. Fatigue 2007, 29, 1913–1919. [Google Scholar] [CrossRef]
- Cerný, I.; Sís, J. Fatigue strength of laser hardened 42CrMo4 steel considering effects of compressive residual stresses on short crack growth. Procedia Eng. 2014, 74, 417–420. [Google Scholar] [CrossRef] [Green Version]
- Moradi, M.; Arabi, H.; Moghadam, M.K.; Benyounis, K.Y. Enhancement of surface hardness and metallurgical properties of AISI 410 by laser hardening process; diode and Nd:YAG lasers. Opt.-Int. J. Light Electron Opt. 2019, 188, 277–286. [Google Scholar] [CrossRef]
- Maharjan, N.; Zhou, W.; Zhou, Y.; Wu, N. Underwater laser hardening of bearing steels. J. Manuf. Processes 2019, 47, 52–61. [Google Scholar] [CrossRef]
- Fakir, R.; Barka, N.; Brousseau, J. Case study of laser hardening process applied to 4340 steel cylindrical specimens using simulation and experimental validation. Case Stud. Therm. Eng. 2018, 11, 15–25. [Google Scholar] [CrossRef]
- Moradi, M.; Arabi, H. Increasing the surface hardness of 410 martensitic stainless steel using high power diode laser. J. Sci. Surf. Eng. 2018, 35, 59–70. [Google Scholar]
- Moradi, M.; Arabi, H.; Nasab, S.J.; Benyounis, K.Y. A comparative study of laser surface hardening of AISI 410 and 420 martensitic stainless steels by using diode laser. Opt. Laser Technol. 2019, 111, 347–357. [Google Scholar] [CrossRef]
- Tobar, M.; Álvarez, C.; Amado, J.; Ramil, A.; Saavedra, E.; Yáñez, A. Laser transformation hardening of a tool steel: Simulation-based parameter optimization and experimental results. Surf. Coat. Technol. 2005, 200, 6362–6367. [Google Scholar] [CrossRef]
- Liverani, E.; Lutey, A.H.; Ascari, A.; Fortunato, A.; Tomesani, L. A complete residual stress model for laser surface hardening of complex medium carbon steel components. Surf. Coat. Technol. 2016, 302, 100–106. [Google Scholar] [CrossRef]
- Bailey, N.S.; Tan, W.; Shin, Y.C. Predictive modeling and experimental results for residual stresses in laser hardening of AISI 4140 steel by a high power diode laser. Surf. Coat. Technol. 2009, 203, 2003–2012. [Google Scholar] [CrossRef]
- Komanduri, R.; Hou, Z.B. Thermal analysis of the laser surface transformation hardening process. Int. J. Heat Mass Transf. 2001, 44, 2845–2862. [Google Scholar] [CrossRef]
- Gnanasekaran, S.; Padmanaban, G.; Balasubramanian, V.; Kumar, H.; Albert, S.K. Optimizing the laser parameters to attain maximum hardness in nickel based hardfacing surfaces. J. Mech. Behav. Mater. 2017, 26, 113–125. [Google Scholar] [CrossRef]
- Moradi, M.; Sharif, S.; Nasab, S.J. Laser surface hardening of AISI 420 steel: Parametric evaluation, statistical modeling and optimization. Opt.-Int. J. Light Electron Opt. 2020, 224, 165666. [Google Scholar] [CrossRef]
- Cordovilla, F.; García-Beltrán, Á.; Sancho, P.; Domínguez, J.; Ruiz-de-Lara, L.; Ocaña, J.L. Numerical/experimental analysis of the laser surface hardening with overlapped tracks to design the configuration of the process for Cr-Mo steels. Mater. Des. 2016, 102, 225–237. [Google Scholar] [CrossRef]
- Mosavi, A.; Salehi, F.; Nádai, L.; Károly, S.; Gorji, N.E. Modeling the temperature distribution during laser hardening process. Results Phys. 2020, 16, 102883. [Google Scholar] [CrossRef]
- Moradi, M.; Arabi, H.; Shamsborhan, M. Multi-objective optimization of high power diode laser surface hardening process of AISI 410 by means of RSM and desirability approach. Opt.-Int. J. Light Electron Opt. 2020, 202, 163619. [Google Scholar] [CrossRef]
- Oladoye, A.M.; Carton, J.G.; Benyounis, K.; Stokes, J.; Olabi, A.G. Optimization of pack chromised stainless steel for proton exchange membrane fuel cells bipolar plates using response surface methodology. Surf. Coat. Technol. 2016, 304, 384–392. [Google Scholar] [CrossRef] [Green Version]
- Abdollahi, H.; Mahdavinejad, R.; Ghambari, M.; Moradi, M. Investigation of green properties of iron/jet-milled grey cast iron compacts by response surface method. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2014, 228, 493–503. [Google Scholar] [CrossRef]
- Haddadi, E.; Moradi, M.; Ghavidel, A.K.; Ghavidel, A.K.; Meiabadi, S. Experimental and parametric evaluation of cut quality characteristics in CO2 laser cutting of polystyrene. Optik 2019, 184, 103–114. [Google Scholar] [CrossRef]
- Okan, U. Optimization of shot peening parameters by response surface methodology. Surf. Coat. Technol. 2016, 305, 99–109. [Google Scholar]
- Wang, X.; Wang, Z.; Wu, G.; Gan, J.; Yang, Y.; Huang, H.; He, J.; Zhong, H. Combining the finite element method and response surface methodology for optimization of shot peening parameter. Int. J. Fatigue 2019, 129, 105231. [Google Scholar] [CrossRef]
- Jiang, P.; Wang, C.; Zhou, Q.; Shao, X.; Shu, L.; Li, X. Optimization of laser welding process parameters of stainless steel 316L using FEM, Kriging and NSGA-II. Adv. Eng. Softw. 2016, 99, 147–160. [Google Scholar]
- Gao, X.S.; Zhang, Y.D.; Gao, H.D.; Zhang, H.W. Dynamic characteristic analysis of whole machine tools based on Kriging model. J. Cent. South Univ. 2013, 20, 3094−3102. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, Y.; Zhao, X. Numerical Analysis of Residual Stress Field for Shot-peening Process Based on Kriging Model. J. Syst. Simul. 2011, 23, 826–831. (In Chinese) [Google Scholar]
- Gutiérrez-Prieto, Á.; de Icaza-Herrera, M.; Loske, A.M.; Castaño-Tostado, E. Kriging model to study the dynamics of a bubble subjected to tandem shock waves as used in biomedical applications. Ultrasonics 2019, 91, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Zhu, M.; Ji, S.; Zhang, J.; Fan, H. Numerical simulation and experimental study on laser hardening process of the 42CrMo4 steel. Adv. Mech. Eng. 2021, 13, 1–9. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Parameters of Pitch Bearing Raceway | Value |
|---|---|
| Nominal diameter | 2225 mm |
| Diameter of center circle of roller Dm | 2401 mm |
| Pitch diameter D | 2620 mm |
| Raceway radius of curvature r | 26.67 mm |
| contact angle | 45° |
| Temperature T (°C) | Specific Heat C (J/(kg*°C) | Thermal Conductivity (W/m*°C) |
|---|---|---|
| 25 | 460.43 | 58.682 |
| 100 | 485.32 | 50.708 |
| 200 | 514.61 | 48.112 |
| 300 | 570.14 | 45.689 |
| 400 | 585.73 | 41.718 |
| 500 | 648.49 | 38.279 |
| 600 | 707.07 | 33.943 |
| 700 | 769.82 | 30.13 |
| 800 | 623.39 | 32.896 |
| 900 | 548.08 | 29.756 |
| 1000 | 628.46 | 29 |
| Temperature/°C | Convection Heat Transfer Coefficient/ W/(m2*°C) |
|---|---|
| 0 | 2.5 |
| 25 | 2.66 |
| 60 | 3.5 |
| 100 | 5 |
| 200 | 13.85 |
| 300 | 10 |
| 400 | 3 |
| Experiment No. | Process Parameters | Response Parameters | |||
|---|---|---|---|---|---|
| P (W) | v (mm/min) | R (mm) | Maximum Temperature (°C) | Hardened Depth (mm) | |
| 1 | 1850 | 300 | 7 | 1199.04 | 1.21 |
| 2 | 2000 | 360 | 8 | 954.50 | 0.67 |
| 3 | 2150 | 360 | 9 | 843.33 | 0.30 |
| 4 | 2300 | 420 | 9 | 854.013 | 0.33 |
| 5 | 2450 | 480 | 7 | 1258.41 | 1.29 |
| 6 | 2600 | 480 | 8 | 1089.63 | 1.02 |
| 7 | 1850 | 300 | 8 | 937.82 | 0.62 |
| 8 | 2000 | 300 | 9 | 849.65 | 0.32 |
| 9 | 2150 | 360 | 7 | 1249.49 | 1.29 |
| 10 | 2300 | 420 | 7 | 1245.60 | 1.27 |
| 11 | 2450 | 420 | 8 | 1092.60 | 1.03 |
| 12 | 2600 | 480 | 9 | 912.13 | 0.55 |
| Temp | 0.2726 | 0.1000 | 0.1072 |
| Depth | 0.1393 | 0.0152 | 0.1838 |
| Test Sample Variables | Maximum Temperature (°C) | Error | Depth of Hardened Layer (mm) | Error | ||||
|---|---|---|---|---|---|---|---|---|
| FEA | Kriging | FEA | Kriging | |||||
| 2000 | 360 | 9 | 772.02 | 770.54 | 1.91% | - | - | - |
| 2150 | 300 | 8 | 1107.01 | 1128.60 | 1.95% | 1.09 | 1.00 | 8.26% |
| 2200 | 360 | 7 | 1281.04 | 1305.27 | 1.89% | 1.34 | 1.35 | 0.75% |
| 2250 | 360 | 9 | 891.08 | 890.44 | 0.07% | 0.48 | 0.45 | 6.25% |
| 2300 | 420 | 6 | 1557.47 | 1597.87 | 2.59% | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhu, M.; Ji, S.; Dou, Y. Combining the Finite Element Analysis and Kriging Model for Study on Laser Surface Hardening Parameters of Pitch Bearing Raceway. Materials 2022, 15, 2681. https://doi.org/10.3390/ma15072681
Zhang H, Zhu M, Ji S, Dou Y. Combining the Finite Element Analysis and Kriging Model for Study on Laser Surface Hardening Parameters of Pitch Bearing Raceway. Materials. 2022; 15(7):2681. https://doi.org/10.3390/ma15072681
Chicago/Turabian StyleZhang, Hongwei, Meng Zhu, Siqi Ji, and Yantao Dou. 2022. "Combining the Finite Element Analysis and Kriging Model for Study on Laser Surface Hardening Parameters of Pitch Bearing Raceway" Materials 15, no. 7: 2681. https://doi.org/10.3390/ma15072681