
Numerical Modeling of Transient Two-Phase Flow and the Coalescence and Breakup of Bubbles in a Continuous Casting Mold

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Mathematical Formulation
2.1. Governing Equation
2.1.1. Turbulence Model
2.1.2. Multiphase Model
2.1.3. Bubble Tracking Model
2.1.4. Coalescence, Bounce, and Breakup Model
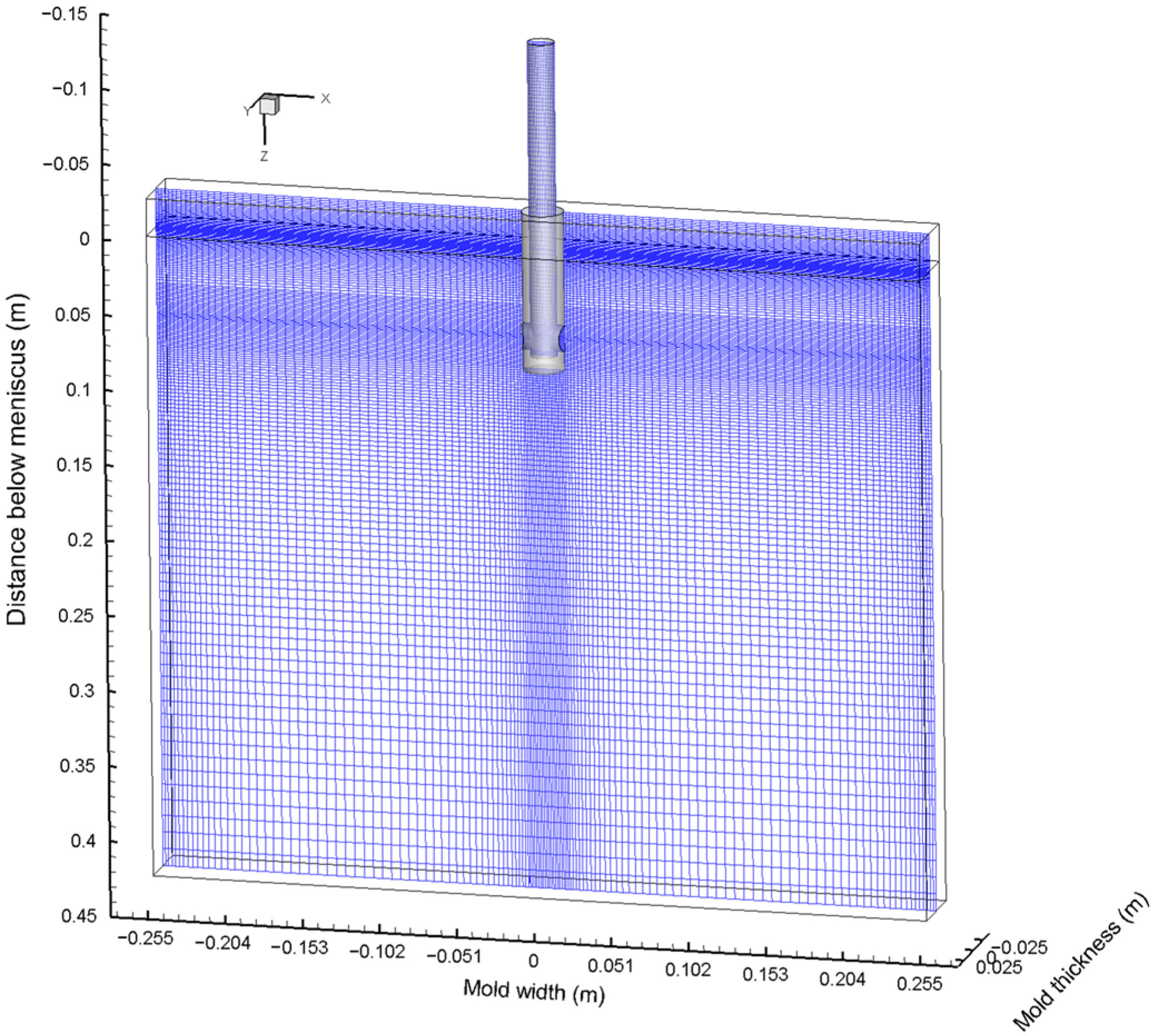
2.2. Computational Domain and Computational Details
2.3. Boundary Conditions
3. Validation
4. Results and Discussion
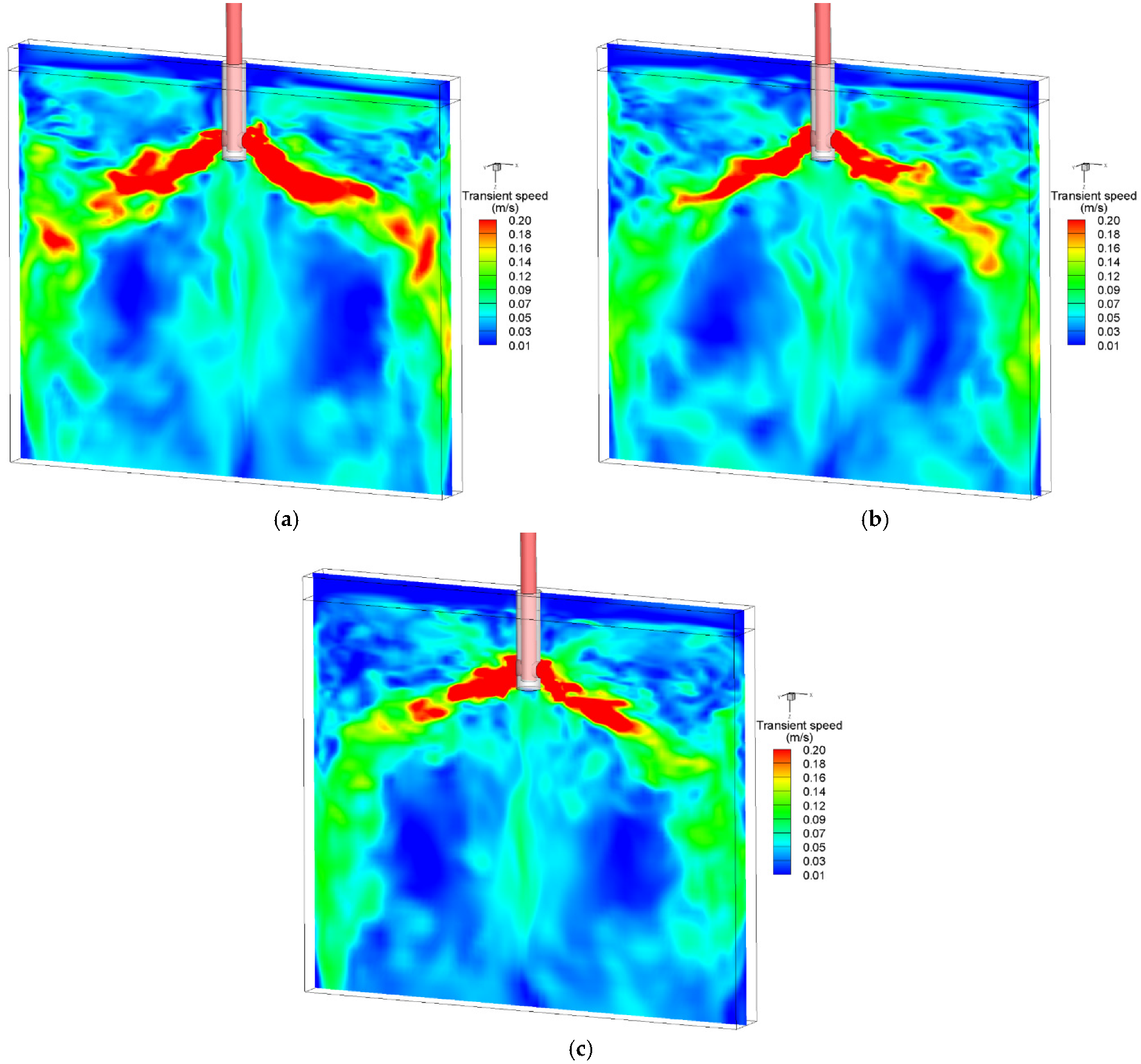
4.1. Distribution of the Transient Two-Phase Flow Field
4.2. Spatial Distribution of the Bubbles
5. Conclusions
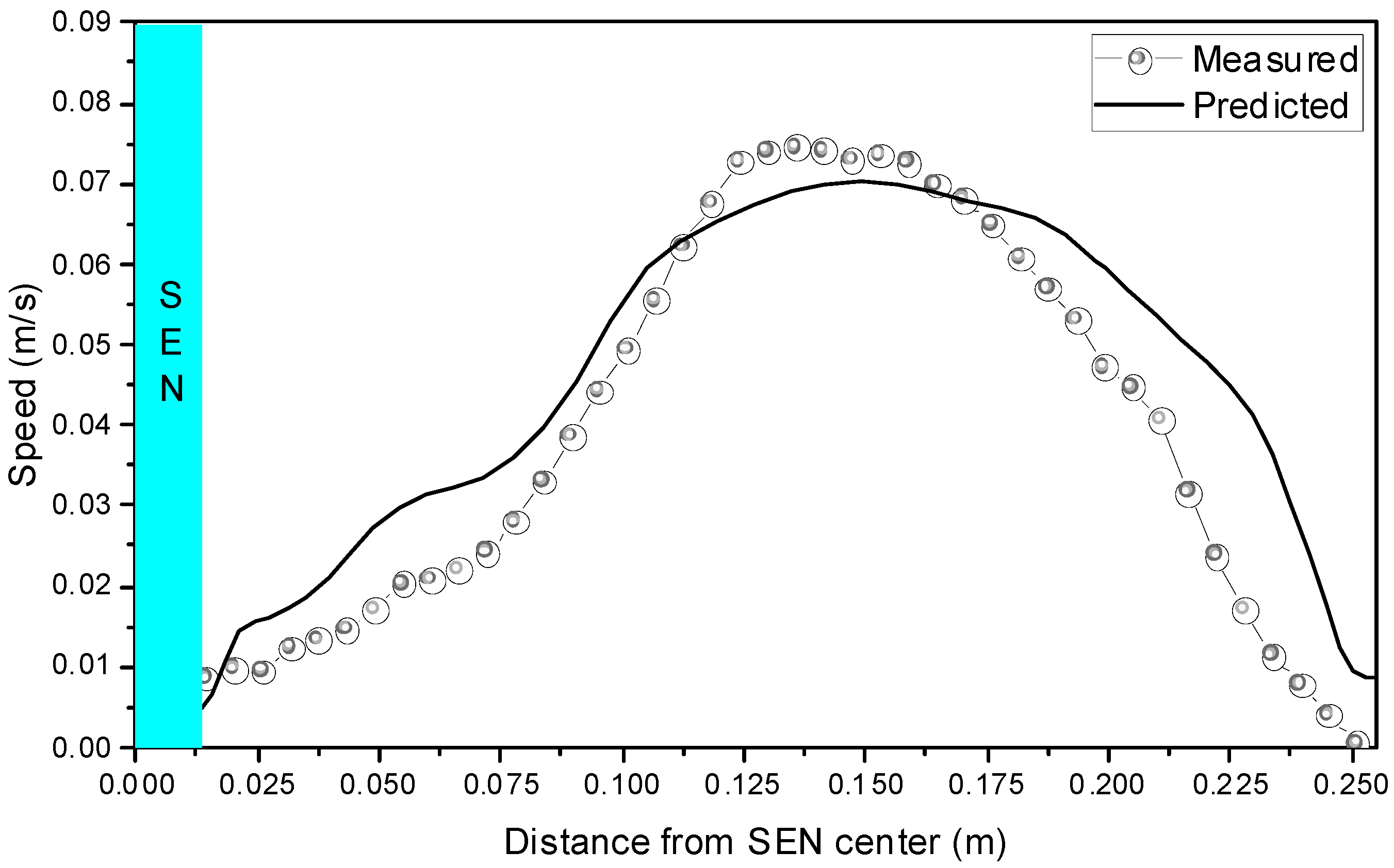
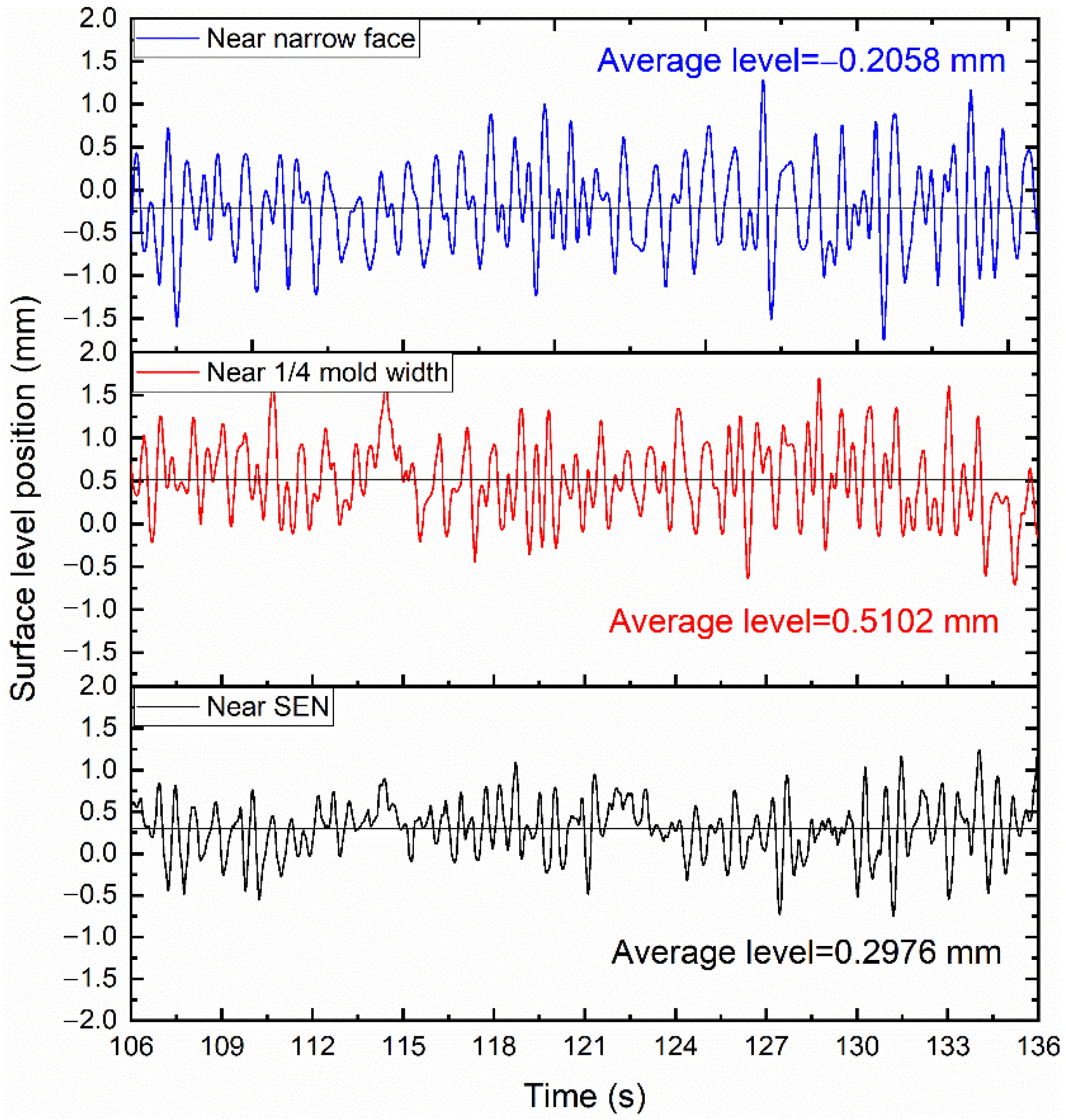
- The current mathematical model successfully predicted the transient asymmetric two-phase flow in the mold. The flow pattern in the mold was a typical double-roll flow with a 0.425 m/min casting speed and a 90 mL/min gas flow rate. The meniscus speed increased first and then decreased from the SEN to the narrow face, and the maximum speed appeared near the 1/4 width of the mold.
- The interaction between the liquid and bubbles, and the coalescence, bounce, and breakup of bubbles, should be included to achieve an accurate prediction of the spatial distribution of bubbles.
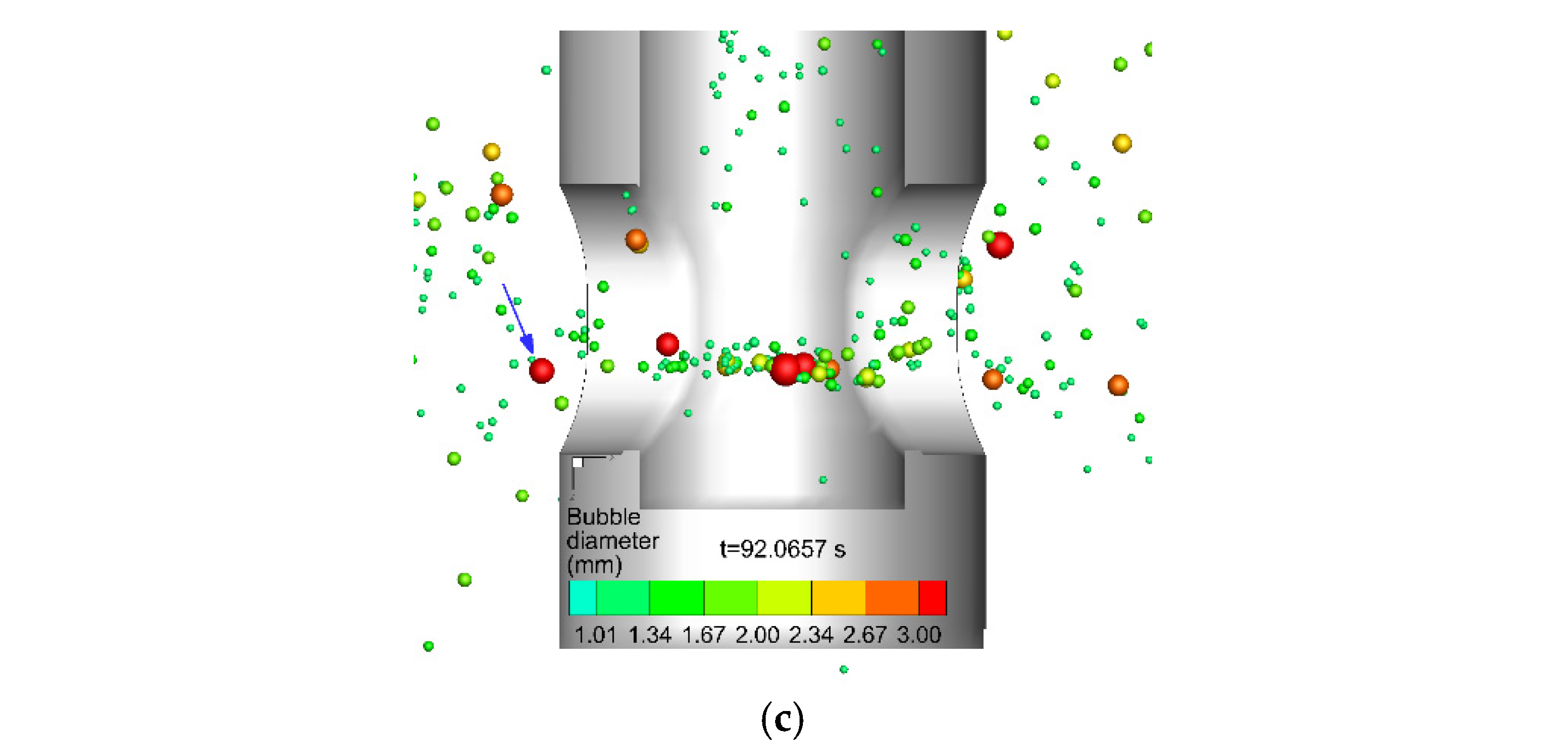
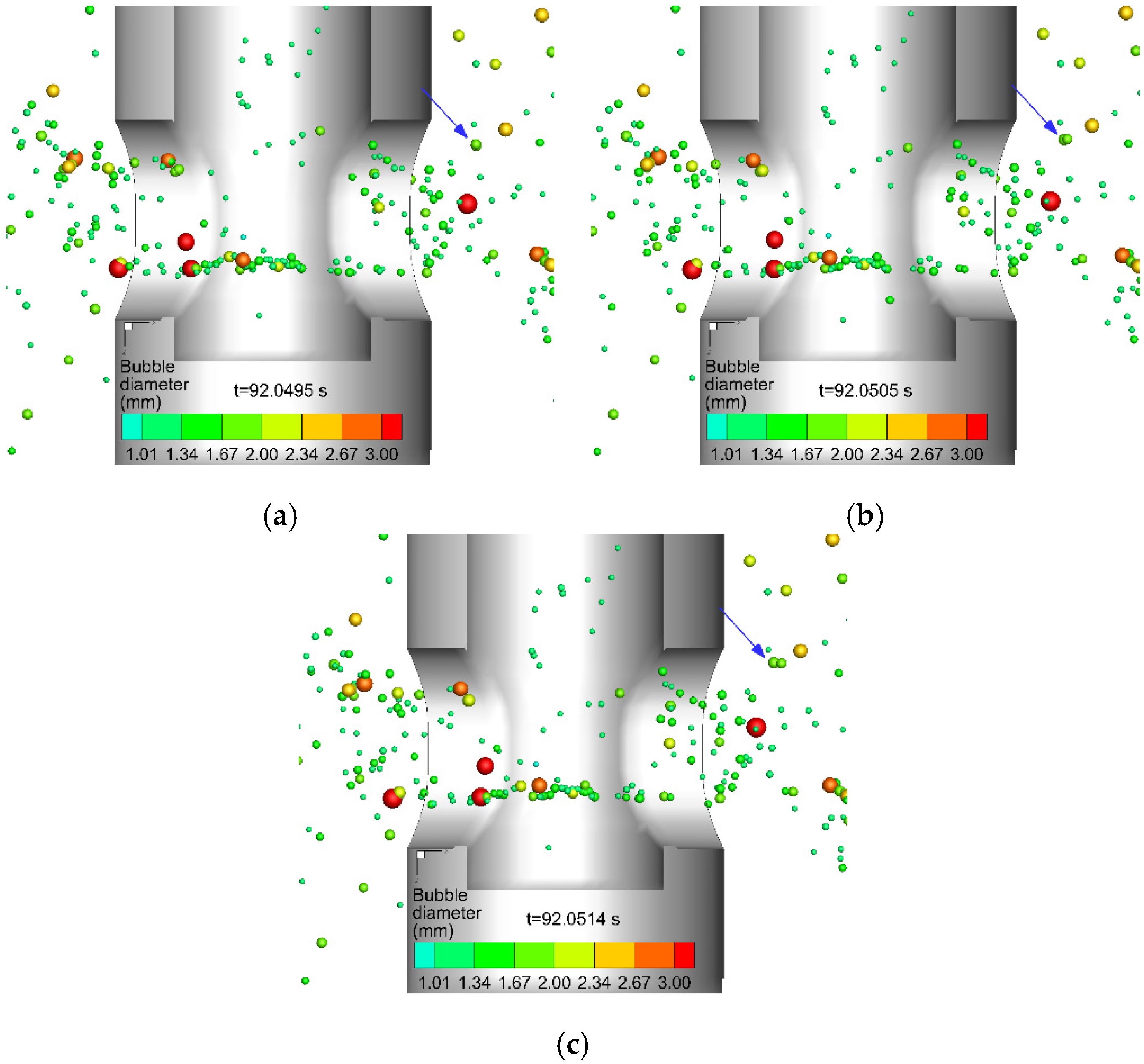
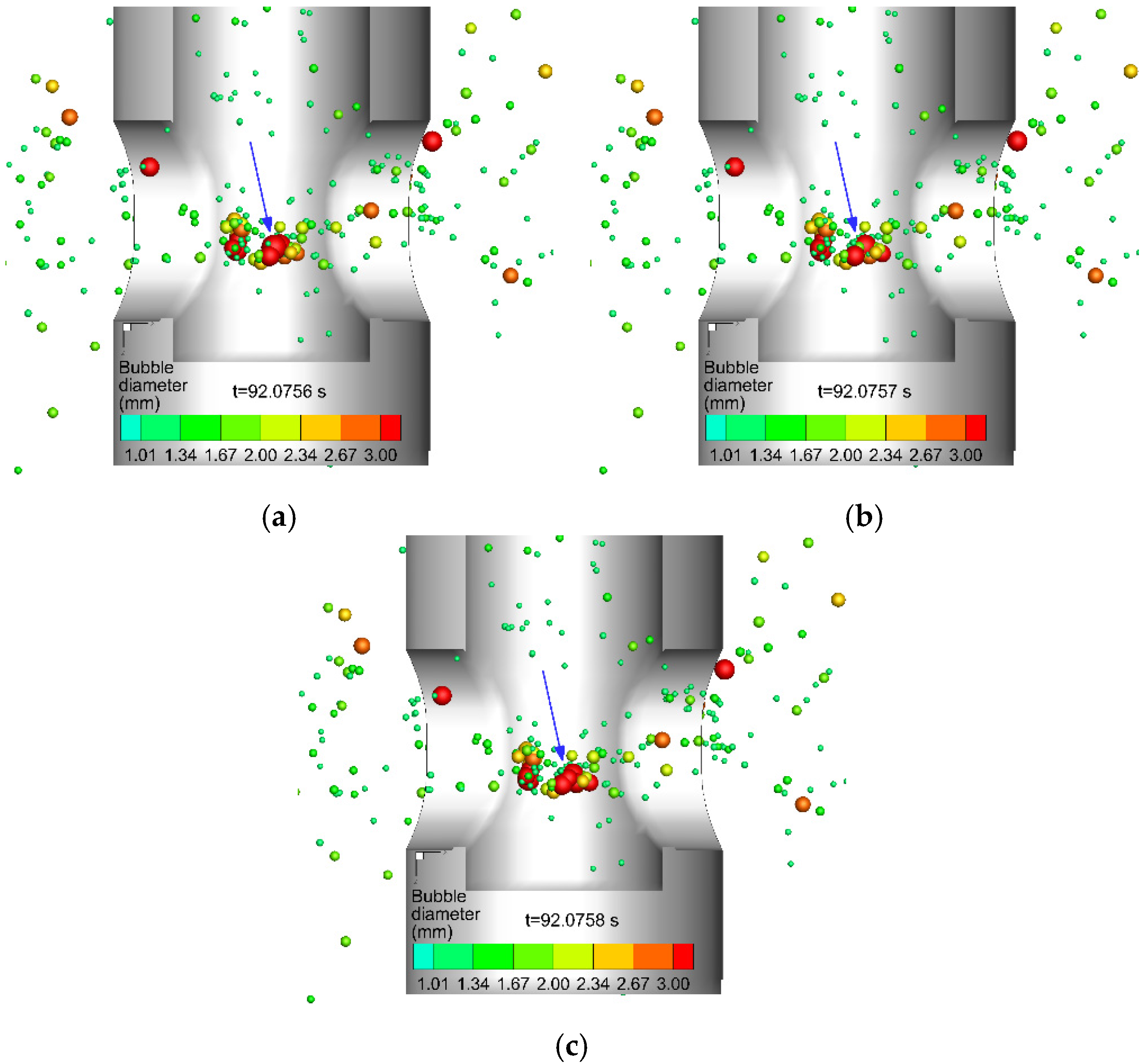
- Due to the violent movement of the fluid in the SEN, most of the breakup of the bubbles occurred in the SEN region. At the same time, the probability of the coalescence and bounce of bubbles in the SEN also increased. The bubbles in the mold tended to collide.
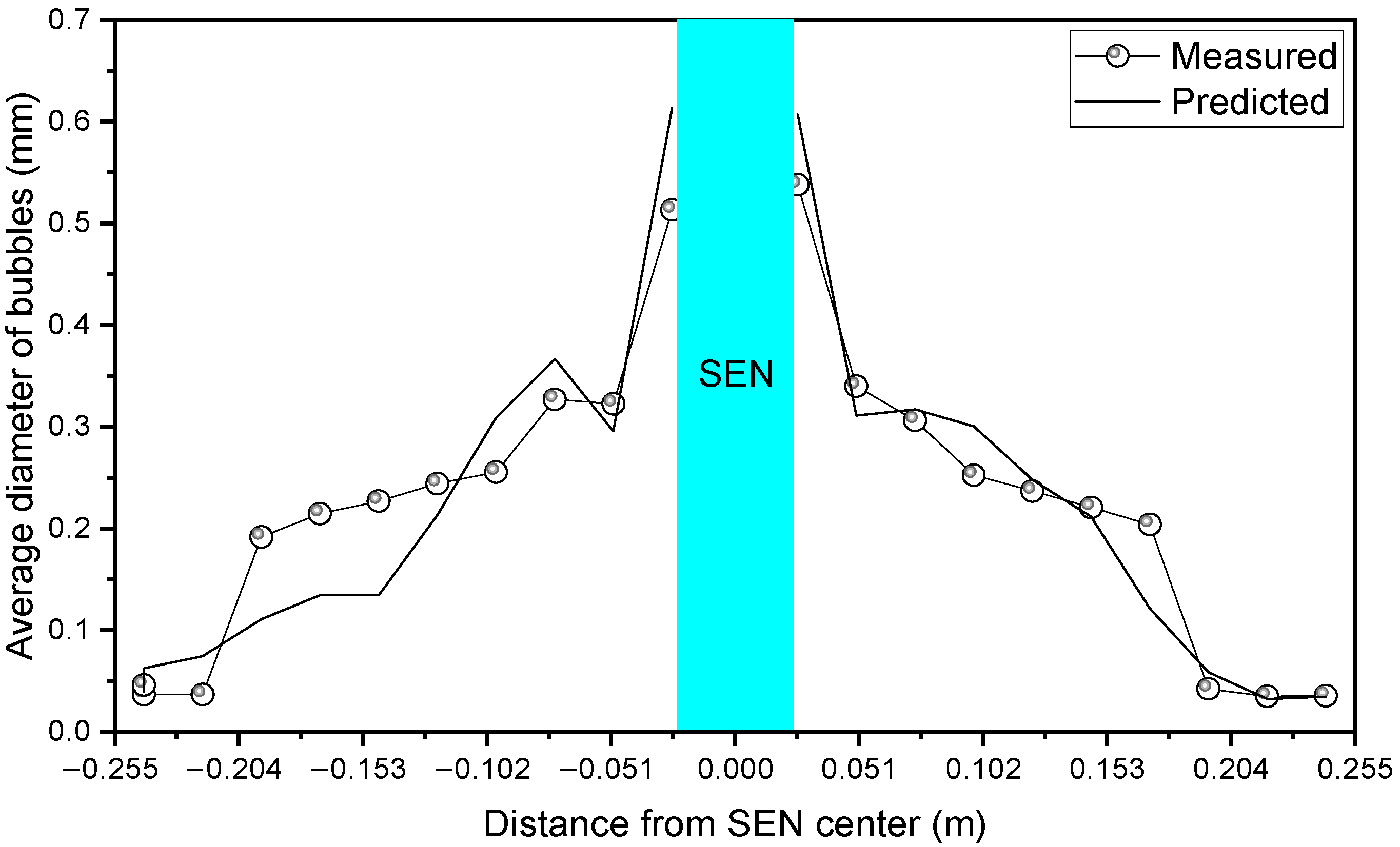
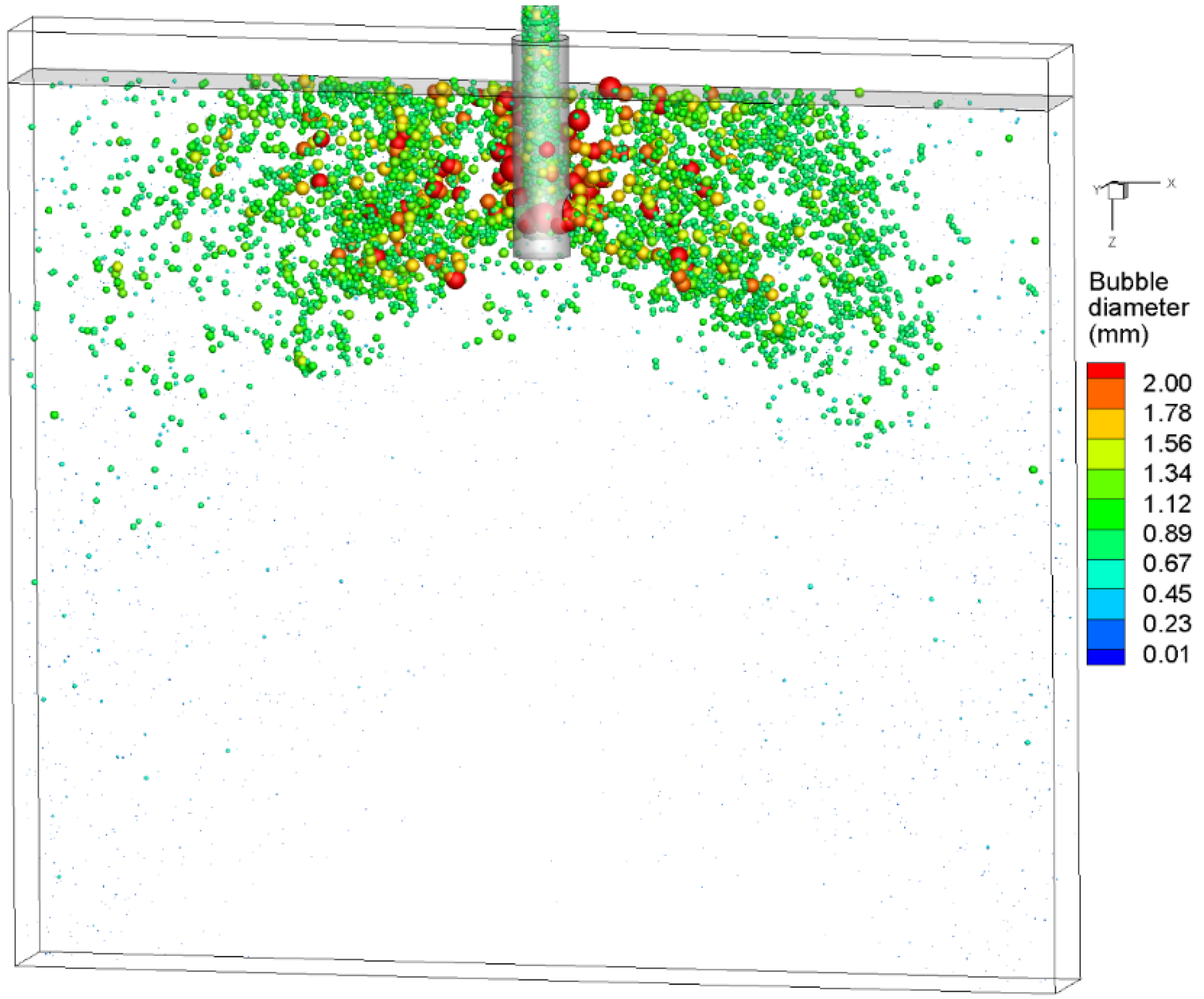
- The bubbles collided and collapsed from an initial 0.71 mm into a multi-size distribution. The average bubble diameter was about 0.6 mm near the nozzle and gradually decreased to 0.05 mm from the nozzle to the narrow face. Most of the bubbles floated up to the meniscus before reaching the narrow face, and overall, the bubbles were distributed in a fan shape. The greatest average concentration of bubbles was in the lower part of the SEN and the upper edge of the SEN outlet.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, L.; Yang, S.; Cai, K.; Li, J.; Wan, X.; Thomas, B.G. Investigation of fluid flow and steel cleanliness in the continuous casting strand. Metall. Mater. Trans. B 2007, 38, 63–83. [Google Scholar] [CrossRef]
- Jin, K.; Thomas, B.G.; Ruan, X. Modeling and measurements of multiphase flow and bubble entrapment in steel continuous casting. Metall. Mater. Trans. B 2016, 47, 548–565. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Bubble formation during horizontal gas injection into downward-flowing liquid. Metall. Mater. Trans. B 2001, 32, 1143–1159. [Google Scholar] [CrossRef]
- Lee, G.G.; Thomas, B.G.; Kim, S.H. Effect of refractory properties on initial bubble formation in continuous-casting nozzles. Met. Mater. Int. 2010, 16, 501–506. [Google Scholar] [CrossRef]
- Liu, F.; Zhou, H.; Zhang, L.; Ren, C.; Zhang, J.; Ren, Y.; Chen, W. Effect of temperature and multichannel stopper rod on bubbles in water model of a steel continuous caster. Steel Res. Int. 2021, 92, 2100067. [Google Scholar] [CrossRef]
- Ramos-Banderas, A.; Morales, R.; Sanchez-Perez, R.; Garcia-Demedices, L.; Solorio-Diaz, G. Dynamics of two-phase downwards flows in submerged entry nozzles and its influence on the two-phase flow in the mold. Int. J. Multiph. Flow 2005, 31, 643–665. [Google Scholar] [CrossRef]
- Wang, Z.; Mukai, K.; Izu, D. Influence of wettability on the behavior of argon bubbles and fluid flow inside the nozzle and mold. ISIJ Int. 1999, 39, 154–163. [Google Scholar] [CrossRef]
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Bubble behavior and size distributions in stopper-rod nozzle and mold during continuous casting of steel slabs. ISIJ Int. 2018, 58, 1443–1452. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, B.; Jiang, M.; Tsukihashi, F. Modeling of transient two-phase flow in a continuous casting mold using Euler-Euler large eddy simulation scheme. ISIJ Int. 2013, 53, 484–492. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Vanka, S.P.; Thomas, B.G. Mathematical modeling of multiphase flow in steel continuous casting. ISIJ Int. 2019, 59, 956–972. [Google Scholar] [CrossRef] [Green Version]
- Pfeiler, C.; Wu, M.; Ludwig, A. Influence of argon gas bubbles and non-metallic inclusions on the flow behavior in steel continuous casting. Mater. Sci. Eng. A 2005, 413, 115–120. [Google Scholar] [CrossRef]
- Toh, T.; Hasegawa, H.; Harada, H. Evaluation of multiphase phenomena in mold pool under in-mold electromagnetic stirring in steel continuous casting. ISIJ Int. 2001, 41, 1245–1251. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Zhu, M. Numerical simulation of the effects of electromagnetic brake and argon gas injection on the three-dimensional multiphase flow and heat transfer in slab continuous casting mold. ISIJ Int. 2008, 48, 584–591. [Google Scholar] [CrossRef] [Green Version]
- Sanchez Perez, R.; García-Demedices, L.; Ramos, J.P.; Diaz Cruz, M.; Morales, R. Dynamics of coupled and uncoupled two-phase flows in a slab mold. Metall. Mater. Trans. B 2004, 35, 85–99. [Google Scholar] [CrossRef]
- Sarkar, S.; Singh, V.; Ajmani, S.K.; Singh, R.K.; Chacko, E.Z. Effect of argon injection in meniscus flow and turbulence intensity distribution in continuous slab casting mold under the influence of double ruler magnetic field. ISIJ Int. 2018, 58, 68–77. [Google Scholar] [CrossRef] [Green Version]
- Singh, V. Experimental simulation and mathematical modeling of air bubble movement in slab caster mold. ISIJ Int. 2006, 46, 210–218. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, B. Large-eddy simulation of transient horizontal gas–liquid flow in continuous casting using dynamic subgrid-scale model. Metall. Mater. Trans. B 2017, 48, 1833–1849. [Google Scholar] [CrossRef]
- Thomas, B.G.; Huang, X.; Sussman, R. Simulation of argon gas flow effects in a continuous slab caster. Metall. Mater. Trans. B 1994, 25, 527–547. [Google Scholar] [CrossRef]
- Thomas, B.G. Review on modeling and simulation of continuous casting. Steel Res. Int. 2018, 89, 1700312. [Google Scholar] [CrossRef]
- Ávila Ortiz, Y.; Morales, R.M.D.; Cedillo Hernández, V.; Delgado Pureco, J. Mathematical modeling of argon bubbling effects on fluid flow patterns of liquid steel in a slab mold. Steel Res. Int. 2018, 89, 1700453. [Google Scholar] [CrossRef]
- Lopez, P.E.R.; Jalali, P.N.; Björkvall, J.; Sjöström, U.; Nilsson, C. Recent developments of a numerical model for continuous casting of steel: Model theory, setup and comparison to physical modelling with liquid metal. ISIJ Int. 2014, 54, 342–350. [Google Scholar] [CrossRef] [Green Version]
- Lei, Z.; Chen, C.; Jin, X.; Zhong, Y.; Ren, Z. Numerical simulation of bubble behavior before inclined solidified front. ISIJ Int. 2013, 53, 830–837. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Ren, Y.; Zhang, L. Large eddy simulation on the two-phase flow in a water model of continuous casting strand with gas injection. Steel Res. Int. 2019, 90, 1800287. [Google Scholar] [CrossRef]
- Chen, W.; Ren, Y.; Zhang, L.; Scheller, P.R. Numerical simulation of steel and argon gas two-phase flow in continuous casting using LES + VOF + DPM model. JOM 2019, 71, 1158–1168. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, L. Effects of interphase forces on multiphase flow and bubble distribution in continuous casting strands. Metall. Mater. Trans. B 2021, 52, 528–547. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, L.; Ren, Q.; Ren, Y.; Yang, W. Large eddy simulation on four-phase flow and slag entrainment in the slab continuous casting mold. Metall. Mater. Trans. B 2022. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, Q.; Zhang, H.; Zhou, J.; Liu, C.; Ni, H. Effect of argon blowing rate on multiphase flow and initial solidification in a slab mold. Metall. Mater. Trans. B 2020, 51, 1088–1100. [Google Scholar] [CrossRef]
- Liao, Y.; Lucas, D. A literature review on mechanisms and models for the coalescence process of fluid particles. Chem. Eng. Sci. 2010, 65, 2851–2864. [Google Scholar] [CrossRef]
- Ribeiro, C.P., Jr.; Mewes, D. The effect of electrolytes on the critical velocity for bubble coalescence. Chem. Eng. J. 2007, 126, 23–33. [Google Scholar] [CrossRef]
- Liao, Y.; Lucas, D. A literature review of theoretical models for drop and bubble breakup in turbulent dispersions. Chem. Eng. Sci. 2009, 64, 3389–3406. [Google Scholar] [CrossRef]
- Nambiar, D.; Kumar, R.; Das, T.; Gandhi, K. A new model for the breakage frequency of drops in turbulent stirred dispersions. Chem. Eng. Sci. 1992, 47, 2989–3002. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, F.; Li, B.; Cheung, S.C.P. Modeling of bubble behaviors and size distribution in a slab continuous casting mold. Int. J. Multiph. Flow 2016, 79, 190–201. [Google Scholar] [CrossRef]
- Santos, P.L., Jr.; Peixoto, J.J.M.; da Silva, C.A.; da Silva, I.A.; Galinari, C.M. Bubble behavior in the slab continuous casting mold: Physical and mathematical model. J. Mater. Res. Technol. 2020, 9, 4717–4726. [Google Scholar] [CrossRef]
- Zhang, T.; Luo, Z.; Liu, C.; Zhou, H.; Zou, Z. A mathematical model considering the interaction of bubbles in continuous casting mold of steel. Powder Technol. 2015, 273, 154–164. [Google Scholar] [CrossRef]
- Zhang, T.; Luo, Z.; Zhou, H.; Ni, B.; Zou, Z. Analysis of two-phase flow and bubbles behavior in a continuous casting mold using a mathematical model considering the interaction of bubbles. ISIJ Int. 2016, 56, 116–125. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Luo, Z.; Gu, Y.; Liu, Z.; Zou, Z. Simulation of bubbles behavior in steel continuous casting mold using an Euler-Lagrange framework with modified bubble coalescence and breakup models. Powder Technol. 2020, 361, 769–781. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Gu, Y.; Liu, Z.; Zou, Z. Numerical analysis of effect of operation conditions on bubble distribution in steel continuous casting mold with advanced bubble break-up and coalescence models. ISIJ Int. 2020, 60, 2234–2245. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Zhao, N.; Zou, Z. Numerical Analysis of Effect of Initial Bubble Size on Captured Bubble Distribution in Steel Continuous Casting Using Euler-Lagrange Approach Considering Bubble Coalescence and Breakup. Metals 2020, 10, 1160. [Google Scholar] [CrossRef]
- Chaudhary, R.; Thomas, B.G.; Vanka, S.P. Effect of electromagnetic ruler braking (embr) on transient turbulent flow in continuous slab casting using large eddy simulations. Metall. Mater. Trans. B 2012, 43, 532–553. [Google Scholar] [CrossRef]
- Real-Ramirez, C.A.; Carvajal-Mariscal, I.; Sanchez-Silva, F.; Cervantes-de-la-Torre, F.; Diaz-Montes, J.; Gonzalez-Trejo, J. Three-dimensional flow behavior inside the submerged entry nozzle. Metall. Mater. Trans. B 2018, 49, 1644–1657. [Google Scholar] [CrossRef]
- Smagorinsky, J. General circulation experiments with the primitive equations: I. The basic experiment. Mon. Weather Rev. 1963, 91, 99–164. [Google Scholar] [CrossRef]
- Tomiyama, A.; Tamai, H.; Zun, I.; Hosokawa, S. Transverse migration of single bubbles in simple shear flows. Chem. Eng. Sci. 2002, 57, 1849–1858. [Google Scholar] [CrossRef]
- O’Rourke, P.J. Collective Drop Effects on Vaporizing Liquid Sprays; Princeton University: Princeton, NJ, USA, 1981. [Google Scholar]
- Evans, G.; Jameson, G.; Atkinson, B. Prediction of the bubble size generated by a plunging liquid jet bubble column. Chem. Eng. Sci. 1992, 47, 3265–3272. [Google Scholar] [CrossRef]
- Wang, T.; Wang, J.; Jin, Y. A novel theoretical breakup kernel function for bubbles/droplets in a turbulent flow. Chem. Eng. Sci. 2003, 58, 4629–4637. [Google Scholar] [CrossRef]
- Kuboi, R.; Komasawa, I.; Otake, T. Collision and coalescence of dispersed drops in turbulent liquid flow. J. Chem. Eng. Jpn. 1972, 5, 423–424. [Google Scholar] [CrossRef] [Green Version]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Y.; Shi, P.; Xu, L.; Qiu, S.; Zhu, R. Numerical Modeling of Transient Two-Phase Flow and the Coalescence and Breakup of Bubbles in a Continuous Casting Mold. Materials 2022, 15, 2810. https://doi.org/10.3390/ma15082810
Tian Y, Shi P, Xu L, Qiu S, Zhu R. Numerical Modeling of Transient Two-Phase Flow and the Coalescence and Breakup of Bubbles in a Continuous Casting Mold. Materials. 2022; 15(8):2810. https://doi.org/10.3390/ma15082810
Chicago/Turabian StyleTian, Yushi, Pengzhao Shi, Lijun Xu, Shengtao Qiu, and Rong Zhu. 2022. "Numerical Modeling of Transient Two-Phase Flow and the Coalescence and Breakup of Bubbles in a Continuous Casting Mold" Materials 15, no. 8: 2810. https://doi.org/10.3390/ma15082810