
Mechanical Experiments on Concrete with Hybrid Fiber Reinforcement for Structural Rehabilitation

 , ,
, ,  , , and
, , and
Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Limitations of Fiber Contribution | Major Conclusions |
|---|---|---|
| Chen et al., 2020 [15] | PF (0.03–0.09%), SF (0.5–1%) by volume | UHPC with 0.03% PF and 0.5% steel fibers showed best results at temperatures of 300 °C, 400 °C, and 500 °C in compression and flexural strength but splitting tensile strength reduced. PF fibers burn and help reduce internal water pressure. |
| Smarzewski, 2019 [16] | SF (0.5%, 1%), PF (0.06%) by volume | The hybridization of PF and SF in HFC prevented cracks, improved the peak strength, and increased the energy absorption and ductility index. |
| Al-Gemeel et al., 2018 [17] | HGM (0% and 10%), PVA (0.12–1.75%), SF (0.25–0.75%) by volume | Compressive and flexural strengths of HFM mix were noted to decrease. Overall properties enhanced via hybrid fiber energy absorption, which had little effect due to the use of HGM |
| Khan et al., 2018 [18] | CaCO3 whiskers, SF (0.9%), BF (0.34–1.36%) by volume | Increases were observed in compressive, flexural, and splitting. tensile strengths. The best results were exhibited by concrete with SF (0.32%, CaCO3 (0.9%), and BF 0.68%. |
| Dawood and Ramli, 2018 [19] | SF (0.25–2%), palm fiber (0.25–1%), barchip fiber (0.25%, 0.5%) by volume | Modulus of elasticity increased by 25–34% in the best hybridized mix. Decreased permeability and increased compressive strength observed. |
| Afroughsabet and Ozbakkaloglu, 2015 [20] | SF (0.25–1%), PF (0.15–0.45%) by volume | Mechanical properties of HSC were improved by hybrid fibers. Here, 0.85% SF and 0.15% PF exhibited the best results. |
| Almusallam et al., 2015 [21] | (0.7–1.4%) SF, (0.2%) PF, (0.3%) KF by volume | A hybrid fiber-reinforced slab’s impact resistance was affected more by geometrical rather than material properties. |
| Chi et al., 2014 [22] | (0.5–1.5%) SF, (0.05–0.15%) PF by volume | Compressive strength increases with volume increase in PF. HFRC exhibited better performance post-peak. |
| Soe et al., 2013 [23] | SF (0.5–0.58%), PVA (1.5–1.75%) by volume | Mix with 1.75% PVA fibers and 0.58% steel fibers exhibited improvements. |
| Bajaj et al., 2012 [24] | SF (0·125–1·125%), PF (0·125–1·125%) by volume | Hybrid fiber-reinforced mix with equal percentages of both fibers exhibited the best flexural fatigue results. |
| Dawood and Ramli, 2011 [25] | SF (1–2%). Palm fiber (0.25–1%) by volume | The addition of 1% pf steel fibers increased the strength by 13%. The hybrid combination of 1.5% SF + 0.5% palm fiber significantly increase the toughness index. |
| Banthia and Sappakittipakorn 2007 [26] | SF of different diameters (0.25–0.75%) by volume | Toughness enhanced when large-diameter fibers replaced by small-diameter fibers. |
| Sivakumar and Santhanam, 2007 [27] | (0.12–0.5%) SF, (0.12–0.5%) PF, (0.12–0.5%) GF by volume | Flexural strength and toughness enhanced by hybrid fibers. |
| Ahmed et al., 2007 [28] | (0.5–2.5%) SF, (1–2.5%) PEF, (1–2.0%) PVA by volume | The steel–PVA hybrid exhibited higher flexural strength, but lower deflection as compared to steel–PE. The post-cracking strength of steel–PE was greater as compared to steel–PVA |
| Hua et al., 2005 [29] | CF, PF, GF, PE | Compressive strength was not affected by length/diameter ratio, but flexural strength was impacted. |
| Lawler et al., 2005 [30] | (0.32% macro and micro) SF, (0.5%) PVA by volume | Micro-SF mix was found to resist macro-cracks by delaying them as compared to the mix with macro-SF only. |
| Yao et al., 2003 [31] | (0.2–0.5%) SF, (0.3–0.5%) PF, (0.2–0.5%) CF | High strength and flexural toughness were noted for carbon–steel hybrid combination because of the synergetic effects of their similar properties. |
| Lawler et al., 2002 [32] | SF, PF | Reduction in permeability of hybrid fiber-reinforced mortar post-cracking was observed due to hybridization. |
| Ramanalinagm et al., 2001 [33] | PVA, SF (micro and macro) | Peak load and post-peak ductility enhanced by hybrid fiber reinforcement. |
| Sun et al., 2001 [34] | (0.25–1.5%) SF, (0.25–1.5%) PF, (0.25–1.5%) PVA by volume | By improving the pore structure of the concrete, hybrid fibers hindered crack formation. |
2. Research Motivation and Significance
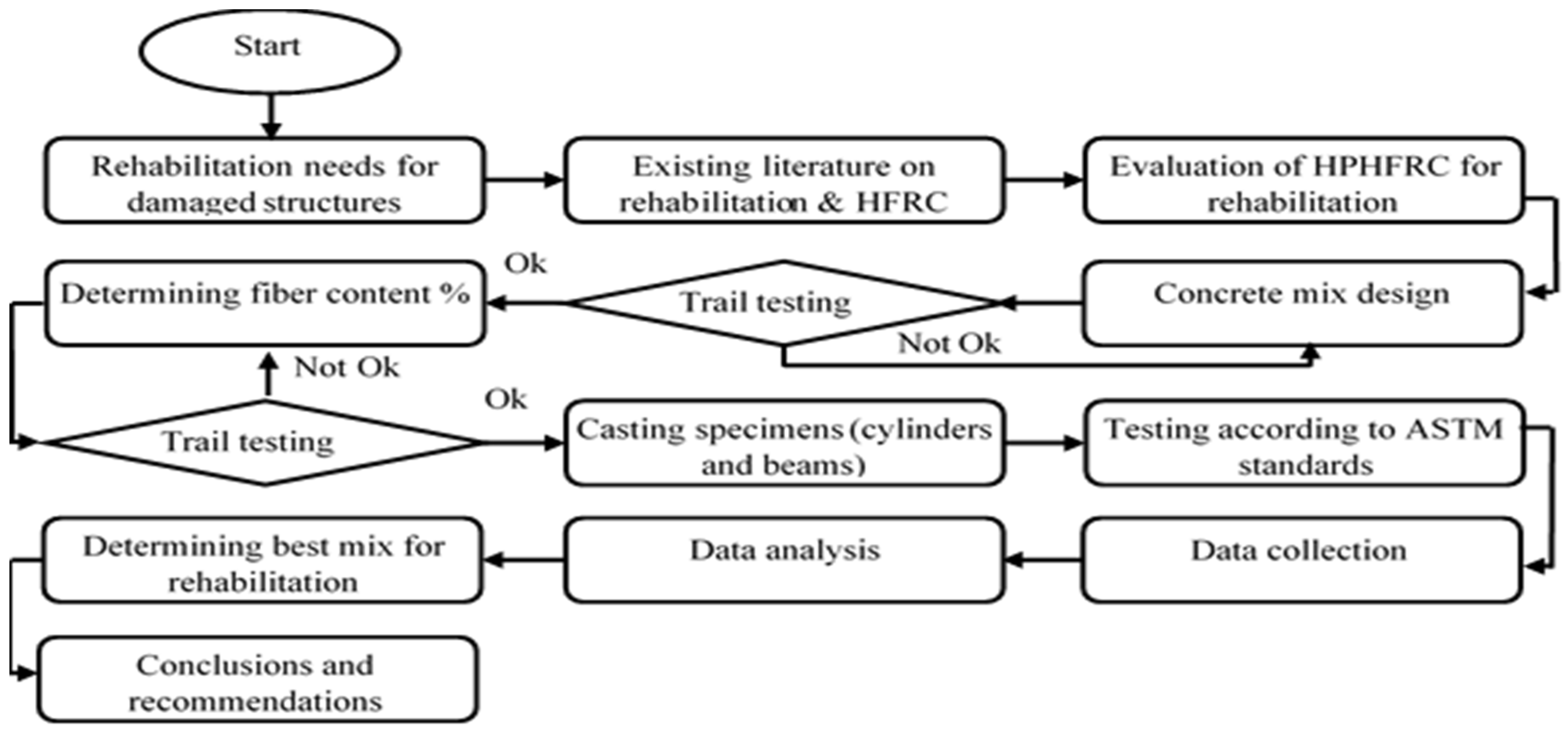
3. Methodology
4. Experimental Program
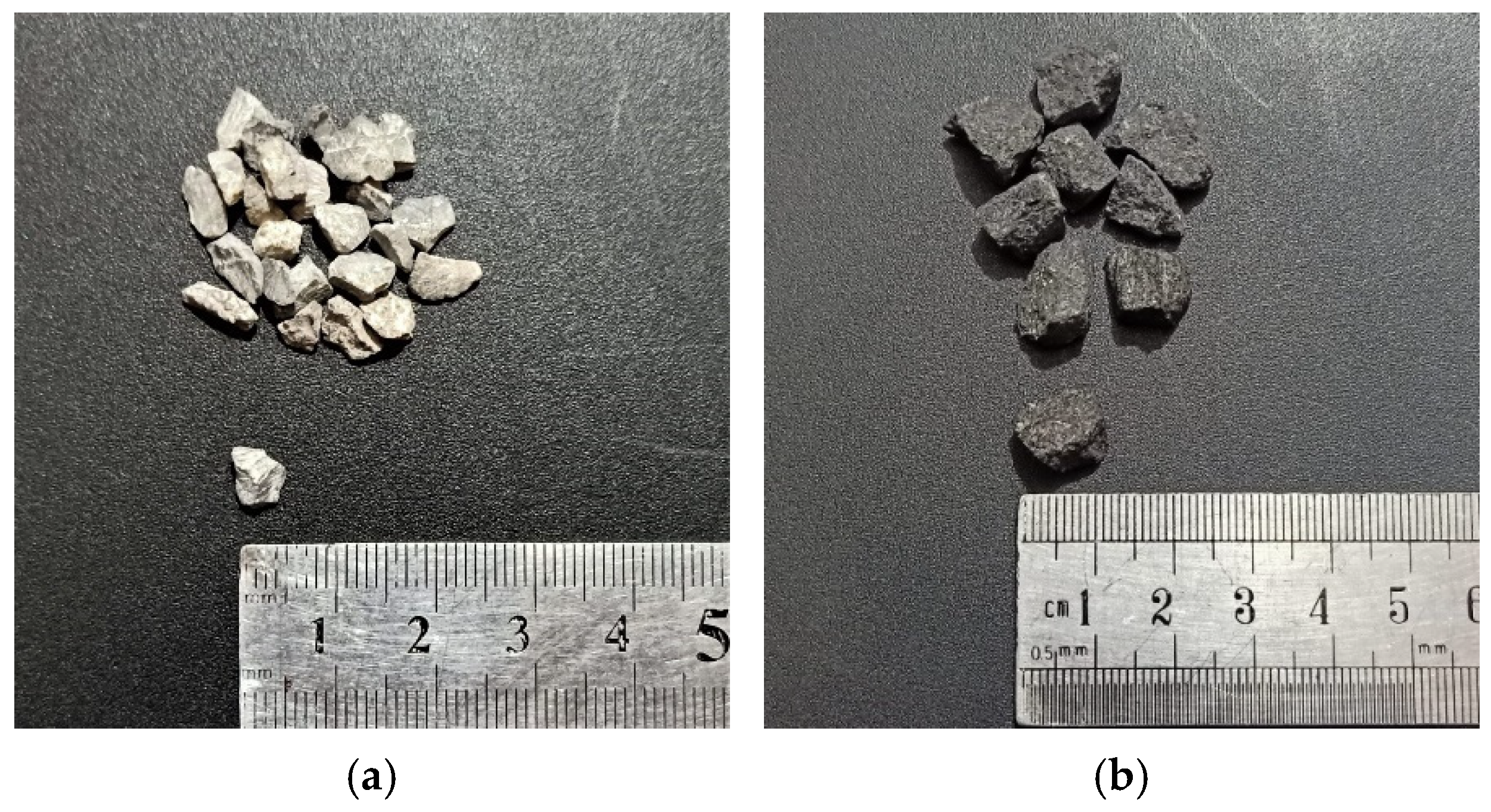
4.1. High-Performance Concrete
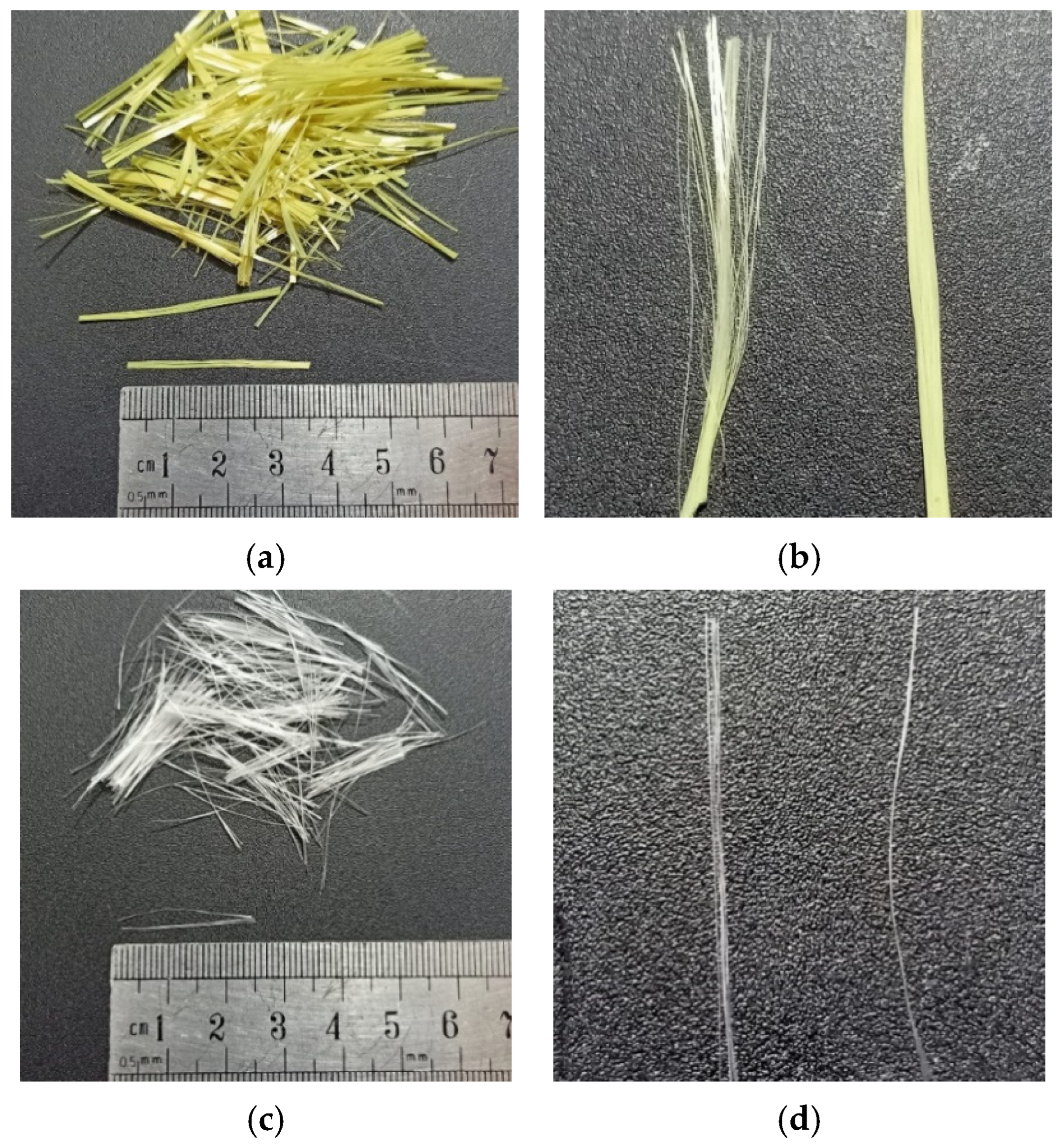
4.2. Fibers
4.3. High-Performance Hybrid Fiber-Reinforced Concrete (HPHFRC)
4.4. Specimens and Testing
5. Test Results
5.1. Slump Behavior
5.2. Density and Water Absorption
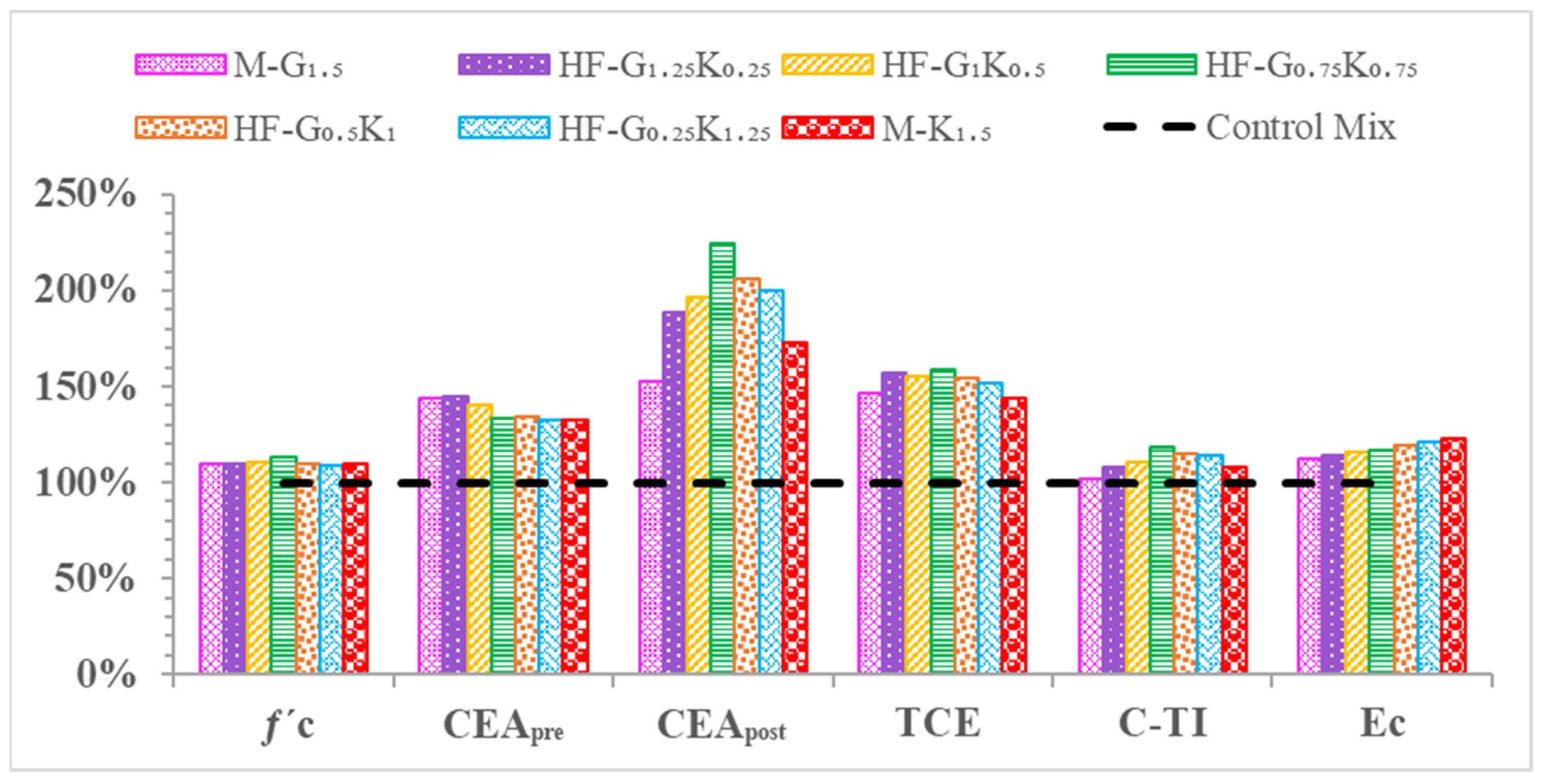
5.3. Compressive Properties
5.4. Flexural Properties
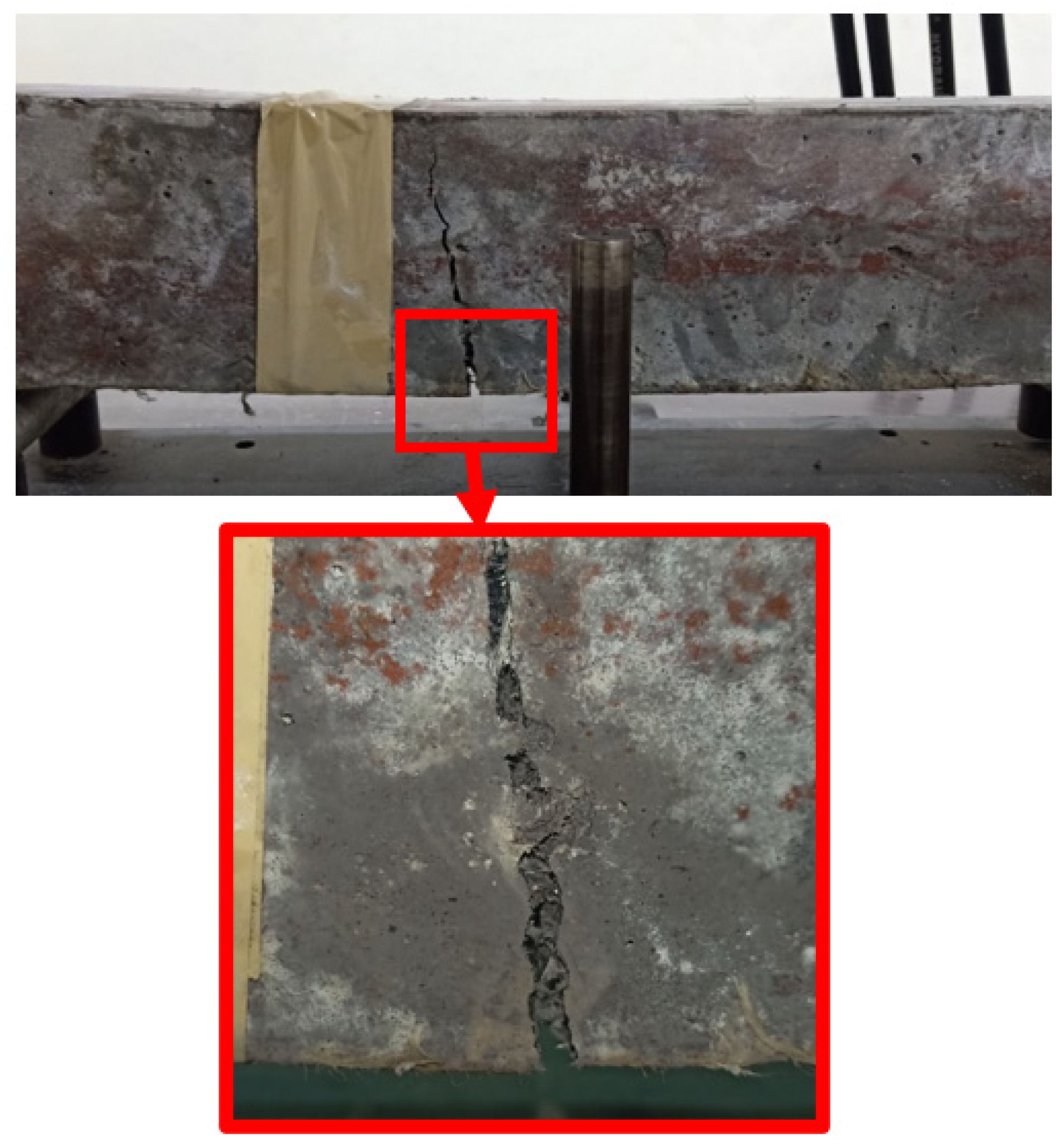
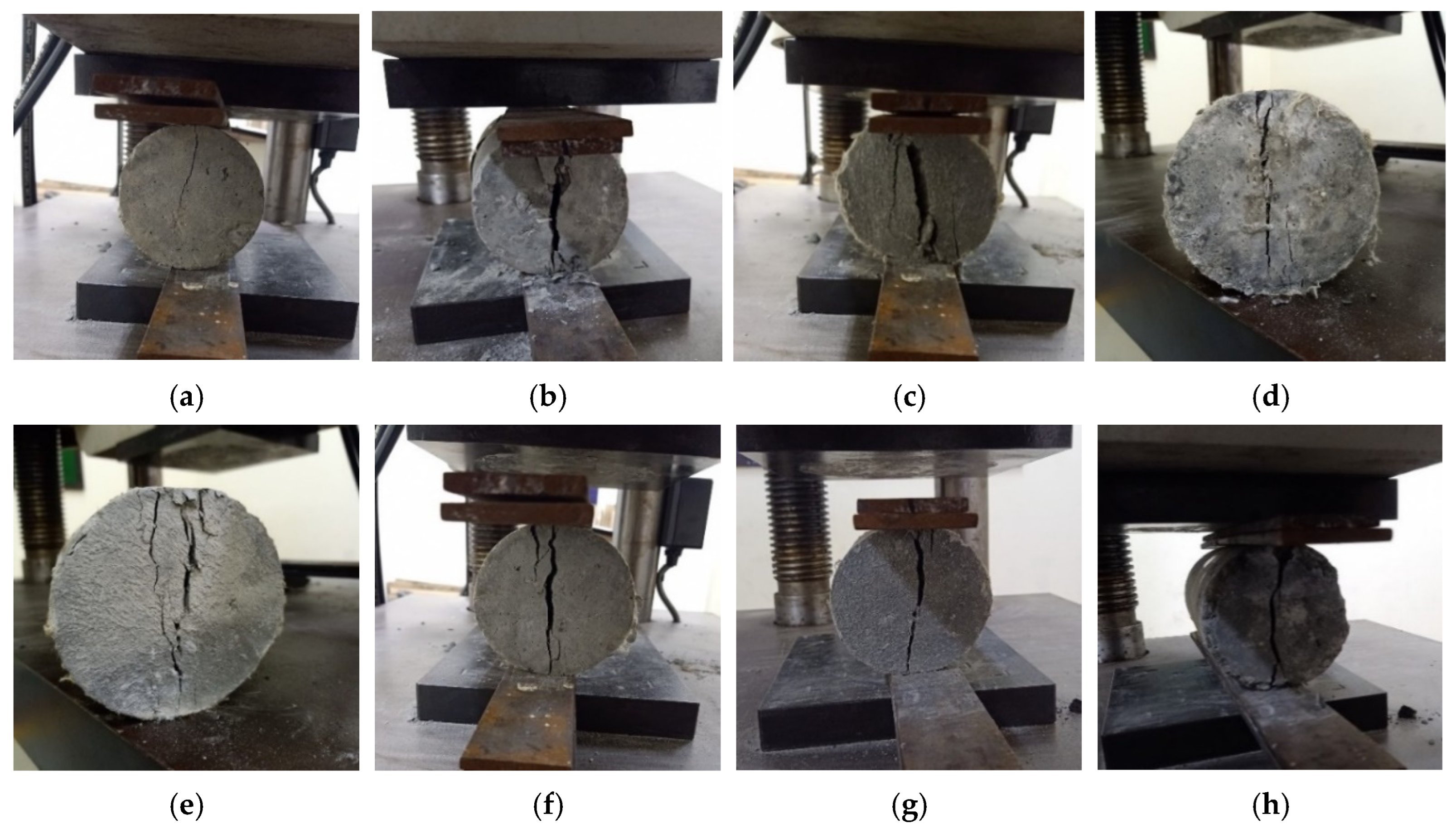
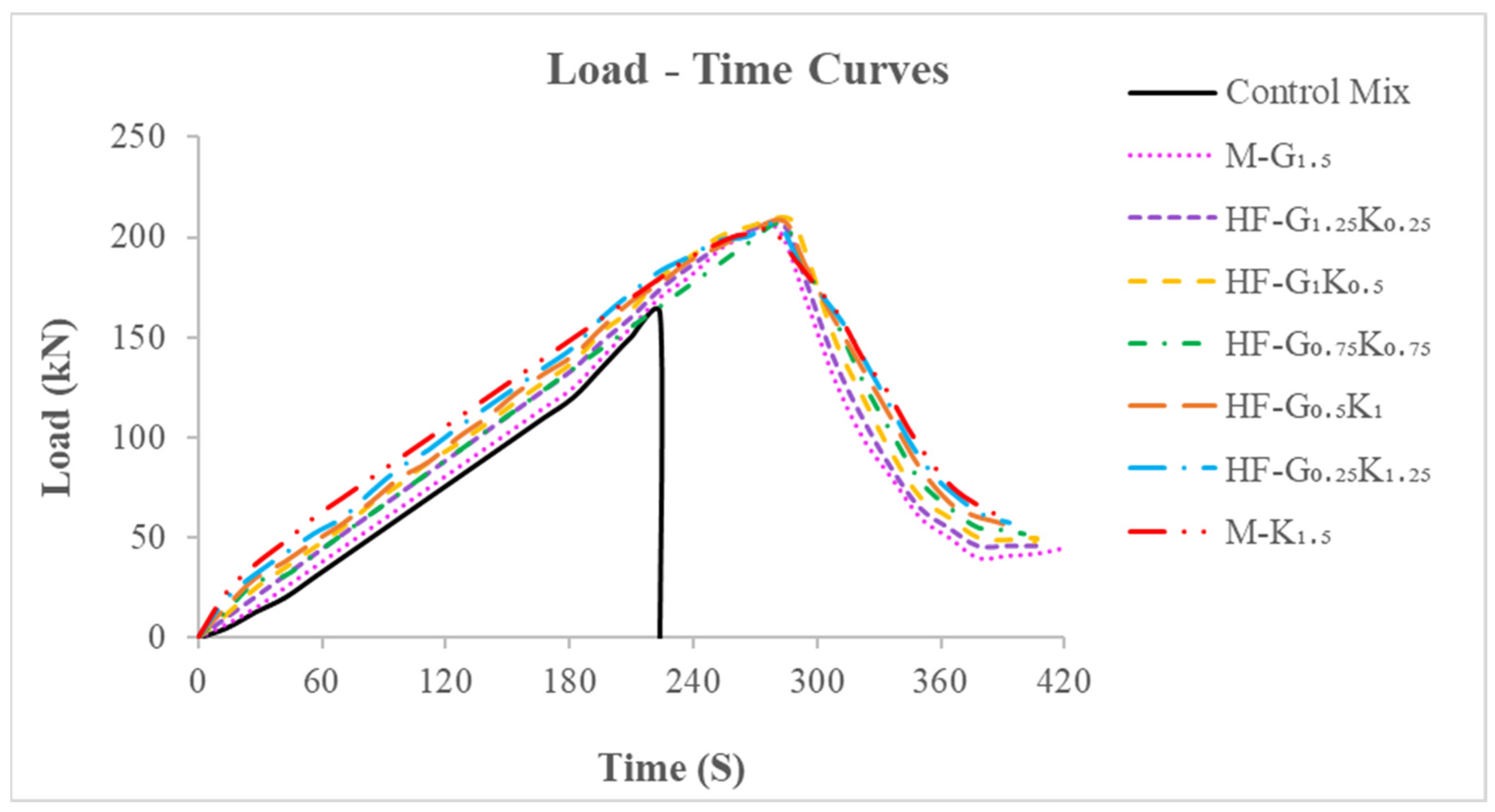
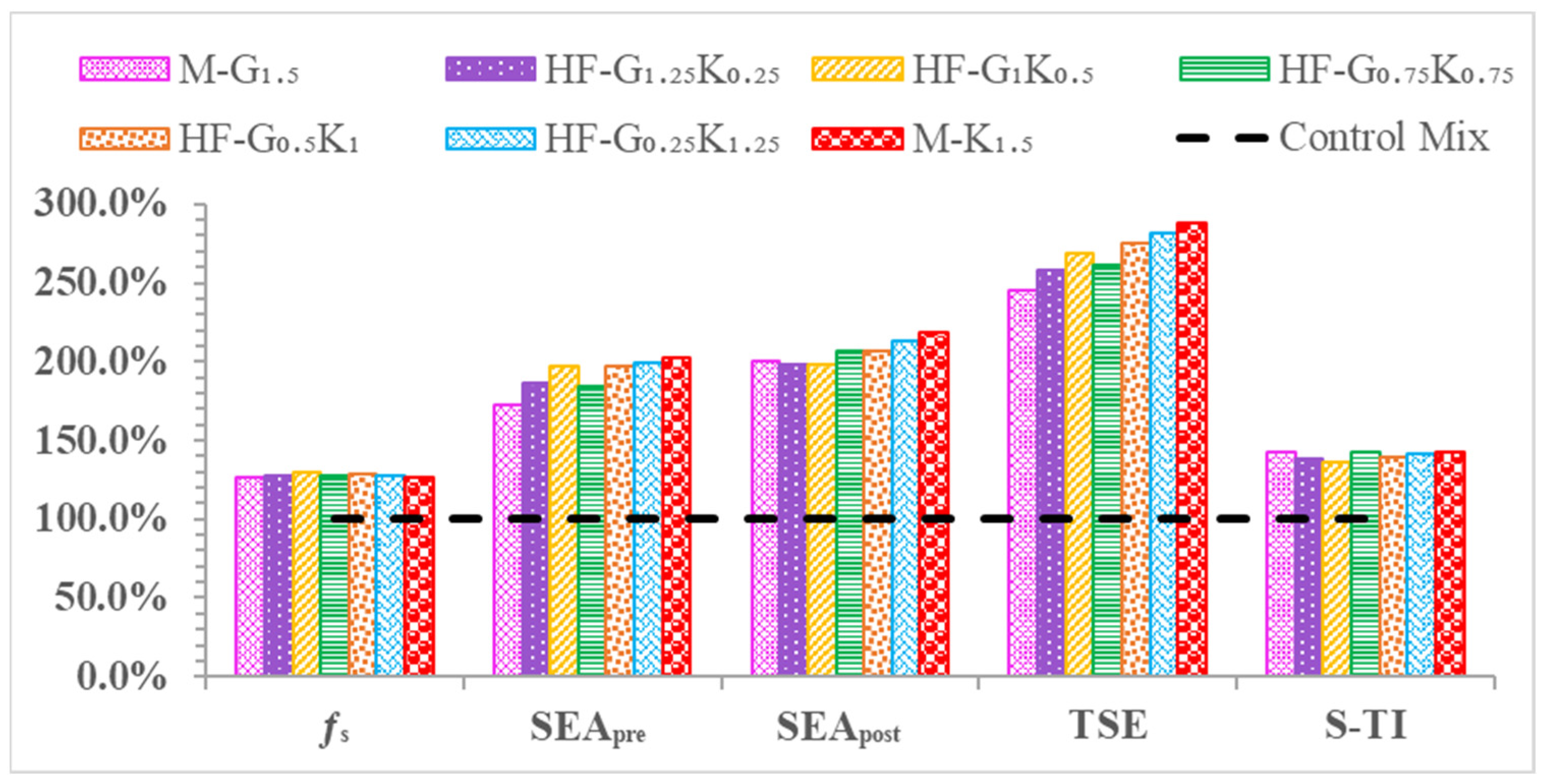
5.5. Splitting Tensile Properties
6. Discussion
7. Empirical Equations for Predicting Toughness Index

8. Conclusions
- The workability of concrete was significantly reduced with the addition of fibers. As the percentage of Kevlar fibers increased in the concrete, the workability decreased due to the water absorption of Kevlar fibers;
- The maximum density was observed for mixes with dominant glass fiber percentages (M-G1.5, HF-G1.25K0.25, HF-G1K0.5, HF-G0.75K0.75), because glass fibers are denser than Kevlar fiber. A correlation with the minimum water absorption was also observed in glass-fiber-dominant mixes. This was due to the water absorption properties of the Kevlar fibers;
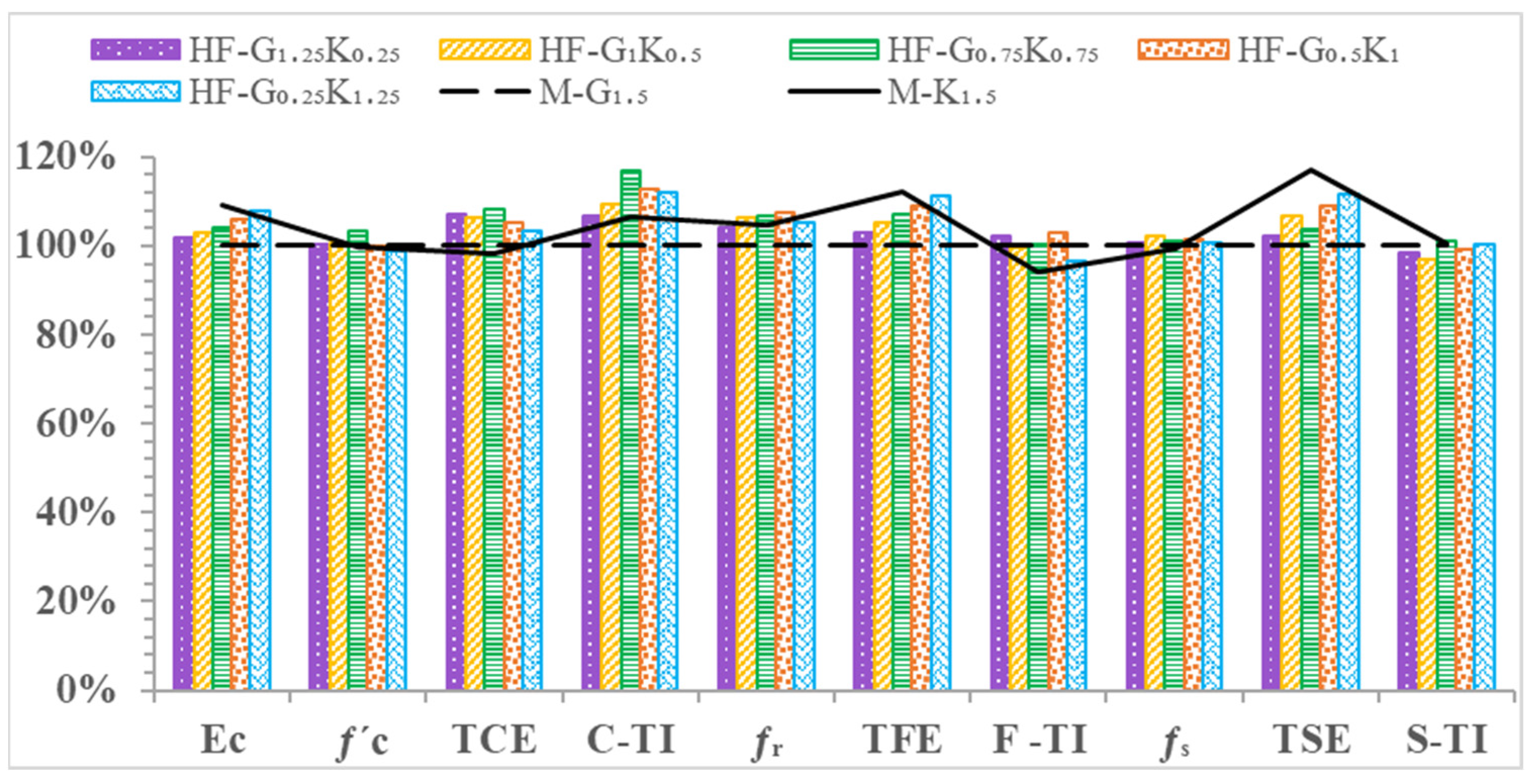
- The overall best properties were observed for the hybrid mix (HF-G0.75K0.75) with 0.75% of glass fibers and 0.75% of Kevlar fibers. Among all mixes, the most dominant properties were for the HF-G0.75K0.75 mix due to the equal quantities of fibers exhibiting the best synergetic effect;
- The elastic modulus of HF-G0.75K0.75 increased by 17% as compared to CM, which was very near to the maximum value observed. The compressive strength, total compressive energy, and toughness index during compression for HF-G0.75K0.75 were increased by 13.4%, 58.6%, and 18.8% as compared to CM, which were the maximum values observed out of all mixes;
- The flexural strength, total flexural energy absorbed, and toughness index during flexural loading for HF-G0.75K0.75 increased by 61.1%, 444.7%, and 131.9% as compared to CM;
- As compared to CM, increases of 127.8%, 261.3%, and 142% were observed in terms of the splitting tensile strength, total splitting tensile energy absorbed, and splitting tensile toughness index of HF-G0.75K0.75;
- The high-performance hybrid fiber-reinforced concrete illustrated the best performance as compared to the CM and HPFRC mixes. The top three mixes that showed the best properties were hybrid fiber-reinforced concrete mixes (HF-G1K0.5, HF-G0.75K0.75, HF-G0.5K1);
- Based on these conclusions, the hybrid fiber mixes demonstrated more enhanced overall properties as compared to FRCs. These improved mechanical properties of the HFRC can be utilized in the rehabilitation of bridges and structures.
9. Recommendations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hossain, M.A.; Rahman, M.; Morshed, A.Z.; Haque, S.M. Investigation of The Effect of Nylon Fiber in Concrete Rehabilitation. International Conference on Civil Engineering for Sustainable Development. Available online: https://www.researchgate.net/publication/326646258_Investigation_of_the_Effect_of_Nylon_Fiber_in_Concrete_Rehabilitation (accessed on 12 February 2022).
- Banthia, N.; Zanotti, C.; Sappakittipakorn, M. Sustainable fiber reinforced concrete for repair applications. Constr. Build. Mater. 2014, 67, 405–412. [Google Scholar] [CrossRef]
- Nguyen-Minh, L.; RovňÁk, M.; Tran-Quoc, T.; Nguyen-Kim, K. Punching shear resistance of steel fiber reinforced concrete flat slabs. Procedia Eng. 2011, 14, 1830–1837. [Google Scholar] [CrossRef] [Green Version]
- Plizzari, G.A. Fiber Reinforced Concrete for repairing and strengthening RC structures: Some recent advancements. MATEC Web Conf. 2018, 199, 01004. [Google Scholar] [CrossRef]
- Michels, J.; Waldmann, D.; Maas, S.; Zürbes, A. Steel fibers as only reinforcement for flat slab construction—Experimental investigation and design. Constr. Build. Mater. 2012, 26, 145–155. [Google Scholar] [CrossRef]
- Natural vs. Synthetic Fiber Reinforced Polymer. Retrieved 25 August 2020. Available online: https://www.ukessays.com/essays/construction/natural-vs-synthetic-fiber-reinforced-polymer-construction-essay.php?vref=1 (accessed on 12 February 2022).
- Chasioti, S.G.; Vecchio, F.J. Effect of fiber hybridization on basic mechanical properties of concrete. ACI Struct. J. 2017, 114. [Google Scholar] [CrossRef]
- Tayeh, B.A.; Naja, M.A.; Shihada, S.; Arafa, M. Repairing and strengthening of damaged RC columns using thin concrete jacketing. Adv. Civ. Eng. 2019, 2019, 2987412. [Google Scholar] [CrossRef]
- Brühwiler, E.; Denarié, E. Rehabilitation and strengthening of concrete structures using ultra-high performance fibre reinforced concrete. Struct. Eng. Int. J. Int. Assoc. Bridge Struct. Eng. (IABSE) 2013, 23, 450–457. [Google Scholar] [CrossRef]
- Kene, K.S. Experimental Study on Behavior of Steel and Glass Fiber Reinforced Concrete Composites. Bonfring Int. J. Ind. Eng. Manag. Sci. 2012, 2, 125–130. [Google Scholar] [CrossRef] [Green Version]
- Júlio, E.S.; Branco, F.; Silva, V.D. Structural rehabilitation of columns with reinforced concrete jacketing. Prog. Struct. Eng. Mater. 2003, 5, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Algburi, A.H.M.; Sheikh, M.N.; Hadi, M.N.S. New technique for strengthening square-reinforced concrete columns by the circularisation with reactive powder concrete and wrapping with fibre-reinforced polymer. Struct. Infrastruct. Eng. 2019, 15, 1392–1403. [Google Scholar] [CrossRef]
- Chalioris, C.E.; Pourzitidis, C.N. Rehabilitation of Shear-Damaged Reinforced Concrete Beams Using Self-Compacting Concrete Jacketing. ISRN Civ. Eng. 2012, 2012, 816107. [Google Scholar] [CrossRef] [Green Version]
- Brühwiler, E. UHPFRC technology to enhance the performance of existing concrete bridges. Struct. Infrastruct. Eng. 2020, 16, 94–105. [Google Scholar] [CrossRef]
- Chen, H.J.; Yu, Y.L.; Tang, C.W. Mechanical properties of ultra-high performance concrete before and after exposure to high temperatures. Materials 2020, 13, 770. [Google Scholar] [CrossRef] [Green Version]
- Smarzewski, P. Processes of cracking and crushing in hybrid fibre reinforced high-performance concrete slabs. Processes 2019, 7, 49. [Google Scholar] [CrossRef] [Green Version]
- Al-Gemeel, A.N.; Zhuge, Y.; Youssf, O. Use of hollow glass microspheres and hybrid fibres to improve the mechanical properties of engineered cementitious composite. Constr. Build. Mater. 2018, 171, 858–870. [Google Scholar] [CrossRef]
- Khan, M.; Cao, M.; Ali, M. Effect of basalt fibers on mechanical properties of calcium carbonate whisker-steel fiber reinforced concrete. Constr. Build. Mater. 2018, 192, 742–753. [Google Scholar] [CrossRef]
- Dawood, E.T.; Ramli, M. Production of Durable High Strength Flowable Mortar Reinforced with Hybrid Fibers. Chall. J. Concr. Res. Lett. 2018, 9, 11. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Almusallam, T.H.; Abadel, A.A.; Al-Salloum, Y.A.; Siddiqui, N.A.; Abbas, H. Effectiveness of hybrid-fibers in improving the impact resistance of RC slabs. Int. J. Impact Eng. 2015, 81, 61–73. [Google Scholar] [CrossRef]
- Chi, Y.; Xu, L.; Zhang, Y. Experimental study on hybrid fiber-reinforced concrete subjected to uniaxial compression. J. Mater. Civ. Eng. 2014, 26, 211–218. [Google Scholar] [CrossRef]
- Soe, K.T.; Zhang, Y.X.; Zhang, L.C. Material properties of a new hybrid fibre-reinforced engineered cementitious composite. Constr. Build. Mater. 2013, 43, 399–407. [Google Scholar] [CrossRef]
- Bajaj, V.; Singh, A.P.; Singh, S.P.; Kaushik, S.K. Flexural fatigue analysis of hybrid fibre-reinforced concrete. Mag. Concr. Res. 2012, 64, 361–373. [Google Scholar] [CrossRef]
- Dawood, E.T.; Ramli, M. Contribution of hybrid fibers on the hybrid fibers on the properties of high strength concrete having high workability. Procedia Eng. 2011, 14, 814–820. [Google Scholar] [CrossRef] [Green Version]
- Banthia, N.; Sappakittipakorn, M. Toughness enhancement in steel fiber reinforced concrete through fiber hybridization. Cem. Concr. Res. 2007, 37, 1366–1372. [Google Scholar] [CrossRef]
- Sivakumar, A.; Santhanam, M. Mechanical properties of high strength concrete reinforced with metallic and non-metallic fibres. Cem. Concr. Compos. 2007, 29, 603–608. [Google Scholar] [CrossRef]
- Ahmed SF, U.; Maalej, M.; Paramasivam, P. Flexural responses of hybrid steel-polyethylene fiber reinforced cement composites containing high volume fly ash. Constr. Build. Mater. 2007, 21, 1088–1097. [Google Scholar] [CrossRef] [Green Version]
- Hua, Y.; Lian, J.-Y.; Zhou, T.-Q. Relationship between the Mechanical Properties of Hybrid Fiber Reinforced Concrete and Length/Diameter Aspect Ratio of Hybrid Fiber. Available online: https://www.researchgate.net/publication/292543754_Relationship_between_the_mechanical_properties_of_hybrid_fiber_reinforced_concrete_and_lengthdiameter_aspect_ratio_of_hybrid_fiber (accessed on 12 February 2022).
- Lawler, J.S.; Zampini, D.; Shah, S.P. Microfiber and macrofiber hybrid fiber-reinforced concrete. J. Mater. Civ. Eng. 2005, 17, 595–604. [Google Scholar] [CrossRef]
- Yao, W.; Li, J.; Wu, K. Mechanical properties of hybrid fiber-reinforced concrete at low fiber volume fraction. Cem. Concr. Res. 2003, 33, 27–30. [Google Scholar] [CrossRef]
- Lawler, J.S.; Zampini, D.; Shah, S.P. Permeability of cracked hybrid fiber-reinforced mortar under load. ACI Mater. J. 2002, 99, 379–385. [Google Scholar] [CrossRef]
- Ramanalinagm, N.; Paramasivam, P.; Mansur, M.A.; Maalej, M.M. Flexural Behavior of Hybrid Fiber Reinforced Cement Composites Containing High Volume Fly Ash|Request PDF. In Proceedings of the 7th CANMET/ACI International Conference on Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concrete, Madras, India, 22–27 July 2001; Available online: https://www.researchgate.net/publication/234135404_Flexural_behavior_of_hybrid_fiber_reinforced_cement_composites_containing_high_volume_fly_ash (accessed on 12 February 2022).
- Sun, W.; Chen, H.; Luo, X.; Qian, H. The effect of hybrid fibers and expansive agent on the shrinkage and permeability of high-performance concrete. Cem. Concr. Res. 2001, 31, 595–601. [Google Scholar] [CrossRef]
- Cao, J.; Liu, L.; Zhao, S. Relationship between Corrosion of Reinforcement and Surface Cracking Width in Concrete. Adv. Civ. Eng. 2020, 2020, 7936861. [Google Scholar] [CrossRef]
- Shi, X. Monitoring of reinforced concrete corrosion. In Eco-Efficient Repair and Rehabilitation of Concrete Infrastructures; Elsevier Ltd.: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- ASTM C143/C143M; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2018. [CrossRef]
- ASTM C642-13; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- ASTM C39-05; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2008.
- ASTM C496/C496M; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete. ASTM International: West Conshohocken, PA, USA, 2004.
- ASTM C 1609/C 1690M-05; Standard Test Method for Flexural Performance of Fiber Reinforced Concrete (Using Beam with Third-Point Loading). American Society of Testing and Materials: West Conshohocken, PA, USA, 2006; pp. 1–8.




| Materials | Weight (kg/m3) |
|---|---|
| Ordinary Portland cement | 500 |
| Fine sand | 600 |
| Silica fumes | 40 |
| Coarse aggregate (granite crush ≈ 10 mm) | 594 |
| Coarse aggregate (Margala crush ≈ 5 mm) | 306 |
| Water (W/C + SF = 0.31) | 167 |
| High-performance water-reducing admixture (SP-303) | 3 L |
| Properties | Fiber Type | |
|---|---|---|
| Kevlar Fibers | Glass Fibers | |
| Tensile Strength (MPa) | 3620 | 3450 |
| Elongation at Break | 3.6% | 4.8% |
| Modulus of Elasticity (GPa) | 70.3 | 72.4 |
| Fiber Length (mm) | 35 | 25 |
| Sectional Dimension (μm) | 23 | 14 |
| Density (g/cc) | 1.44 | 2.60 |
| Mix Type | Percentage of Fiber by Weight of Cement (kg/m3) | |
|---|---|---|
| Glass Fibers (GF) | Kevlar Fibers (KF) | |
| CM | 0 | 0 |
| M-G1.5 | 1.5 (7.5) | 0 |
| HF-G1.25K0.25 | 1.25 (6.25) | 0.25 (1.25) |
| HF-G1K0.5 | 1 (5) | 0.5 (2.5) |
| HF-G0.75K0.75 | 0.75 (3.75) | 0.75 (3.75) |
| HF-G0.5K1 | 0.5 (2.5) | 1 (5) |
| HF-G0.25K1.25 | 0.25 (1.25) | 1.25 (6.25) |
| M-K1.5 | 0 | 1.5 (7.5) |
| Tests | ASTM Standards | Parameters Measured |
|---|---|---|
| Slump | ASTM C143 [37] | Workability of mixes |
| Density and Water absorption | ASTM C642 [38] | Density of mix in kg/m3 and water absorption as a percentage |
| Compressive strength | ASTM C39, ASTM C469 [39] | Compressive strength (f′c), elastic modulus (Ec), Compression energy absorbed pre-peak (CEApre), Compression energy absorbed post-peak (CEApost), total compression energy absorbed (TCE), compression toughness index (C-TI) |
| Splitting tensile strength | ASTM C496 [40] | Splitting tensile strength (fs), splitting tensile energy absorbed pre-peak (SEApre), splitting tensile energy absorbed post-peak (SEApost), total splitting tensile energy absorbed (TSE), splitting tensile toughness index (S-TI) |
| Flexural strength | ASTM C1609 [41] | Flexural strength (fr), flexural energy absorbed pre-peak (FEApre), flexural energy absorbed post-peak (FEApost), total flexural energy absorbed (TFE), flexural toughness index (F-TI) |
| Concrete Type | Slump (mm) | Slump Reduction Compared to CM % |
|---|---|---|
| Control Mix (CM) | 70 | (-) |
| M-G1.5 | 50 | 29% |
| HF-G1.25K0.25 | 47 | 33% |
| HF-G1K0.5 | 45 | 36% |
| HF-G0.75K0.75 | 44 | 37% |
| HF-G0.5K1 | 41 | 41% |
| HF-G0.25K1.25 | 37 | 47% |
| M-K1.5 | 34 | 51% |
| Concrete Type | Density (kg/m3) | Water Absorption (%) |
|---|---|---|
| CM | 2567 | 1.73 |
| M-G1.5 | 2574 | 1.46 |
| HF-G1.25K0.25 | 2572.5 | 1.57 |
| HF-G1K0.5 | 2569.5 | 1.63 |
| HF-G0.75K0.75 | 2568 | 1.70 |
| HF-G0.5K1 | 2565.5 | 1.79 |
| HF-G0.25K1.25 | 2563 | 1.84 |
| M-K1.5 | 2561.5 | 1.94 |
| Concrete Type | Parameters | |||||
|---|---|---|---|---|---|---|
| f’ c | Ec | CEApre | CEApost | TCE | C-TI | |
| (MPa) | (GPa) | (MPa) | (MPa) | (MPa) | (-) | |
| CM | 54.5 ± 0.9 | 32.2 ± 1.5 | 0.274 ± 0.001 | 0.104 ± 0.001 | 0.378 ± 0.001 | 1.381 ± 0.04 |
| M-G1.5 | 59.8 ± 0.8 | 36.1 ± 1.2 | 0.394 ± 0.002 | 0.159 ± 0.001 | 0.553 ± 0.002 | 1.404 ± 0.05 |
| HF-G1.25K0.25 | 60.0 ± 1.2 | 36.8 ± 1.2 | 0.396 ± 0.001 | 0.197 ± 0.001 | 0.592 ± 0.001 | 1.496 ± 0.03 |
| HF-G1K0.5 | 60.3 ± 1.0 | 37.2 ± 1.3 | 0.384 ± 0.001 | 0.205 ± 0.001 | 0.589 ± 0.002 | 1.533 ± 0.04 |
| HF-G0.75K0.75 | 61.8 ± 0.7 | 37.7 ± 0.8 | 0.366 ± 0.002 | 0.234 ± 0.001 | 0.600 ± 0.002 | 1.641 ± 0.02 |
| HF-G0.5K1 | 59.7 ± 0.9 | 38.3 ± 1.1 | 0.368 ± 0.001 | 0.215 ± 0.001 | 0.583 ± 0.001 | 1.583 ± 0.01 |
| HF-G0.25K1.25 | 59.2 ± 0.8 | 39.0 ± 0.9 | 0.364 ± 0.002 | 0.209 ± 0.001 | 0.573 ± 0.002 | 1.575 ± 0.03 |
| M-K1.5 | 59.6 ± 1.1 | 39.5 ± 0.9 | 0.363 ± 0.001 | 0.180 ± 0.001 | 0.543 ± 0.001 | 1.496 ± 0.02 |
| Concrete Type | Parameters | ||||
|---|---|---|---|---|---|
| fr | FEApre | FEApost | TFE | F-TI | |
| (MPa) | (J) | (J) | (J) | (-) | |
| CM | 11.34 ± 0.3 | 10.53 ± 0.8 | 0.00 ± 0.0 | 10.53 ± 0.8 | 1.00 ± 0.0 |
| M-G1.5 | 17.10 ± 0.5 | 23.57 ± 0.9 | 29.93 ± 0.9 | 53.50 ± 1.0 | 2.27 ± 0.01 |
| HF-G1.25K0.25 | 17.78 ± 0.5 | 23.73 ± 0.6 | 31.31 ± 0.8 | 55.04 ± 1.1 | 2.32 ± 0.01 |
| HF-G1K0.5 | 18.18 ± 0.2 | 24.40 ± 0.5 | 31.87 ± 1.0 | 56.28 ± 0.8 | 2.31 ± 0.01 |
| HF-G0.75K0.75 | 18.27 ± 0.1 | 24.74 ± 0.6 | 32.63 ± 0.8 | 57.38 ± 0.9 | 2.32 ± 0.01 |
| HF-G0.5K1 | 18.36 ± 0.3 | 24.45 ± 0.7 | 33.94 ± 0.9 | 58.39 ± 0.8 | 2.39 ± 0.01 |
| HF-G0.25K1.25 | 18.00 ± 0.4 | 25.86 ± 0.4 | 33.72 ± 1.1 | 59.58 ± 1.2 | 2.30 ± 0.02 |
| M-K1.5 | 17.91 ± 0.2 | 27.64 ± 0.4 | 32.42 ± 0.8 | 60.05 ± 0.7 | 2.17 ± 0.01 |
| Concrete Type | Parameters | ||||
|---|---|---|---|---|---|
| fs | SEApre | SEApost | TSE | S-TI | |
| (MPa) | (kN.s) | (kN.s) | (kN.s) | (-) | |
| CM | 5.16 ± 0.6 | 16,156 ± 100 | 0 ± 0.0 | 16,156 ± 100 | 1.00 ± 0.0 |
| M-G1.5 | 6.53 ± 0.8 | 28,993 ± 120 | 11,732 ± 150 | 39,565 ± 130 | 1.40 ± 0.03 |
| HF-G1.25K0.25 | 6.58 ± 0.7 | 30,112 ± 150 | 11,552 ± 190 | 41,664 ± 140 | 1.38 ± 0.05 |
| HF-G1K0.5 | 6.67 ± 0.8 | 31,886 ± 180 | 11,526 ± 120 | 43,412 ± 150 | 1.36 ± 0.02 |
| HF-G0.75K0.75 | 6.59 ± 0.7 | 29,739 ± 200 | 12,484 ± 145 | 42,223 ± 160 | 1.42 ± 0.03 |
| HF-G0.5K1 | 6.63 ± 0.7 | 31,888 ± 220 | 12,500 ± 160 | 44,388 ± 180 | 1.39 ± 0.06 |
| HF-G0.25K1.25 | 6.57 ± 0.6 | 32,251 ± 160 | 13,247 ± 170 | 45,497 ± 160 | 1.41 ± 0.02 |
| M-K1.5 | 6.50 ± 0.7 | 33,706 ± 140 | 13,961 ± 160 | 46,587 ± 150 | 1.41 ± 0.02 |
| Parameters | Mix with Minimum Values | Mix with Maximum Values | Recommended Mix Values (HF-G0.75K0.75) |
|---|---|---|---|
| Ec (GPa) | 32.2 ± 1.5 (CM) | 39.5 ± 0.9 (M-K1.5) | 37.7 ± 1.5 |
| f′c (MPa) | 54.5 ± 0.9 (CM) | 61.8 ± 0.7 (HF-G0.75K0.75) | 61.8 ± 0.7 |
| TCE (MPa) | 0.378 ± 0.001 (CM) | 0.6 ± 0.002 (HF-G0.75K0.75) | 0.6 ± 0.002 |
| C-TI (-) | 1.38 ± 0.04 (CM) | 1.64 ± 0.02 (HF-G0.75K0.75) | 1.64 ± 0.02 |
| fr (MPa) | 11.34 ± 0.3 (CM) | 18.36 ± 0.3 (HF-G0.5K1) | 18.27 ± 0.3 |
| TFE (J) | 10.53 ± 0.8 (CM) | 60.05 ± 0.7 (M-K1.5) | 60.05 ± 0.7 |
| F-TI (-) | 1 ± 0.0 (CM) | 2.39 ± 0.01 (HF-G0.5K1) | 2.32 ± 0.01 |
| fs (MPa) | 5.16 ± 0.6 (CM) | 6.67 ± 0.8 (HF-G1K0.5) | 6.67 ± 0.8 |
| TSE (kN.s) | 16,156 ± 100 (CM) | 46,587 ± 150 (M-K1.5) | 42,587 ± 150 |
| S-TI (-) | 1 ± 0.0 (CM) | 1.42 ± 0.03 (HF-G0.75K0.75) | 1.42 ± 0.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahid, M.A.; Rashid, M.U.; Ali, N.; Chaiyasarn, K.; Joyklad, P.; Hussain, Q. Mechanical Experiments on Concrete with Hybrid Fiber Reinforcement for Structural Rehabilitation. Materials 2022, 15, 2828. https://doi.org/10.3390/ma15082828
Shahid MA, Rashid MU, Ali N, Chaiyasarn K, Joyklad P, Hussain Q. Mechanical Experiments on Concrete with Hybrid Fiber Reinforcement for Structural Rehabilitation. Materials. 2022; 15(8):2828. https://doi.org/10.3390/ma15082828
Chicago/Turabian StyleShahid, Muhammad Asharib, Muhammad Usman Rashid, Nazam Ali, Krisada Chaiyasarn, Panuwat Joyklad, and Qudeer Hussain. 2022. "Mechanical Experiments on Concrete with Hybrid Fiber Reinforcement for Structural Rehabilitation" Materials 15, no. 8: 2828. https://doi.org/10.3390/ma15082828
APA StyleShahid, M. A., Rashid, M. U., Ali, N., Chaiyasarn, K., Joyklad, P., & Hussain, Q. (2022). Mechanical Experiments on Concrete with Hybrid Fiber Reinforcement for Structural Rehabilitation. Materials, 15(8), 2828. https://doi.org/10.3390/ma15082828