
Direct-Ink-Write Printing and Electrospinning of Cellulose Derivatives for Conductive Composite Materials

 and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
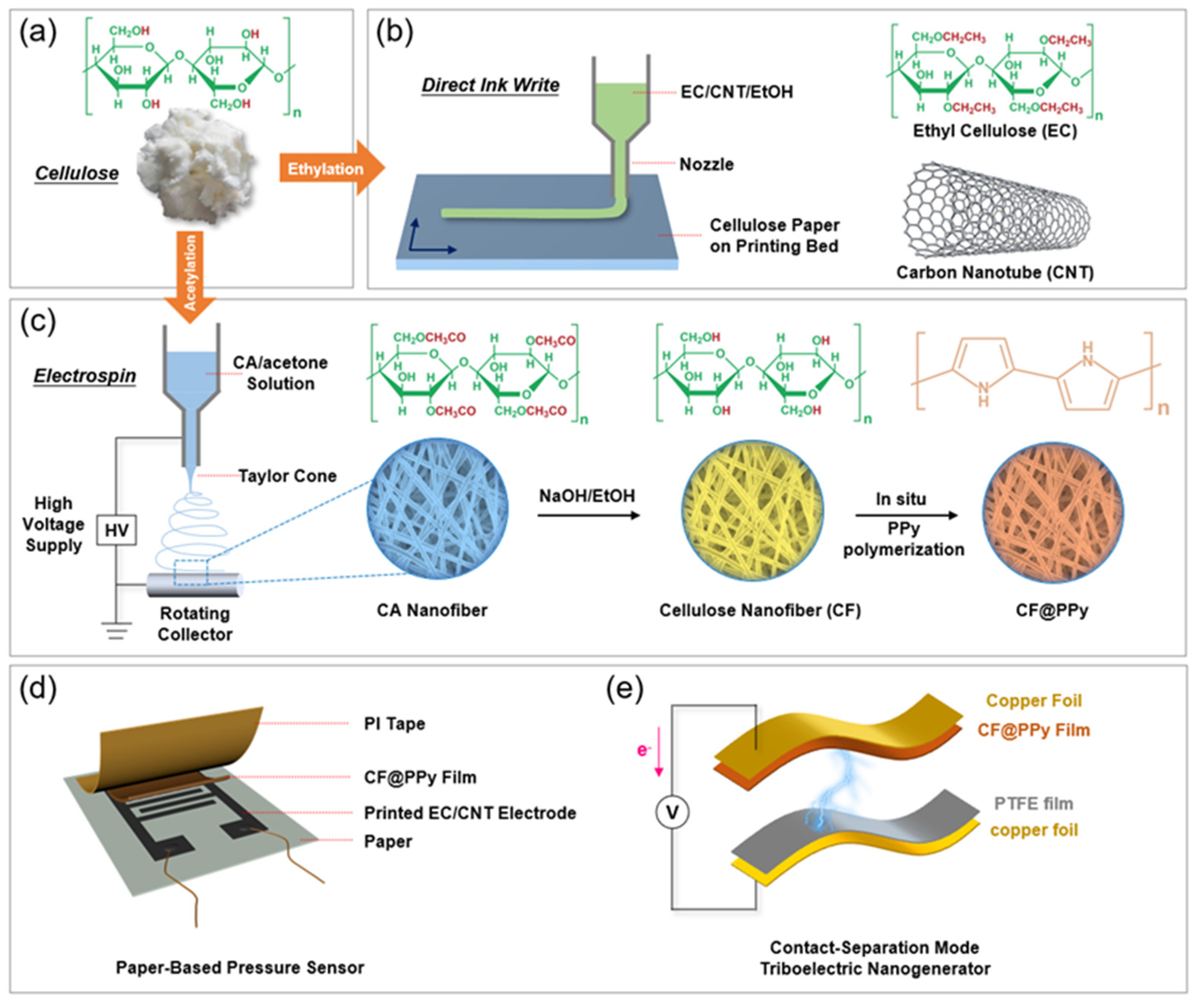
2.2. Direct-Ink-Write Printing of EC/CNT Electrodes
2.3. Electrospinning of CA and In Situ Polymerization of PPy
2.4. Preparation of Paper-Based Pressure Sensor
2.5. Preparation of Triboelectric Nanogenerator
2.6. Characterization
3. Results and Discussion
3.1. Morphology, Extrusion, Rheological and Hydrophobic Properties of EC/CNT Electrodes
3.2. Morphology, Thermal Stability, and Chemical Structure of CF@PPy Films
3.3. Sensing and Electrical Generation Performance of CCMs
4. Conclusions
- (1)
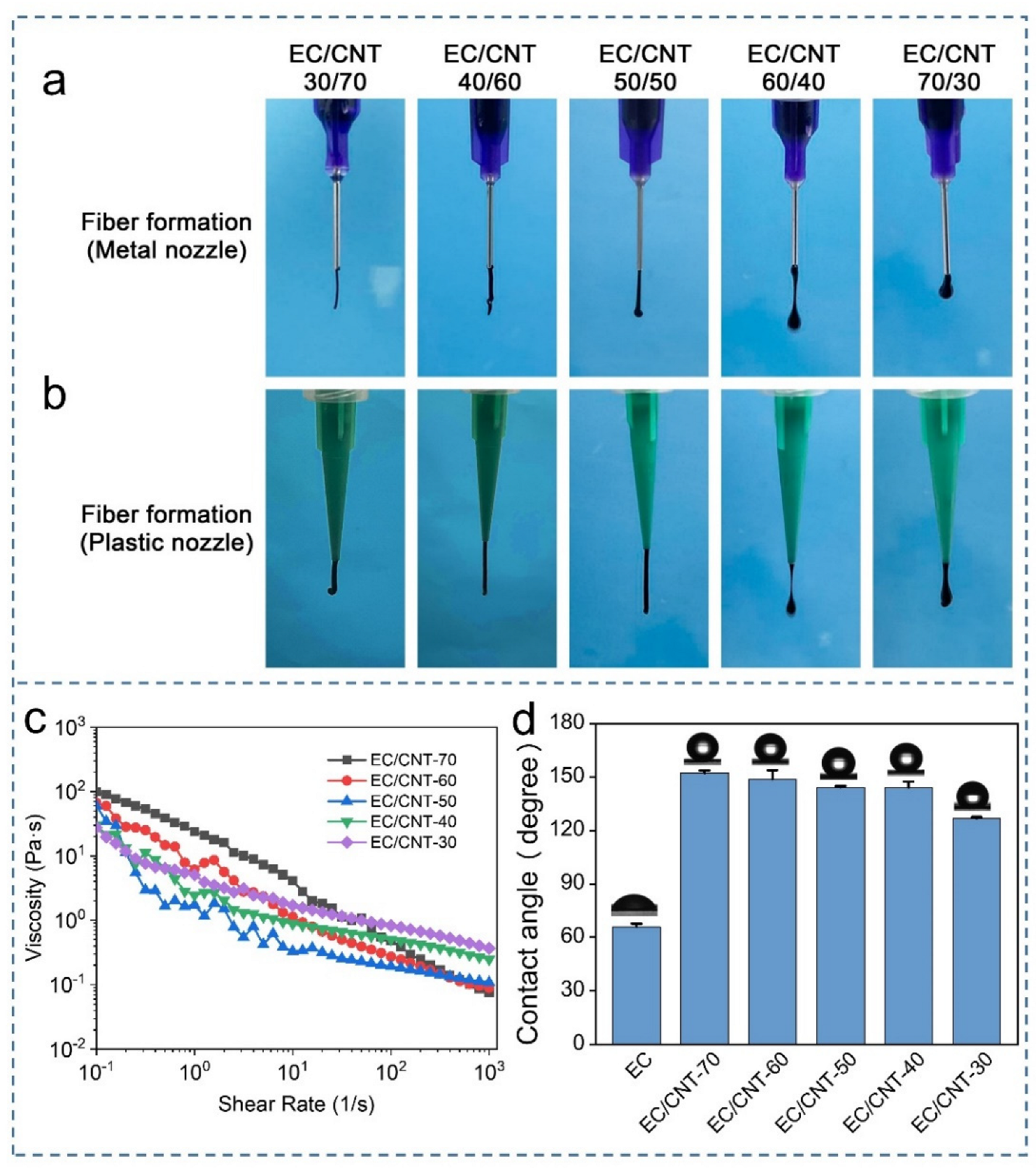
- The surface of the electrodes became denser and formed a conductive path as the EC concentration increased. All the inks exhibited a typical non-Newtonian shear thinning behavior, enabling smooth extrusion and printing.
- (2)
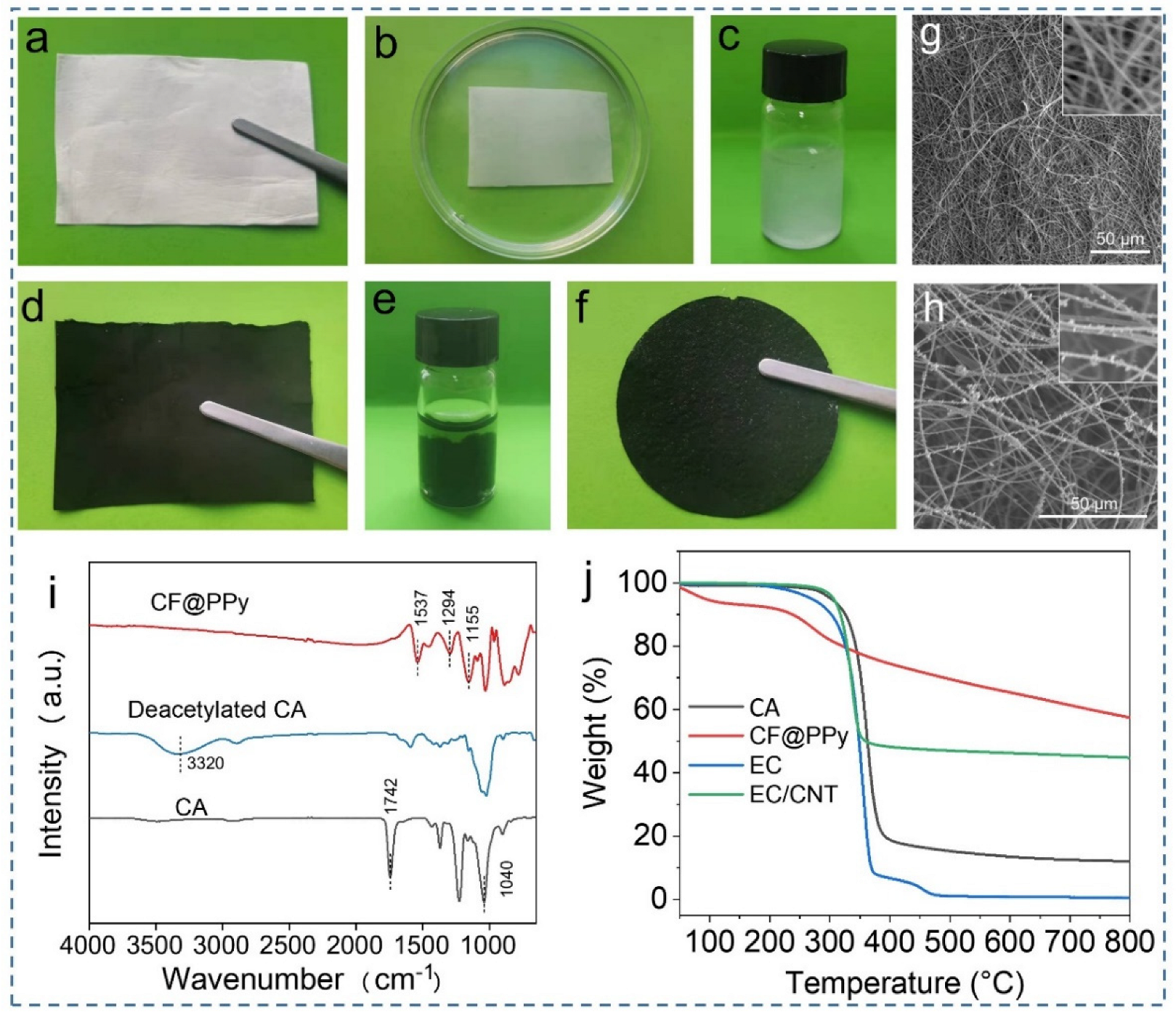
- The PPy particles were uniformly distributed on the nanofiber surface, providing an excellent conductive path. The film started to decompose above 200 °C, which could meet the requirement of thermal stability for most applications.
- (3)
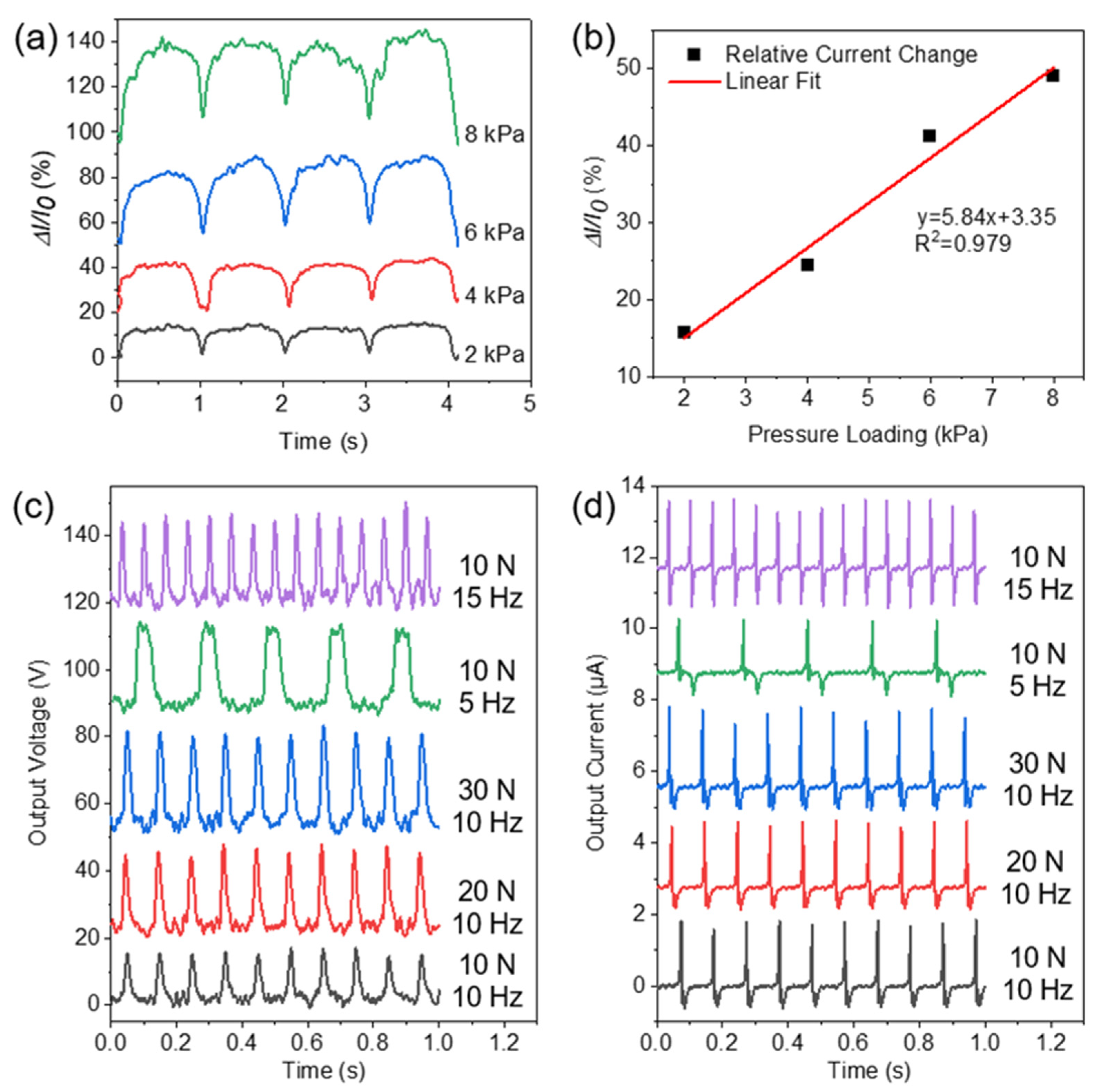
- The above electrodes and CF@PPy film were assembled into a pressure sensor, which could indicate the change in pressure and had a high sensitivity (0.0584 KPa−1).
- (4)
- TENG was constructed by using CF@PPy film as a tribo-positive friction layer, which could achieve a high electrical energy output (voltage = 29.78 V, current = 2.12 μA).
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, Y.L.; Tang, H.Y.; Ribbe, A.; Duzhko, V.; Woodard, T.L.; Ward, J.E.; Bai, Y.; Nevin, K.P.; Nonnenmann, S.S.; Russell, T.; et al. Conductive Composite Materials Fabricated from Microbially Produced Protein Nanowires. Small 2018, 14, 1802624. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.; Kwon, H.; Seo, J.; Shin, S.; Koo, J.H.; Pang, C.; Son, S.; Kim, J.H.; Jang, Y.H.; Kim, D.E.; et al. Conductive Fiber-Based Ultrasensitive Textile Pressure Sensor for Wearable Electronics. Adv. Mater. 2015, 27, 2433–2439. [Google Scholar] [CrossRef] [PubMed]
- Agate, S.; Joyce, M.; Lucia, L.; Pal, L. Cellulose and nanocellulose-based flexible-hybrid printed electronics and conductive composites-A review. Carbohyd. Polym. 2018, 198, 249–260. [Google Scholar] [CrossRef] [PubMed]
- Hansen, T.S.; West, K.; Hassager, O.; Larsen, N.B. Highly stretchable and conductive polymer material made from poly (3,4-ethylenedioxythiophene) and polyurethane elastomers. Adv. Funct. Mater. 2007, 17, 3069–3073. [Google Scholar] [CrossRef]
- Cai, B.; Wang, L.Y.; Yu, F.; Jia, J.M.; Li, J.L.; Li, X.S.; Yang, X.J.; Jiang, Y.; Lu, W. Compressible piezoresistive pressure sensor based on Ag nanowires wrapped conductive carbonized melamine foam. Appl. Phys. A 2022, 128, 6. [Google Scholar] [CrossRef]
- Zhang, J.K.; Guo, Z.W.; Chen, S.; Dong, H.L.; Zhang, X.; Qin, Y.L.; Yao, C.L.; Xu, F. High-barrier, strong, and antibacterial paper fabricated by coating acetylated cellulose and cinnamaldehyde for food packaging. Cellulose 2021, 28, 4371–4384. [Google Scholar] [CrossRef]
- Chen, S.; Song, Y.J.; Ding, D.Y.; Ling, Z.; Xu, F. Flexible and Anisotropic Strain Sensor Based on Carbonized Crepe Paper with Aligned Cellulose Fibers. Adv. Funct. Mater. 2018, 28, 1802547. [Google Scholar] [CrossRef]
- Zhang, J.K.; Xu, Y.L.; Li, X.; Li, H.C.; Yao, C.L.; Chen, S.; Xu, F. Leak-free, high latent heat and self-cleaning phase change materials supported by layered cellulose/Fe3O4 skeleton for light-to-thermal energy conversion. Energ. Convers. Manag. 2022, 256, 115357. [Google Scholar] [CrossRef]
- Zhong, Y.L.; Wu, J.W.; Kang, H.L.; Liu, R.G. Choline hydroxide based deep eutectic solvent for dissolving cellulose. Green Chem. 2022, 24, 2464–2475. [Google Scholar] [CrossRef]
- Pinkert, A.; Marsh, K.N.; Pang, S.S.; Staiger, M.P. Ionic Liquids and Their Interaction with Cellulose. Chem. Rev. 2009, 109, 6712–6728. [Google Scholar] [CrossRef]
- Lam, E.; Hemraz, U.D. Preparation and Surface Functionalization of Carboxylated Cellulose Nanocrystals. Nanomaterials 2021, 11, 1641. [Google Scholar] [CrossRef] [PubMed]
- Montes, S.; Azcune, I.; Cabanero, G.; Grande, H.J.; Odriozola, I.; Labidi, J. Functionalization of Cellulose Nanocrystals in Choline Lactate Ionic Liquid. Materials 2016, 9, 499. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tang, J.T.; Sisler, J.; Grishkewich, N.; Tam, K.C. Functionalization of cellulose nanocrystals for advanced applications. J. Colloid Interf. Sci. 2017, 494, 397–409. [Google Scholar] [CrossRef] [PubMed]
- Oprea, M.; Voicu, S.I. Recent Advances in Applications of Cellulose Derivatives-Based Composite Membranes with Hydroxyapatite. Materials 2020, 13, 2481. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Xu, D.; Huang, Y.C.; Wang, P.Q.; Huang, J.; Zhou, J.Y.; Liu, W.F.; Li, S.T.; Huang, Y.; Duan, X.F. Robust Flexible Pressure Sensors Made from Conductive Micropyramids for Manipulation Tasks. ACS Nano 2020, 14, 12866–12876. [Google Scholar] [CrossRef]
- Oh, H.; Kwak, S.S.; Kim, B.; Han, E.; Lim, G.H.; Kim, S.W.; Lim, B. Highly Conductive Ferroelectric Cellulose Composite Papers for Efficient Triboelectric Nanogenerators. Adv. Funct. Mater. 2019, 29, 1904066. [Google Scholar] [CrossRef]
- Cai, C.; Gong, H.; Li, W.P.; Gao, F.; Jiang, Q.S.; Cheng, Z.Q.; Han, Z.L.; Li, S.J. A flexible and highly sensitive pressure sensor based on three-dimensional electrospun carbon nanofibers. RSC Adv. 2021, 11, 13898–13905. [Google Scholar] [CrossRef]
- Wang, D.Y.; Wang, L.L.; Lou, Z.; Zheng, Y.Q.; Wang, K.; Zhao, L.J.; Han, W.; Jiang, K.; Shen, G.Z. Biomimetic, biocompatible and robust silk Fibroin-MXene film with stable 3D cross-link structure for flexible pressure sensors. Nano Energy 2020, 78, 105252. [Google Scholar] [CrossRef]
- Chen, S.; Huang, T.; Zuo, H.; Qian, S.H.; Guo, Y.F.; Sun, L.J.; Lei, D.; Wu, Q.L.; Zhu, B.; He, C.L.; et al. A Single Integrated 3D-Printing Process Customizes Elastic and Sustainable Triboelectric Nanogenerators for Wearable Electronics. Adv. Funct. Mater. 2018, 28, 1805108. [Google Scholar] [CrossRef]
- Gvishi, R.; Sokolov, I. 3D sol-gel printing and sol-gel bonding for fabrication of macro- and micro/nano-structured photonic devices. J. Sol-Gel. Sci. Technol. 2020, 95, 635–648. [Google Scholar] [CrossRef]
- Ahmadi, S.; Esmaeilzadeh, M. Effects of electrostatic potential on spin-inversion in nano-scale graphene sheets with a single Rashba spin-orbit barrier. Micro Nano Lett. 2012, 7, 790–794. [Google Scholar] [CrossRef]
- Rojek, I.; Mikolajewski, D.; Macko, M.; Szczepanski, Z.; Dostatni, E. Optimization of Extrusion-Based 3D Printing Process Using Neural Networks for Sustainable Development. Materials 2021, 14, 2737. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.J.; Gao, T.T.; Yang, Z.; Chen, C.J.; Luo, W.; Song, J.W.; Hitz, E.; Jia, C.; Zhou, Y.B.; Liu, B.Y.; et al. 3D-Printed, All-in-One Evaporator for High-Efficiency Solar Steam Generation under 1 Sun Illumination. Adv. Mater. 2017, 29, 1700981. [Google Scholar] [CrossRef] [PubMed]
- Saadi, M.; Maguire, A.; Pottackal, N.; Thakur, M.S.H.; Ikram, M.M.; Hart, A.J.; Ajayan, P.M.; Rahman, M.M. Direct Ink Writing: A 3D Printing Technology for Diverse Materials. Adv. Mater. 2022, e2108855. [Google Scholar] [CrossRef] [PubMed]
- Savitskaya, I.S.; Shokatayeva, D.H.; Kistaubayeva, A.S.; Ignatova, L.V.; Digel, I.E. Antimicrobial and wound healing properties of a bacterial cellulose based material containing B. subtilis cells. Heliyon 2019, 5, e02592. [Google Scholar] [CrossRef] [Green Version]
- Sidi Salah, L.S.; Ouslimani, N.; Chouai, M.; Danlee, Y.; Huynen, I.; Aksas, H. Predictive Optimization of Electrical Conductivity of Polycarbonate Composites at Different Concentrations of Carbon Nanotubes: A Valorization of Conductive Nanocomposite Theoretical Models. Materials 2021, 14, 1687. [Google Scholar] [CrossRef]
- Wei, H.G.; Ding, D.W.; Wei, S.Y.; Guo, Z.H. Anticorrosive conductive polyurethane multiwalled carbon nanotube nanocomposites. J. Mater. Chem. A 2013, 1, 10805–10813. [Google Scholar] [CrossRef]
- Denneulin, A.; Bras, J.; Blayo, A.; Neuman, C. Substrate pre-treatment of flexible material for printed electronics with carbon nanotube based ink. Appl. Surf. Sci. 2011, 257, 3645–3651. [Google Scholar] [CrossRef]
- Lu, S.; Franklin, A.D. Printed carbon nanotube thin-film transistors: Progress on printable materials and the path to applications. Nanoscale 2020, 12, 23371–23390. [Google Scholar] [CrossRef]
- Wang, K.; Chang, Y.H.; Zhang, C.; Wang, B. Conductive-on-demand: Tailorable polyimide/carbon nanotube nanocomposite thin film by dual-material aerosol jet printing. Carbon 2016, 98, 397–403. [Google Scholar] [CrossRef]
- Jang, S.Y.; Seshadri, V.; Khil, M.S.; Kumar, A.; Marquez, M.; Mather, P.T.; Sotzing, G.A. Welded electrochromic conductive polymer nanofibers by electrostatic spinning. Adv. Mater. 2005, 17, 2177–2180. [Google Scholar] [CrossRef]
- Zhou, F.L.; Gong, R.H.; Porat, I. Mass production of nanofibre assemblies by electrostatic spinning. Polym. Int. 2009, 58, 331–342. [Google Scholar] [CrossRef]
- Hussain, N.; Yousif, M.; Ali, A.; Mehdi, M.; Ullah, S.; Ullah, A.; Mahar, F.K.; Kim, I.S. A facile approach to synthesize highly conductive electrospun aramid nanofibers via electroless deposition. Mater. Chem. Phys. 2020, 255, 123614. [Google Scholar] [CrossRef]
- Hussain, N.; Mehdi, M.; Siyal, S.H.; Wassan, R.K.; Hashemikia, S.; Sarwar, M.N.; Yamaguchi, T.; Kim, I.S. Conductive and antibacterial cellulose nanofibers decorated with copper nanoparticles for potential application in wearable devices. J. Appl. Polym. Sci. 2021, 138, e51381. [Google Scholar] [CrossRef]
- Hussain, N.; Mehdi, M.; Yousif, M.; Ali, A.; Ullah, S.; Hussain Siyal, S.; Hussain, T.; Kim, I.S. Synthesis of Highly Conductive Electrospun Recycled Polyethylene Terephthalate Nanofibers Using the Electroless Deposition Method. Nanomaterials 2021, 11, 531. [Google Scholar] [CrossRef] [PubMed]
- Song, N.; Pan, H.D.; Liang, X.F.; Cao, D.L.; Shi, L.Y.; Ding, P. Structural design of multilayer thermally conductive nanofibrillated cellulose hybrid film with electrically insulating and antistatic properties. J. Mater. Chem. C 2018, 6, 7085–7091. [Google Scholar] [CrossRef]
- Kaynak, A.; Zolfagharian, A.; Featherby, T.; Bodaghi, M.; Mahmud, M.A.P.; Kouzani, A.Z. Electrothermal Modeling and Analysis of Polypyrrole-Coated Wearable E-Textiles. Materials 2021, 14, 550. [Google Scholar] [CrossRef]
- Tang, Q.W.; Sun, X.M.; Li, Q.H.; Lin, J.M.; Wu, J.H. Preparation and electrical conductivity of SiO2/polypyrrole nanocomposite. J. Mater. Sci. 2009, 44, 849–854. [Google Scholar] [CrossRef]
- Fan, L.Z.; Maier, J. High-performance polypyrrole electrode materials for redox supercapacitors. Electrochem. Commun. 2006, 8, 937–940. [Google Scholar] [CrossRef]
- Qin, Z.; Lv, Y.H.; Fang, X.H.; Zhao, B.; Niu, F.X.; Min, L.Z.; Pan, K. Ultralight polypyrrole crosslinked nanofiber aerogel for highly sensitive piezoresistive sensor. Chem. Eng. J. 2022, 427, 131650. [Google Scholar] [CrossRef]
- Bayat, M.; Izadan, H.; Santiago, S.; Estrany, F.; Dinari, M.; Semnani, D.; Aleman, C.; Guirado, G. Study on the electrochromic properties of polypyrrole layers doped with different dye molecules. Electroanal. Chem. 2021, 886, 115113. [Google Scholar] [CrossRef]
- Parit, M.; Du, H.S.; Zhang, X.Y.; Prather, C.; Adams, M.; Jiang, Z.H. Polypyrrole and cellulose nanofiber based composite films with improved physical and electrical properties for electromagnetic shielding applications. Carbohyd. Polym. 2020, 240, 116304. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Liu, Y.; Fan, L.; Yan, W. Ethyl cellulose particles loaded with alpha-tocopherol for inhibiting thermal oxidation of soybean oil. Carbohydr. Polym. 2021, 252, 117169. [Google Scholar] [CrossRef] [PubMed]
- Heredia-Guerrero, J.A.; Ceseracciu, L.; Guzman-Puyol, S.; Paul, U.C.; Alfaro-Pulido, A.; Grande, C.; Vezzulli, L.; Bandiera, T.; Bertorelli, R.; Russo, D.; et al. Antimicrobial, antioxidant, and waterproof RTV silicone-ethyl cellulose composites containing clove essential oil. Carbohydr. Polym. 2018, 192, 150–158. [Google Scholar] [CrossRef]
- Reyes-Melo, M.E.; Miranda-Valdez, I.Y.; Puente-Cordova, J.G.; Camarillo-Hernandez, C.A.; Lopez-Walle, B. Fabrication and characterization of a biocompatible hybrid film based on silver nanoparticle/ethyl cellulose polymer. Cellulose 2021, 28, 9227–9240. [Google Scholar] [CrossRef]
- Sangroniz, L.; Landa, M.; Fernandez, M.; Santamaria, A. Matching Rheology, Conductivity and Joule Effect in PU/CNT Nanocomposites. Polymers 2021, 13, 950. [Google Scholar] [CrossRef]
- Uğur, Ş.; Yargi, Ö.; Pekcan, Ö. Conductivity percolation of carbon nanotubes (CNT) in polystyrene (PS) latex film. Can. J. Chem. 2010, 88, 267–276. [Google Scholar] [CrossRef]
- Ebers, L.S.; Laborie, M.P. Direct Ink Writing of Fully Bio-Based Liquid Crystalline Lignin/Hydroxypropyl Cellulose Aqueous Inks: Optimization of Formulations and Printing Parameters. ACS Appl. Bio Mater. 2020, 3, 6897–6907. [Google Scholar] [CrossRef]
- Cao, W.T.; Ma, C.; Mao, D.S.; Zhang, J.; Ma, M.G.; Chen, F. MXene-Reinforced Cellulose Nanofibril Inks for 3D-Printed Smart Fibres and Textiles. Adv. Funct. Mater. 2019, 29, 1905898. [Google Scholar] [CrossRef]
- Dong, T.; Tian, N.; Xu, B.; Huang, X.H.; Chi, S.; Liu, Y.M.; Lou, C.W.; Lin, J.H. Biomass poplar catkin fiber-based superhydrophobic aerogel with tubular-lamellar interweaved neurons-like structure. J. Hazard. Mater. 2022, 429, 128290. [Google Scholar] [CrossRef]
- Lapka, T.; Kopecky, D.; Mazur, P.; Prokes, J.; Ulbrich, P.; Dendisova, M.; Sedlacik, M.; Hassouna, F. Elaboration and properties of nanofibrillated cellulose composites with polypyrrole nanotubes or their carbonized analogs. Synth. Met. 2021, 278, 116806. [Google Scholar] [CrossRef]
- Li, Q.; An, X.H.; Qian, X.R. Methyl Orange-Doped Polypyrrole Promoting Growth of ZIF-8 on Cellulose Fiber with Tunable Tribopolarity for Triboelectric Nanogenerator. Polymers 2022, 14, 332. [Google Scholar] [CrossRef]
- Ramesh, S.; Shanti, R.; Morris, E. Plasticizing effect of 1-allyl-3-methylimidazolium chloride in cellulose acetate based polymer electrolytes. Carbohydr. Polym. 2012, 87, 2624–2629. [Google Scholar] [CrossRef]
- Ramesh, S.; Shanti, R.; Morris, E. Characterization of conducting cellulose acetate based polymer electrolytes doped with “green” ionic mixture. Carbohydr. Polym. 2013, 91, 14–21. [Google Scholar] [CrossRef]
- Sanches, E.A.; Alves, S.F.; Soares, J.C.; da Silva, A.M.; da Silva, C.G.; de Souza, S.M.; da Frota, H.O. Nanostructured polypyrrole powder: A structural and morphological characterization. J. Nanomater. 2015, 2015, 129678. [Google Scholar] [CrossRef]
- Chen, S.; Chen, Y.L.; Li, D.Q.; Xu, Y.L.; Xu, F. Flexible and Sensitivity-Adjustable Pressure Sensors Based on Carbonized Bacte rial Nanocellulose/Wood-Derived Cellulose Nanofibril Composite Aerogels. ACS Appl. Mater. Inter. 2021, 13, 8754–8763. [Google Scholar] [CrossRef]
- Ke, K.H.; Chung, C.K. High-Performance Al/PDMS TENG with Novel Complex Morphology of Two-Height Microneedles Array for High-Sensitivity Force-Sensor and Self-Powered Application. Small 2020, 16, e2001209. [Google Scholar] [CrossRef]
- Lei, H.; Chen, Y.; Gao, Z.; Wen, Z.; Sun, X. Advances in self-powered triboelectric pressure sensors. J. Mater. Chem. A 2021, 9, 20100–20130. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, H.; Cao, S.; Yuan, Z.; Ding, J.; Sang, S. Tube-based triboelectric nanogenerator for self-powered detecting blockage and monitoring air pressure. Nano Energy 2018, 52, 71–77. [Google Scholar] [CrossRef]
- Yao, H.B.; Ge, J.; Wang, C.F.; Wang, X.; Hu, W.; Zheng, Z.J.; Ni, Y.; Yu, S.H. A Flexible and Highly Pressure-Sensitive Graphene-Polyurethane Sponge Based on Fractured Microstructure Design. Adv. Mater. 2013, 25, 6692–6698. [Google Scholar] [CrossRef]
- Ge, G.; Cai, Y.; Dong, Q.; Zhang, Y.; Shao, J.; Huang, W.; Dong, X. A Flexible Pressure Sensor Based on RGO/Polyaniline Wrapped Sponge with Tunable Sensitivity for Human Motion Detection. Nanoscale 2018, 10, 10033–10040. [Google Scholar] [CrossRef]
- Qin, Y.; Peng, Q.; Ding, Y.; Lin, Z.; Wang, C.; Li, Y.; Xu, F.; Li, J.; Yuan, Y.; He, X.; et al. Lightweight, Superelastic, and Mechanically Flexible Graphene/Polyimide Nanocomposite Foam for Strain Sensor Application. ACS Nano 2015, 9, 8933–8941. [Google Scholar] [CrossRef]
- Kuang, J.; Dai, Z.; Liu, L.; Yang, Z.; Jin, M.; Zhang, Z. Synergistic Effects from Graphene and Carbon Nanotubes Endow Ordered Hierarchical Structure Foams with a Combination of Compressibility, Super-Elasticity and Stability and Potential Application as Pressure Sensors. Nanoscale 2015, 7, 9252–9260. [Google Scholar] [CrossRef]
- Ge, G.; Zhang, Y.; Shao, J.; Wang, W.; Si, W.; Huang, W.; Dong, X. Stretchable, Transparent, and Self-Patterned Hydrogel-Based Pressure Sensor for Human Motions Detection. Adv. Funct. Mater. 2018, 28, 1802576. [Google Scholar] [CrossRef]
- Duan, J.; Liang, X.; Guo, J.; Zhu, K.; Zhang, L. Ultra-Stretchable and Force-Sensitive Hydrogels Reinforced with Chitosan Microspheres Embedded in Polymer Networks. Adv. Mater. 2016, 28, 8037–8044. [Google Scholar] [CrossRef]
- Si, Y.; Wang, L.; Wang, X.; Tang, N.; Yu, J.; Ding, B. Ultrahigh-Water-Content, Superelastic, and Shape-Memory Nanofiber-Assembled Hydrogels Exhibiting Pressure Responsive Conductivity. Adv. Mater. 2017, 29, 1–7. [Google Scholar] [CrossRef]
- Mohammad Haniff, M.A.S.; Muhammad Hafiz, S.; Wahid, K.A.A.; Endut, Z.; Wah Lee, H.; Bien, D.C.S.; Abdul Azid, I.; Abdullah, M.Z.; Ming Huang, N.; Abdul Rahman, S. Piezoresistive Effects in Controllable Defective HFTCVD Graphene-Based Flexible Pressure Sensor. Sci. Rep. 2015, 5, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Li, X.; Lu, X.; Bao, W.; Chen, R. Three-Dimensional Interfacial Stress Sensor Based on Graphene Foam. IEEE Sens. J. 2018, 8, 1. [Google Scholar] [CrossRef]
- Jian, M.; Xia, K.; Wang, Q.; Yin, Z.; Wang, H.; Wang, C.; Xie, H.; Zhang, M.; Zhang, Y. Flexible and highly sensitive pressure sensors based on bionic hierarchical structures. Adv. Funct. Mater. 2017, 27, 1606066. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, R.; Zhang, J.; Yang, J.; Xu, Y.; Li, C.; Chen, S.; Xu, F. Direct-Ink-Write Printing and Electrospinning of Cellulose Derivatives for Conductive Composite Materials. Materials 2022, 15, 2840. https://doi.org/10.3390/ma15082840
Shi R, Zhang J, Yang J, Xu Y, Li C, Chen S, Xu F. Direct-Ink-Write Printing and Electrospinning of Cellulose Derivatives for Conductive Composite Materials. Materials. 2022; 15(8):2840. https://doi.org/10.3390/ma15082840
Chicago/Turabian StyleShi, Runfeng, Jiankang Zhang, Jinheng Yang, Yanglei Xu, Cuihuan Li, Sheng Chen, and Feng Xu. 2022. "Direct-Ink-Write Printing and Electrospinning of Cellulose Derivatives for Conductive Composite Materials" Materials 15, no. 8: 2840. https://doi.org/10.3390/ma15082840