
A Study of Hot Deformation Behavior of T15MN High-Speed Steel during Thermal Compression


Abstract
:1. Introduction
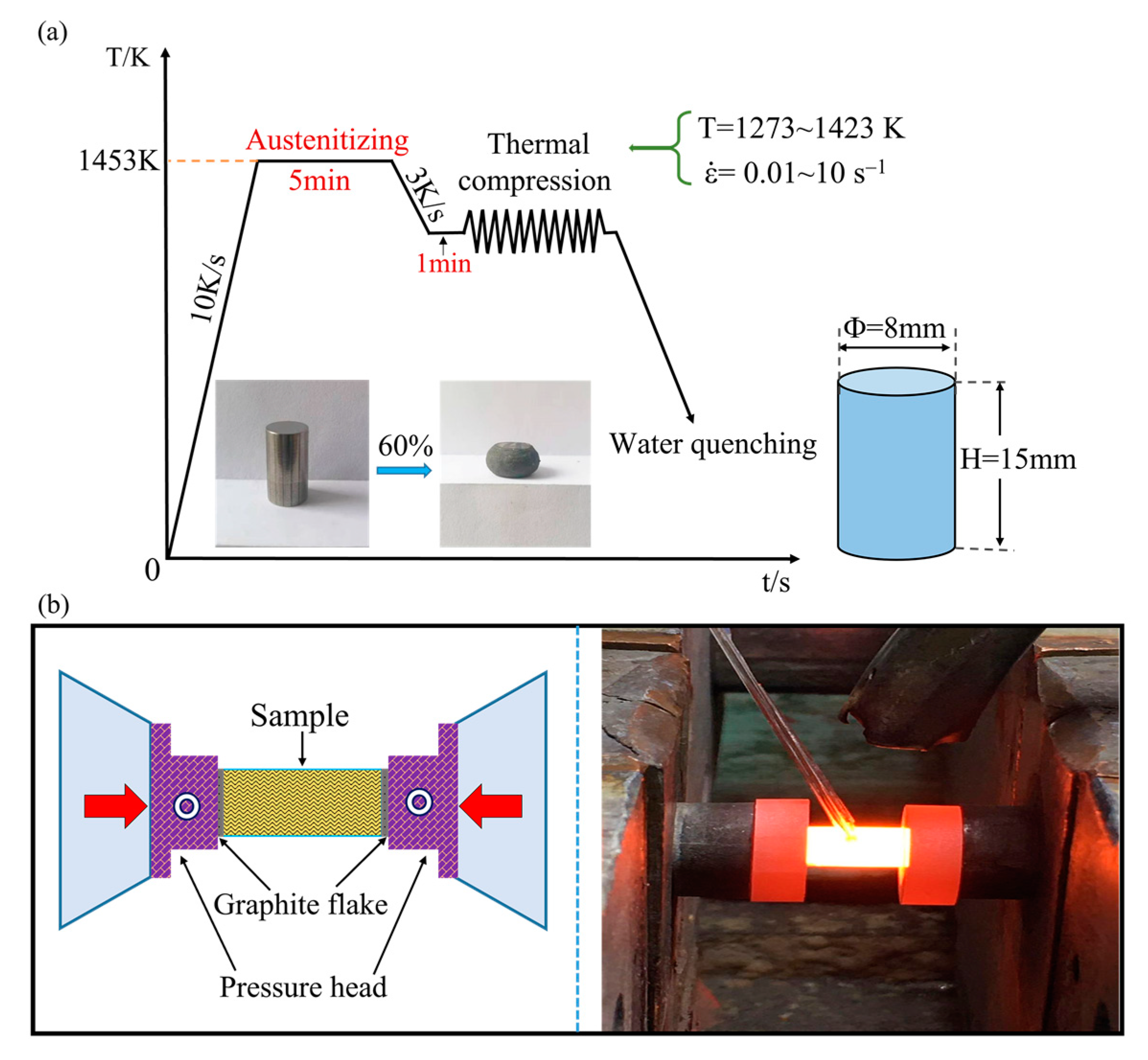
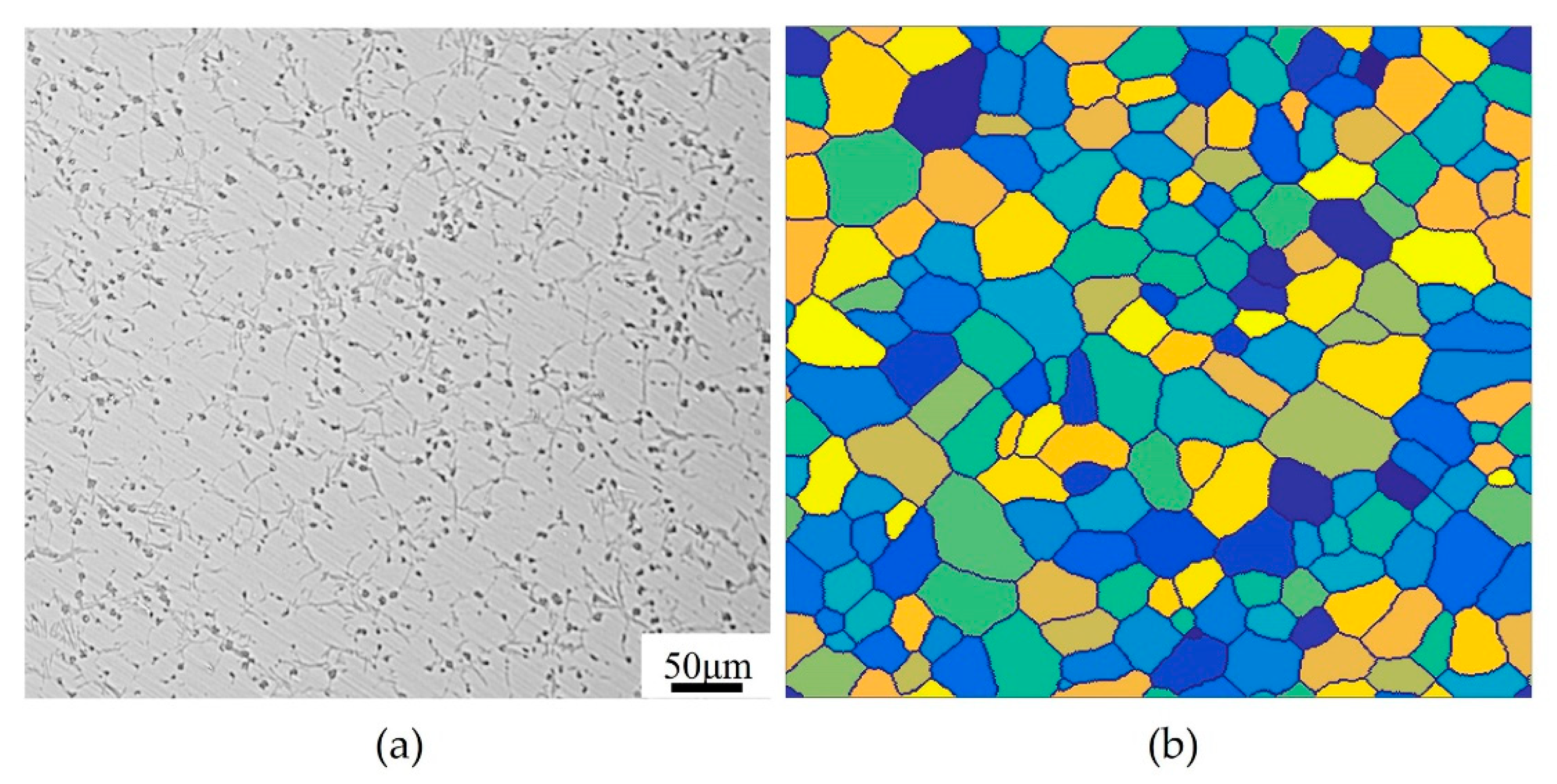
2. Materials and Methods
3. Modeling of DRX Behavior by CA Method
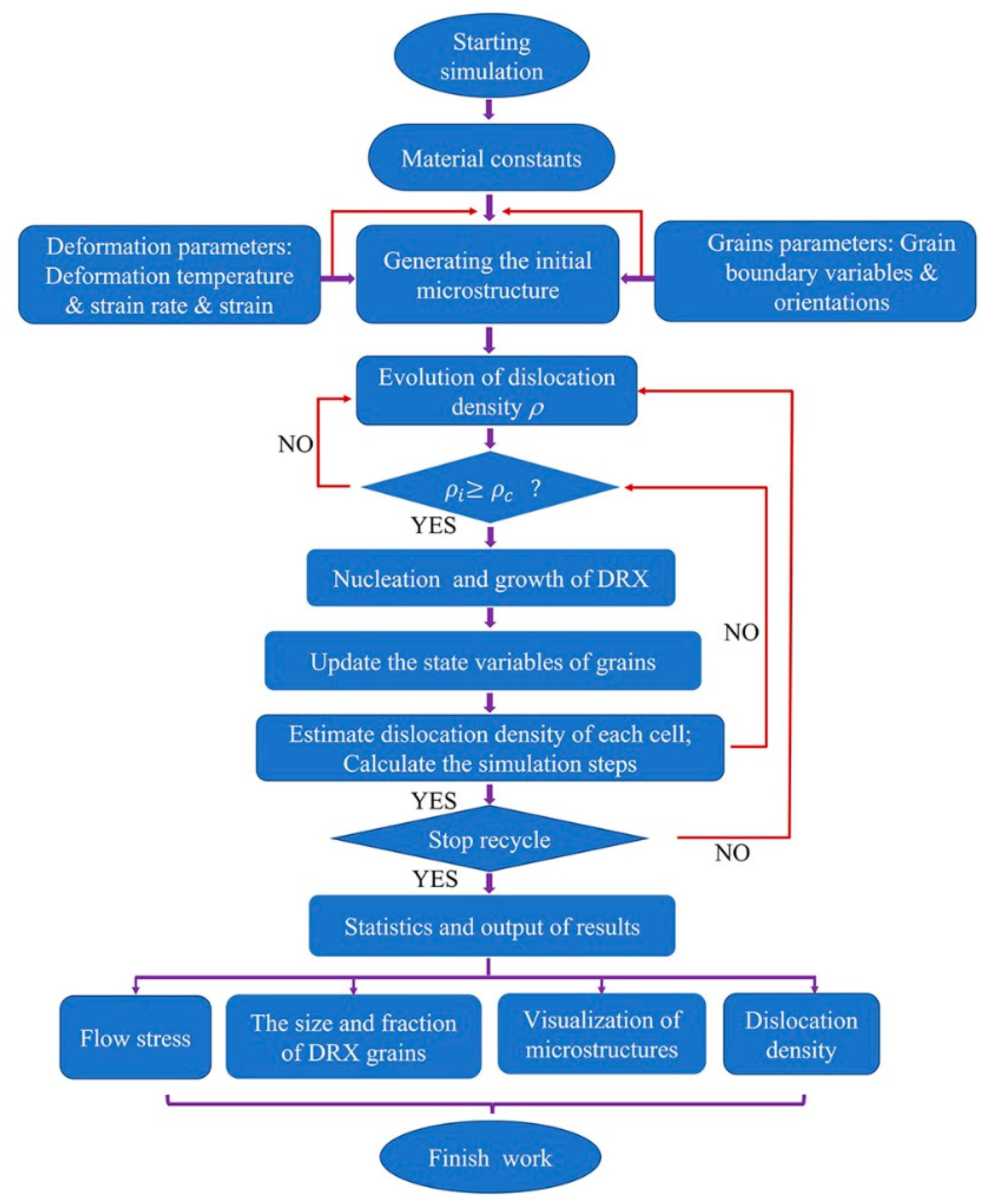
3.1. Introduction to the CA Model
3.2. Model of Dislocation Density Evolution
3.3. Model of DRX Nucleation
3.4. Model of DRX Grain Growth
3.5. Conditions and Parameters of the Model
- (1)
- Before the deformation of the samples, the initial dislocation density of each original grain within the matrix is equal and evenly distributed. The dislocation density will increase as the strain increases, and when reaching the critical dislocation density , DRX is induced.
- (2)
- The initial dislocation density of the newly formed R-grains is assumed to be zero, and its value also increases with the continuous increase of strain.
- (3)
- The nucleation of DRX occurs only at the original grain boundaries and the R-grains boundaries.
4. Results and Discussion
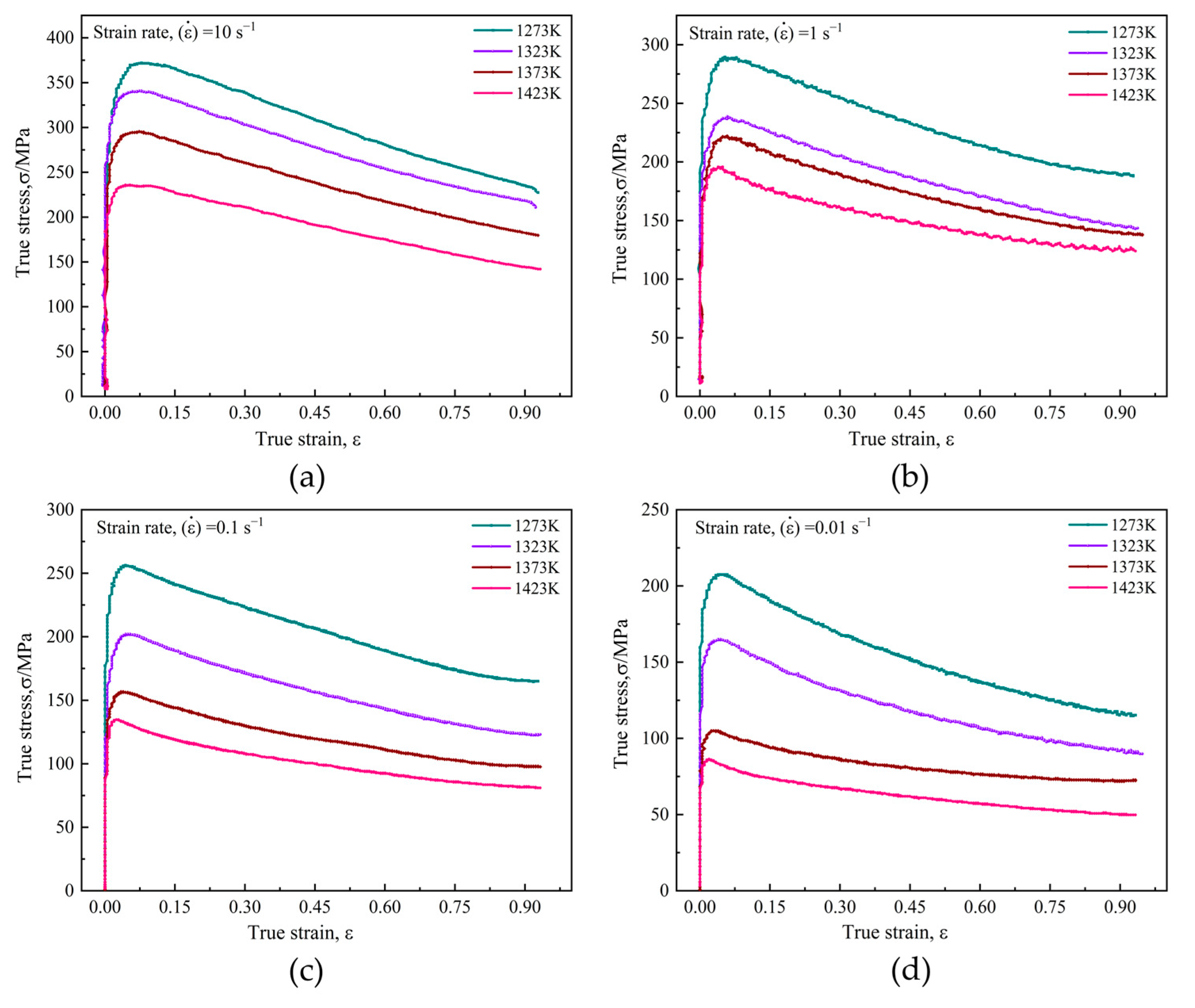
4.1. True Stress–Strain Curves
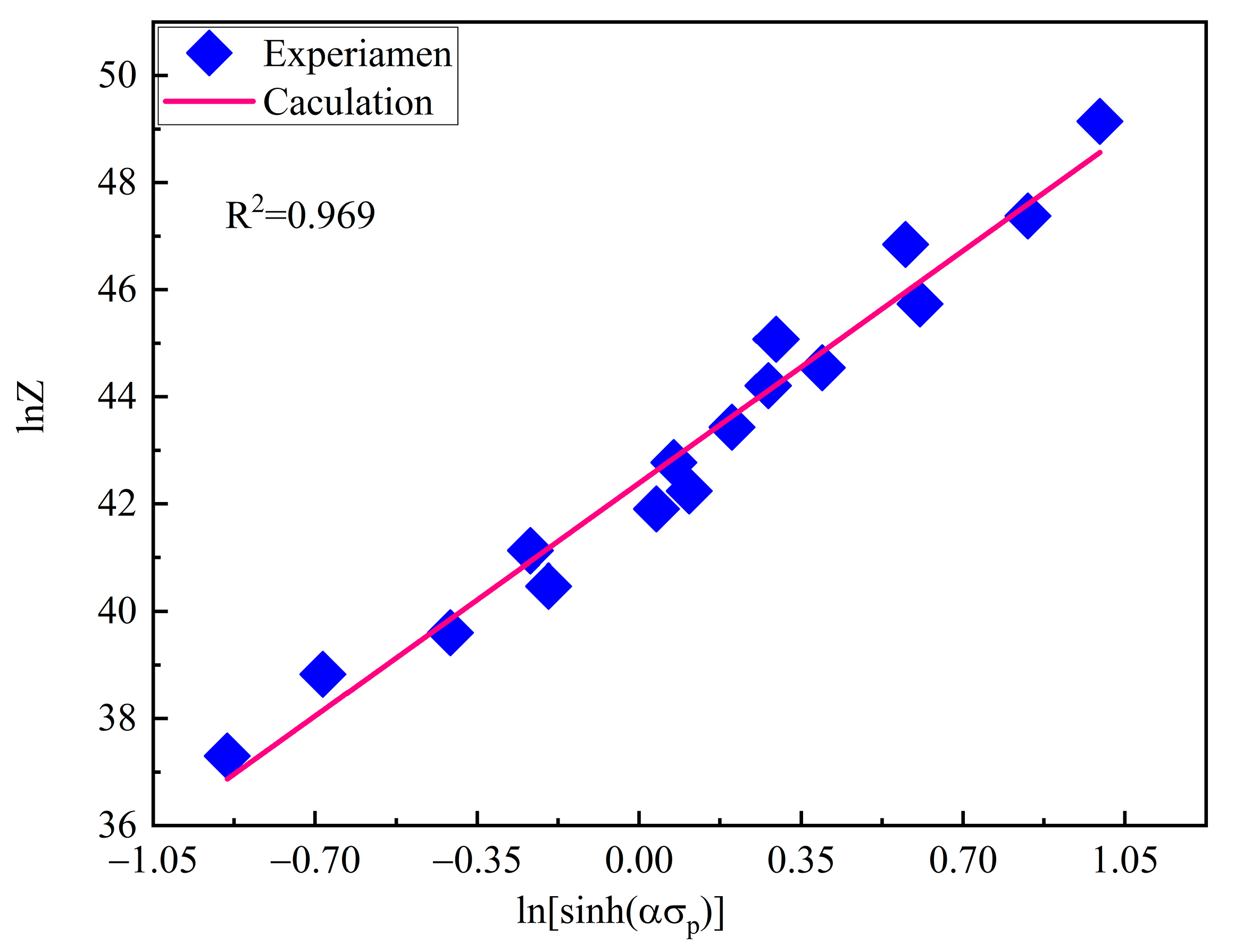
4.2. Constitutive Equations and Hot Deformation Activation Energy
4.3. Simulation of DRX Process
4.3.1. The Evolution of DRX Microstructure
4.3.2. Prediction of Dislocation Density
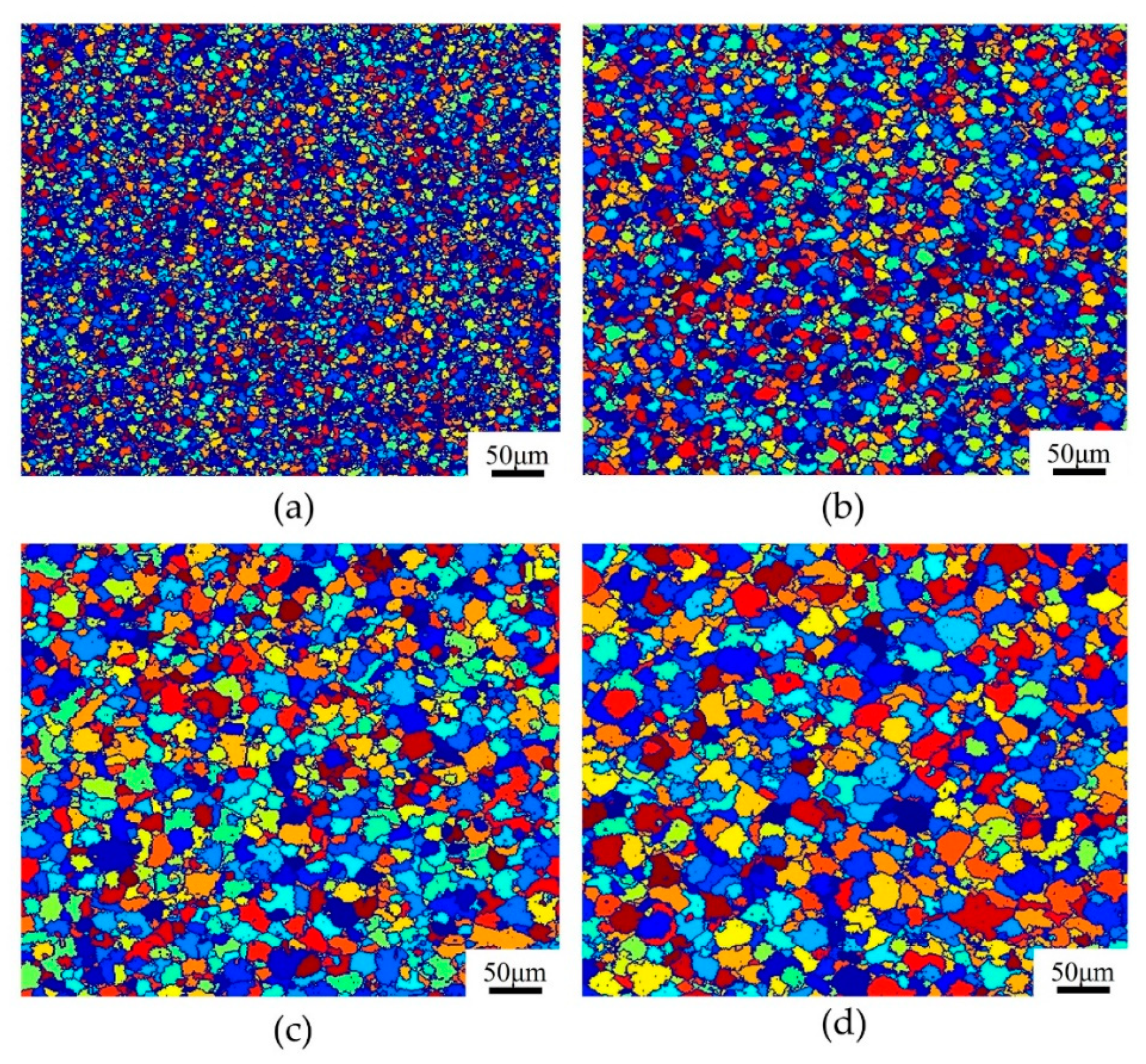
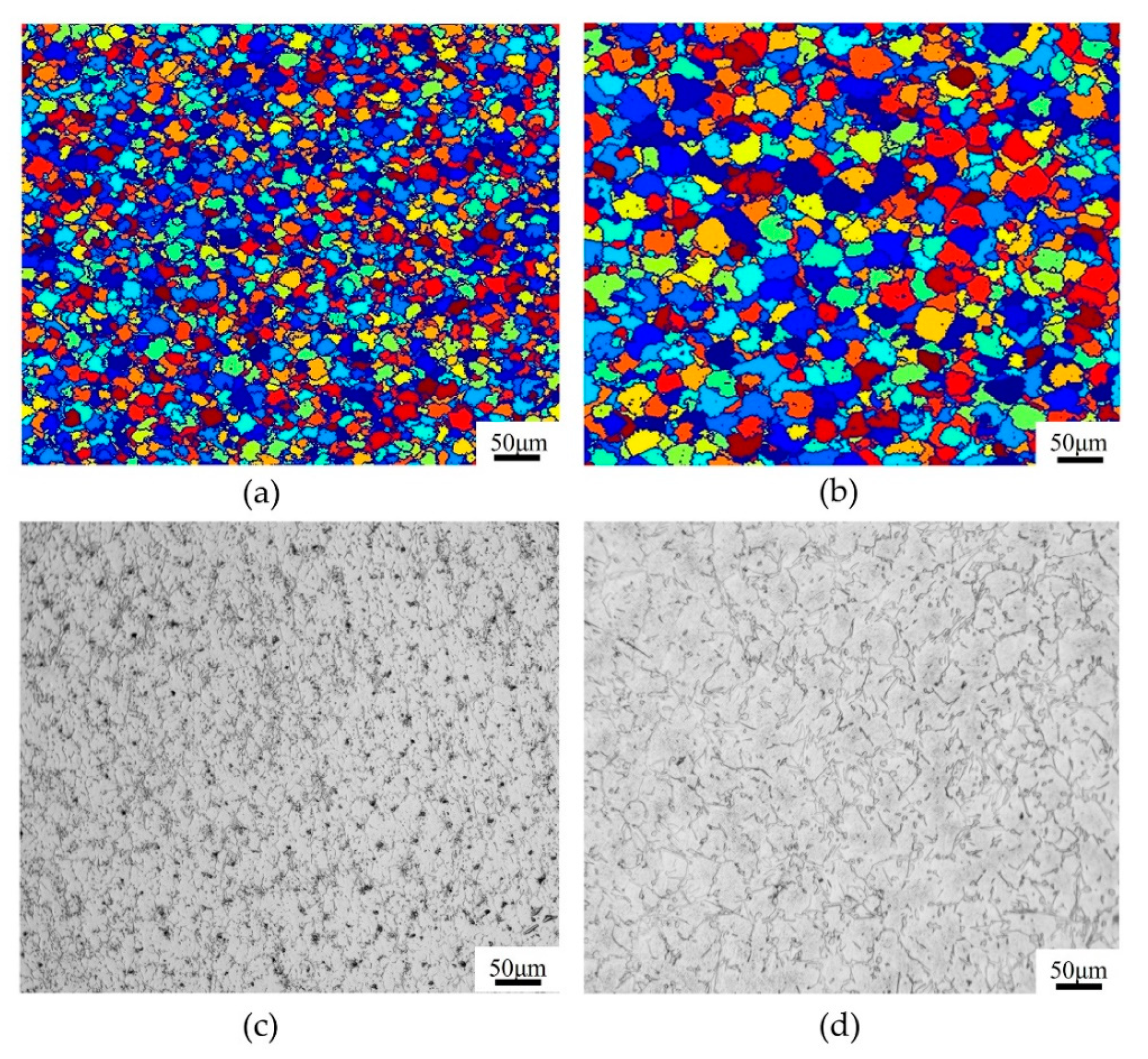
4.3.3. Effect of Deformation Temperature and Strain Rate on Microstructure
4.3.4. Verification of Flow Stress Curves
5. Conclusions
- (1)
- All the flow stress curves are characterized by a single peak, which indicates the occurrence of DRX behavior. Additionally, flow stress is very sensitive to deformation temperatures, strain rates, and strain. True stress will decrease with decreasing strain rate and increasing deformation temperature. Based on experimental analysis, the constitutive equation and thermal activation energy are obtained. In this regard, the Arrhenius equations containing the Z parameter can be expressed as:
- (2)
- The concepts and components of the cellular automata model were introduced, mainly including component cell, cell space, neighbor types, and transformation rules. In addition, the models of dislocation density evolution, nucleation, and growth of DRX grains were illustrated and integrated into the model. Then, a 2D CA model was established in this study to describe the DRX behavior of T15 HSS, which was implemented on the MATLAB platform. This method provided a mesoscopic model to bridge the macroscopic hot-working process with the microscopic DRX behavior, enabling real-time visualization of the microstructural evolution of metal materials during hot deformation.
- (3)
- Based on the proposed DRX-CA model, an investigation was performed on the effect of deformation parameters on the evolution and prediction of microstructure, variation of dislocation density, and flow stress behavior. Both the increased deformation temperature and the decreased strain rate can promote an increase in the average size and fraction of R-grains, as well as the dislocation density. The good agreement between the experimental and simulation results indicates that the established DRX-CA model can provide a certain theoretical reference for the prediction of microstructure and regulation of properties for the material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, L.J.; Wei, S.Z.; Xiao, F.N.; Zhou, H.; Zhang, G.S.; Li, J.W. Effects of carbides on abrasive wear properties and failure behaviours of high speed steels with different alloy element content. Wear 2017, 376–377, 968–974. [Google Scholar] [CrossRef]
- Li, W.; Jiao, S.; Tong, W.; Zang, X.; Wang, G.; Jiang, Z.; Li, H. Effect of secondary aerosol cooling on the characteristics of Carbides in M42 high-speed steel produced by the electroslag remelting withdrawal process. Steel Res. Int. 2020, 91, 200139. [Google Scholar] [CrossRef]
- Furuya, K.; Jitsukawa, S.; Saito, T. Application of the sinter-HIP method to manufacture Cr-Mo-W-V-Co high-speed steel via Powder Metallurgy. Materials 2022, 15, 2300. [Google Scholar] [CrossRef]
- Zhang, T.; Lu, S.H.; Wu, Y.X.; Gong, H. Optimization of deformation parameters of dynamic recrystallization for 7055 aluminum alloy by cellular automaton. T. Nonferr. Metal. Soc. 2017, 27, 1327–1337. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Guérin, J.-D.; Dubar, M.; Staia, M.H.; Lesage, J.; Chicot, D. Constitutive description for the design of hot-working operations of a 20MnCr5 steel grade. Mater. Des. 2014, 62, 255–264. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M.; Morakabati, M.; Badri, H.; Wang, X. Dynamic recrystallization behavior and constitutive analysis of Incoloy 901 under hot working condition. Mater. Sci. Eng. A 2014, 615, 51–60. [Google Scholar] [CrossRef]
- Dolzhenko, P.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Peculiarities of DRX in a highly-alloyed austenitic stainless steel. Materials 2021, 14, 4004. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Liu, Y.X.; Lin, Y.C.; Zhou, Y. 2D cellular automaton simulation of hot deformation behavior in a Ni-based superalloy under varying thermal-mechanical conditions. Mater. Sci. Eng. A 2017, 691, 88–99. [Google Scholar]
- Qian, M.; Guo, Z.X. Cellular automata simulation of microstructural evolution during dynamic recrystallization of an HY-100 steel. Mater. Sci. Eng. A 2004, 365, 180–185. [Google Scholar] [CrossRef]
- Long, J.C.; Zhu, N.Y.; Xia, Q.X.; Cheng, X.Q. A study of the dynamic recrystallization behavior of Ni-based superalloy during hot power spinning based on cellular automaton. Adv. Eng. Mater. 2018, 21, 1801022. [Google Scholar] [CrossRef]
- Li, X.L.; Li, X.L.; Zhou, H.; Zhou, X.; Li, F.B.; Liu, Q. Simulation of dynamic recrystallization in AZ80 magnesium alloy using cellular automaton. Comput. Mater. Sci. 2017, 140, 95–104. [Google Scholar] [CrossRef]
- Ji, H.P.; Zhang, L.G.; Liu, J.; Wang, T.Y. Microstructure prediction of 316LN stainless steel for dynamic recrystallization based on cellular automata. Key Eng. Mater. 2016, 693, 674–679. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, J.; Outeiro, J.; Xu, B.B.; Zhao, W.H. Multiscale simulation of grain refinement induced by dynamic recrystallization of Ti6Al4V alloy during high speed machining. J. Mater. Process. Technol. 2020, 286, 116834. [Google Scholar] [CrossRef]
- Li, J.C.; Xie, Z.Y.; Li, S.P.; Zang, Y.Y. Modeling on dynamic recrystallization of aluminium alloy 7050 during hot compression based on cellular automaton. J. Cent. South Univ. 2016, 23, 497–507. [Google Scholar] [CrossRef]
- Ardakani, M.K.; Morakabati, M. The effects of temperature and strain rate on the hot deformation behavior of AISI H10 tool steel. Metall. Res. Technol. 2020, 118, 107. [Google Scholar] [CrossRef]
- Qu, M.G.; Sun, S.H.; Bai, X.H.; Shi, Z.P.; Gao, Y.; Fu, W. Hot deformation behavior of As-cast AISI M2 high-speed steel containing mischmetal. J. Iron. Steel Res. Int. 2014, 21, 60–68. [Google Scholar] [CrossRef]
- Liu, Y.H.; Ning, Y.Q.; Yao, Z.K.; Fu, M.W. Hot deformation behavior of the 1.15C-4.00Cr-3.00V-6.00W-5.00Mo powder metallurgy high speed steel. Mater. Des. 2014, 54, 854–863. [Google Scholar] [CrossRef]
- Lu, L.; Hou, L.G.; Cui, H.; Huang, J.F.; Zhang, Y.A.; Zhang, J.S. Hot deformation behavior and processing map of spray formed M3: 2 high speed steel. J. Iron. Steel Res. Int. 2016, 23, 501–508. [Google Scholar] [CrossRef]
- Su, F.; Liu, W.; Wen, Z. Three-dimensional cellular automata simulation of the austenitizing process in GCr15 bearing steel. Materials 2019, 12, 3022. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.J.; Yu, H.C.; Yang, H.H.; Li, F.Z.; Wang, Z.M.; Zeng, X.Y. Prediction of microstructure in selective laser melted Ti 6Al 4V alloy by cellular automaton. J. Alloy. Compd. 2018, 748, 281–290. [Google Scholar] [CrossRef]
- Yang, J.J.; Yu, H.C.; Yin, J.; Gao, M.; Wang, Z.M.; Zeng, X.Y. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Chen, F.; Cui, Z.S.; Liu, J.; Chen, W.; Chen, S.J. Mesoscale simulation of the high-temperature austenitizing and dynamic recrystallization by coupling a cellular automaton with a topology deformation technique. Mater. Sci. Eng. A 2010, 527, 5539–5549. [Google Scholar] [CrossRef]
- Zhang, C.; Tang, X.L.; Zhang, L.W.; Cui, Y. Cellular automaton modeling of dynamic recrystallization of Ni–Cr–Mo-based C276 superalloy during hot compression. J. Mater. Res. 2019, 34, 3093–3103. [Google Scholar] [CrossRef]
- Chen, M.S.; Yuan, W.Q.; Li, H.B.; Zou, Z.H. Modeling and simulation of dynamic recrystallization behaviors of magnesium alloy AZ31B using cellular automaton method. Comput. Mater. Sci. 2017, 136, 163–172. [Google Scholar] [CrossRef]
- Roberts, W.; Ahlblom, B. A nucleation criterion for dynamic recrystallization during hot working. Acta Metall. 1978, 26, 801–813. [Google Scholar] [CrossRef]
- Chen, M.; Hu, X.D.; Zhao, H.Y.; Ju, D.Y. Recrystallization Microstructure Prediction of a Hot-Rolled AZ31 Magnesium Alloy Sheet by Using the Cellular Automata Method. Math. Probl. Eng. 2019, 2019, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Han, F.; Wang, Y.; Chen, R.; Gao, Q.; Wang, Y. Cellular automata simulation of the dynamic recrystallization of the TC4 alloy during hot compression. Mater. Tehnol. 2019, 53, 717–724. [Google Scholar] [CrossRef]
- Ding, R.; Guo, Z.X. Coupled quantitative simulation of microstructural evolution and plastic flow during dynamic recrystallization. Acta Mater. 2001, 49, 3163–3175. [Google Scholar] [CrossRef]
- Popova, E.; Staraselski, Y.; Brahme, A.; Mishra, R.K.; Inal, K. Coupled crystal plasticity—Probabilistic cellular automata approach to model dynamic recrystallization in magnesium alloys. Int. J. Plast. 2015, 66, 85–102. [Google Scholar] [CrossRef]
- Sakai, T.; Nagao, Y.; Ohashi, M.; Jonas, J.J. Flow stress and substructural change during transient dynamic recrystallization of nickel. Mater. Sci. Technol. 2013, 2, 659–665. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, M.J.; Fu, Y.F.; Wang, Z.X.; Li, Y.M.; Yang, S.K.; Zhao, H.C.; Li, H.B. Effect of borides on hot deformation behavior and microstructure evolution of powder metallurgy high borated stainless steel. Mater. Charact. 2017, 124, 182–191. [Google Scholar] [CrossRef]
- Shao, Y.; Yu, L.M.; Liu, Y.C.; Ma, Z.Q.; Li, H.J.; Wu, J.F. Hot deformation behaviors of a 9Cr oxide dispersion-strengthened steel and its microstructure characterization. Int. J. Miner. Metall. Mater. 2019, 26, 597–610. [Google Scholar] [CrossRef]
- Mohamadizadeh, A.; Zarei-Hanzaki, A.; Abedi, H.R.; Mehtonen, S.; Porter, D. Hot deformation characterization of duplex low-density steel through 3D processing map development. Mater. Charact. 2015, 107, 293–301. [Google Scholar] [CrossRef]
- Yan, N.; Di, H.S.; Huang, H.Q.; Misra, R.D.K.; Deng, Y.G. Hot Deformation Behavior and Processing Maps of a Medium Manganese TRIP Steel. Acta Metall. Sin. 2019, 32, 1021–1031. [Google Scholar] [CrossRef] [Green Version]
- Gao, Q.Z.; Zhang, H.L.; Li, H.J.; Zhang, X.; Qu, F.; Jiang, Y.J.; Liu, Z.Y.; Jiang, C.C. Hot deformation of alumina-forming austenitic steel: EBSD study and flow behavior. J. Mater. Sci. 2019, 54, 8760–8777. [Google Scholar] [CrossRef]
- He, A.; Chen, L.; Hu, S.; Wang, C.; Huangfu, L. Constitutive analysis to predict high temperature flow stress in 20CrMo continuous casting billet. Mater. Des. 2013, 46, 54–60. [Google Scholar] [CrossRef]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Chai, R.X.; Zhang, C.W.; Guo, W.; Zhang, F. Hot deformation behavior and processing map of 40MnBH alloy steel. Steel Res. Int. 2017, 88, 1600281. [Google Scholar] [CrossRef]
- Wan, Z.P.; Sun, Y.; Hu, L.X.; Yu, H. Experimental study and numerical simulation of dynamic recrystallization behavior of TiAl-based alloy. Mater. Des. 2017, 122, 11–20. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | W | Mo | Cr | V | Nb | Co |
|---|---|---|---|---|---|---|---|
| Content | 1.4 | 12.0 | 3.0 | 4.1 | 2.5 | 1.0 | 5.0 |
| Nomenclature | Physical Meaning | Value | Unit |
|---|---|---|---|
| h | The interaction coefficient of dislocation density | 0.5 | - |
| T | Deformation temperature | 1273, 1323, 1372, 1423 | K |
| Melting point of material | 1518 | K | |
| Shear modulus (303 K) | 82.46 | GPa | |
| a | Constant | 0.5 | - |
| R | Ideal gas constant | 8.314 | J·mol−1·K−1 |
| Constant | 10 | - | |
| b | Burger’s vector | 0.26 | nm |
| μ | Poisson ratio | 0.35 | - |
| Critical orientation | 15 | ° | |
| Hot deformation activation energy | 498,520 | J·mol−1 | |
| Boundary diffusion activation energy | 375,000 | J·mol−1 | |
| Boundary self-diffusion coefficient | 5 × 10−15 | m3·s−1 | |
| Boltzmann constant | 1.38 × 10−23 | J·K−1 | |
| Material parameter | 1 | - | |
| Strain-rate sensitivity index | 1 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, B.; Chen, Z.; Ge, C. A Study of Hot Deformation Behavior of T15MN High-Speed Steel during Thermal Compression. Materials 2022, 15, 3017. https://doi.org/10.3390/ma15093017
Zhao B, Chen Z, Ge C. A Study of Hot Deformation Behavior of T15MN High-Speed Steel during Thermal Compression. Materials. 2022; 15(9):3017. https://doi.org/10.3390/ma15093017
Chicago/Turabian StyleZhao, Bo, Zhipei Chen, and Changchun Ge. 2022. "A Study of Hot Deformation Behavior of T15MN High-Speed Steel during Thermal Compression" Materials 15, no. 9: 3017. https://doi.org/10.3390/ma15093017
APA StyleZhao, B., Chen, Z., & Ge, C. (2022). A Study of Hot Deformation Behavior of T15MN High-Speed Steel during Thermal Compression. Materials, 15(9), 3017. https://doi.org/10.3390/ma15093017