
A Comparison of Microtensile Bond Strength, Film Thickness, and Microhardness of Photo-Polymerized Luting Composites †

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
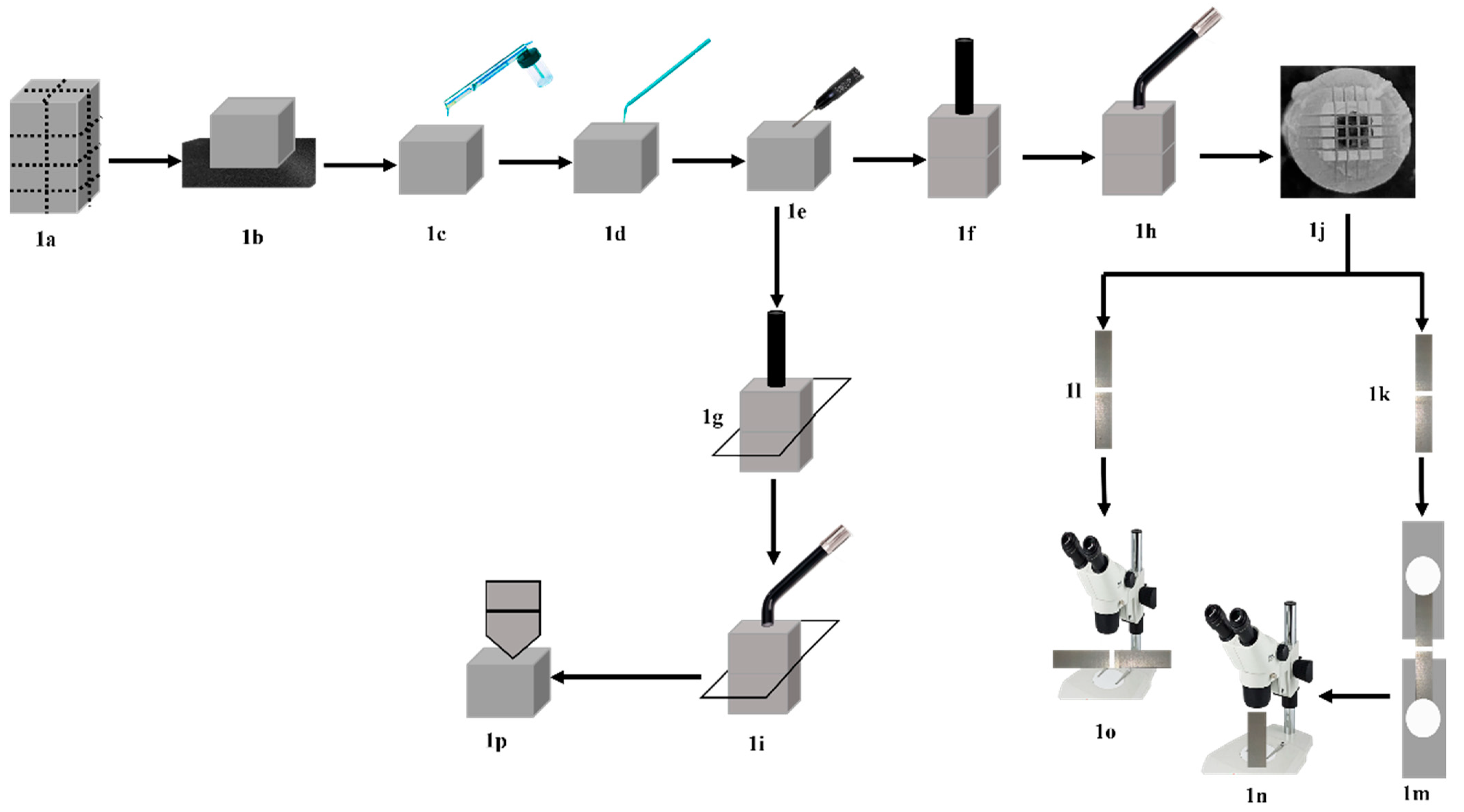
2.2. Composite CAD/CAM Specimen’s Preparation
2.3. Characterization Methods
2.3.1. Micro-Tensile Bond Strength (µTBS) Testing
2.3.2. Study Design
2.3.3. Luting Material Application
2.3.4. µ-Tensile Bond Strength Testing
2.4. Evaluation of Composite Cements’ Film Thickness
2.5. Microhardness Test
2.6. Statistical Analysis
3. Results
3.1. µ-Tensile Bond Strength
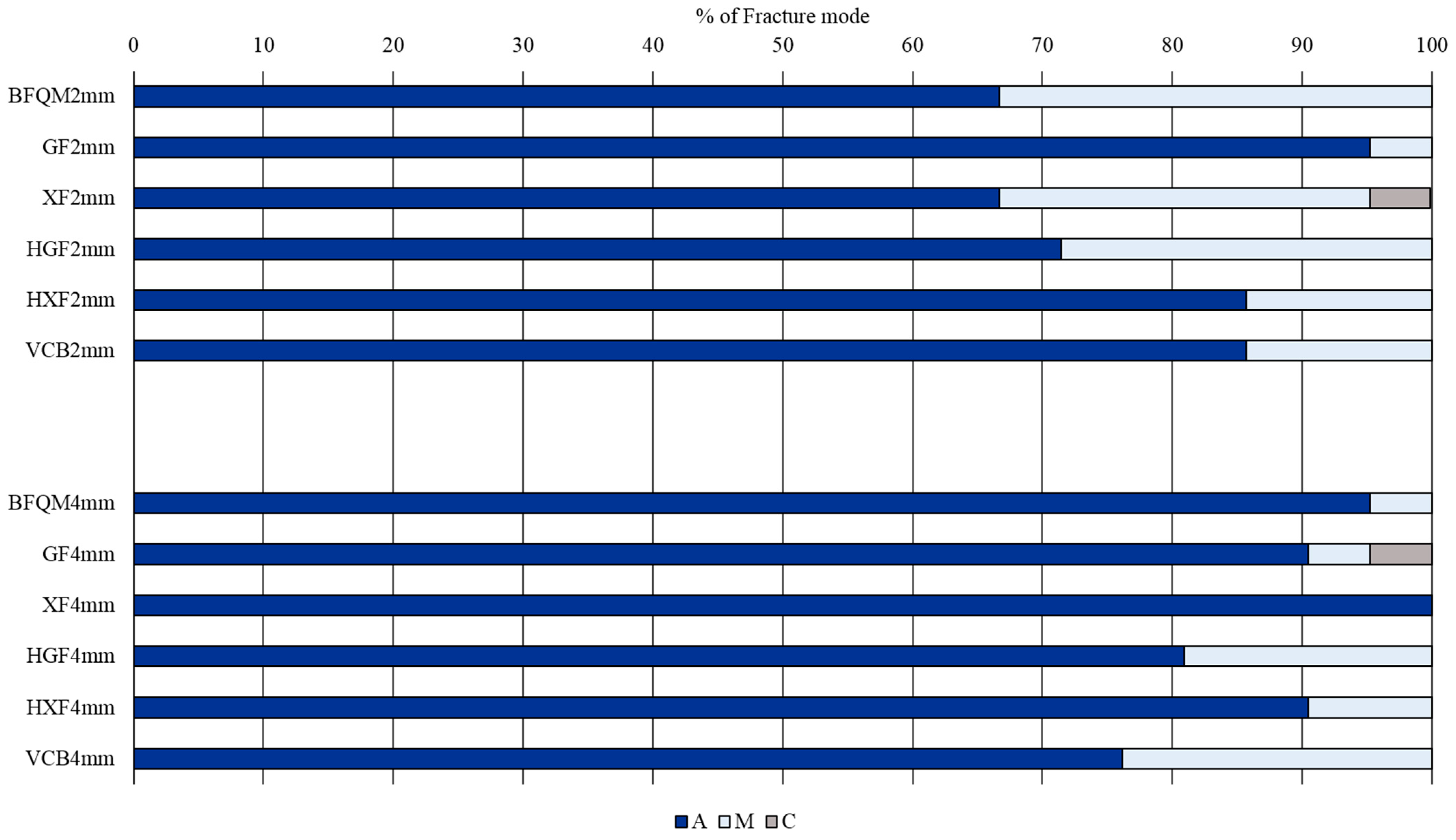
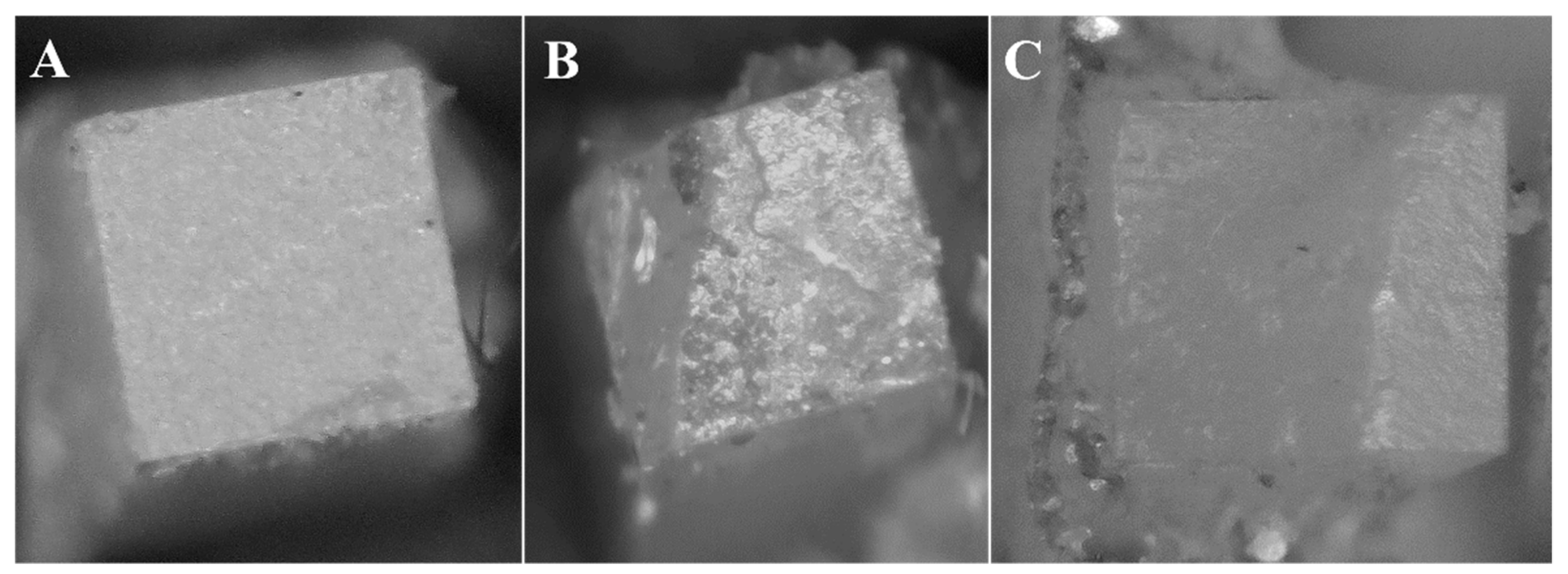
3.2. Fracture Mode Analysis
3.3. Resin Composite Film Thickness
3.4. Microhardness
4. Discussion
5. Conclusions
- Photo-polymerized resin composites can substitute dual-cured resin cement in CAD/CAM composite bonding used in this study.
- Luted resin composites responded differently regarding their µTBS when photo-polymerized through the 2 mm and the 4 mm CAD/CAM thicknesses, but all luted composites showed reduction in their HV when photo-polymerized through the 4 mm thickness.
- Pre-heating improved the µTBS of the conventional bulk-fill and flowable composites when photo-polymerized through the 2 mm and 4 mm thicknesses, respectively, while no effect on HV could be observed.
- Although, the thermo-viscous photo-polymerized bulk-fill composite showed high µTBS at 2 mm and 4 mm CAD/CAM thicknesses, a high film thickness of resin composite could be needed for its use as luting resin cement for CAD/CAM materials.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Papadopoulos, K.; Pahinis, K.; Saltidou, K.; Dionysopoulos, D.; Tsitrou, E. Evaluation of the surface characteristics of dental CAD/CAM materials after different surface treatments. Materials 2020, 13, 981. [Google Scholar] [CrossRef] [PubMed]
- Ruse, N.; Sadoun, M. Resin-composite blocks for dental CAD/CAM applications. J. Dent. Res. 2014, 93, 1232–1234. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsitrou, E.; Northeast, S.; van Noort, R. Brittleness index of machinable dental materials and its relation to the marginal chipping factor. J. Dent. 2007, 35, 897–902. [Google Scholar] [CrossRef] [Green Version]
- Coldea, A.; Swain, M.; Thiel, N. Mechanical properties of polymer-infiltrated-ceramic-network materials. Dent. Mater. 2013, 29, 419–426. [Google Scholar] [CrossRef]
- Smith, D.; Vandewalle, K.; Whisler, G. Color stability of composite resin cements. Gen. Dent. 2011, 59, 390–394. [Google Scholar] [PubMed]
- Veneziani, A. Adhesive restorations in the posterior area with subgingival cervical margin: New classification and differentiated treatment approach. Eur. J. Esth. Dent. 2010, 5, 50–76. [Google Scholar]
- Magne, P.; Spreafico, R. Deep margin elevation: A paradigm shift. Am. J. Esthet. Dent. 2012, 2, 86–96. [Google Scholar]
- Dietschi, D.; Spreafico, R. Current clinical concepts for adhesive cementation of tooth-colored posterior restorations. Pract. Periodont. Aesth. Dent. 1998, 10, 47–57. [Google Scholar]
- Sarfati, A.; Tirlet, G. Deep margin elevation versus crown lengthening: Biological width revisited. Int. J. Esthet. Dent. 2018, 13, 334–356. [Google Scholar]
- Zaruba, M.; Göhring, T.; Wegehaupt, F.; Attin, T. Influence of a proximal margin elevation technique on marginal adaptation of ceramic inlays. Acta Odont. Scand. 2013, 71, 317–324. [Google Scholar] [CrossRef] [Green Version]
- Dietschi, D.; Spreafico, R. Evidence-based concepts and procedures for bonded inlays and onlays. Part I. Historical prospective and clinical rationale for a biosubstitutive approach. Int. J. Esthet. Dent. 2015, 10, 210–227. [Google Scholar] [PubMed]
- Dietschi, D.; Spreafico, R. Evidence-based concepts and procedures for bonded inlays and onlays. Part III. A case series with long-term clinical results and follow-up. Int. J. Esthet. Dent. 2019, 14, 118–133. [Google Scholar] [PubMed]
- Loumprinis, N.; Maier, E.; Belli, R.; Petschelt, A.; Eliades, G.; Lohbauer, U. Viscosity and stickiness of dental resin composites at elevated temperatures. Dent. Mater. 2021, 37, 413–422. [Google Scholar] [CrossRef] [PubMed]
- Coelho, N.; Barbon, F.; Machado, R.; Boscato, N.; Moraes, R. Response of composite resins to preheating and the resulting strengthening of luted feldspar ceramic. Dent. Mater. 2019, 35, 1430–1438. [Google Scholar] [CrossRef]
- Hendi, A.; Maleki, D.; Falahchai, M.; Maleki, D. Composite Preheating: A Review Article. J. Dentomaxillofacial Radio Patho. Surg. 2019, 8, 44–47. [Google Scholar]
- Goulart, M.; Veleda, B.; Damin, D.; Ambrosano, G.; de Souza, F.; Erhardt, M. Preheated composite resin used as luting agent for indirect restorations: Effects on bond strength and resin dentin interface. Int. J. Esthet. Dent. 2018, 13, 86–97. [Google Scholar]
- Tomaselli, L.; de Oliveira, D.; Favarao, J.; da Silva, A.; Pires-de-Souza, F.; Geraldeli, S.; Sinhoreti, M. Influence of pre-heating regular resin composites and flowable composites on luting ceramic veneers with different thicknesses. Braz. Dent. J. 2019, 30, 459–466. [Google Scholar] [CrossRef] [Green Version]
- Blalock, J.; Holmes, R.; Rueggeberg, F. Effect of temperature on unpolymerized composite resin film thickness. J. Prosthet. Dent. 2006, 96, 424–432. [Google Scholar] [CrossRef]
- Dionysopoulos, D.; Tolidis, K.; Gerasimou, P.; Koliniotou-Koumpia, E. Effect of preheating on the film thickness of contemporary composite restorative materials. J. Dent. Sci. 2014, 9, e313–e319. [Google Scholar] [CrossRef] [Green Version]
- Marcondes, R.; Lima, V.; Barbon, F.; Isolan, C.; Carvalho, M.; Salvador, M.; Lima, A.; Moraes, R. Viscosity and thermal kinetics of 10 preheated restorative resin composites and effect of ultrasound energy on film thickness. Dent. Mater. 2020, 36, 1356–1364. [Google Scholar] [CrossRef]
- Zhao, S.; Qian, Y.; Liu, H.; Jiang, L.; Li Zhou, L. The Effect of Preheating on Light Cured Resin Composites. J. Hard Tiss. Biol. 2012, 21, 273–278. [Google Scholar] [CrossRef] [Green Version]
- El-Korashy, D. Post-gel Shrinkage Strain and Degree of Conversion of Preheated Resin Composite Cured Using Different Regimens. Oper. Dent. 2010, 35, 172–179. [Google Scholar] [CrossRef] [PubMed]
- Elkaffass, A.; Eltoukhy, R.; Elnegoly, S.; Mahmoud, S. Influence of preheating on mechanical and surface properties of nanofilled resin composites. J. Clin. Exp. Dent. 2020, 12, e494–e500. [Google Scholar] [CrossRef] [PubMed]
- Aboushahba, M.; Korayem, A.; Younis, S. Effect of preheating cycles on microshear bond strength of nanohybrid resin composite luted to CAD/CAM ceramic. Egypt Dent. J. 2021, 67, 729–738. [Google Scholar] [CrossRef]
- Demirel, G.; Orhan, A.; Irmak, Ö.; Aydin, F.; Buyuksungur, A.; Bilecenğlu, B.; Orhan, K. Micro-computed tomographic evaluation of the effects of pre-heating and sonic delivery on the internal void formation of bulk-fill composites. Dent. Mater. J. 2021, 31, 525–531. [Google Scholar] [CrossRef]
- Kashi, T.; Fereidouni, F.; Khoshroo, K.; Heidari, S.; Masaeli, R.; Mohammadian, M. Effect of Preheating on the Microhardness of Nanohybrid Resin based Composites. Front. Biomed. Tech. 2015, 2, 15–22. [Google Scholar]
- Lopes, L.; Terada, R.; Tsuzuki, F.; Giannini, M.; Hirata, R. Heating and preheating of dental restorative materials-a systematic review. Clin. Oral. Investig. 2020, 24, 4225–4235. [Google Scholar] [CrossRef]
- El-Deeb, H.; Abd El-Aziz, S.; Mobarak, E. Effect of preheating of low shrinking resin composite on intrapulpal temperature and microtensile bond strength to dentin. J. Advan. Res. 2015, 6, 471–478. [Google Scholar] [CrossRef] [Green Version]
- Elbishari, H.; Satterthwaite, J.; Silikas, N. Effect of filler size and temperature on packing stress and viscosity of resin-composites. Int. J. Mol. Sci. 2011, 12, 5330–5338. [Google Scholar] [CrossRef] [Green Version]
- Cantoro, A.; Goracci, C.; Carvalho, C.; Coniglio, I.; Ferrari, M. Bonding potential of self–adhesive luting agents used at different temperatures to lute composite onlays. J. Dent. 2009, 37, 454–461. [Google Scholar] [CrossRef]
- Cantoro, A.; Goracci, C.; Papacchini, F.; Mazzitelli, C.; Fadda, G.; Ferrari, M. Effect of pre-cure temperature on the bonding potential of self-etch and self-adhesive resin cements. Dent. Mater. 2008, 24, 577–583. [Google Scholar] [CrossRef] [PubMed]
- Botros, S.; Soliman, Z.; El-Korashy, D.; El-Askary, F. Pre-heating of dual-polymerized resin core foundation system: Effect on micro-shear bond strength, degree of conversion and ultimate tensile strength. J. Adhes. Sci. Tech. 2021, 35, 1880–1894. [Google Scholar] [CrossRef]
- Baroudi, K.; Mahmoud, R. Improving composite resin performance through decreasing its viscosity by different methods. Open Dent. J. 2015, 9, 235–242. [Google Scholar] [CrossRef]
- Rueggeberg, F.; Daronch, M.; Browning, W.; De Goes, M. In vivo temperature measurement: Tooth preparation and restoration with preheated resin composite. J. Esthet. Restor. Dent. 2010, 22, 314–323. [Google Scholar] [CrossRef] [PubMed]
- Butterhof, M.; Ilie, N. Mathematical model for assessing true irradiance received by luting materials while curing through modern CAD/CAM resin composites. Dent. Mater. 2020, 36, e255–e265. [Google Scholar] [CrossRef] [PubMed]
- Sano, H.; Chowdhury, A.; Saikaew, P.; Matsumoto, M.; Hoshika, S.; Yamauti, M. The microtensile bond strength test: Its historical background and application to bond testing. Japan Dent. Sci. Rev. 2020, 56, 24–31. [Google Scholar] [CrossRef]
- Nakabayashi, N.; Watanabe, A.; Arao, T. A tensile test to facilitate identifications of defects in dentin bond specimens. J. Dent. 1998, 26, 379–385. [Google Scholar] [CrossRef]
- Ferracane, J.; Hilton, T.; Stansbury, J.; Watts, D.; Silikas, N.; Ilie, N.; Heintze, S.; Cadenaro, M.; Hickel, R. Academy of Dental Materials guidance-Resin composites: Part II-Technique sensitivity (handling, polymerization, dimensional changes). Dent. Mater. 2017, 33, 1171–1191. [Google Scholar] [CrossRef] [Green Version]
- Tarle, Z.; Attin, T.; Marovic, D.; Andermatt, L.; Ristic, M.; Tauböck, T.T. Influence of irradiation time on subsurface degree of conversion and microhardness of high-viscosity bulk-fill resin composites. Clin. Oral Investig. 2015, 19, 831–840. [Google Scholar] [CrossRef] [Green Version]
- El-Askary, F.; Botros, S.; Soliman, Z.; Nassif, M.; Özcan, M. Flexure strength of methacrylate- and ormocer-based bulk fill resin composites: Effect of material thickness and distance to photopolymerization device. J. Adhes. Sci. Tech. 2021, 35, 547–558. [Google Scholar] [CrossRef]
- Rezaei, S.; Abbasi, M.; Mahounak, F.; Moradi, Z. Curing Depth and Degree of Conversion of Five Bulk-Fill Composite Resins Compared to a Conventional Composite. Open Dent. 2019, 13, 422–429. [Google Scholar] [CrossRef]
- El-Askary, F.; El-Banna, A.; van Noort, R. Immediate vs. delayed repair bond strength of a nanohybrid resin composite. J. Adhes. Dent. 2012, 14, 265–274. [Google Scholar] [PubMed]
- Gregor, L.; Bouillaguet, S.; Onisor, I.; Ardu, S.; Krejci, I.; Rocca, G. Microhardness of light- and dual-polymerizable luting resins polymerized through 7.5-mm-thick endocrowns. J. Prosthet. Dent. 2014, 112, 942–948. [Google Scholar] [CrossRef] [PubMed]
- Lise, D.; Van Ende, A.; De Munck, J.; Yoshihara, K.; Nagaoka, N.; Vieira, L.; Van Meerbeek, B. Light irradiance through novel CAD–CAM block materials and degree of conversion of composite cements. Dent. Mater. 2018, 34, 296–305. [Google Scholar] [CrossRef]
- Kramer, M.; Edelhoff, D.; Stawarczyk, B. Flexural Strength of Preheated Resin Composites and Bonding Properties to Glass-Ceramic and Dentin. Materials 2016, 9, 83. [Google Scholar] [CrossRef] [Green Version]
- Gomes, G.; de Rezende, E.; Gomes, O.; Gomes, J.; Loguercio, A.; Reis, A. Influence of resin cement thickness on bond strength and gab formation of fiber posts bonded to root dentin. J. Adhes. Dent. 2014, 16, 71–78. [Google Scholar] [PubMed]
- D’Arcangelo, C.; Cinelli, M.; De Angelis, F.; D’Amario, M. The effect of resin cement film thickness on the pullout strength of a fiber reinforced post system. J. Prosthet. Dent. 2007, 98, 193–198. [Google Scholar] [CrossRef]
- Kawashima, M.; Yamaguchi, S.; Mine, A.; Li, H.; Imazato, S. Novel testing method to evaluate the mechanical strength of self-adhesive resin cements with reflection of cement thickness. Dent. Mater. J. 2021, 40, 1235–1242. [Google Scholar] [CrossRef]
- Emiroğlu, S.; Evren, B.; Kulak Özkan, Y. Effect of Cements at Different Temperatures on the Clinical Performance and Marginal Adaptation of Inlay-Onlay Restorations In Vivo. J. Prosthod. 2016, 25, 302–309. [Google Scholar] [CrossRef]
- Fróes-Salgado, N.; Silva, L.; Kawano, Y.; Francci, C.; Reis, A.; Loguercio, A.D. Composite pre-heating: Effects on marginal adaptation, degree of conversion and mechanical properties. Dent. Mater. 2010, 26, 908–914. [Google Scholar] [CrossRef]
- Taraboanta, I.; Stoleriu, S.; Iovan, G.; Moldovanu, A.; Georgescu, A.; Negraia, M.; Andrian, S. Evaluation of Pre-heating Effects on Marginal Adaptation of Resin-based Materials. Mater. Plast. 2018, 55, 238–242. [Google Scholar] [CrossRef]
- Alshabib, A.; Silikas, N.; Watts, D. Hardness and fracture toughness of resin-composite materials with and without fibers. Dent. Mater. 2019, 35, 1194–1203. [Google Scholar] [CrossRef] [PubMed]
- Ilie, N. Impact of light transmittance mode on polymerisation kinetics in bulk-fill resin based composites. J. Dent. 2017, 63, 51–59. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material (Description) and Lot | Abbreviations | Composition | Manufacturer |
|---|---|---|---|
| Grandio Blocks (Resin-based hybrid CAD/CAM material, shade A2) 1950657 | GB | Dimethacrylates, glass ceramics, silica Filler content: 89 wt% | VOCO GmbH Cuxhaven, Germany |
| BiFix QM (Dual-cured resin cement, shade universal) 2002144 | BFQM | Catalyst: Dimethacrylate, BPO, silica, barium-aluminium-silicate-glass ceramics, BHT Base: Dimethacrylate, CQ, amine, silica, barium-aluminium-silicate-glass ceramics, BHT Filler content: 70.2 wt% | VOCO GmbH, |
| Grandio Flow (Photo-polymerized nano-hybrid regular flow resin composite, shade A2) 1948469 | GF (without heating) HGF (with heating) | Bis-GMA, Bis-EMA, TEGDMA, HDDMA, CQ, Amine, BHT, SiO2 nano Particles, glass ceramics Filler content: 81 wt% | VOCO GmbH |
| x-tra fil (Photo-polymerized micro-hybrid regular viscosity bulk-fill resin composite, shade universal) 1951450 | XF (without heating) HXF (with heating) | Bis-GMA, UDMA, TEGDMA, silicate glass. Filler content: 86 wt% | VOCO GmbH |
| VisCalor Bulk (Photo-polymerized thermo-viscous nano-hybrid bulk fill resin composite, shade universal) 1945171 | VCB | Dimethacrylates, CQ, amine, BHT, glass ceramics, silica Filler content: 84 wt% | VOCO GmbH |
| Ceramic Bond (Silane coupling agent) 1949433 | CB | Organic acid, 3-methacryloxypropyltrimethoxysilane, acetone | VOCO GmbH |
| 2 mm | 4 mm | |
|---|---|---|
| BFQM | 35.0 ± 7.2 bc,* (14/7/0) | 42.9 ± 9.1 A,* (20/1/0) |
| GF | 35.7 ± 6.8 bc (20/1/0) | 33.3 ± 6.3 B (19/1/1) |
| XF | 32.3 ± 4.7 c (14/6/1) | 36.6 ± 10.0 AB (21/0/0) |
| HGF | 30.5 ± 6.3 c,* (15/6/0) | 41.4 ± 6.9 A,* (17/4/0) |
| HXF | 45.0 ± 8.5 a,* (18/3/0) | 37.3 ± 7.4 AB,* (19/2/0) |
| VCB | 38.9 ± 5.4 b (18/3/0) | 38.1 ± 6.1 AB (16/5/0) |
| BFQM | GF | XF | HGF | HXF | VCB |
|---|---|---|---|---|---|
| 64.4 ± 14.6 C | 46.1 ± 8.5 CD | 158.0 ± 26.8 A | 23.4 ± 3.8 D | 66.8 ± 13.1 C | 121.8 ± 28.5 B |
| 2 mm | 4 mm | |
|---|---|---|
| BFQM | 57.9 ± 2.9 c,* | 45.4 ± 2.2 C,* |
| GF | 60.3 ± 2.8 c,* | 52.6 ± 4.4 B,* |
| XF | 80.7 ± 3.6 a,* | 68.2 ± 3.5 A,* |
| HGF | 58.5 ± 1.7 c,* | 51.6 ± 1.1 B,* |
| HXF | 79.4 ± 1.7 a,* | 72.2 ± 2.2 A,* |
| VCB | 66.5 ± 1.8 b,* | 54.6 ± 1.6 B,* |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Askary, F.; Hassanein, A.; Aboalazm, E.; Al-Haj Husain, N.; Özcan, M. A Comparison of Microtensile Bond Strength, Film Thickness, and Microhardness of Photo-Polymerized Luting Composites. Materials 2022, 15, 3050. https://doi.org/10.3390/ma15093050
El-Askary F, Hassanein A, Aboalazm E, Al-Haj Husain N, Özcan M. A Comparison of Microtensile Bond Strength, Film Thickness, and Microhardness of Photo-Polymerized Luting Composites. Materials. 2022; 15(9):3050. https://doi.org/10.3390/ma15093050
Chicago/Turabian StyleEl-Askary, Farid, Abdullah Hassanein, Emad Aboalazm, Nadin Al-Haj Husain, and Mutlu Özcan. 2022. "A Comparison of Microtensile Bond Strength, Film Thickness, and Microhardness of Photo-Polymerized Luting Composites" Materials 15, no. 9: 3050. https://doi.org/10.3390/ma15093050