
Research and Optimization of Process Parameters for Internal Thread Forming Based on Numerical Simulation and Experimental Analysis

Abstract
:1. Introduction
2. Forming Mechanism and Experiment of Extrusion Thread
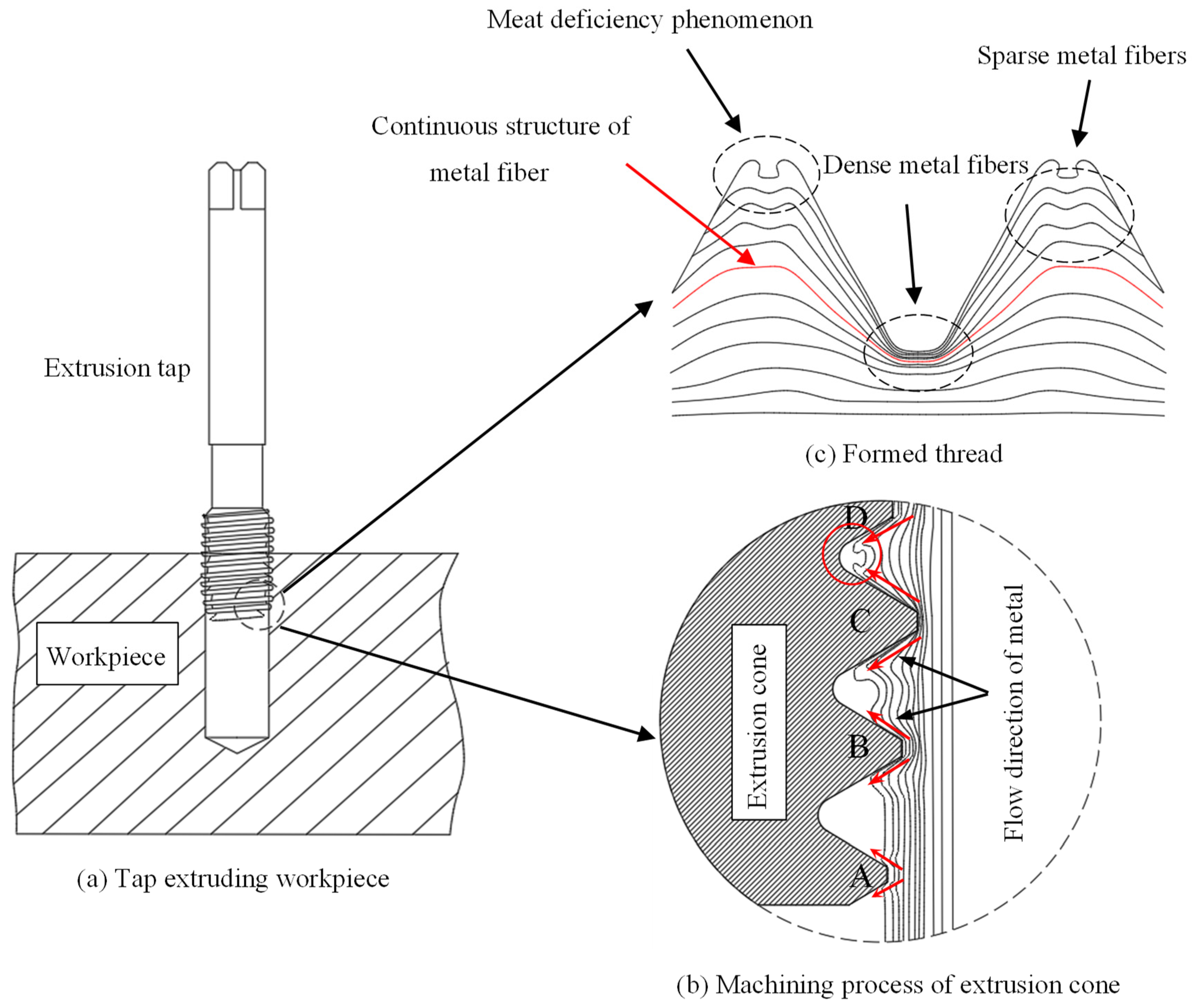
2.1. Forming Mechanism of Extruded Thread
2.2. Experimental Setup
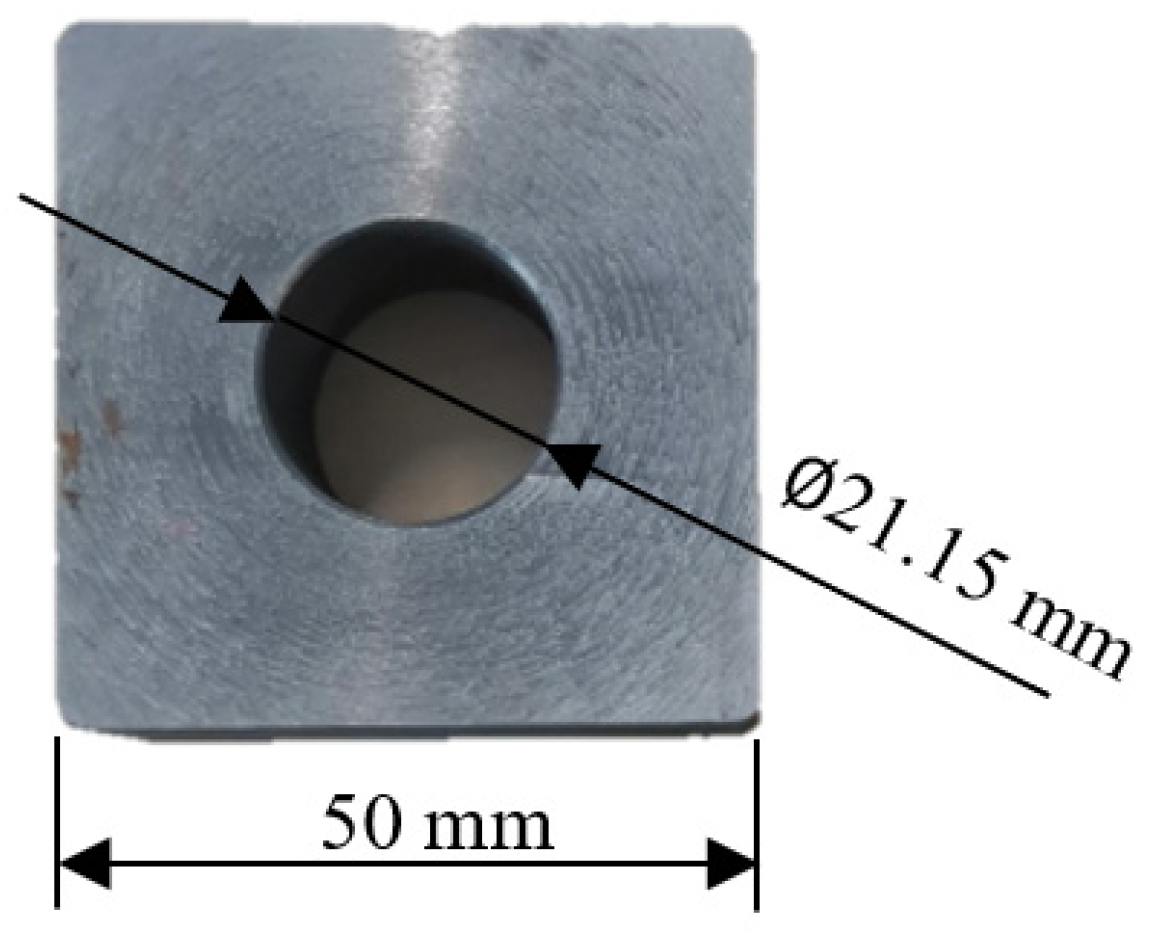
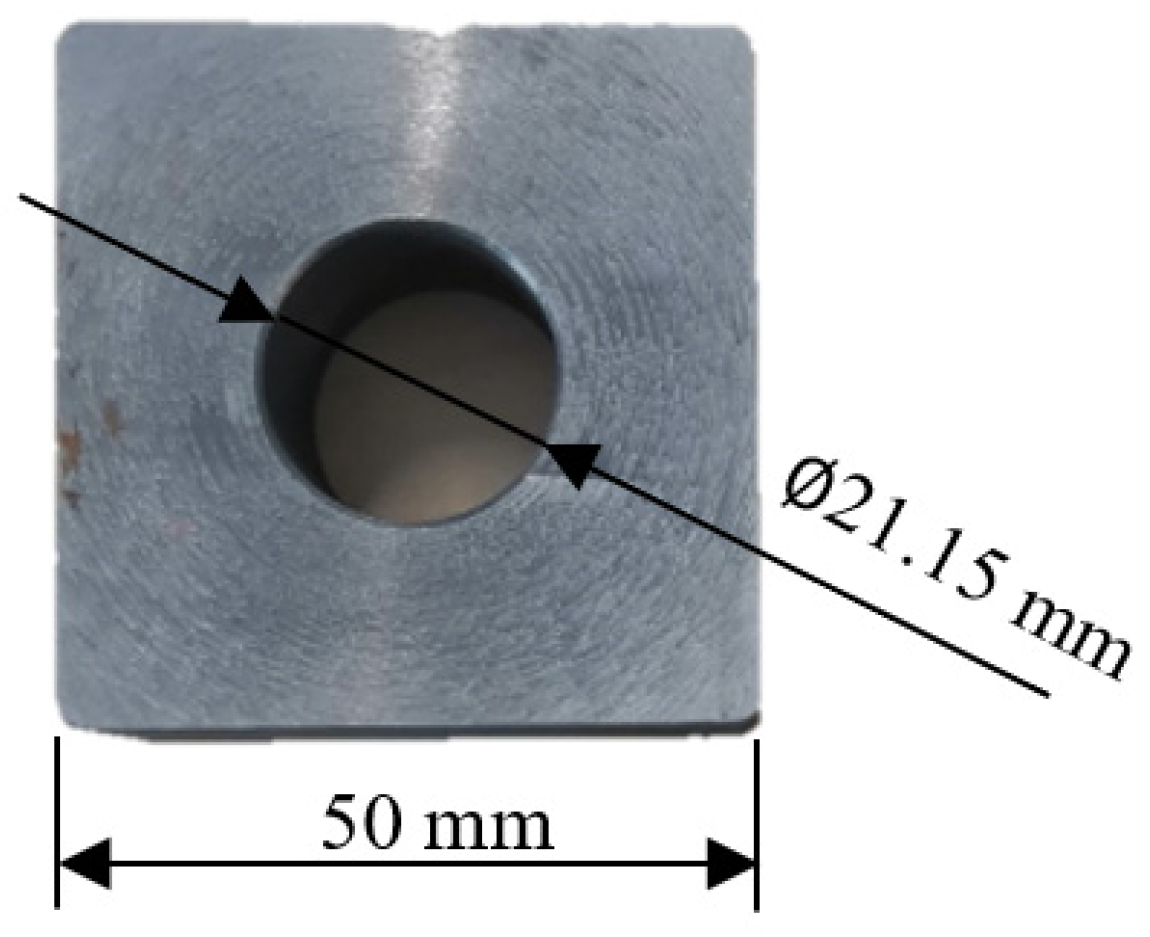
2.2.1. Extruded Tap and Workpiece
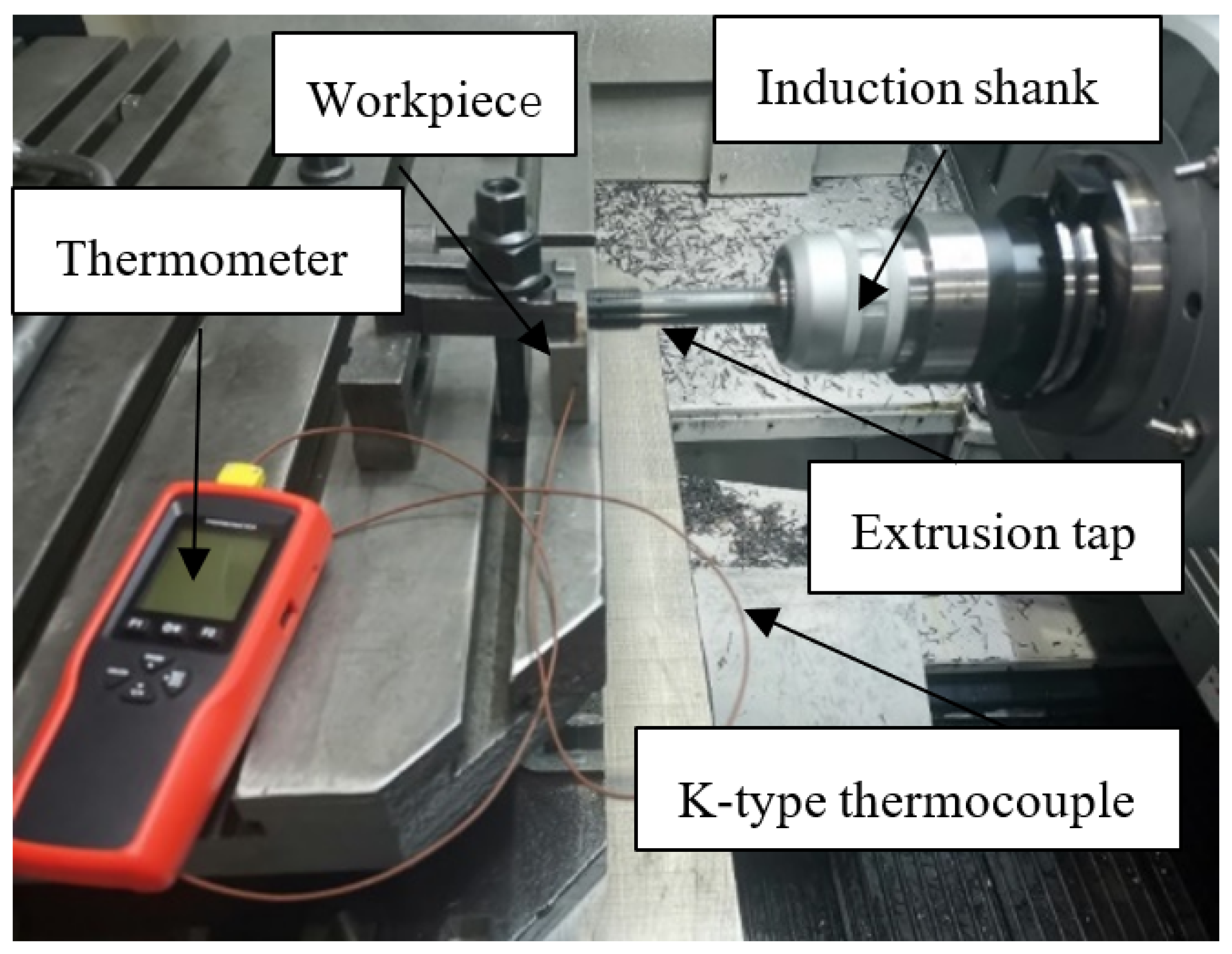
2.2.2. Measurement of Extrusion Torque and Temperature
2.3. Experimental Results
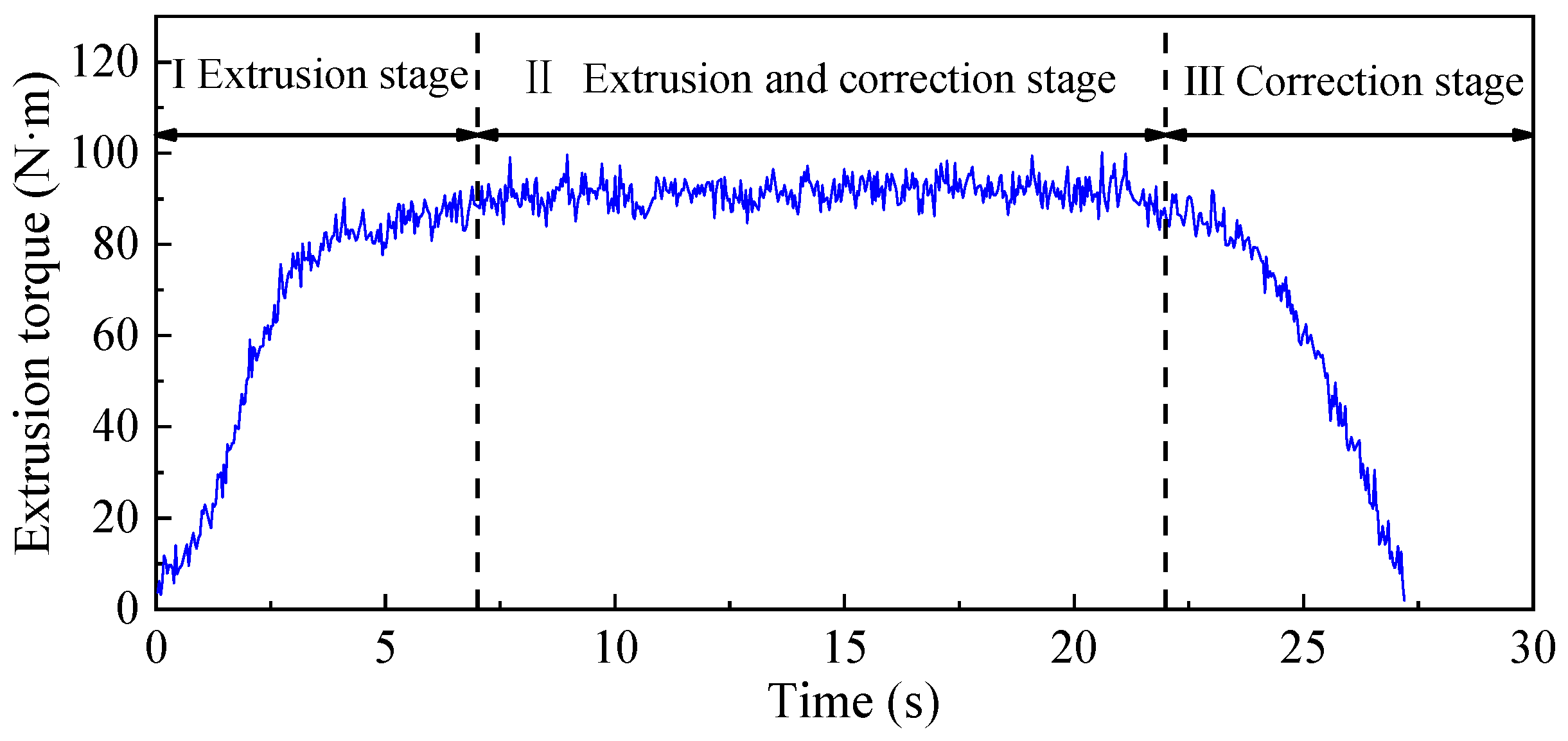
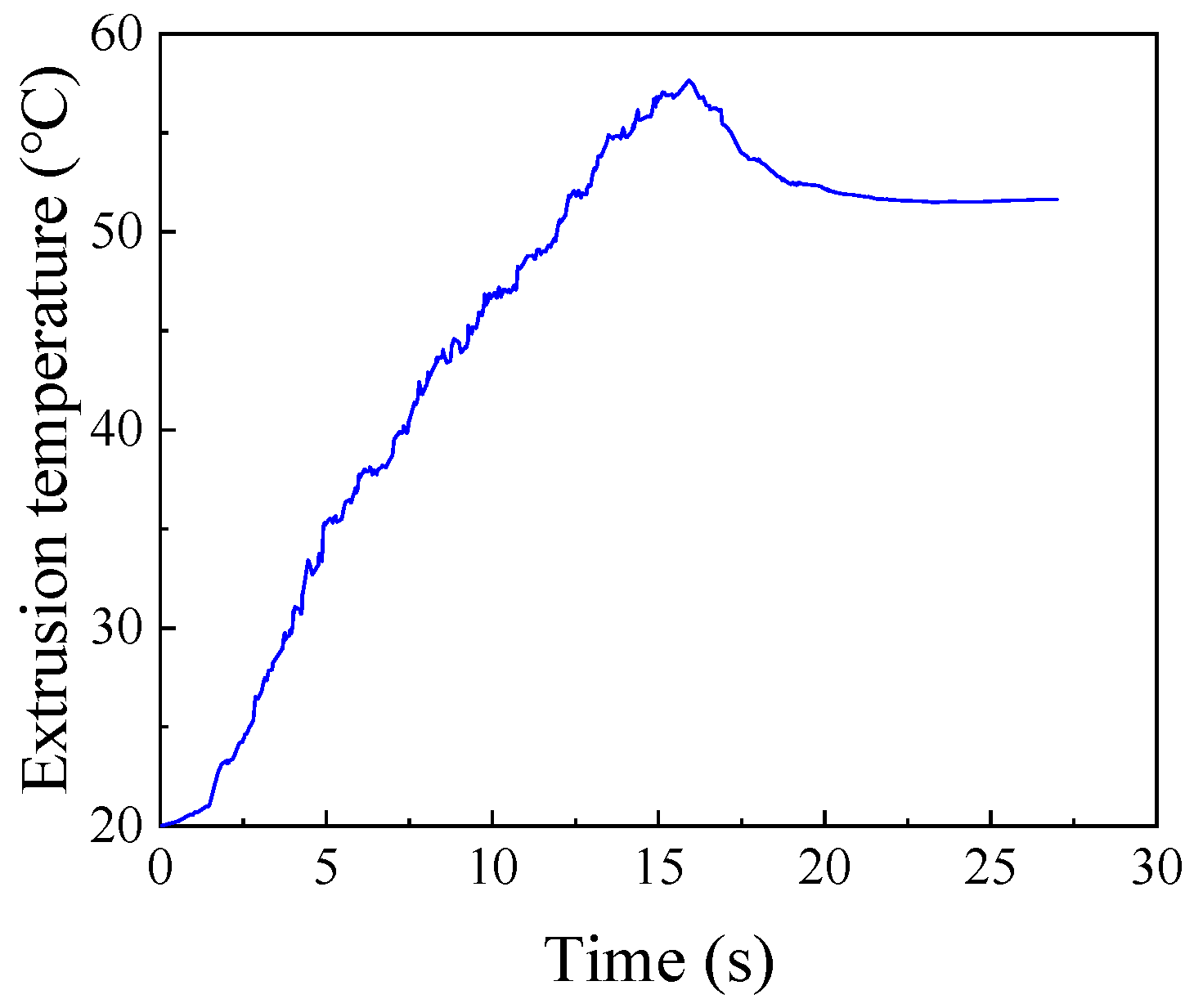
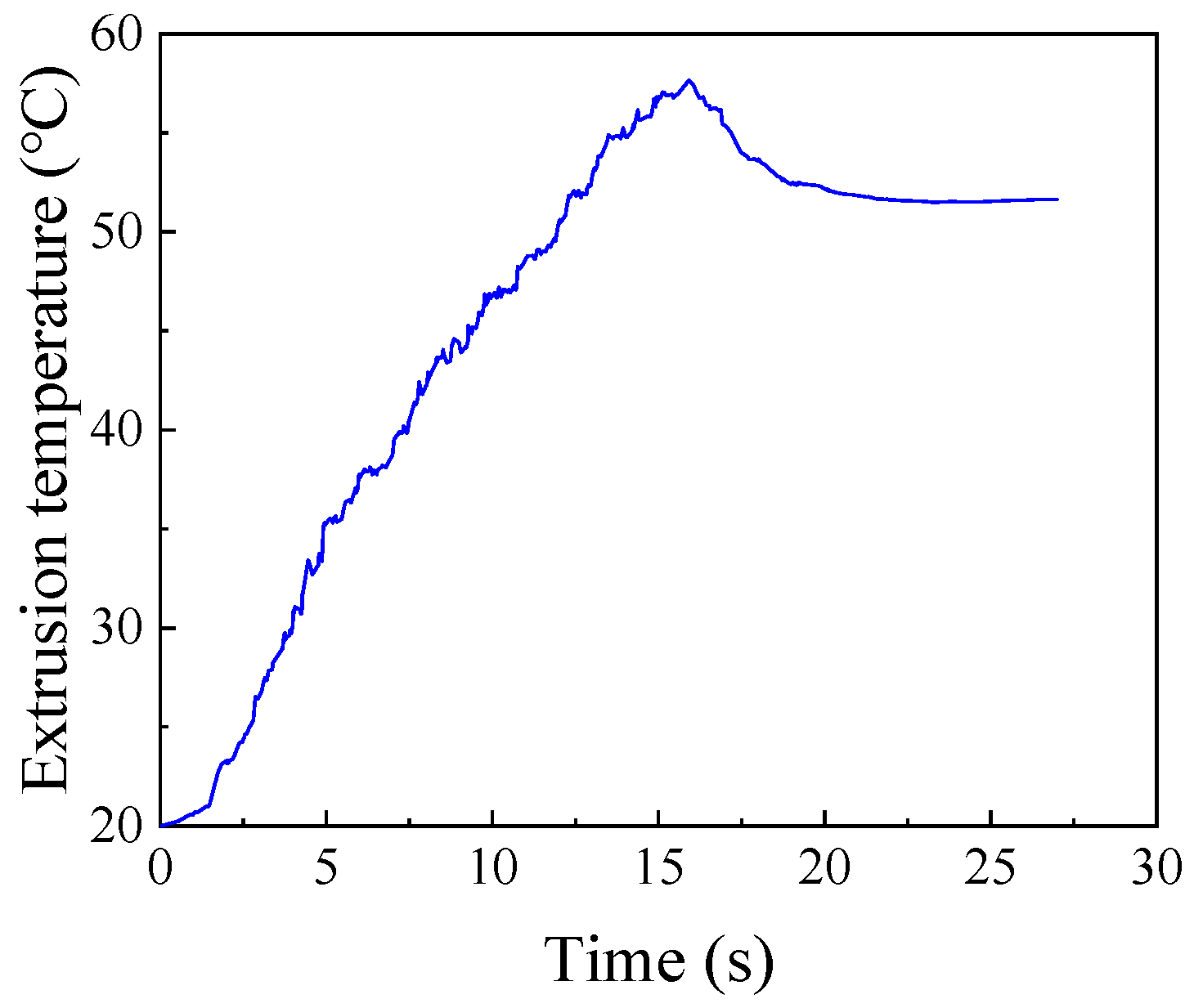
2.3.1. Extrusion Torque and Temperature
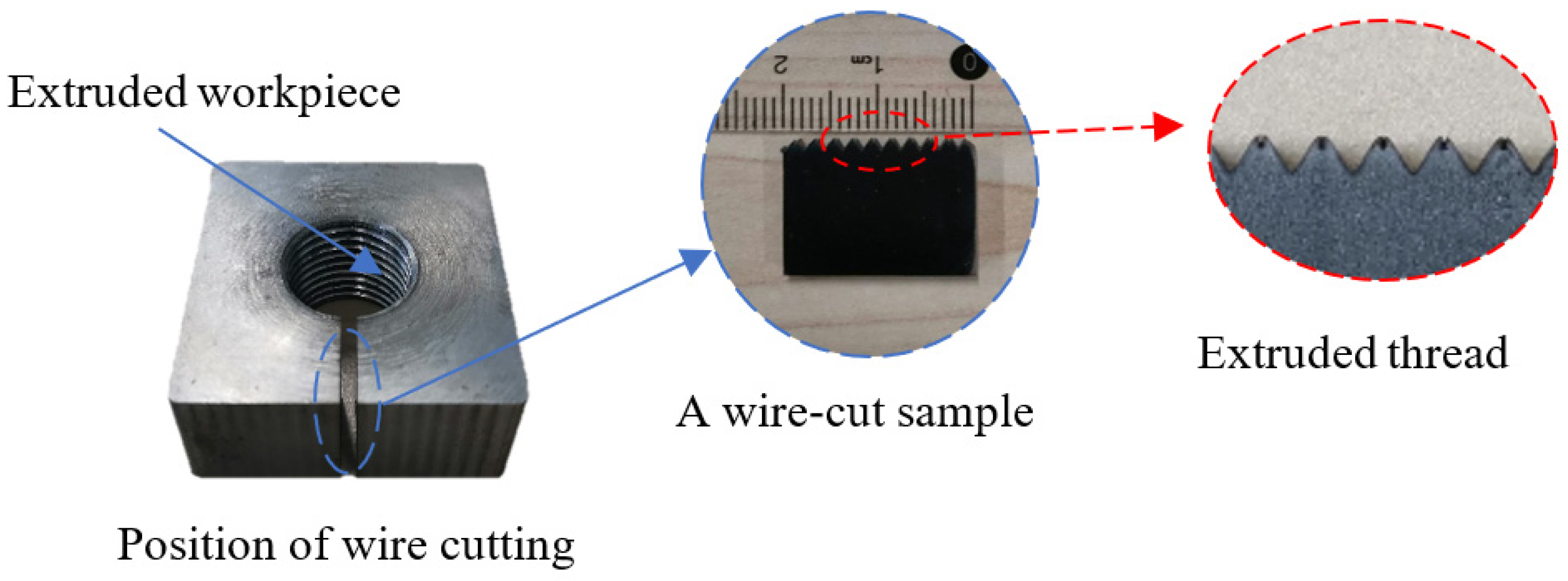
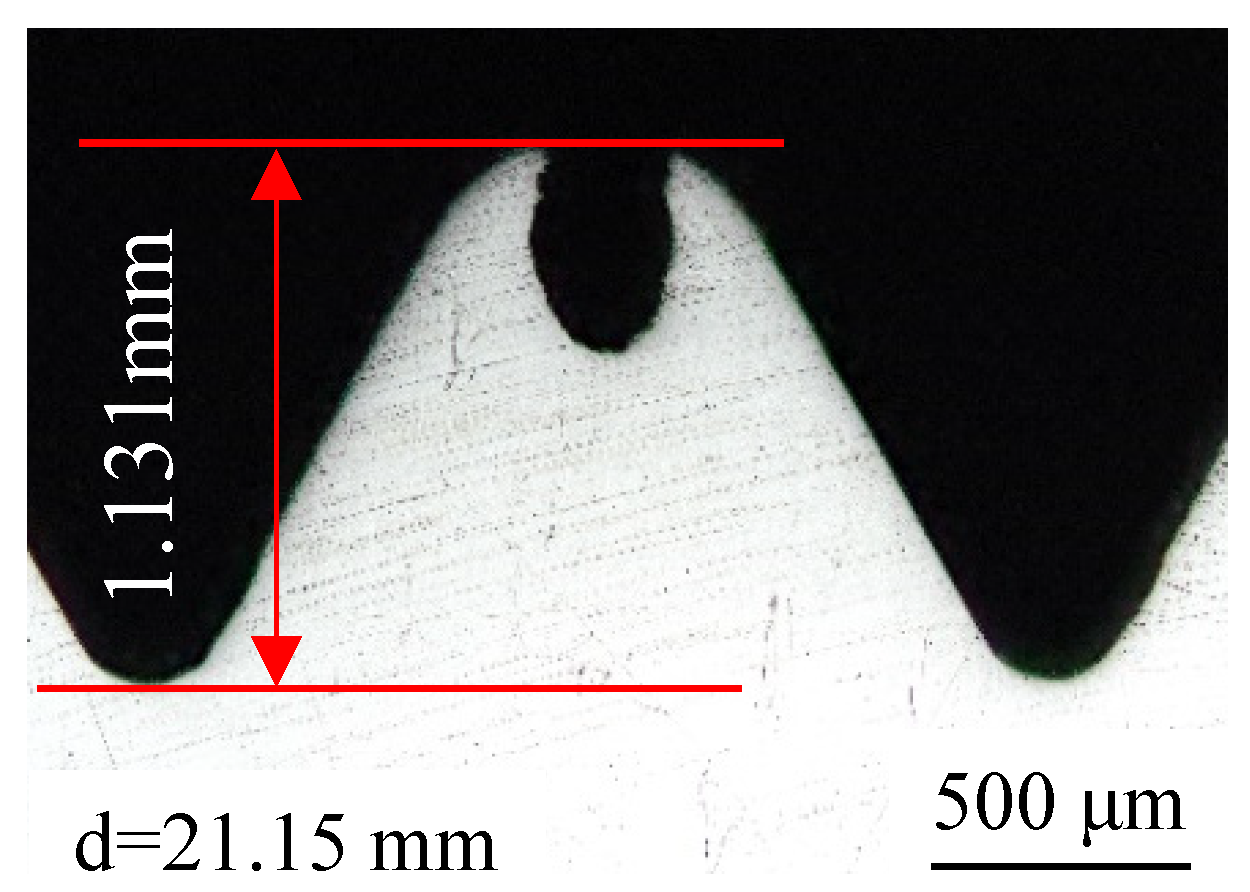
2.3.2. Thread Profile and Measurement of Threaded Tooth Height
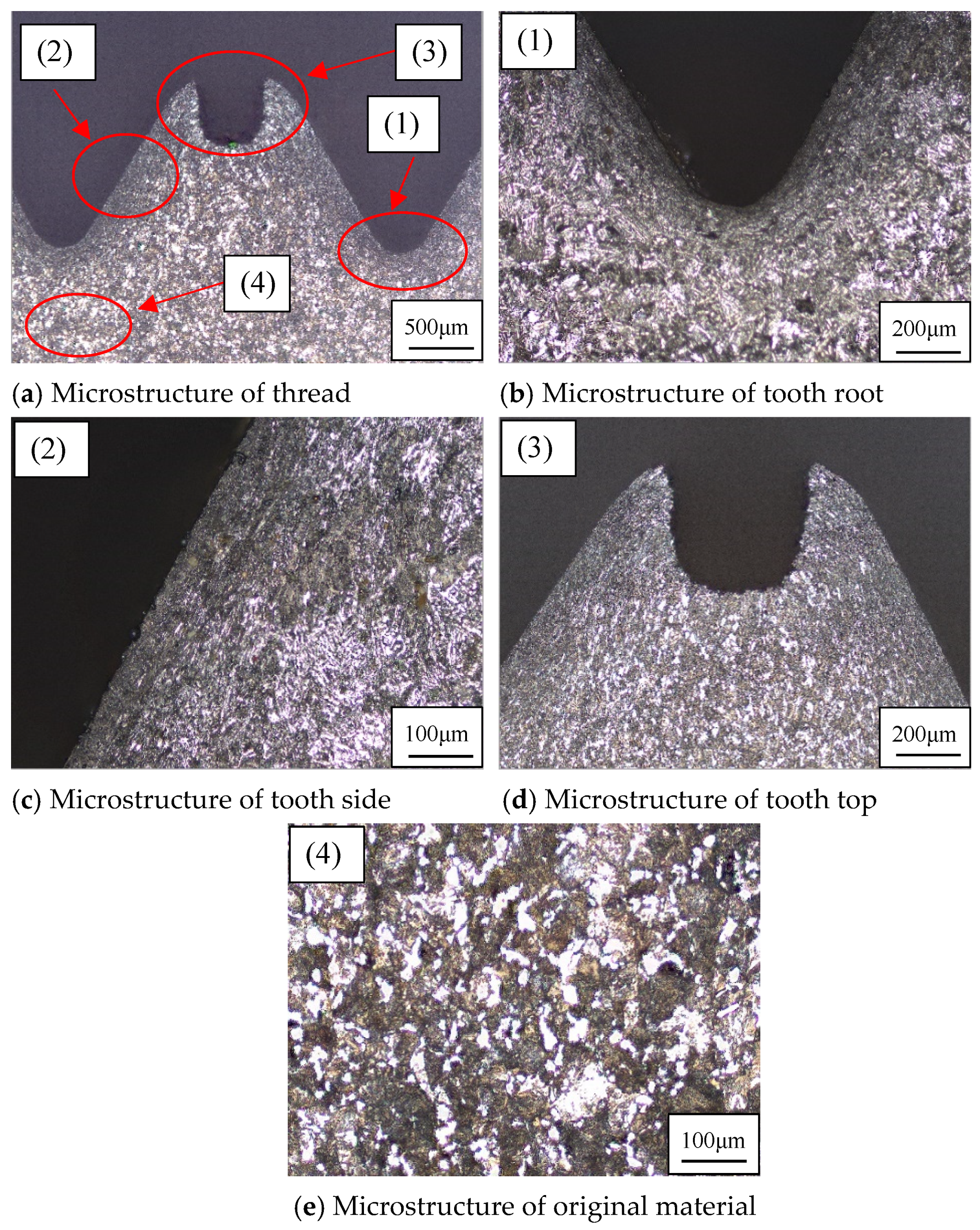
2.3.3. Analysis of Microstructure for Thread
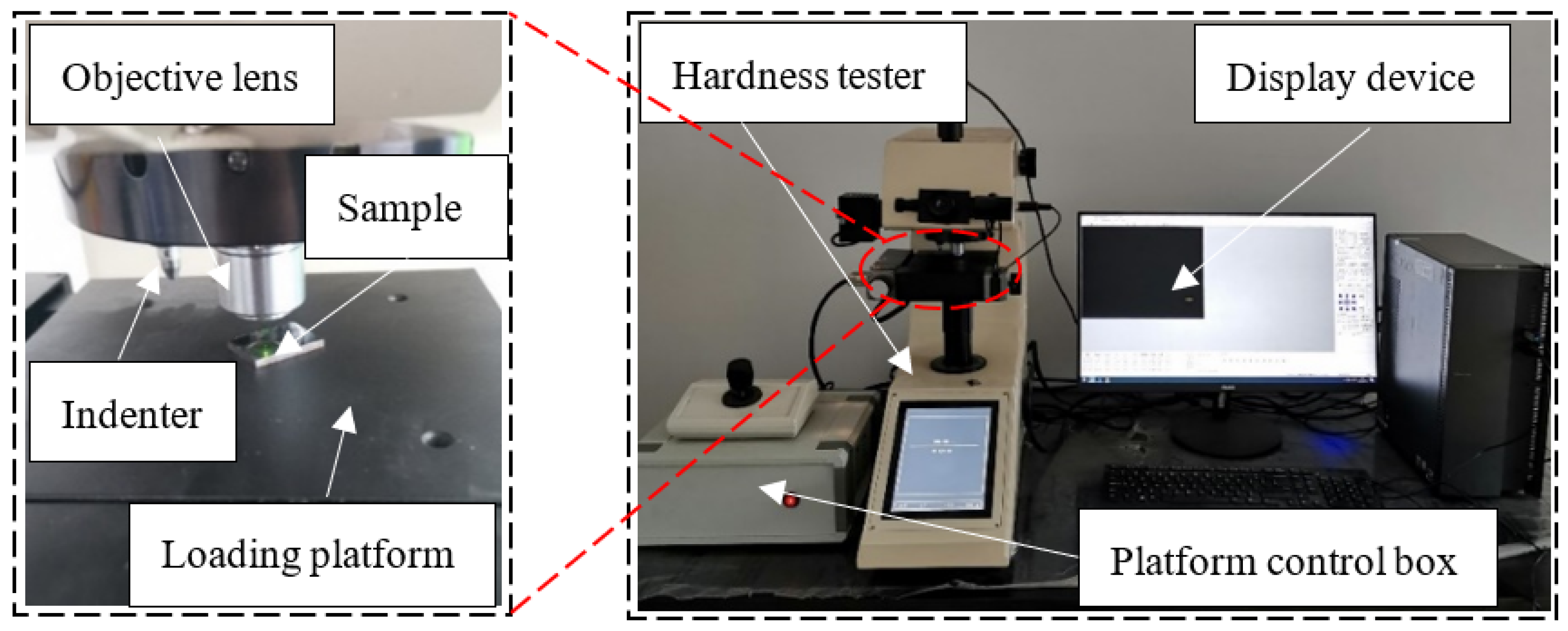
2.3.4. Measurement of Hardness and Hardened Layer for Thread
3. Numerical Model and Validation
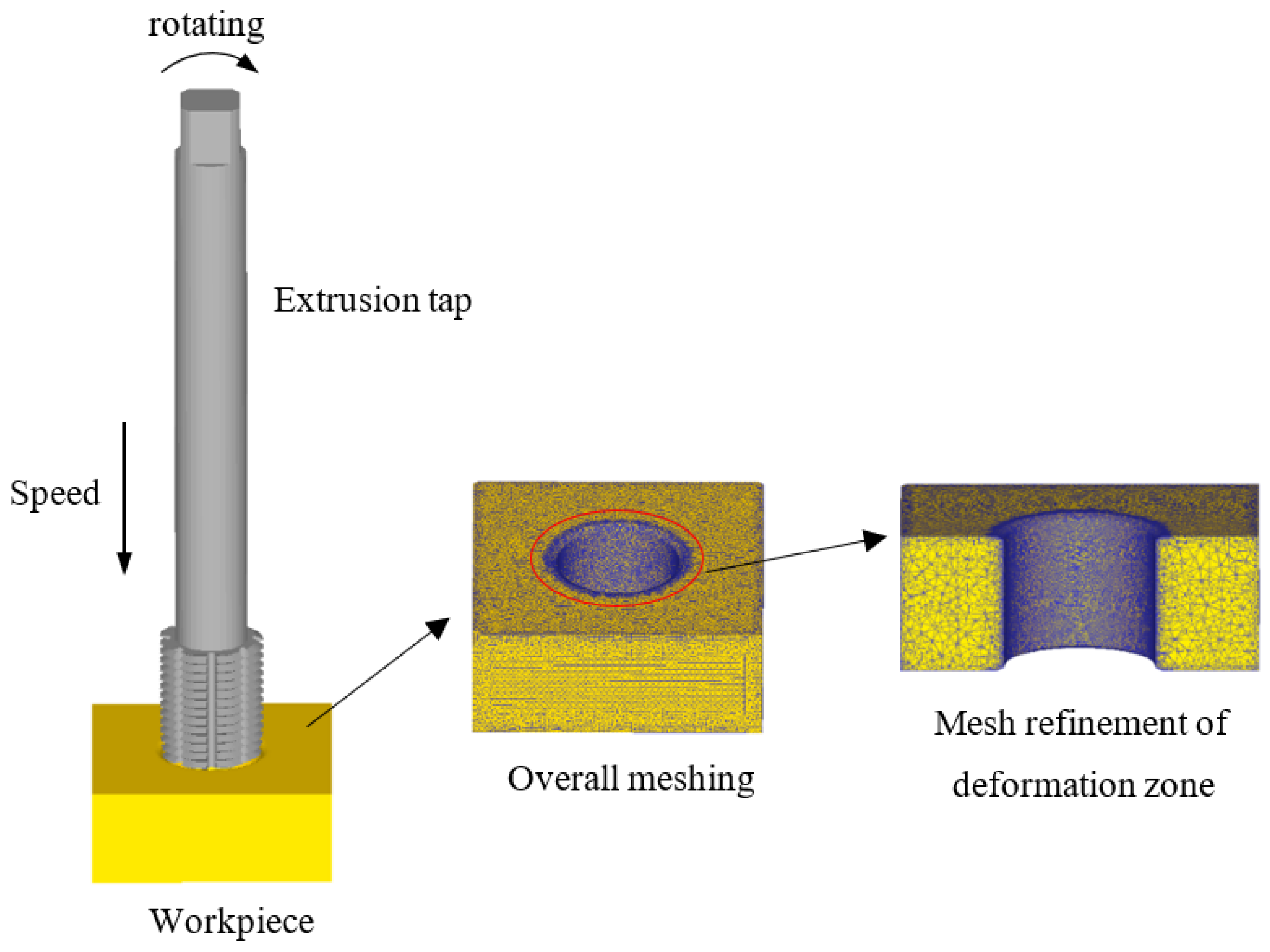
3.1. Establishment of Machining Model for Internal Thread
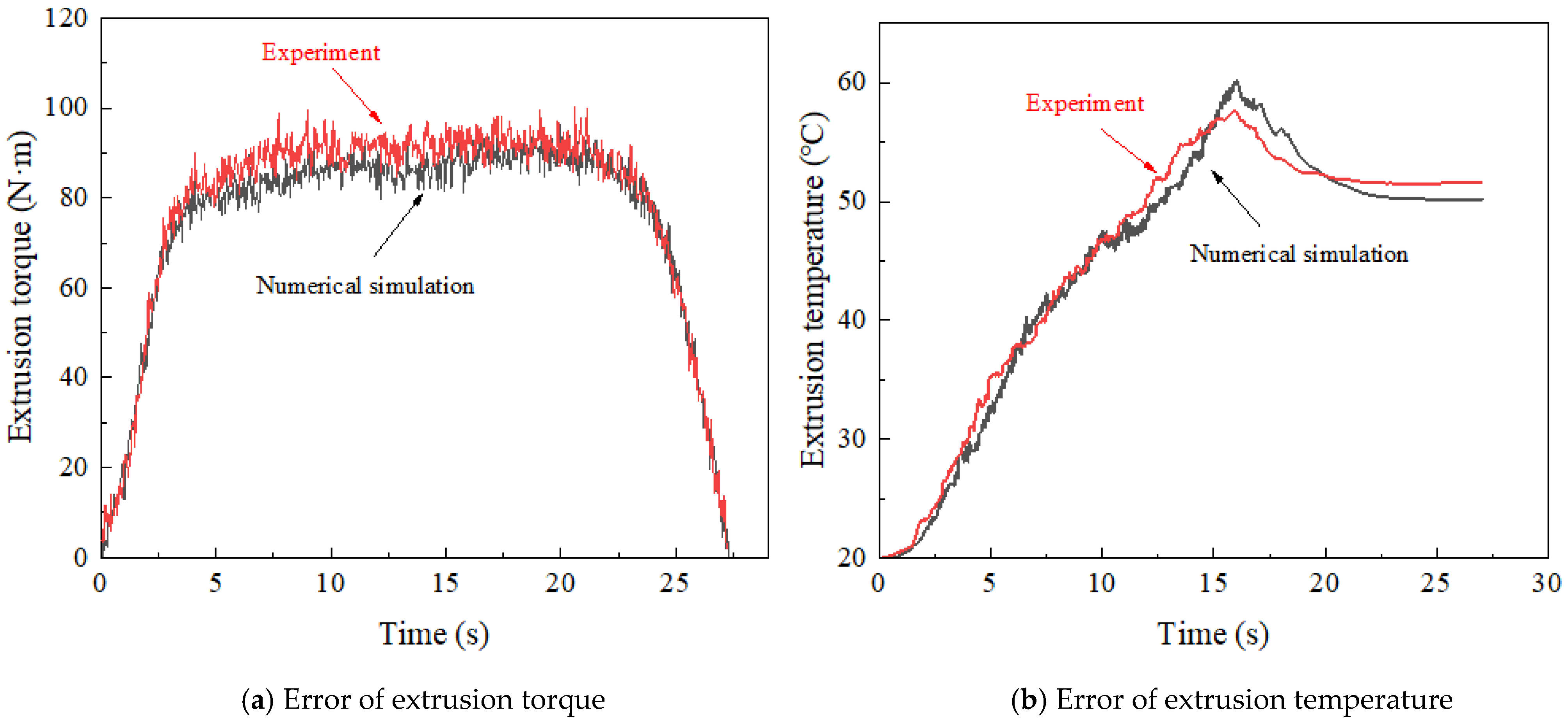
3.2. Verification of Model
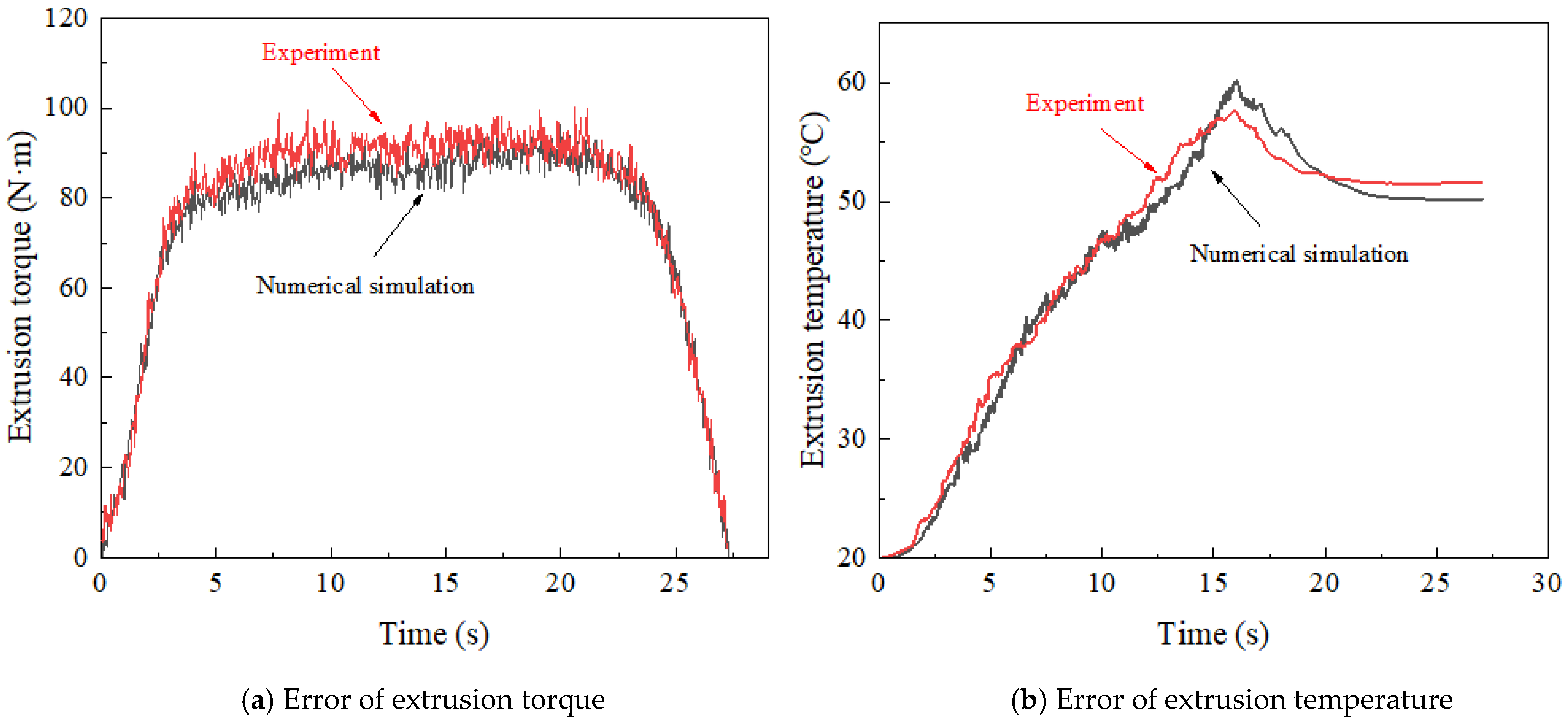
- (1)
- Extrusion torque and temperature.
- (2)
- Thread profile.
4. Effect of Process Parameters on Thread Extrusion Process
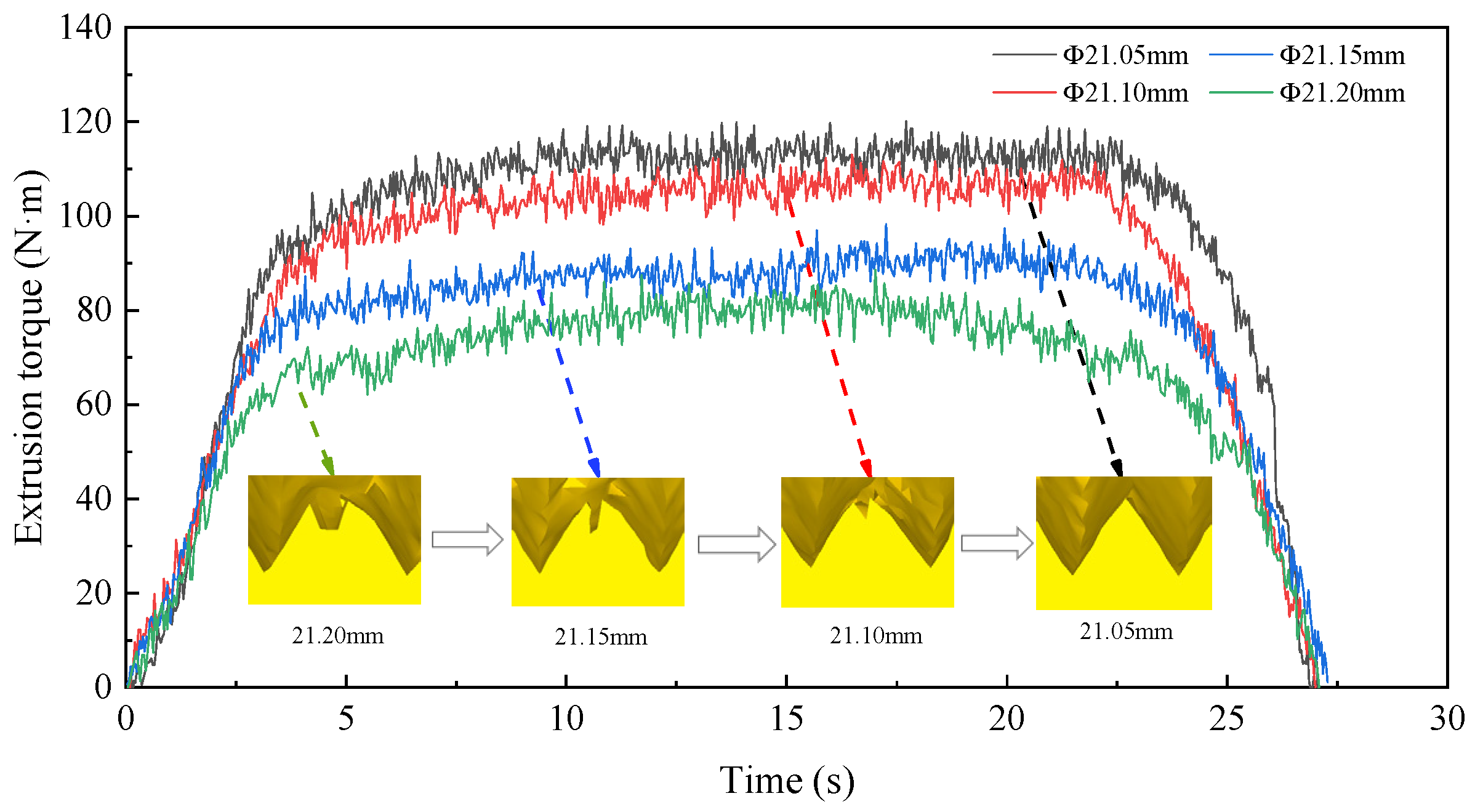
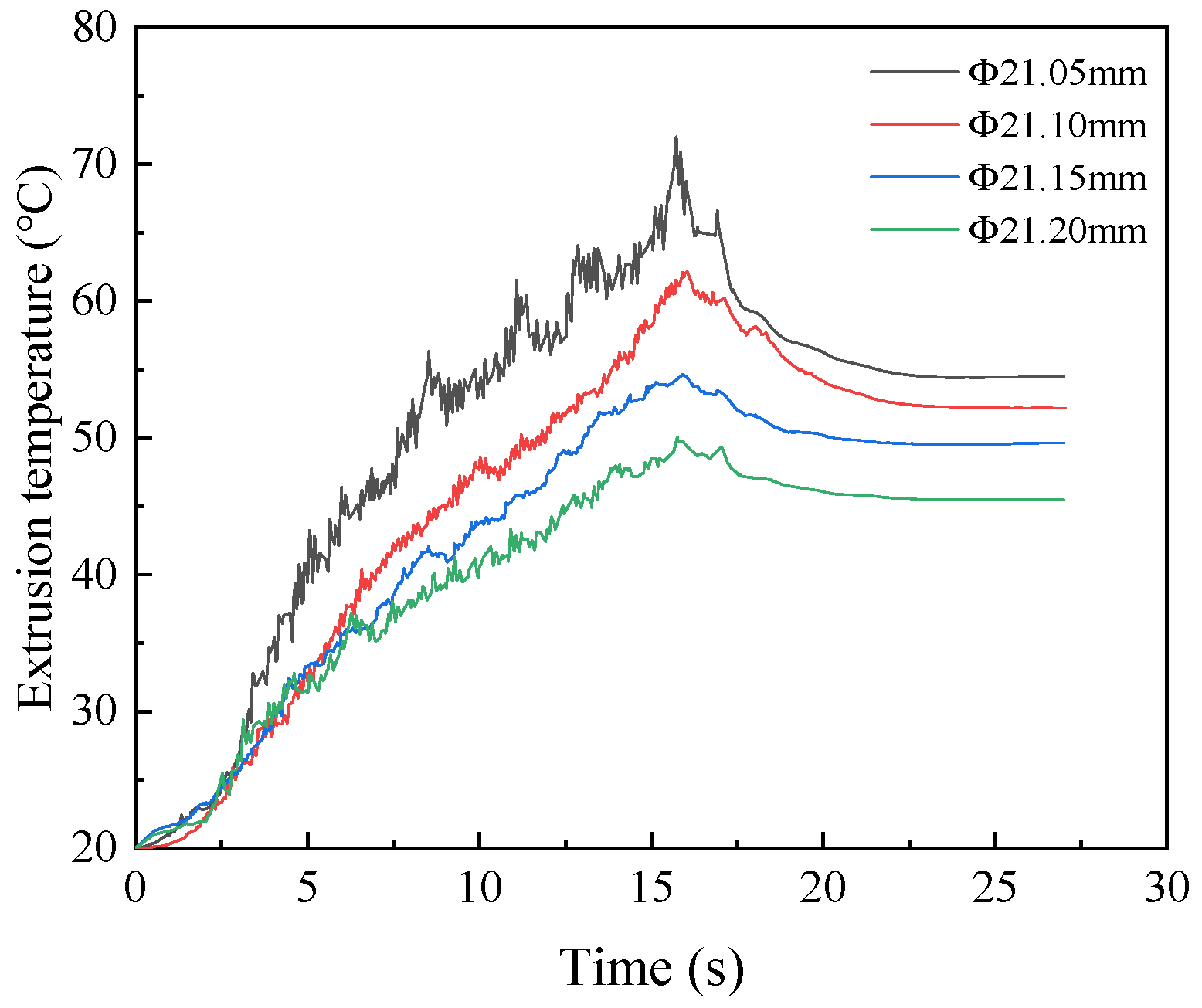
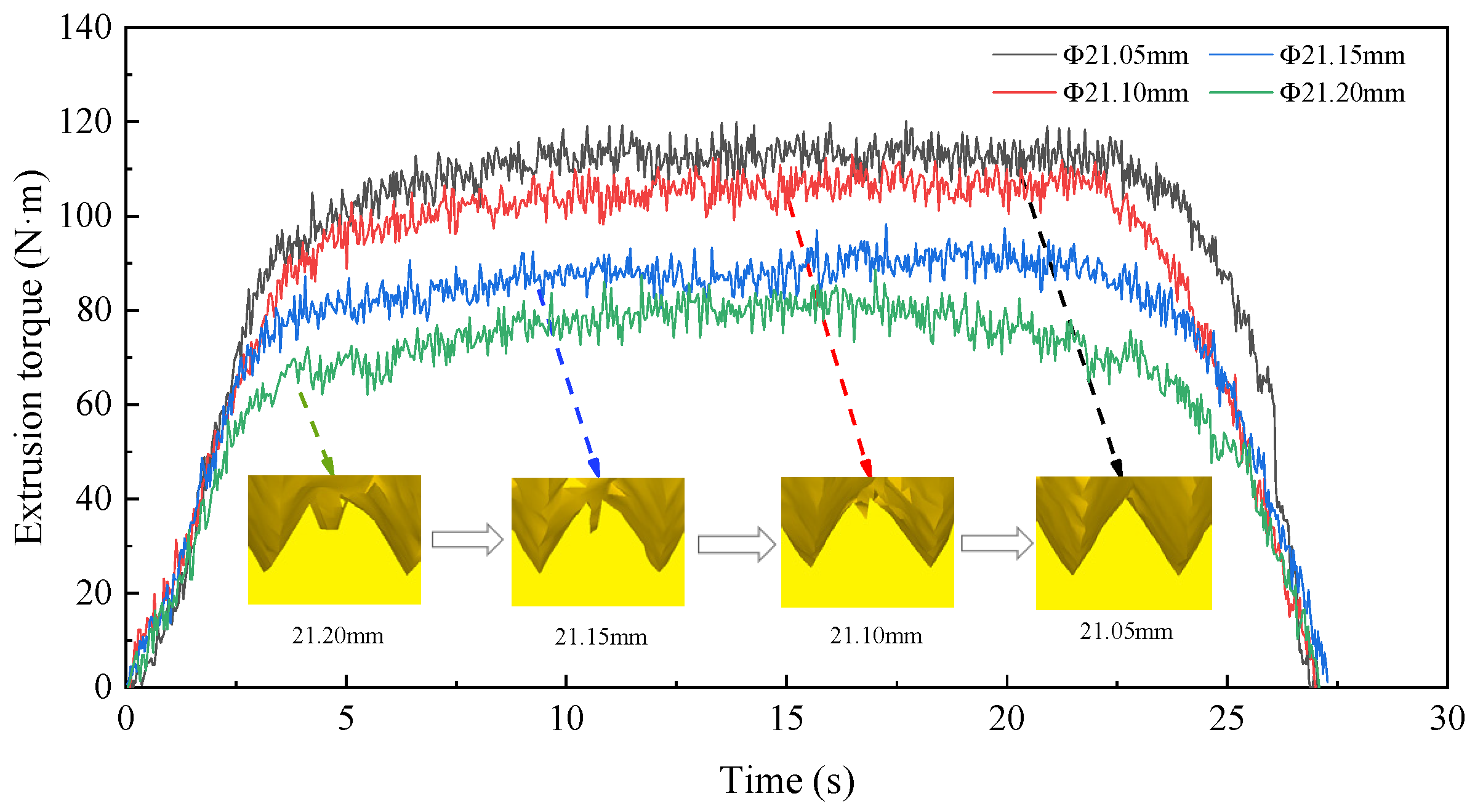
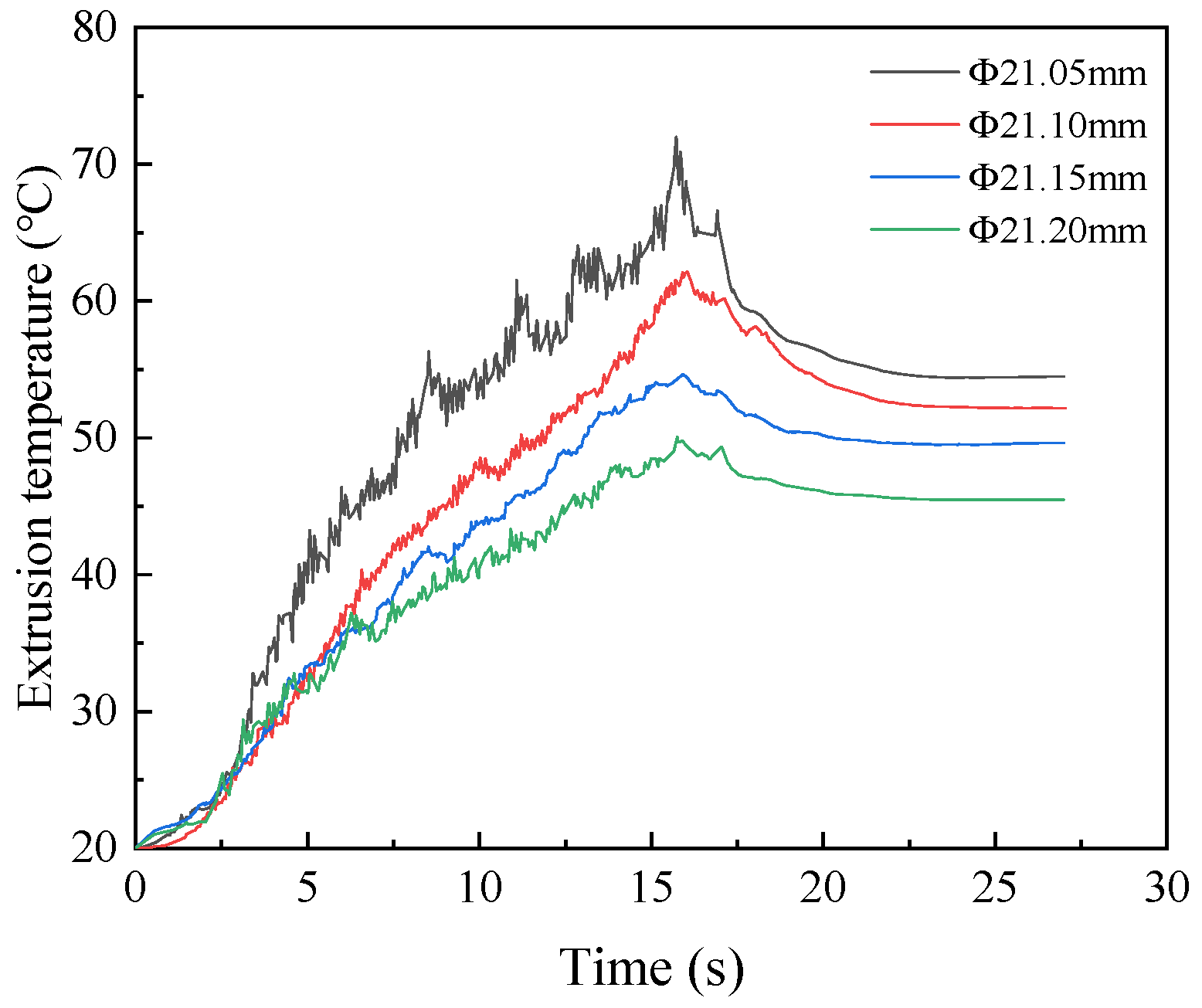
4.1. Analysis of Bottom Hole Diameter
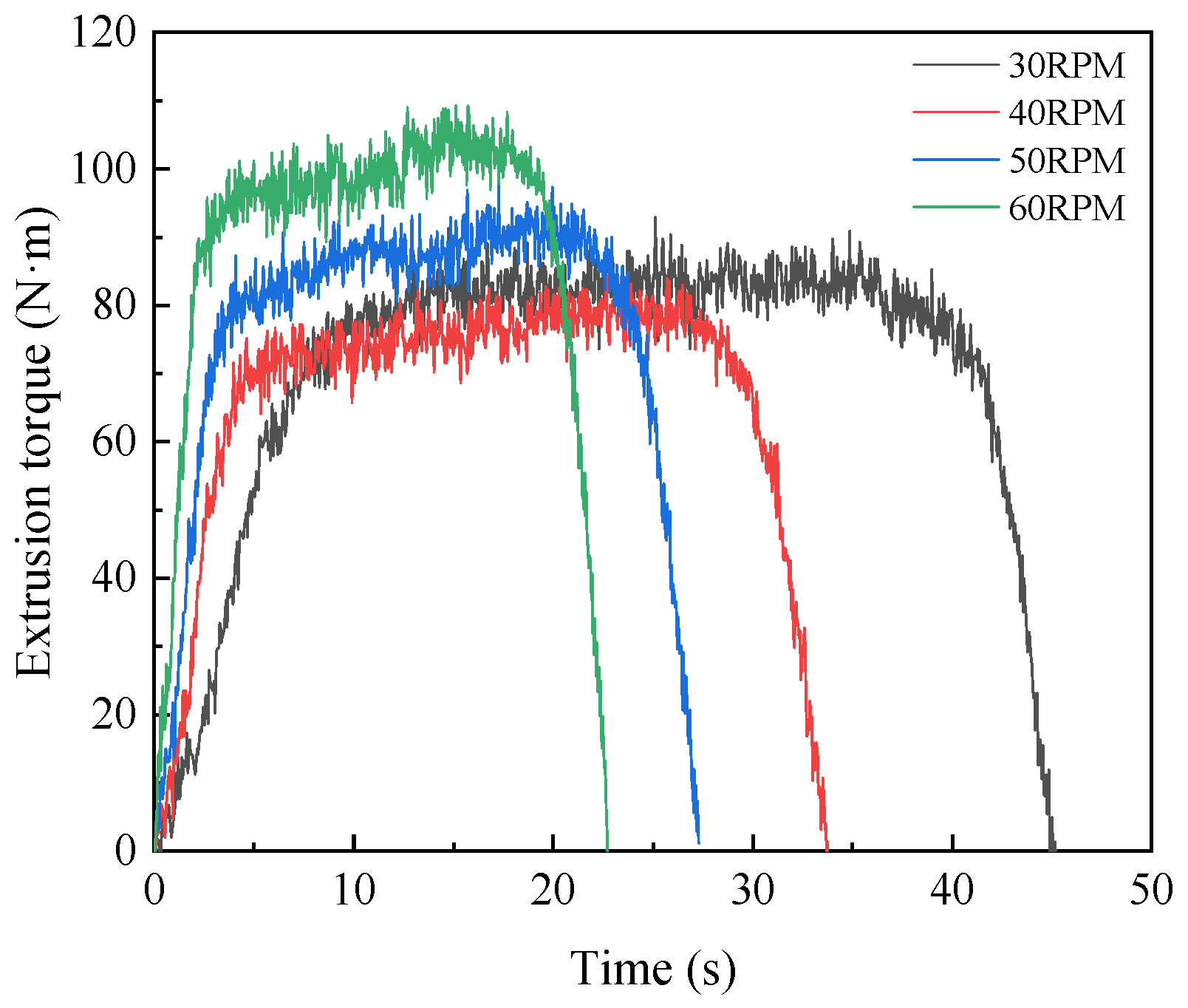
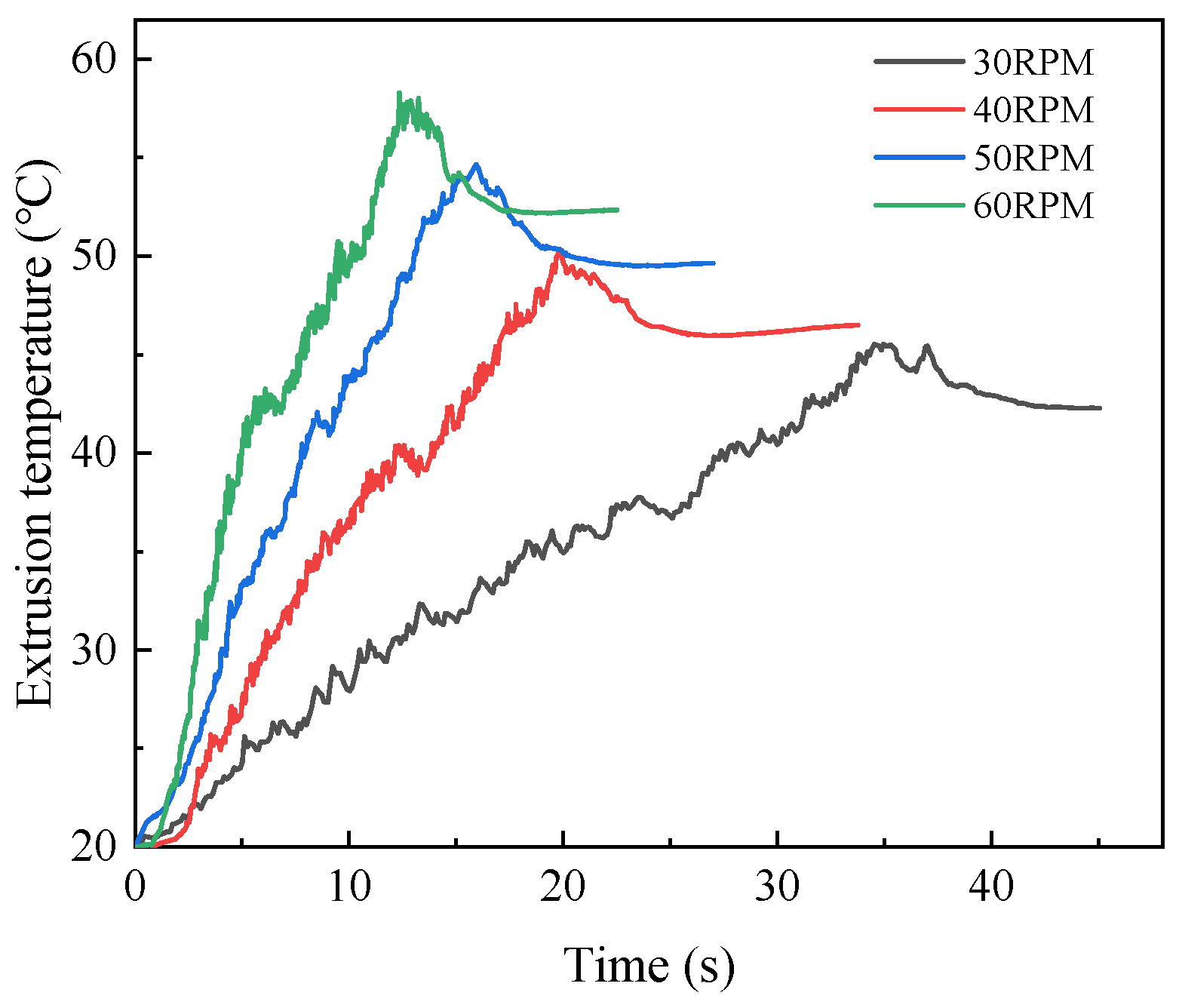
4.2. Analysis of Machine Tool Speed
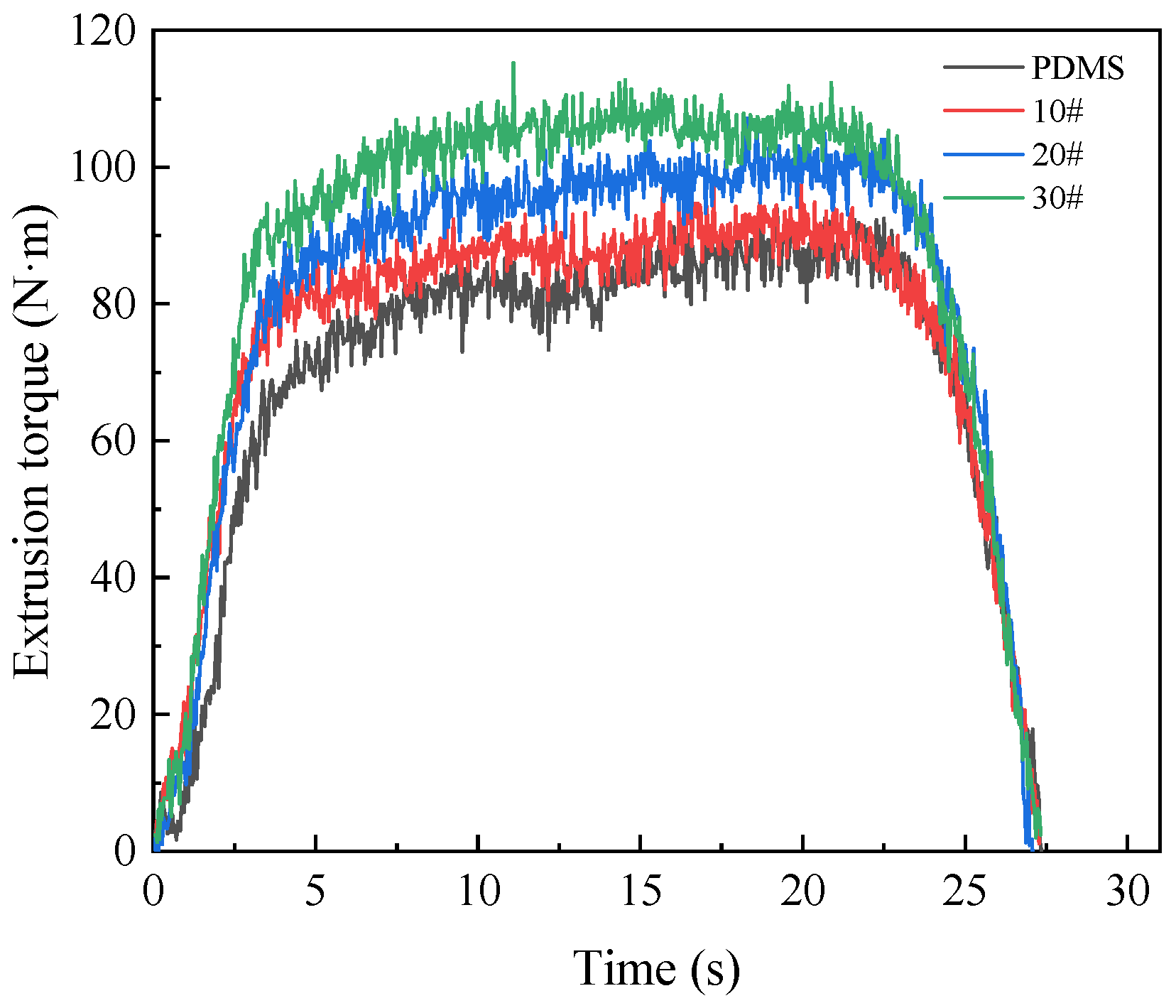
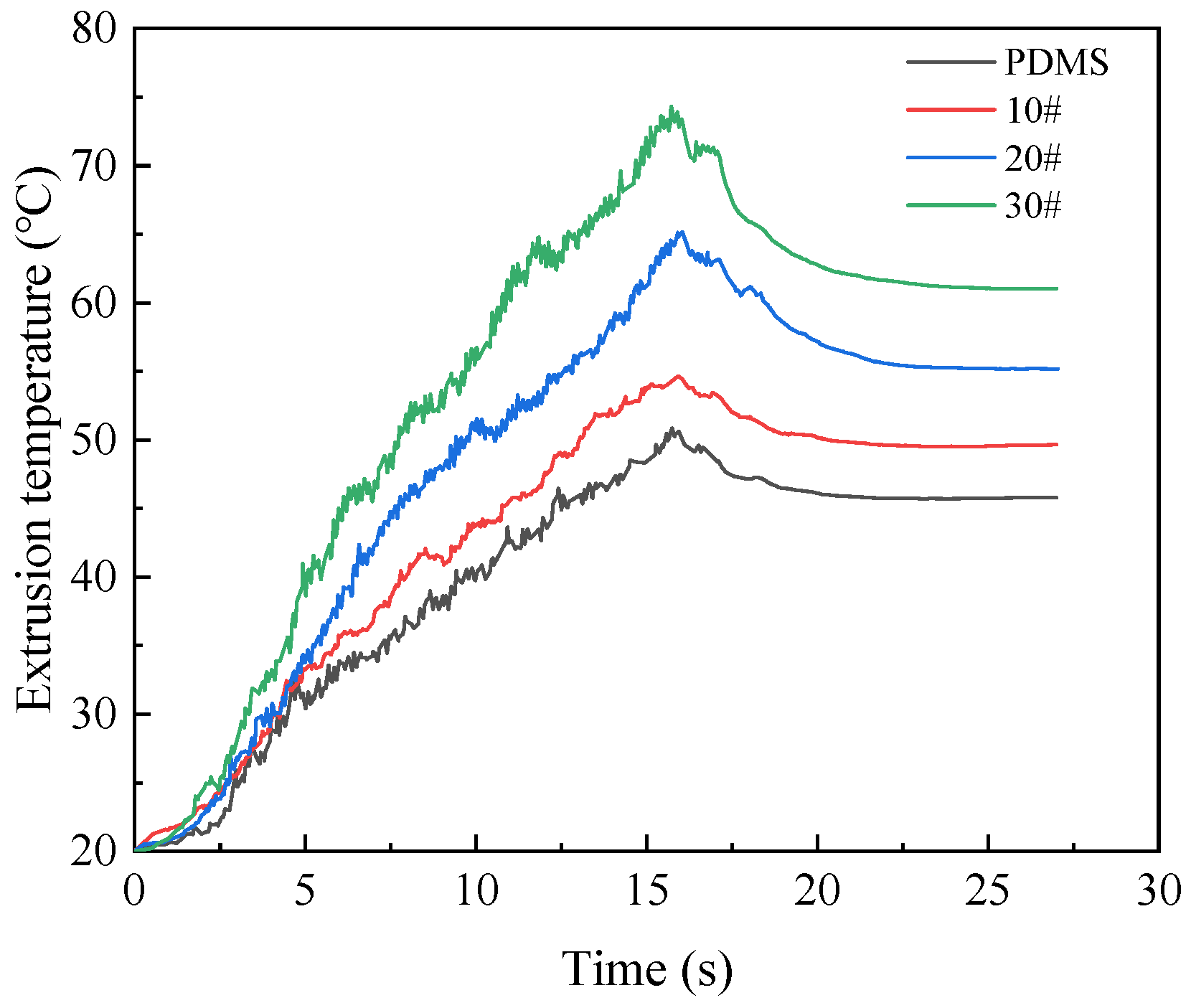
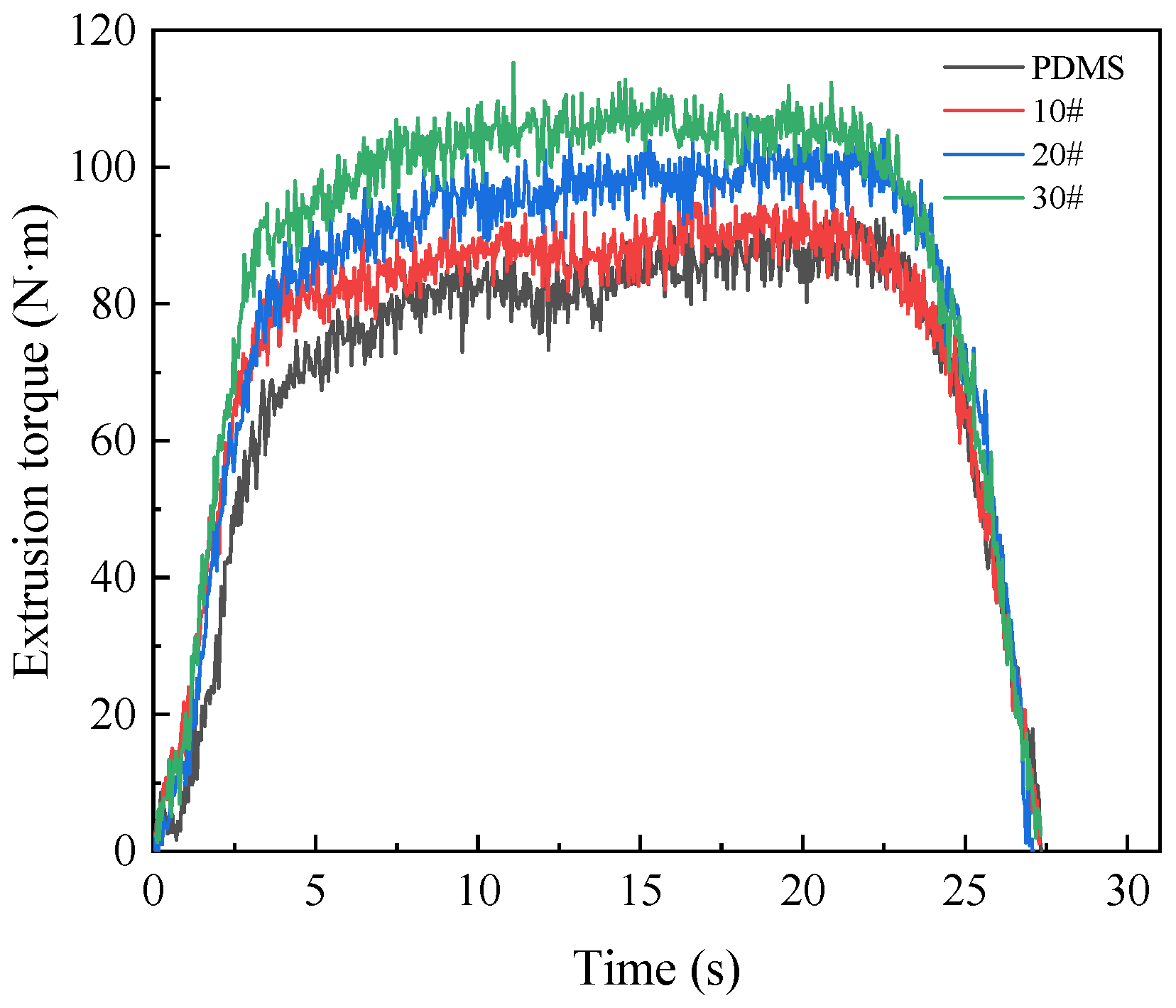
4.3. Analysis of Lubricating Medium
5. Optimization Design
5.1. Design of Orthogonal Test Table
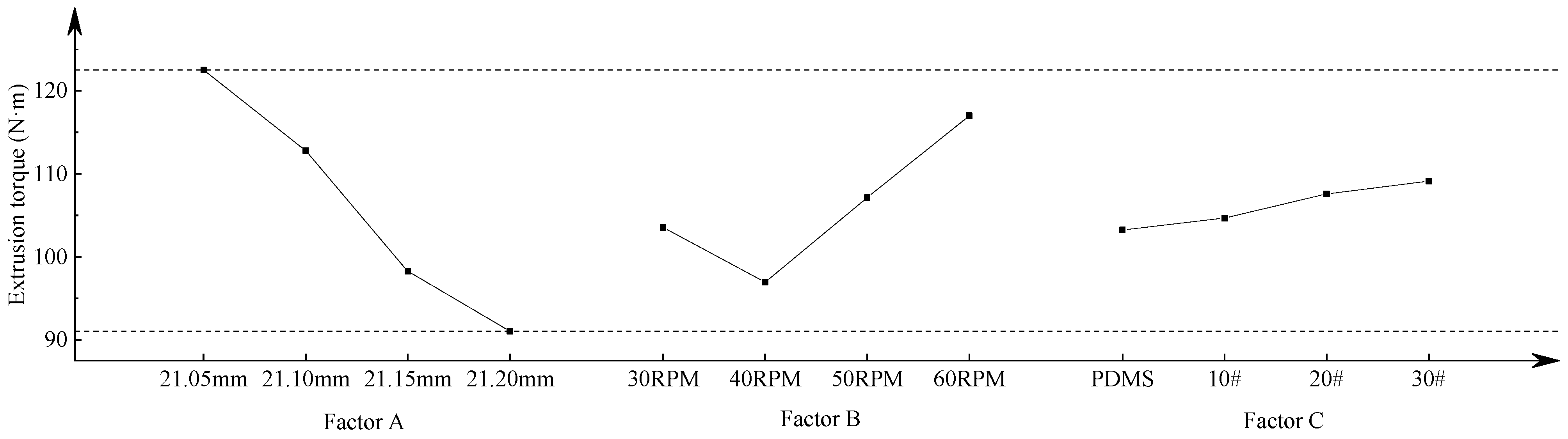
5.2. Data Analysis of Orthogonal Test
5.3. Verification of Optimization Results
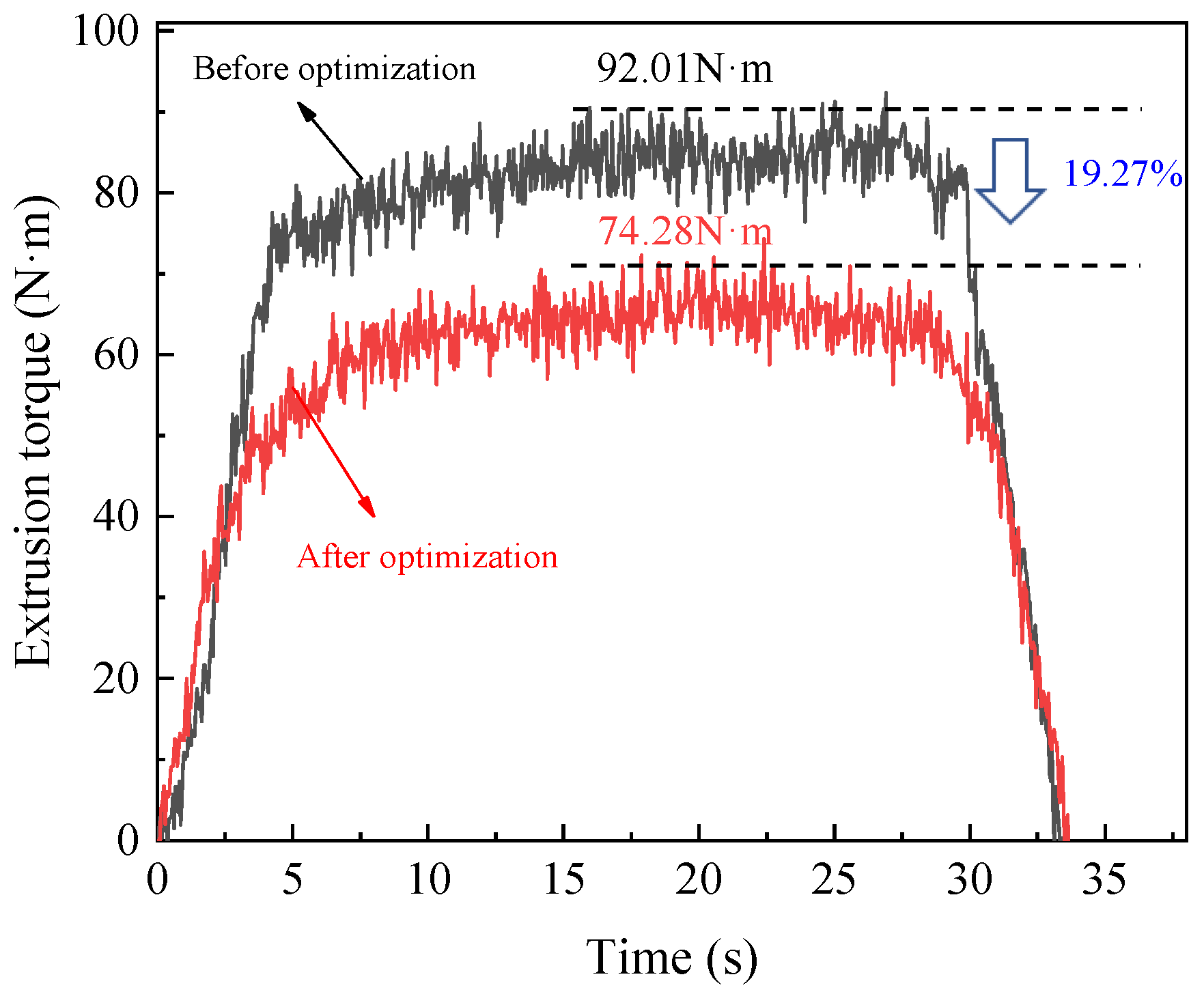
5.3.1. Extrusion Torque and Temperature
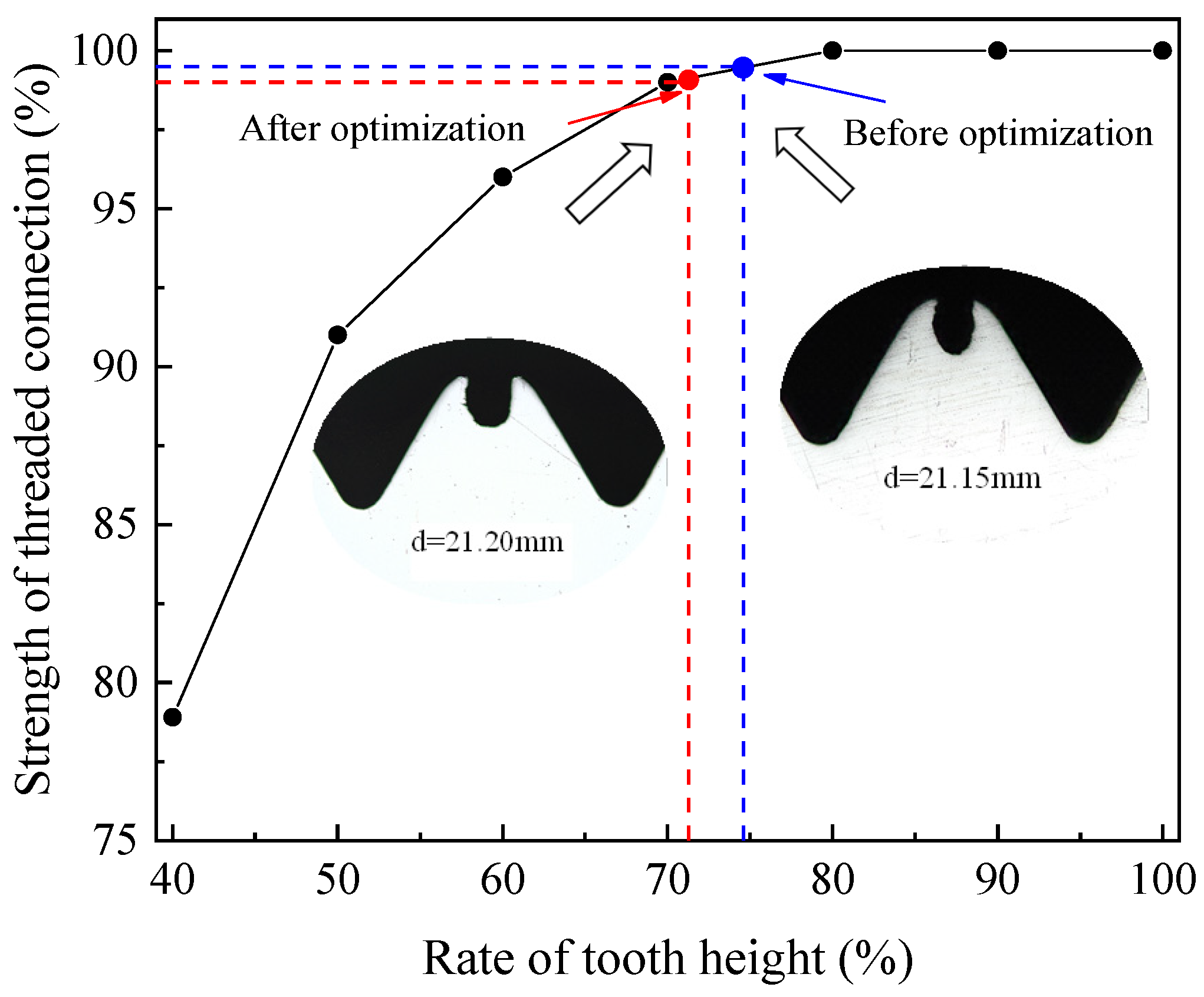
5.3.2. Threaded Tooth Height
5.3.3. Hardness and Hardened Layer for Thread
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zheng, Q.; Guo, Y.; Wei, Y.; Wang, Y.; Wang, X. Loosening of steel threaded connection subjected to axial compressive impact loading. Int. J. Impact Eng. 2020, 144, 103662. [Google Scholar] [CrossRef]
- Chen, F.; Huo, Y.; Zhao, H.; Di, Q.; Wang, W.; Zhou, X.; Zhang, Y. The effect of axial tension and borehole curvature on torsion limit of drill string threaded connections. Eng. Fail. Anal. 2021, 127, 10555. [Google Scholar] [CrossRef]
- Winklberger, M.; Heftberger, P.; Sattlecker, M.; Schagerl, M. Fatigue strength and weight optimization of threaded connections in tie-rods for aircraft structures. Procedia Eng. 2018, 213, 374–382. [Google Scholar] [CrossRef]
- Ma, Y.C.; Wan, M.; Yang, Y.; Zhang, W.H. Dynamics of tapping process. Int. J. Mach. Tools Manuf. 2019, 140, 34–37. [Google Scholar] [CrossRef]
- Faur, A.S.; Popa, M.S.; Sattel, S.; Milas, F. Influence of a New Tap Drill Geometry on C45 (1.0503) Steel Processing. Teh. Vjesn. 2019, 26, 611–616. [Google Scholar]
- Biermann, D.; Oezkaya, E. CFD simulation for internal coolant channel design of tapping tools to reduce tool wear. CIRP Ann. Manuf. Technol. 2017, 66, 109–112. [Google Scholar] [CrossRef]
- Matsui, S.; Ozaki, N.; Hirogaki, T.; Aoyama, E.; Yamamoto, T. Investigation of Internal Thread Cutting Phenomena in Three Axes by Controlling Helical Interpolate Motion Considering Tool Position Information from Servo-Drive. Int. J. Automot. Technol. 2020, 14, 467–474. [Google Scholar] [CrossRef]
- Monka, P.; Monkova, K.; Uban, M.; Hruzik, L.; Vasina, M. Vibrodiagnostics as the tool of a tap wear monitoring. Procedia Struct. Int. 2018, 13, 959–964. [Google Scholar] [CrossRef]
- Golovkin, V.V.; Batishcheva, O.M.; Papshev, V.A. Ultrasonic vibration-assisted thread cutting technology. Mater. Today Proc. 2021, 38, 1960–1962. [Google Scholar] [CrossRef]
- Hou, Y.J.; Zuo, D.W.; Sun, Y.L.; Liao, Z.N. Semi-analytical torque modeling of Ti-6Al-4V-alloy internal trapezoidal thread extrusion forming with an emphasis on low-frequency torsional vibration. J. Mater. Process. Technol. 2020, 286, 116812. [Google Scholar] [CrossRef]
- Paulsen, T.; Guba, N.; Slter, J.; Karpuschewski, B. Influence of the workpiece material on the cutting performance in low frequency vibration assisted drilling. CIRP J. Manuf. Sci. Technol. 2020, 31, 140–152. [Google Scholar] [CrossRef]
- Piska, M.; Sliwkova, P. A Study of Cutting and Forming Threads with Coated HSS Taps. J. Mach. Eng. 2015, 3, 65–74. [Google Scholar]
- Yin, B.; Han, R. Investigation of the torque characteristics in vibration tapping of hardened steel. Int. J. Mach. Tools Manuf. 2006, 46, 623–630. [Google Scholar] [CrossRef]
- Piska, M.; Sliwkova, P. Surface Parameters, Tribological Tests and Cutting Performance of Coated HSS Taps. Procedia Eng. 2015, 100, 125–134. [Google Scholar] [CrossRef]
- Saito, Y.; Takiguchi, S.; Yamaguchi, T.; Shibata, K.; Kubo, T.; Watanabe, W. Effect of friction at chip–tool interface on chip geometry and chip snarling in tapping process. Int. J. Mach. Tools Manuf. 2016, 107, 60–65. [Google Scholar] [CrossRef] [Green Version]
- Veldhuis, S.C.; Dosbaeva, G.K.; Benga, G. Application of ultra-thin fluorine-content lubricating films to reduce tool/workpiece adhesive interaction during thread-cutting operations. Int. J. Mach. Tools Manuf. 2007, 47, 521–528. [Google Scholar] [CrossRef]
- Korhonen, H.; Koistinen, A.; Lappalainen, R. Improvements in the thread cutting torque for a 6082-T6 aluminum-based alloy with tapping tools utilizing diamond coating. Mach. Sci. Technol. 2018, 24, 696–728. [Google Scholar] [CrossRef] [Green Version]
- Popovi, M.; Stoi, A.; Tanovi, L. Prediction of tapping forces and torque for 16MnCr5 alloyed steel. Teh. Vjesn. 2016, 23, 873–879. [Google Scholar]
- Tanaka, R.; Yamazaki, S.; Hosokawa, A.; Furumoto, T. Analysis of Cutting Behavior during Tapping and Measurement of Tool Edge Temperature Measured by a Two-Color Pyrometer. J. Adv. Mech. Des. Syst. Manuf. 2013, 7, 115–124. [Google Scholar] [CrossRef] [Green Version]
- Xu, X.; Wang, J.; Ming, W.; Chen, M.; An, Q. In-process tap tool wear monitoring and prediction using a novel model based on deep learning. Int. J. Adv. Manuf. Technol. 2021, 112, 453–466. [Google Scholar] [CrossRef]
- Gil-Del-Val, A.; Diéguez, P.; Arizmendi, M.; Estrems, M. Experimental Study of Tapping Wear Mechanisms on Nodular Cast Iron. Procedia Eng. 2015, 132, 190–196. [Google Scholar] [CrossRef] [Green Version]
- Lu, T.; Kulesza, S.; Bramowicz, M. Fractal geometry of internal thread surfaces manufactured by cutting tap and rolling tap. Manuf. Lett. 2020, 23, 34–38. [Google Scholar]
- Wittke, P.; Walther, F. Cyclic Deformation Behavior of Friction Drilled Internal Threads in AlSi10Mg and AZ31 Profiles. Procedia Struct. Int. 2016, 2, 3264–3271. [Google Scholar] [CrossRef] [Green Version]
- Tălu, Ş.; Sağlam, H.; Kus, R.; Bramowicz, M.; Kulesza, S. Experimental investigations of threads surface integrity manufactured by cutting insert and with internal thread rolling head. CIRP J. Manuf. Sci. Technol. 2020, 31, 334–341. [Google Scholar] [CrossRef]
- Liu, M.; Ji, Z.; Fan, R.; Wang, X. Finite Element Analysis of Extrusion Process for Magnesium Alloy Internal Threads with Electromagnetic Induction-Assisted Heating and Thread Performance Research. Materials 2020, 13, 2170. [Google Scholar] [CrossRef] [PubMed]
- Hou, H.L.; Zhang, G.P.; Xin, C.; Zhao, Y.Q. Numerical Simulation and Process Optimization of Internal Thread Cold Extrusion Process. Materials 2020, 13, 3960. [Google Scholar] [CrossRef] [PubMed]
- Warrington, C.; Kapoor, S.; DeVor, R. Experimental Investigation of Thread Formation in Form Tapping. J. Manuf. Sci. Eng. 2005, 127, 829–836. [Google Scholar] [CrossRef]
- Fromentin, G.; Poulachon, G.; Moisan, A.; Julien, B.; Giessler, J. Precision and surface integrity of threads obtained by form tapping. CIRP Ann. 2005, 54, 519–522. [Google Scholar] [CrossRef]
- Fromentin, G.; Bierla, A.; Minfray, C.; Poulachon, G. An experimental stud. An experimental study on the effects of lubrication in form tapping. Tribol. Int. 2010, 43, 1726–1734. [Google Scholar] [CrossRef] [Green Version]
- Mohruni, A.S.; Zahir, M.; Yanis, M.; Sharif, S.; Yani, I. Investigation of Finite Element Modelling on Thin-Walled Machining of Ti6Al4V using DEFORM-3D. J. Phys. Conf. Ser. 2019, 1167, 012002. [Google Scholar] [CrossRef]
- Yildiz, A.; Kurt, A.; Yağmur, S. Finite element simulation of drilling operation and theoretical analysis of drill stresses with the Deform-3D. Simul. Model. Pract. Theory 2020, 104, 102153. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lubricating Medium | Kinematic Viscosity at 40 °C (mm2/s) | Friction Coefficient in Numerical Simulation |
|---|---|---|
| PDMS polydimethylsiloxane coolant | 10 | 0.08 |
| 10# engine oil | 12 | 0.12 |
| 20# engine oil | 23 | 0.2 |
| 30# engine oil | 32 | 0.25 |
| Level | A Diameter of Bottom Hole (mm) | B Machine Tool Speed (RPM) | C Lubricating Medium |
|---|---|---|---|
| 1 | 21.05 | 30 | PDMS polydimethylsiloxane coolant |
| 2 | 21.10 | 40 | 10# engine oil |
| 3 | 21.15 | 50 | 20# engine oil |
| 4 | 21.20 | 60 | 30# engine oil |
| Number | Diameter of Bottom Hole (mm) | Machine Tool Speed (RPM) | Lubricating Medium | Torque (N·m) | Temperature (°C) |
|---|---|---|---|---|---|
| 1 | 21.05 | 30 | PDMS | 115.79 | 62.25 |
| 2 | 21.05 | 40 | 10# | 113.56 | 67.59 |
| 3 | 21.05 | 50 | 20# | 126.58 | 77.15 |
| 4 | 21.05 | 60 | 30# | 134.13 | 83.17 |
| 5 | 21.10 | 30 | 10# | 107.28 | 57.72 |
| 6 | 21.10 | 40 | PDMS | 101.57 | 54.17 |
| 7 | 21.10 | 50 | 30# | 119.24 | 70.28 |
| 8 | 21.10 | 60 | 20# | 123.14 | 68.55 |
| 9 | 21.15 | 30 | 20# | 98.52 | 59.12 |
| 10 | 21.15 | 40 | 30# | 90.54 | 67.74 |
| 11 | 21.15 | 50 | PDMS | 94.42 | 50.86 |
| 12 | 21.15 | 60 | 10# | 109.59 | 57.25 |
| 13 | 21.20 | 30 | 30# | 92.56 | 61.89 |
| 14 | 21.20 | 40 | 20# | 82.13 | 54.12 |
| 15 | 21.20 | 50 | 10# | 88.30 | 50.09 |
| 16 | 21.20 | 60 | PDMS | 101.17 | 48.23 |
| Test Index | Factors | K1 | K2 | K3 | K4 | Range Value R |
|---|---|---|---|---|---|---|
| Extrusion torque (N·m) | A | 122.52 | 112.81 | 98.27 | 91.04 | 31.48 |
| B | 103.54 | 96.95 | 107.14 | 117.01 | 20.06 | |
| C | 103.24 | 104.68 | 107.59 | 109.12 | 5.88 | |
| Extrusion temperature (°C) | A | 72.54 | 62.68 | 58.74 | 53.58 | 18.96 |
| B | 60.25 | 60.91 | 62.10 | 64.30 | 4.06 | |
| C | 53.88 | 58.16 | 64.74 | 70.77 | 16.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Q.; Jiang, Y.; Jing, X.; Jiang, Y.; Zhou, H.; Fu, B. Research and Optimization of Process Parameters for Internal Thread Forming Based on Numerical Simulation and Experimental Analysis. Materials 2022, 15, 3160. https://doi.org/10.3390/ma15093160
He Q, Jiang Y, Jing X, Jiang Y, Zhou H, Fu B. Research and Optimization of Process Parameters for Internal Thread Forming Based on Numerical Simulation and Experimental Analysis. Materials. 2022; 15(9):3160. https://doi.org/10.3390/ma15093160
Chicago/Turabian StyleHe, Qiang, Yuxiang Jiang, Xuwen Jing, Yonggang Jiang, Honggen Zhou, and Bofeng Fu. 2022. "Research and Optimization of Process Parameters for Internal Thread Forming Based on Numerical Simulation and Experimental Analysis" Materials 15, no. 9: 3160. https://doi.org/10.3390/ma15093160
APA StyleHe, Q., Jiang, Y., Jing, X., Jiang, Y., Zhou, H., & Fu, B. (2022). Research and Optimization of Process Parameters for Internal Thread Forming Based on Numerical Simulation and Experimental Analysis. Materials, 15(9), 3160. https://doi.org/10.3390/ma15093160