
Effect of Mechanical Shock Treatment on Microstructure and Corrosion Properties of Manual Argon Arc Welding Joints of 2205 Duplex Stainless Steel

Abstract
:1. Introduction
2. Material and Methods
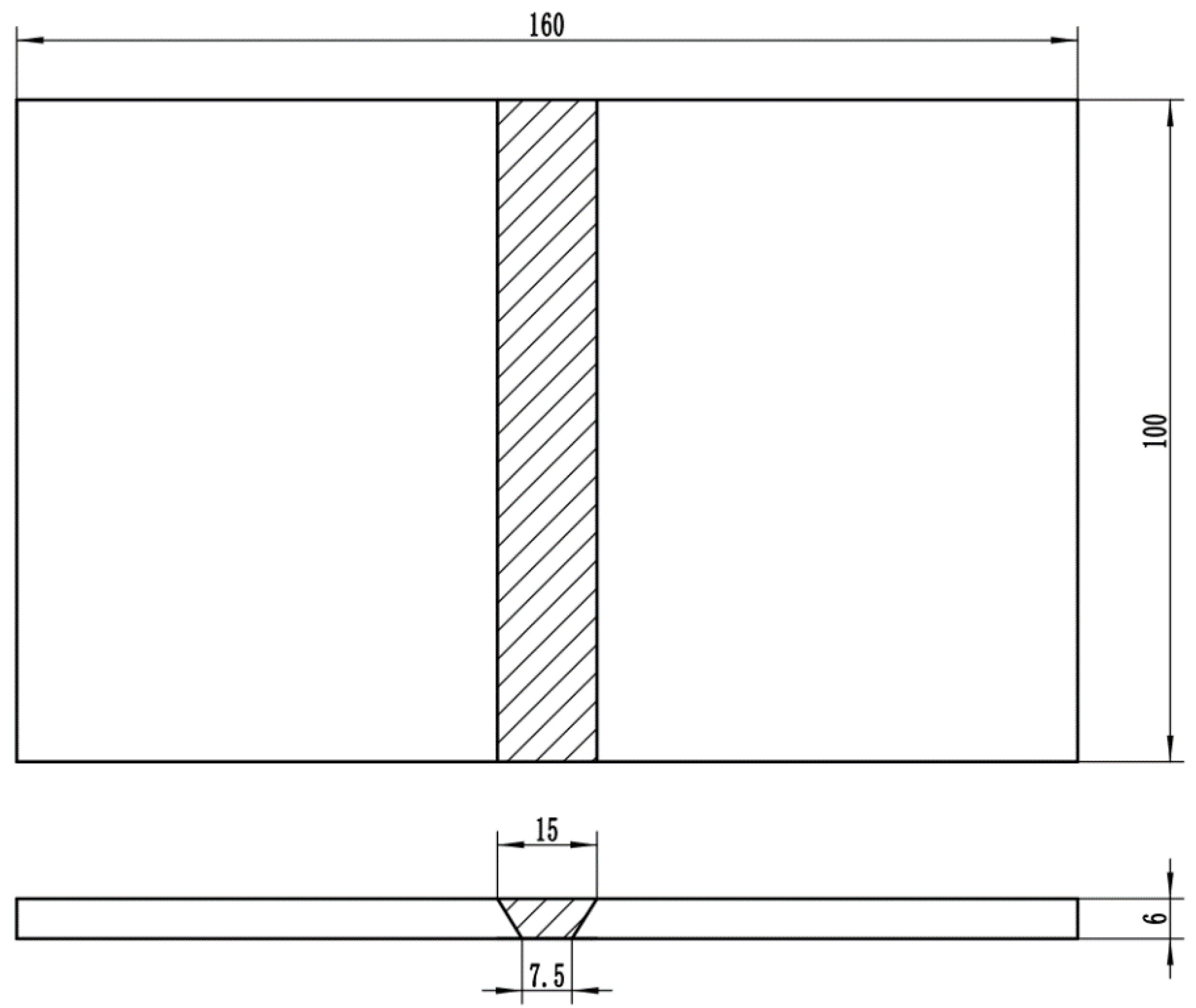
2.1. Material
2.2. Experimental Methods
3. Results and Discussion
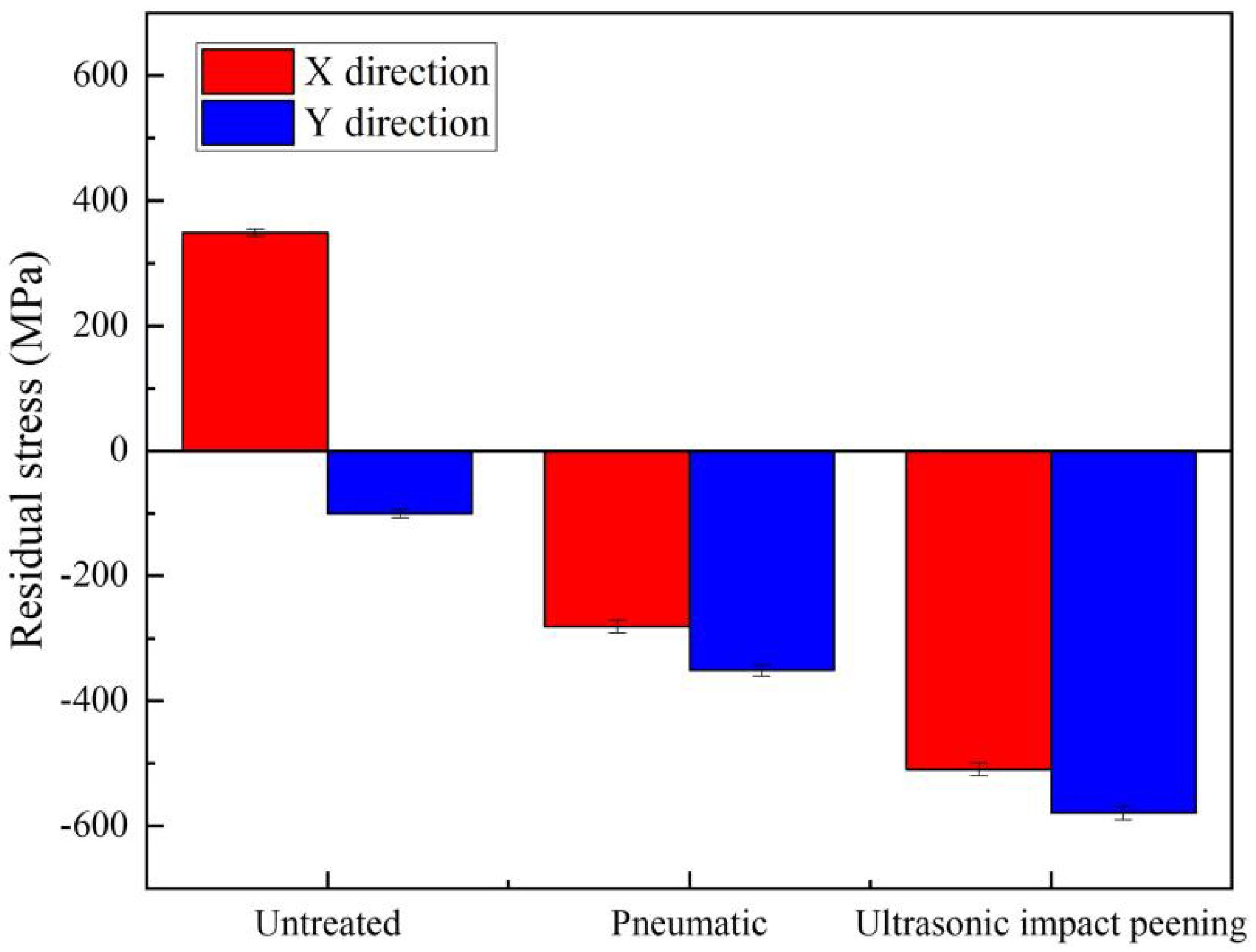
3.1. Residual Stress
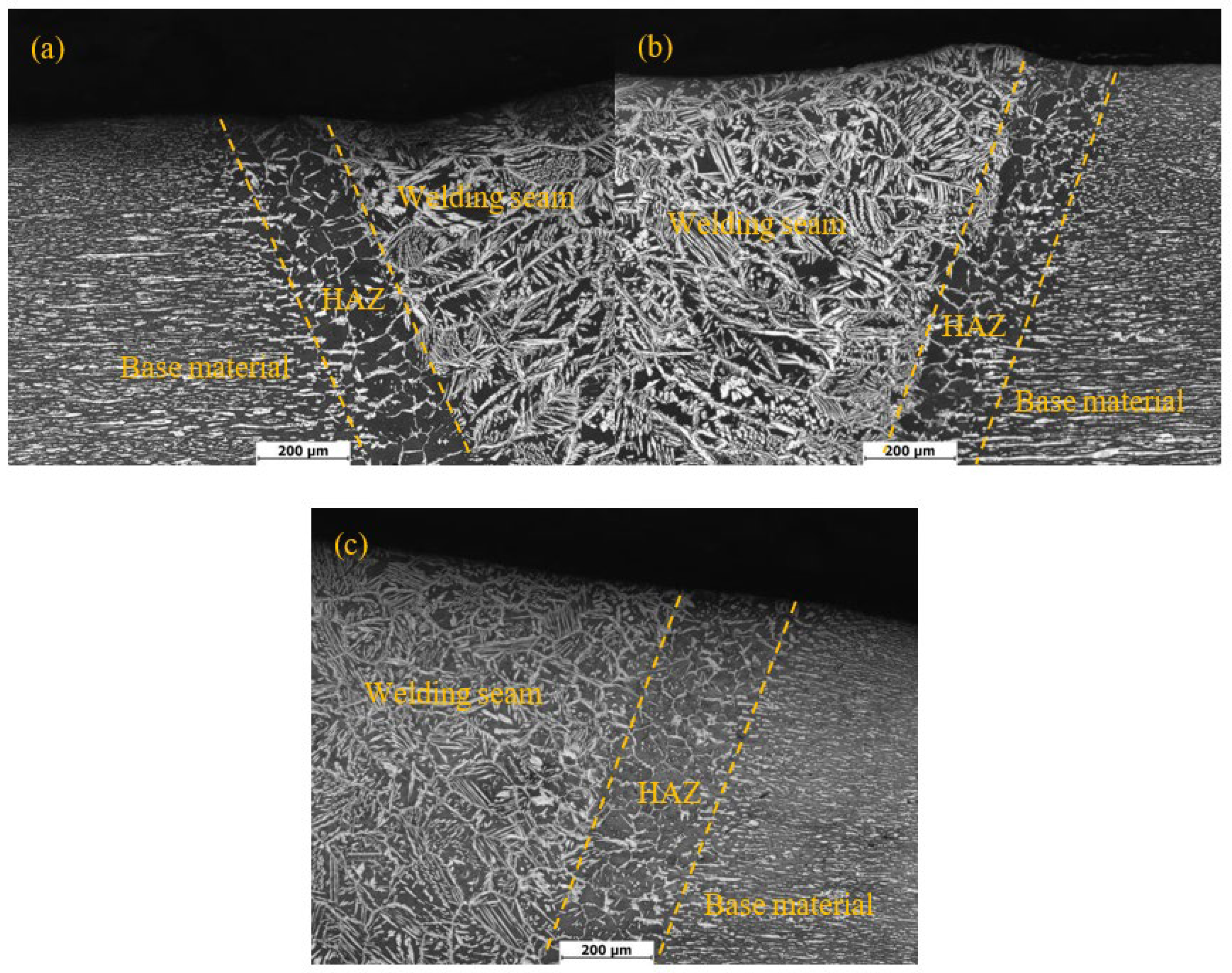
3.2. SEM Observations
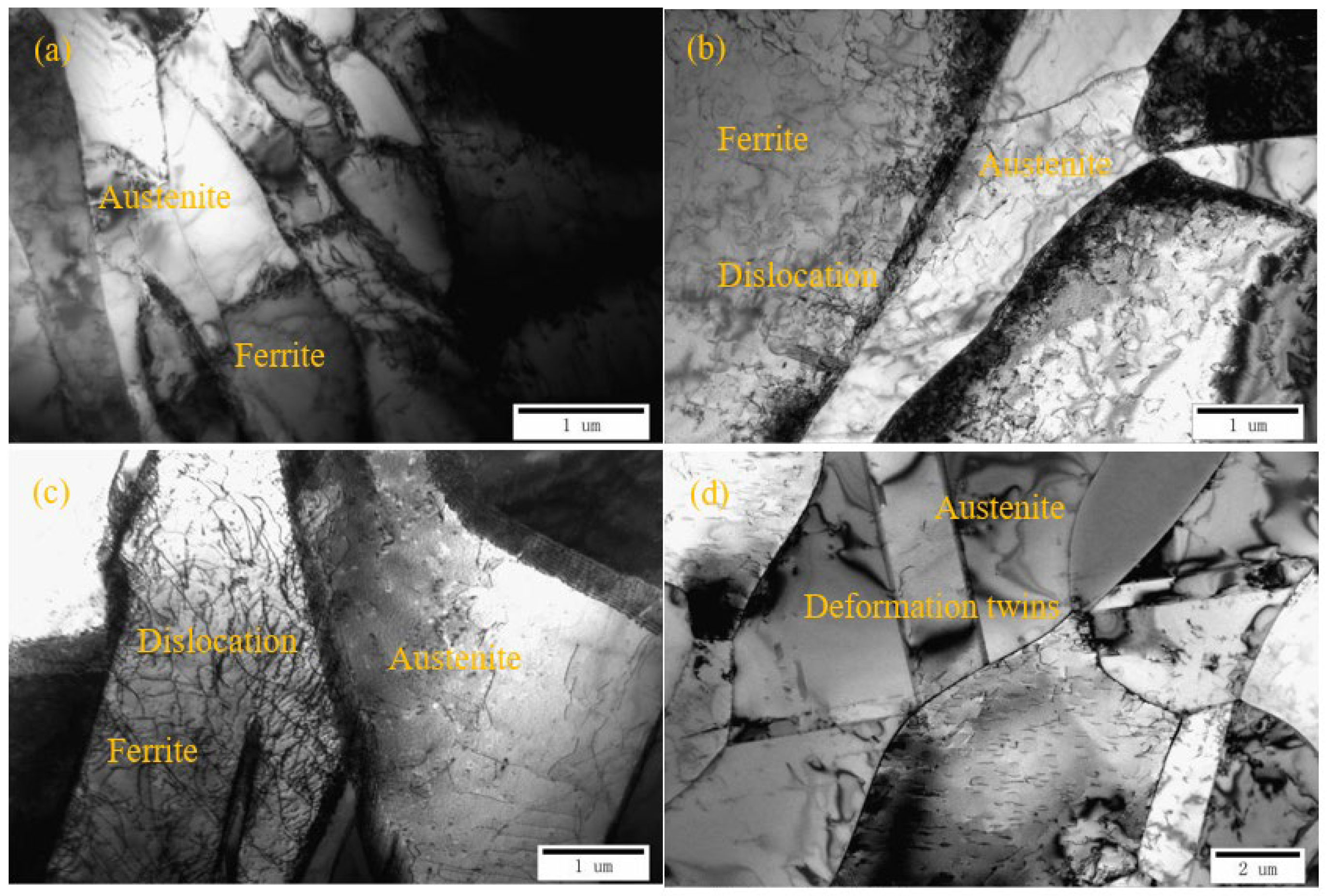
3.3. TEM Observations
3.4. Pitting Corrosion
3.5. Stress Corrosion
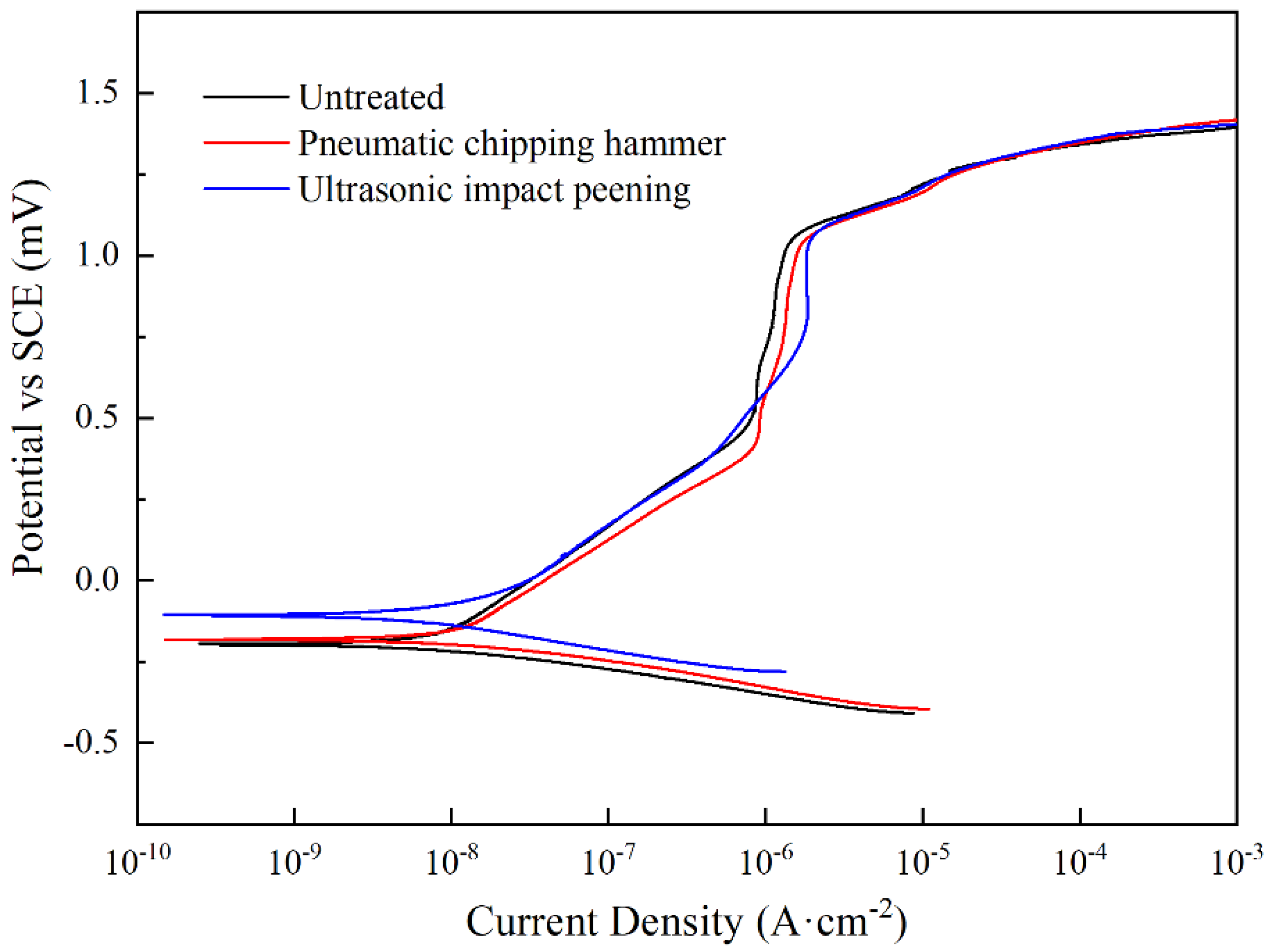
3.6. Electrochemical Corrosion
3.7. Discussion
4. Conclusions
- Pneumatic chipping hammer and ultrasonic impact peening can effectively improve the stress state of the welded joints from residual tensile stress to residual compressive stress. Compared with the pneumatic chipping hammer, the effect of ultrasonic impact peening was more obvious. The maximum residual compressive stress reached −579 MPa.
- After pneumatic chipping hammer and ultrasonic impact peening, there were more dislocations in the austenite and ferrite in the samples, and the dislocation density in the ferrite was significantly higher than that of the austenite. Moreover, the dislocation density of welded joints treated by UIP was higher.
- Pneumatic chipping hammer and ultrasonic impact peening can effectively improve the corrosion performance of the welded joints. Among them, the ultrasonic impact peening technology had the best corrosion resistance of the welded joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| PCH | Pneumatic Chipping Hammer |
| UIP | Ultrasonic Impact Peening |
| SEM | Scanning Electron Microscope |
| TEM | Transmission Electron Microscope |
| mdd | mg/(dm2·day) |
References
- Conradi, M.; Schön, P.M.; Kocijan, A.; Jenko, M.; Vancso, G.J. Surface analysis of localized corrosion of austenitic 316L and duplex 2205 stainless steels in simulated body solutions. Mater. Chem. Phys. 2011, 130, 708–713. [Google Scholar] [CrossRef]
- Aghion, E.; Molaba, C.A. Creep-fatigue failure of SAF 2205 and 316 stainless steels in Ar+3%SO2 environment at 700 °C. J. Mater. Sci. 1994, 29, 1758–1764. [Google Scholar] [CrossRef]
- Moteshakker, A.; Danaee, I. Microstructure and corrosion resistance of dissimilar weld-joints between duplex stainless steel 2205 and austenitic stainless steel 316L. J. Mater. Sci. Technol. 2016, 32, 282–290. [Google Scholar] [CrossRef]
- Luo, H.; Dong, C.F.; Li, X.G.; Xiao, K. The electrochemical behaviour of 2205 duplex stainless steel in alkaline solutions with different pH in the presence of chloride. Electrochim. Acta 2012, 64, 211–220. [Google Scholar] [CrossRef]
- Tsai, W.T.; Chen, M.S. Stress corrosion cracking behavior of 2205 duplex stainless steel in concentrated NaCl solution. Corros. Sci. 2000, 42, 545–559. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Dong, C.F.; Li, X.G.; Zhi, Q.; Cheng, Y.F. Stress corrosion cracking of 2205 duplex stainless steel in H2S–CO2 environment. J. Mater. Sci. 2009, 44, 4228–4234. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V.; Khatirkar, R.K.; Kumar, A. A comparative study on the effect of electrode on microstructure and mechanical properties of dissimilar welds of 2205 austeno-ferritic and 316L austenitic stainless steel. Mater. Trans. 2016, 57, 494–500. [Google Scholar] [CrossRef] [Green Version]
- Cho, J.; Lee, C.H. FE analysis of residual stress relaxation in a girth-welded duplex stainless steel pipe under cyclic loading. Int. J. Fatigue 2016, 82, 462–473. [Google Scholar] [CrossRef]
- Badji, R.; Bouabdallah, M.; Bacroix, B.; Kahloun, C.; Belkessa, B.; Maza, H. Phase transformation and mechanical behavior in annealed 2205 duplex stainless steel welds. Mater. Charact. 2008, 59, 447–453. [Google Scholar] [CrossRef]
- Krizan, D.; Duprez, L.; De Cooman, B.C. Properties of laser welded SAF 2205 duplex stainless steel sheet. Steel Res. Int. 2004, 75, 829–835. [Google Scholar] [CrossRef]
- Kordatos, J.D.; Fourlaris, G.; Papadimitriou, G. The effect of cooling rate on the mechanical and corrosion properties of SAF 2205 (UNS 31803) duplex stainless steel welds. Scr. Mater. 2001, 44, 401–408. [Google Scholar] [CrossRef]
- Webster, G.A.; Ezeilo, A.N. Residual stress distributions and their influence on fatigue lifetimes. Int. J. Fatigue 2001, 23 (Suppl. S1), 375–383. [Google Scholar] [CrossRef]
- Shen, W.; Yan, R.; Liu, E.; Xu, L. Fatigue growth behavior for surface crack in welding joints under combined compressive and bending stresses. Int. J. Fatigue 2015, 77, 50–63. [Google Scholar] [CrossRef]
- Sonsino, C.M. Effect of residual stresses on the fatigue behaviour of welded joints depending on loading conditions and weld geometry. Int. J. Fatigue 2009, 31, 88–101. [Google Scholar] [CrossRef]
- Tusek, J.; Suban, M. Experimental research of the effect of hydrogen in argon as a shielding gas in arc welding of high-alloy stainless steel. Int. J. Hydrog. Energy 2000, 25, 369–376. [Google Scholar] [CrossRef]
- Haddad, A.N.; Mcmanus, N. Chromium emissions during welding in an aluminum shipbuilding environment. Weld. J. 2016, 95, 86–92. [Google Scholar]
- Rao, Z.H.; Liao, S.M.; Tsai, H.L. Effects of shielding gas compositions on arc plasma and metal transfer in gas metal arc welding. J. Appl. Phys. 2010, 107, 044902. [Google Scholar] [CrossRef] [Green Version]
- Noda, N.A.; Hu, K.; Sano, Y.; Hosokawa, Y.; Wang, X. Accuracy of disk method to predict roll residual stress by measuring the sliced disk stress. ISIJ Int. 2017, 57, 1433–1441. [Google Scholar] [CrossRef] [Green Version]
- Sekine, Y.; Soyama, H. Evaluation of equibiaxial compressive stress introduced into austenitic stainless steel using an eddy current method. J. Nondestruct. Eval. 2012, 31, 99–107. [Google Scholar] [CrossRef]
- Laamouri, A.; Sidhom, H.; Braham, C. Evaluation of residual stress relaxation and its effect on fatigue strength of AISI 316L stainless steel ground surfaces: Experimental and numerical approaches. Int. J. Fatigue 2013, 48, 109–121. [Google Scholar] [CrossRef] [Green Version]
- Jang, C.; Cho, P.Y.; Kim, M.; Oh, S.J.; Yang, J.S. Effects of microstructure and residual stress on fatigue crack growth of stainless steel narrow gap welds. Mater. Des. 2010, 31, 1862–1870. [Google Scholar] [CrossRef]
- Eghlimi, A.; Shamanian, M.; Raeissi, K. Effect of current type on microstructure and corrosion resistance of super duplex stainless steel claddings produced by the gas tungsten arc welding process. Surf. Coat. Technol. 2014, 244, 45–51. [Google Scholar] [CrossRef]
- Muthupandi, V.; Srinivasan, P.B.; Seshadri, S.K.; Sundaresan, S. Effect of weld metal chemistry and heat input on the structure and properties of duplex stainless steel welds. Mater. Sci. Eng. A 2003, 358, 9–16. [Google Scholar] [CrossRef]
- Hertzman, S.; Brolund, B.; Ferreira, P.J. An experimental and theoretical study of heat-affected zone austenite reformation in two duplex stainless steels. Metall. Mater. Trans. A 1997, 28, 277–285. [Google Scholar] [CrossRef]
- Zhou, T.; Xiong, Y.; Yue, Y.; Lu, Y.; Chen, Y.N.; He, T.T.; Ren, F.Z.; Singh, H.; Kömi, J.; Huttula, M.; et al. Controlled cold rolling effect on microstructure and mechanical properties of Ce-modified SAF 2507 super duplex stainless steel. Mater. Sci. Eng. A 2019, 766, 138352. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, Y.M.; Koh, J.Y.; Lee, T.H.; Woo, W.C.; Han, H.N. Evaluation of single crystal elastic constants and stacking fault energy in high-nitrogen duplex stainless steel by in-situ neutron diffraction. Scr. Mater. 2016, 119, 1–4. [Google Scholar] [CrossRef]
- Siow, K.S.; Song, T.Y.; Qiu, J.H. Pitting corrosion of duplex stainless steels. Anti-Corros. Methods Mater. 2001, 48, 31–37. [Google Scholar] [CrossRef]
- Rhouma, A.B.; Sidhom, H.; Braham, C.; Lédion, J.; Fitzpatrick, M.E. Effects of surface preparation on pitting resistance, residual stress, and stress corrosion cracking in austenitic stainless steels. J. Mater. Eng. Perform. 2001, 10, 507–514. [Google Scholar] [CrossRef]
- Salinasbravo, V.M. Pitting and stress corrosion cracking of duplex stainless steels. Am. J. Neuroradiol. 1991, 25, 409–414. [Google Scholar]
- Zhang, W.; Fang, K.; Hu, Y.; Wang, S.; Wang, X. Effect of machining-induced surface residual stress on initiation of stress corrosion cracking in 316 austenitic stainless steel. Corros. Sci. 2016, 108, 173–184. [Google Scholar] [CrossRef]
- Murata, M.; Mukai, Y. Simulation for polarization of duplex stainless steel weld metal in chloride solution and its estimation of SCC susceptibility. J. Soc. Mater. Sci. Jpn. 1990, 39, 169–174. [Google Scholar] [CrossRef]
- Zhang, W.W.; Cong, S.; Luo, S.B.; Fang, J.H. Effects of energy density and shielding medium on performance of laser beam welding (LBW) joints on SAF 2205 duplex stainless steel. Miner. Met. Mater. Soc. 2018, 70, 1554–1559. [Google Scholar] [CrossRef]
- Cruz, V.; Chao, Q.; Birbilis, N.; Fabijanic, D.; Hodgson, P.D.; Thomas, S. Electrochemical studies on the effect of residual stress on the corrosion of 316L manufactured by selective laser melting. Corros. Sci. 2020, 164, 108314. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | Ni | Mo | N | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 2205 | 0.025 | 0.60 | 1.50 | 22.5 | 5.7 | 3.0 | 0.15 | ≤0.03 | ≤0.03 | Balance |
| ER2209 | 0.026 | 0.56 | 1.74 | 22.5 | 8.5 | 2.9 | 0.12 | ≤0.025 | ≤0.02 | Balance |
| Treatment | Corrosion Potential (mV) | Corrosion Current Density (mA/cm2) | Pitting Potential (mV) | Repassivation Potential (mV) |
|---|---|---|---|---|
| Untreated | −193 | 8.8 × 10−6 | 1340 | 1242 |
| Pneumatic chipping hammer | −179 | 1.7 × 10−5 | 1347 | 1159 |
| Ultrasonic impact peening | −110 | 5.8 × 10−6 | 1355 | 1180 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, L.; Zhang, X.; Zha, X.; Zhang, X. Effect of Mechanical Shock Treatment on Microstructure and Corrosion Properties of Manual Argon Arc Welding Joints of 2205 Duplex Stainless Steel. Materials 2022, 15, 3230. https://doi.org/10.3390/ma15093230
Gao L, Zhang X, Zha X, Zhang X. Effect of Mechanical Shock Treatment on Microstructure and Corrosion Properties of Manual Argon Arc Welding Joints of 2205 Duplex Stainless Steel. Materials. 2022; 15(9):3230. https://doi.org/10.3390/ma15093230
Chicago/Turabian StyleGao, Lingqing, Xinyao Zhang, Xiaoqin Zha, and Xinyu Zhang. 2022. "Effect of Mechanical Shock Treatment on Microstructure and Corrosion Properties of Manual Argon Arc Welding Joints of 2205 Duplex Stainless Steel" Materials 15, no. 9: 3230. https://doi.org/10.3390/ma15093230