
Development of a Performance-Enhanced Hybrid Magnetorheological Elastomer-Fluid for Semi-Active Vibration Isolation: Static and Dynamic Experimental Characterization

 , , ,
, , ,
Abstract
:1. Introduction
2. Mathematical Modelling
3. Preparation of the Hybrid MRE Samples
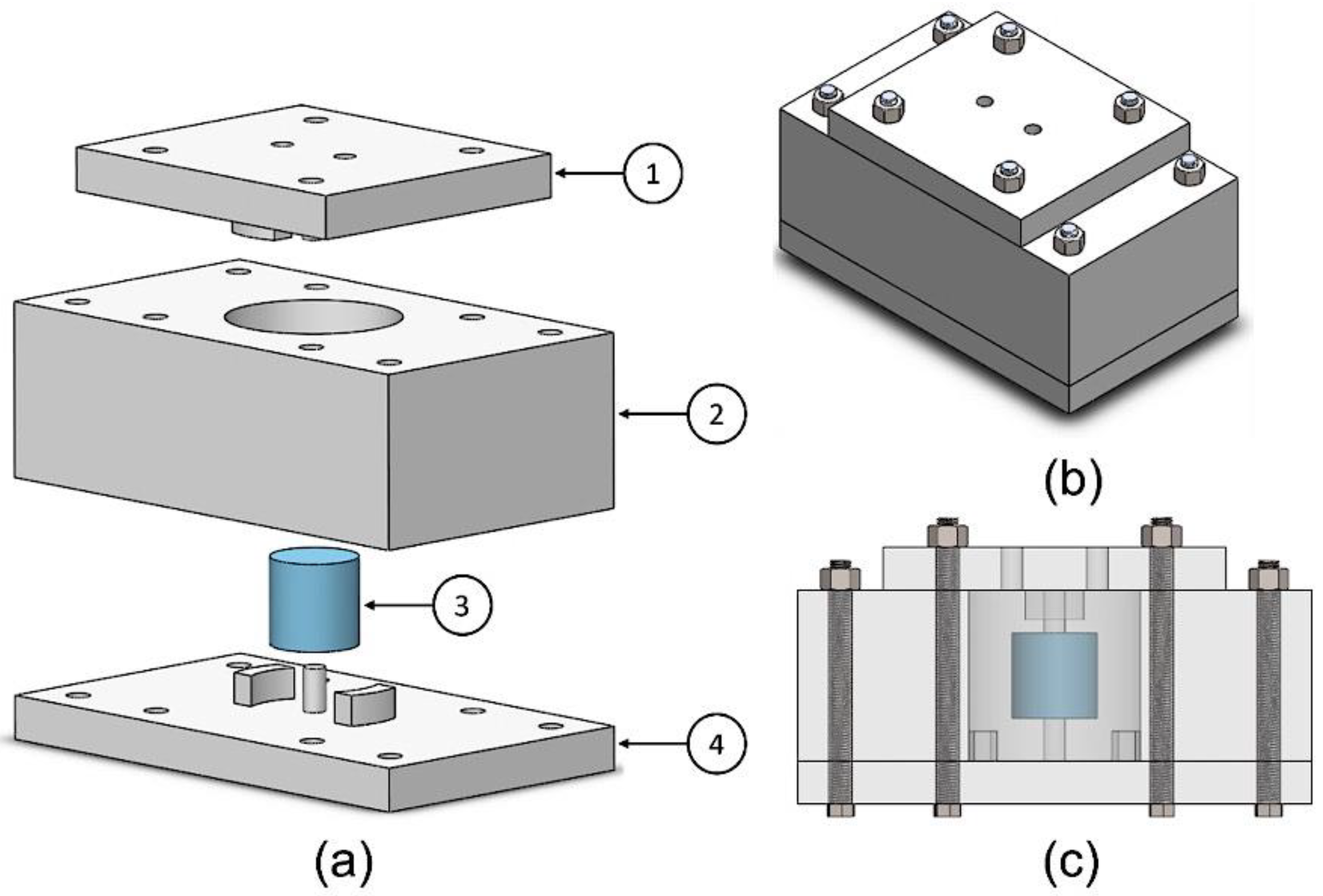
3.1. Casting Mold Design
3.2. Fabrication of the Hybrid MREs
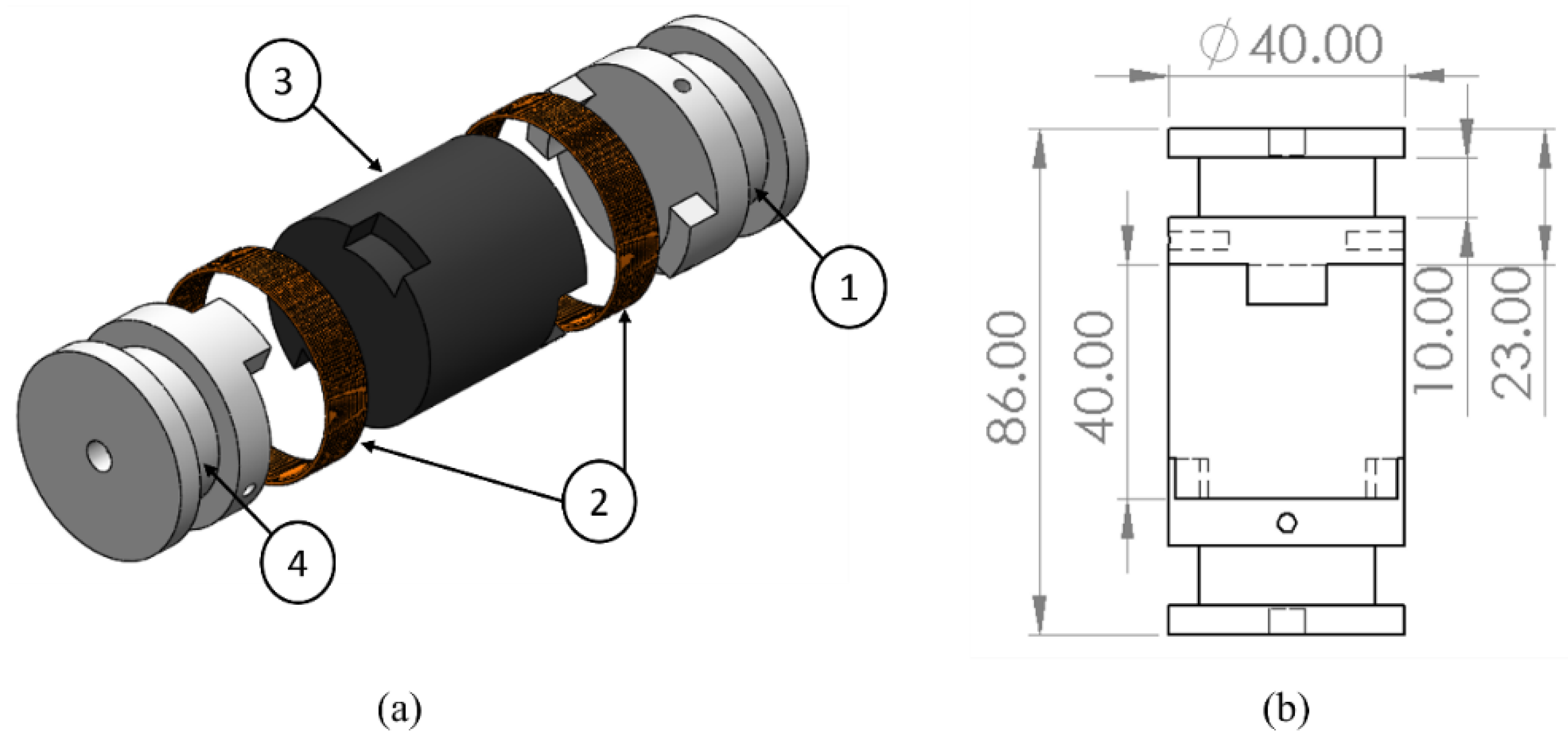
3.3. Development of the Hybrid MRE-Based Coupling
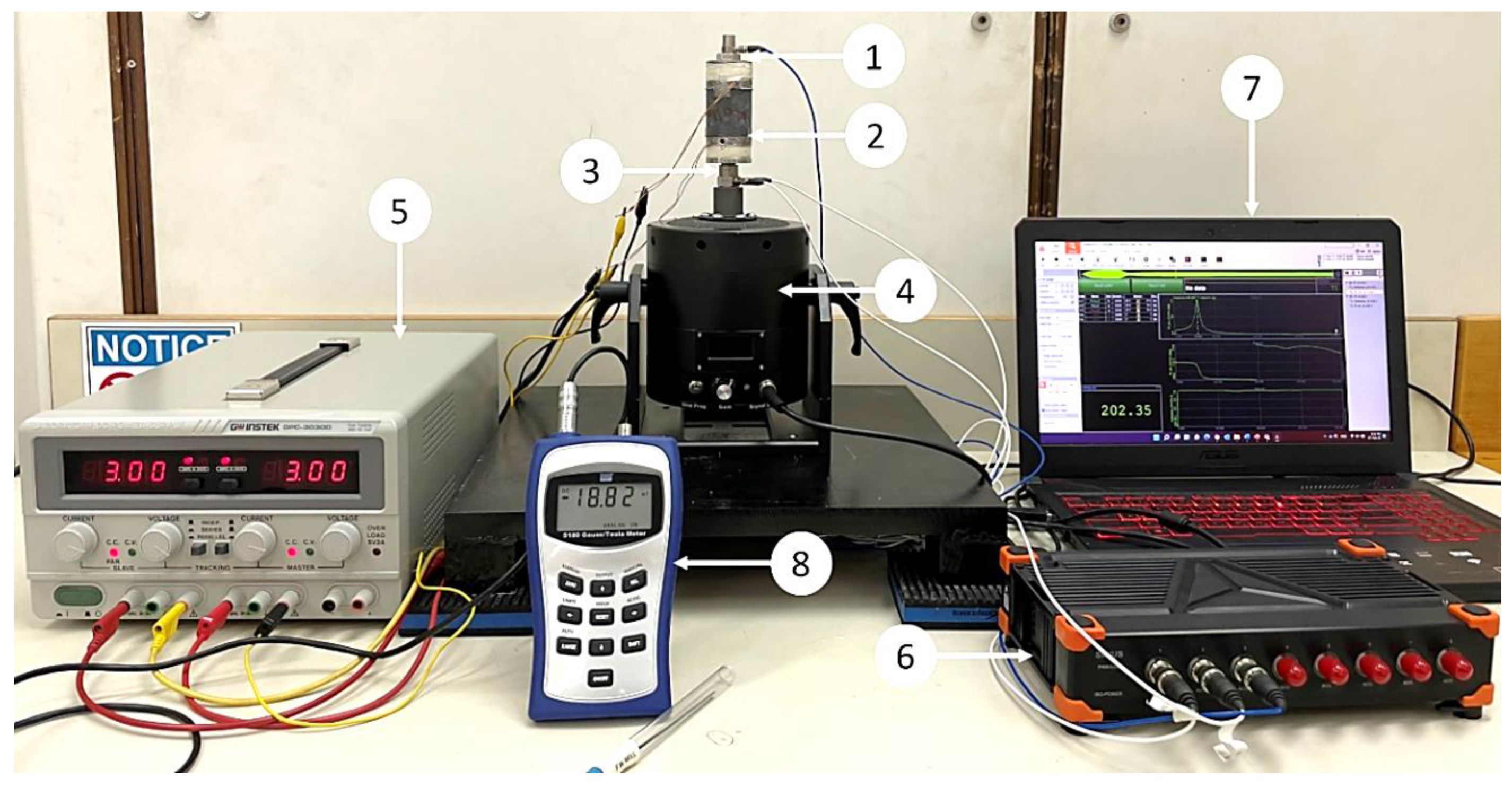
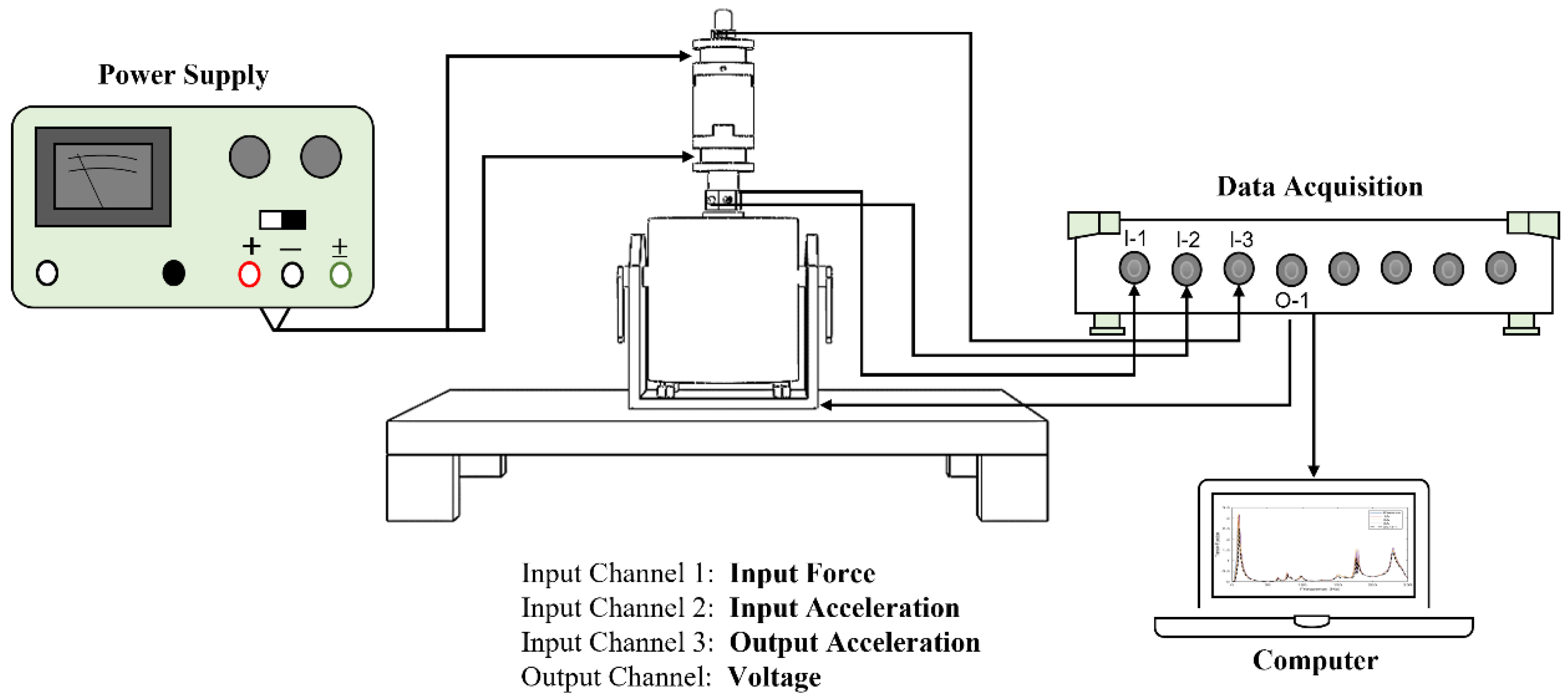
4. Experimental Setup and Methodology
5. Results and Analysis
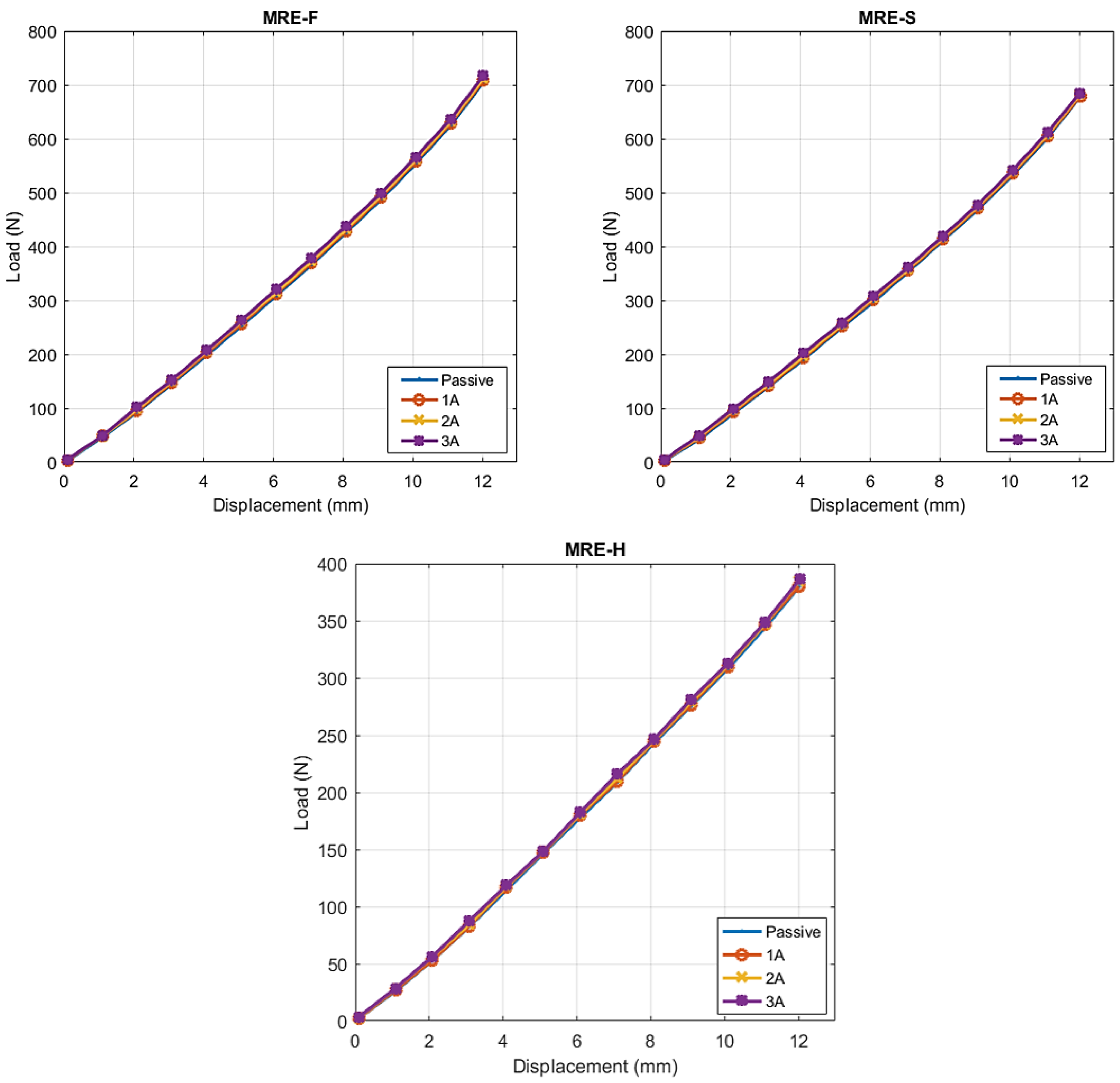
5.1. Static Compression Test
- It was observed that the stiffness of the MRE samples increased when a higher current is supplied to the electromagnetic coils. Increasing the current supply resulted in an increase in the magnetic field applied to the MRE samples by the electromagnetic coils. As a result, the inter-particle connections between the magnetic particles suspended within the elastomer is enhanced, which increased the stiffness of the MRE layer.
- In the presence of the magnetic field, the compression of MRE could cause magnetic particles to move from a minimal energy state, which requires additional work. This work increases with the applied magnetic field, resulting in field-dependent stiffness or modulus [33].
- The silicone oil mixed with CIPs in the case of MRE-F starts behaving similarly to a semi-solid as a function of field intensity in the presence of magnetic field. For this reason, the stiffness of MRE-F is higher under the influence of magnetic field because of the additional chains formed by the magnetic particles suspended within the fluid.
- When the magnetic field is removed, the mixed silicone oil behaves like a normal carrier fluid again. This indicates the reversible rheological behavior of the fluid suspended inside MRE-F.
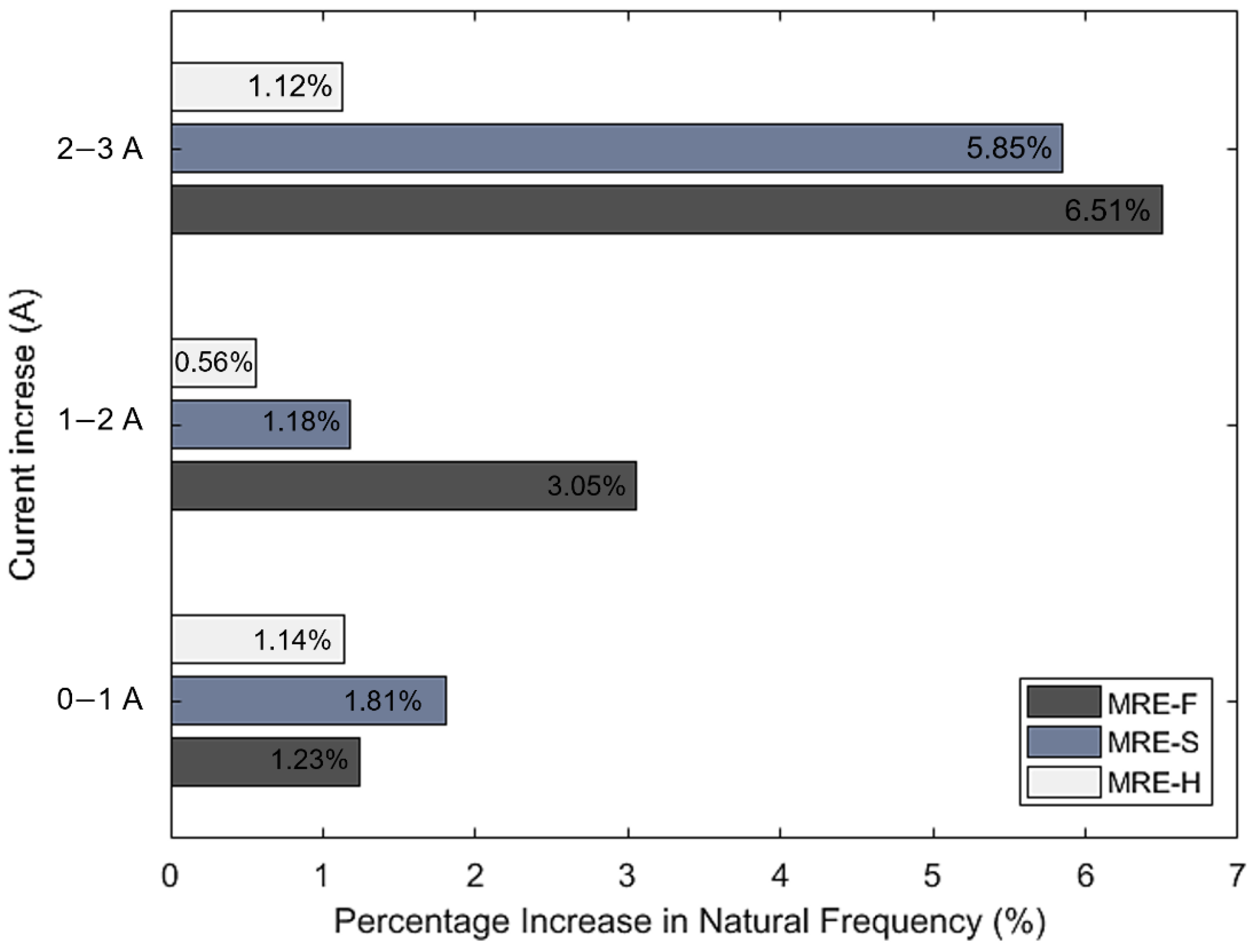
- The MRE-F has shown a better stiffness change in response to the magnetic current, which indicates an enhanced MR-effect. Figure 11 shows the total percentage change in stiffness of the MRE samples at different current increments. The percentage increases in stiffness for MRE-F, MRE-S, and MRE-H when they are shifted from passive to the active state at current increment were , , and , respectively. At a higher current increment from ), the percentage increase is the highest in the case of the MRE-F, with a value of . The maximum increase in stiffness is achieved by MRE-F at current increments, with a total of increases. Overall, the results of the compression tests indicated that MRE-F has a better response to the magnetic field.
5.2. Relative MR-Effect
- It was observed that the MR-effect increased with the applied magnetic field, due to the slight increase in magneto-induced modulus. The enhancement of the MR-effect with the magnetic field has been reported in several studies [36,37,38]. The relative MR-effect under different magnetic field intensity levels of the hybrid MRE samples is shown in Figure 12.
- A higher MR-effect is observed in the case of MRE-F. This is because of the fast response of the magnetic particles dispersed in the silicone oil. These magnetic particles can freely move within the carrier fluid and form chain-like structures parallel to the magnetic field lines in addition to those formed by particles suspended within the elastomer.
- It is observed that the MR-effect in MRE-H is very close to that of MRE-S, with the former having a higher MR-effect at certain magnetic field levels. This is because of having a lower zero-field modulus compared to MRE-S. Therefore, a higher MR effect can be depicted in MRE, which has softer structure.

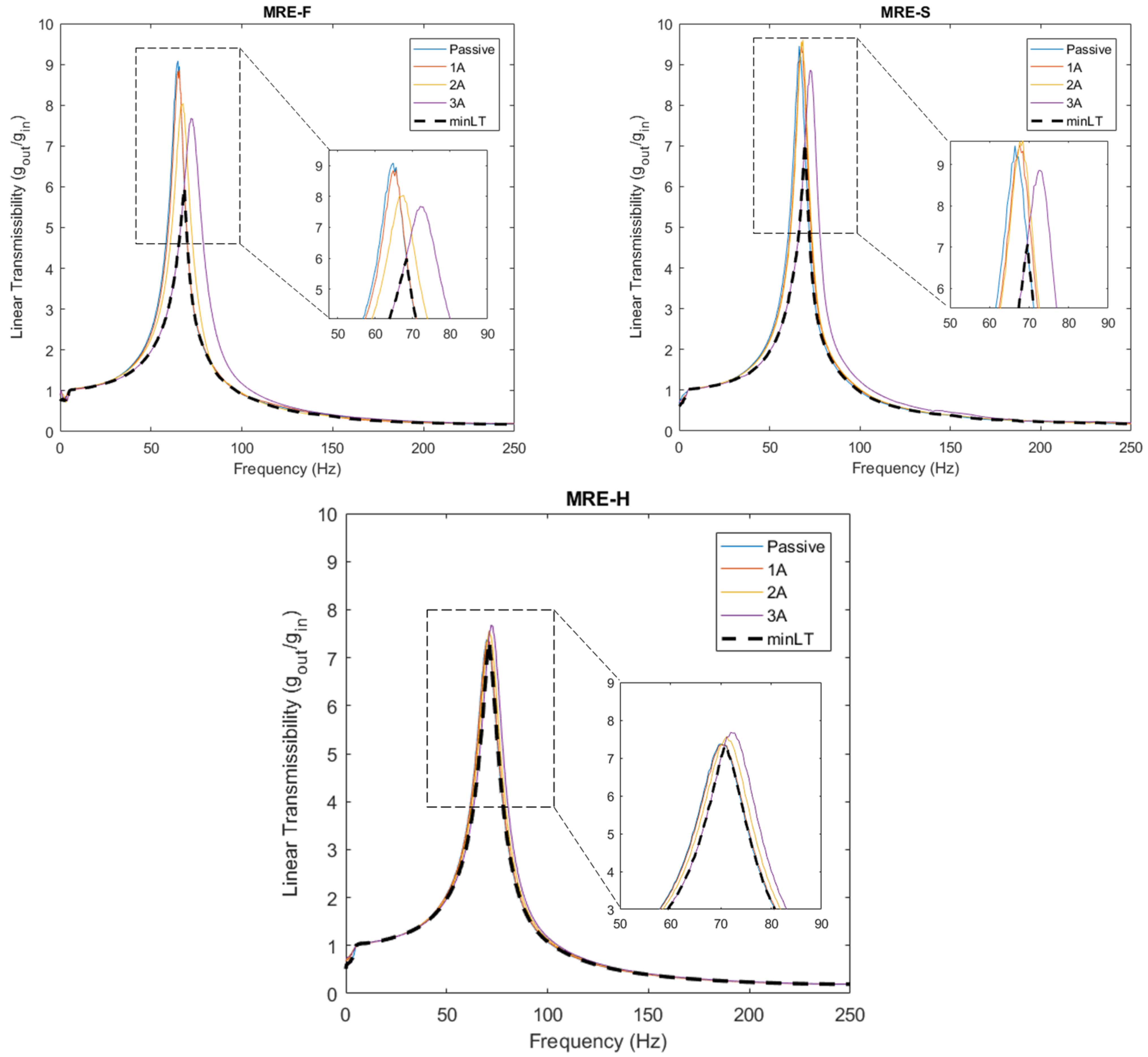
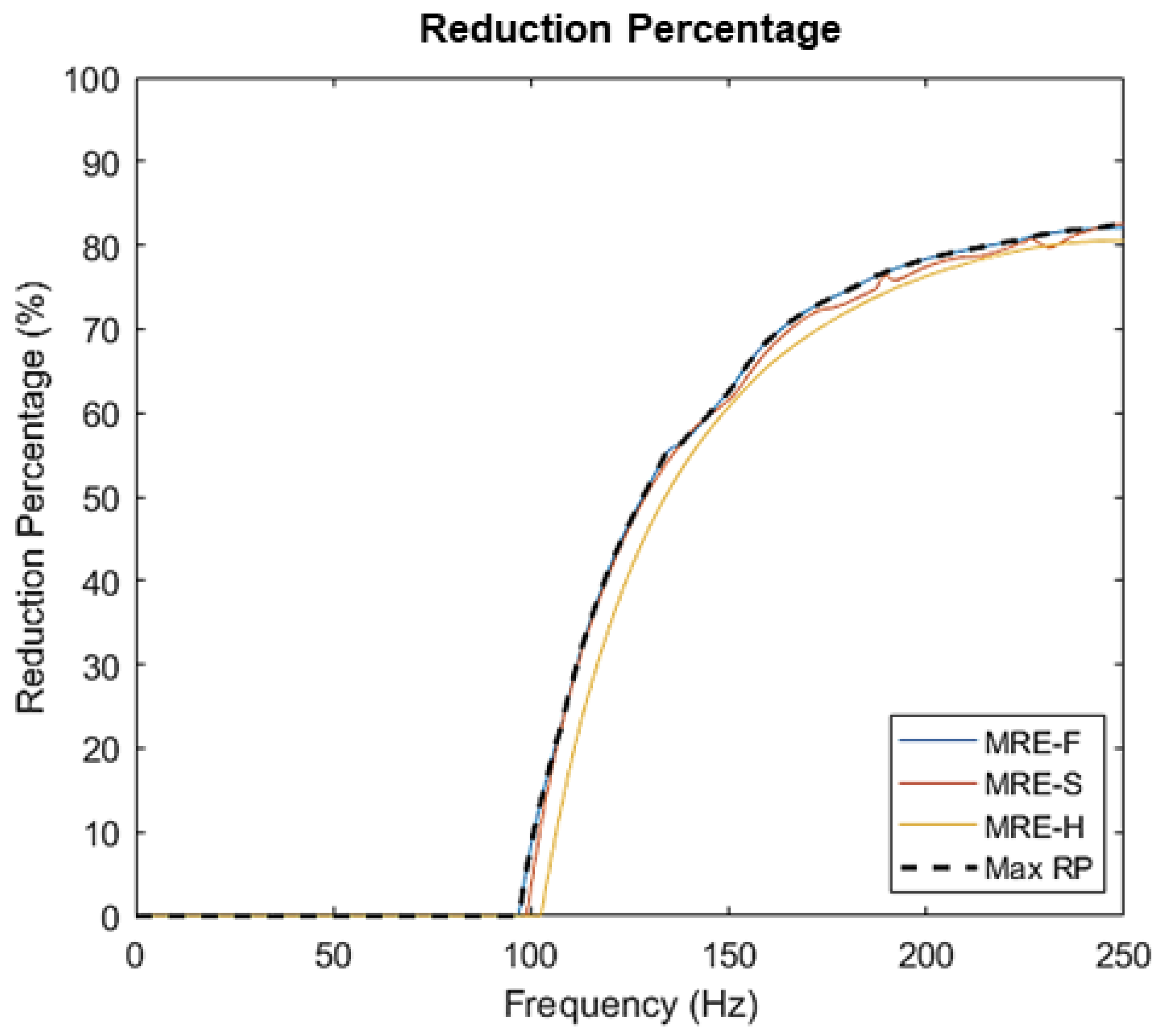
5.3. Dynamic Vibration Test
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.L.; Choi, H.J. Graphene oxide based smart fluids. Soft Matter 2014, 10, 6601–6608. [Google Scholar] [CrossRef] [PubMed]
- Carlson, J.D.; Jolly, M.R. MR fluid, foam and elastomer devices. Mechatronics 2000, 10, 555–569. [Google Scholar] [CrossRef]
- Makarova, L.; Alekhina, Y.; Omelyanchik, A.; Peddis, D.; Spiridonov, V.; Rodionova, V.; Perov, N. Magnetorheological foams for multiferroic applications. J. Magn. Magn. Mater. 2019, 485, 413–418. [Google Scholar] [CrossRef]
- Meharthaj, H.; Sivakumar, S.M.; Arockiarajan, A. Significance of particle size on the improved performance of magnetorheological gels. J. Magn. Magn. Mater. 2019, 490, 165483. [Google Scholar]
- Liu, T.; Xu, Y. Magnetorheological Elastomers: Materials and Applications. In Smart and Functional Soft Materials; Intechopen: London, UK, 2019. [Google Scholar]
- de Vicente, J.; Klingenberg, D.J.; Hidalgo-Alvarez, R. Magnetorheological fluids: A review. Soft Matter 2011, 7, 3701–3710. [Google Scholar] [CrossRef]
- Zubieta, M.; Eceolaza, S.; Elejabarrieta, M.J.; Bou-Ali, M.M. Magnetorheological fluids: Characterization and modeling of magnetization. Smart Mater. Struct. 2009, 18, 095019. [Google Scholar] [CrossRef]
- Kumar, J.S.; Paul, P.S.; Raghunathan, G.; Alex, D.G. A review of challenges and solutions in the preparation and use of magnetorheological fluids. Int. J. Mech. Mater. Eng. 2019, 14, 13. [Google Scholar] [CrossRef]
- Skalski, P.; Kalita, K. Role of magnetorheological fluids and elastomers in today’s world. Acta Mech. Autom. 2017, 11, 267–274. [Google Scholar] [CrossRef] [Green Version]
- Bodniewicz, D.; Kaleta, J.; Lewandowski, D. The fabrication and the identification of damping properties of magnetorheological composites for energy dissipation. Compos. Struct. 2018, 189, 177–183. [Google Scholar] [CrossRef]
- Du, G.; Huang, X.; Li, Y.; Ouyang, Q.; Wang, J. Performance of a semi-active/passive integrated isolator based on a magnetorheological elastomer and spring. Smart Mater. Struct. 2017, 26, 095024. [Google Scholar] [CrossRef]
- Gao, P.; Xiang, C.; Liu, H.; Walker, P.; Zhang, N. Design of the frequency tuning scheme for a semi-active vibration absorber. Mech. Mach. Theory 2019, 140, 641–653. [Google Scholar] [CrossRef]
- Ginder, J.M.; Schlotter, W.F.; Nichols, M.E. Magnetorheological elastomers in tunable vibration absorbers. Proc. SPIE 2001, 4331, 103–110. [Google Scholar] [CrossRef]
- Deng, H.X.; Gong, X.L.; Wang, L.H. Development of an adaptive tuned vibration absorber with magnetorheologicalelastomer. Smart Mater. Struct. 2006, 15, N111. [Google Scholar] [CrossRef]
- Leng, D.; Wu, T.; Liu, G.; Wang, X.; Sun, L. Tunable isolator based on magnetorheological elastomer in coupling shear–squeeze mixed mode. J. Intell. Mater. Syst. Struct. 2018, 29, 2236–2248. [Google Scholar] [CrossRef]
- Syam, T.M.I.; Muthalif, A.G.A. Magnetorheological Elastomer based torsional vibration isolator for application in a prototype drilling shaft. J. Low Freq. Noise Vib. Act. Control 2021, 1–25. [Google Scholar] [CrossRef]
- Salem, A.M.H.; Ali, A.; Muthalif, A.G.A.; Ramli, R.B.; Julai, S. Magnetorheological Elastomer Based Flexible Metamaterials Coupler for Broadband Longitudinal Vibration Isolation: Modeling and Experimental Verification. IEEE Access 2021, 9, 165451–165461. [Google Scholar] [CrossRef]
- Gong, X.L.; Zhang, X.Z.; Zhang, P.Q. Fabrication and characterization of isotropic magnetorheological elastomers. Polym. Test. 2005, 24, 669–676. [Google Scholar] [CrossRef]
- Alam, M.N.; Kumar, V.; Ryu, S.R.; Choi, J.; Lee, D.J. Anisotropic magnetorheological elastomers with carbonyl iron particles in natural rubber and acrylonitrile butadiene rubber: A comparative study. J. Intell. Mater. Syst. Struct. 2021, 32, 1604–1613. [Google Scholar] [CrossRef]
- Jolly, M.R.; Carlson, J.D.; Muñoz, B.C. A model of the behaviour of magnetorheological materials. Smart Mater. Struct. 1996, 5, 607–614. [Google Scholar] [CrossRef]
- Bastola, A.K.; Paudel, M.; Li, L. Development of hybrid magnetorheological elastomers by 3D printing. Polymer 2018, 149, 213–228. [Google Scholar] [CrossRef]
- Qi, S.; Guo, H.; Fu, J.; Xie, Y.; Zhu, M.; Yu, M. 3D printed shape-programmable magneto-active soft matter for biomimetic applications. Compos. Sci. Technol. 2020, 188, 107973. [Google Scholar] [CrossRef]
- Xing, Z.; Yu, M.; Sun, S.; Fu, J.; Li, W. A hybrid magnetorheological elastomer-fluid (MRE-F) isolation mount: Development and experimental validation. Fac. Eng. Inf. Sci. Pap. Part A 2016, 25, 015026. [Google Scholar] [CrossRef]
- Sun, S.S.; Yang, J.; Li, W.H.; Du, H.; Alici, G.; Yan, T.H.; Nakano, M. Development of an isolator working with magnetorheological elastomers and fluids. Mech. Syst. Signal Process. 2017, 83, 371–384. [Google Scholar] [CrossRef]
- Elliott, S.J.; Tehrani, M.G.; Langley, R.S. Nonlinear damping and quasi-linear modelling. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2015, 373, 20140402. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.; Li, J.; Li, W.; Samali, B. Development and characterization of a magnetorheological elastomer based adaptive seismic isolator. Smart Mater. Struct. 2013, 22, 035005. [Google Scholar] [CrossRef]
- Jiffri, S.; Paoletti, P.; Cooper, J.E.; Mottershead, J.E. Feedback linearisation for nonlinear vibration problems. Shock Vib. 2014, 2014, 106531. [Google Scholar] [CrossRef]
- Dang, F.; Enomoto, N.; Hojo, J.; Enpuku, K. Sonochemical coating of magnetite nanoparticles with silica. Ultrason. Sonochem. 2010, 17, 193–199. [Google Scholar] [CrossRef]
- Stepanov, G.V.; Abramchuk, S.S.; Grishin, D.A.; Nikitin, L.V.; Kramarenko, E.Y.; Khokhlov, A.R. Effect of a homogeneous magnetic field on the viscoelastic behavior of magnetic elastomers. Polymer 2007, 48, 488–495. [Google Scholar] [CrossRef]
- Jaafar, M.F.; Mustapha, F.; Mustapha, M. Review of current research progress related to magnetorheological elastomer material. J. Mater. Res. Technol. 2021, 15, 5010–5045. [Google Scholar] [CrossRef]
- Alias, N.F.; Muthalif, A.G.A.; Arpan, K.A.M.; Nordin, N.H.D. Experimental investigation of static properties of magnetorheological elastomer. Iran. J. Sci. Technol. Trans. Mech. Eng. 2018, 42, 185–197. [Google Scholar] [CrossRef]
- Papagiannopoulos, G.A.; Hatzigeorgiou, G.D. On the use of the half-power bandwidth method to estimate damping in building structures. Soil Dyn. Earthq. Eng. 2011, 31, 1075–1079. [Google Scholar] [CrossRef]
- Jolly, M.R.; Carlson, J.D.; Muñoz, B.C.; Bullions, T.A. The Magnetoviscoelastic Response of Elastomer Composites Consisting of Ferrous Particles Embedded in a Polymer Matrix. J. Intell. Mater. Syst. Struct. 1996, 7, 613–622. [Google Scholar] [CrossRef]
- Kang, S.S.; Choi, K.; Nam, J.-D.; Choi, H.J. Magnetorheological Elastomers: Fabrication, Characteristics, and Applications. Materials 2020, 13, 4597. [Google Scholar] [CrossRef]
- Li, W.H.; Zhang, X.Z. A study of the magnetorheological effect of bimodal particle based magnetorheologicalelastomers. Smart Mater. Struct. 2010, 19, 035002. [Google Scholar] [CrossRef]
- Ahmad Khairi, M.H.; Abd Fatah, A.Y.; Mazlan, S.A.; Ubaidillah, U.; Nordin, N.A.; Nik Ismail, N.I.; Choi, S.B.; Abdul Aziz, S.A. Enhancement of Particle Alignment Using Silicone Oil Plasticizer and Its Effects on the Field-Dependent Properties of Magnetorheological Elastomers. Int. J. Mol. Sci. 2019, 20, 4085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tian, T.F.; Li, W.H.; Alici, G.; Du, H.; Deng, Y.M. Microstructure and magnetorheology of graphite-based MR elastomers. Rheol. Acta 2011, 50, 825–836. [Google Scholar] [CrossRef]
- Lokander, M.; Stenberg, B. Improving the magnetorheological effect in isotropic magnetorheological rubber materials. Polym. Test. 2003, 22, 677–680. [Google Scholar] [CrossRef]
- Wen, H.; Guo, J.; Li, Y.; Liu, Y.; Zhang, K. The transmissibility of a vibration isolation system with ball-screw inerter based on complex mass. J. Low Freq. Noise Vib. Act. Control 2018, 37, 1097–1108. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Properties | |
|---|---|---|
| Silicone elastomer | ||
| Hardness | ||
| CIPs | Type | Carbonyl Iron—SQ-I |
| Coating | ||
| SN. | Name | Elastomer | Carrier Fluid |
|---|---|---|---|
| 1 | MRE-F | MRE | Silicone oil + CIPs |
| 2 | MRE-S | MRE | Silicone oil |
| 3 | MRE-H | MRE | Hollow |
| Applied Current (A) | Stiffness (N/mm) | ||
|---|---|---|---|
| MRE-F | MRE-S | MRE-H | |
| 0 | 54.573 | 52.519 | 30.399 |
| 1 | 54.973 | 52.837 | 30.569 |
| 2 | 55.401 | 53.218 | 30.788 |
| 3 | 55.911 | 53.592 | 30.948 |
| Sample | Relative MR Effect | |||
|---|---|---|---|---|
| MR Effect (%) | ||||
| Applied Current (A) | Damping Ratio | |||
|---|---|---|---|---|
| MRE-F | ||||
| 0 | 61.09 | 67.93 | 64.8 | 0.052833 |
| 1 | 61.46 | 68.19 | 65.6 | 0.051273 |
| 2 | 62.64 | 71.17 | 67.6 | 0.063098 |
| 3 | 67.20 | 77.19 | 72 | 0.069442 |
| MRE-S | ||||
| 0 | 63.09 | 69.88 | 69.4 | 0.051098 |
| 1 | 64.04 | 70.96 | 67.6 | 0.051226 |
| 2 | 64.29 | 71.26 | 68.4 | 0.050961 |
| 3 | 68.42 | 76.17 | 72.4 | 0.053521 |
| MRE-H | ||||
| 0 | 64.96 | 75.15 | 70 | 0.072807 |
| 1 | 65.06 | 75.40 | 70.8 | 0.073050 |
| 2 | 65.98 | 76.04 | 71.2 | 0.070604 |
| 3 | 67.20 | 77.19 | 72 | 0.069442 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, A.; Salem, A.M.H.; Muthalif, A.G.A.; Ramli, R.B.; Julai, S. Development of a Performance-Enhanced Hybrid Magnetorheological Elastomer-Fluid for Semi-Active Vibration Isolation: Static and Dynamic Experimental Characterization. Materials 2022, 15, 3238. https://doi.org/10.3390/ma15093238
Ali A, Salem AMH, Muthalif AGA, Ramli RB, Julai S. Development of a Performance-Enhanced Hybrid Magnetorheological Elastomer-Fluid for Semi-Active Vibration Isolation: Static and Dynamic Experimental Characterization. Materials. 2022; 15(9):3238. https://doi.org/10.3390/ma15093238
Chicago/Turabian StyleAli, Abdelrahman, Ayman M. H. Salem, Asan G. A. Muthalif, Rahizar Bin Ramli, and Sabariah Julai. 2022. "Development of a Performance-Enhanced Hybrid Magnetorheological Elastomer-Fluid for Semi-Active Vibration Isolation: Static and Dynamic Experimental Characterization" Materials 15, no. 9: 3238. https://doi.org/10.3390/ma15093238
APA StyleAli, A., Salem, A. M. H., Muthalif, A. G. A., Ramli, R. B., & Julai, S. (2022). Development of a Performance-Enhanced Hybrid Magnetorheological Elastomer-Fluid for Semi-Active Vibration Isolation: Static and Dynamic Experimental Characterization. Materials, 15(9), 3238. https://doi.org/10.3390/ma15093238