
Microstructure Evolution and Deformation Mechanisms of As-Cast Antibacterial Ti6Al4V-5Cu Alloy for Isothermal Forging Process


Abstract
:1. Introduction
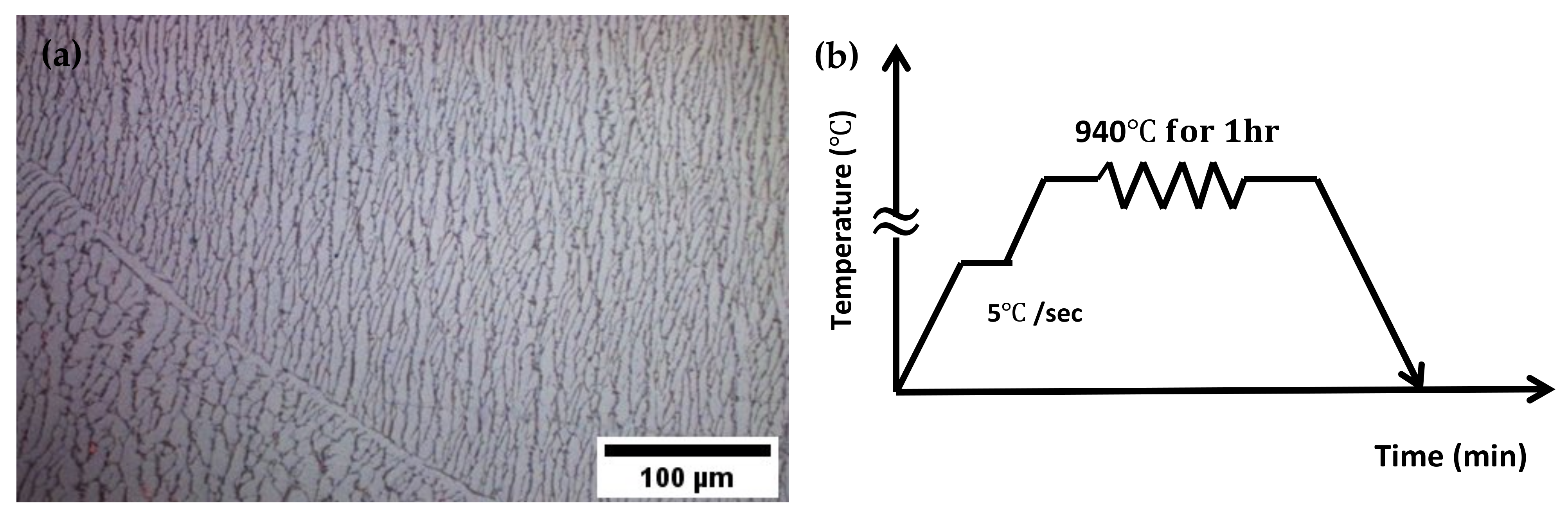
2. Materials and Methods
3. Results
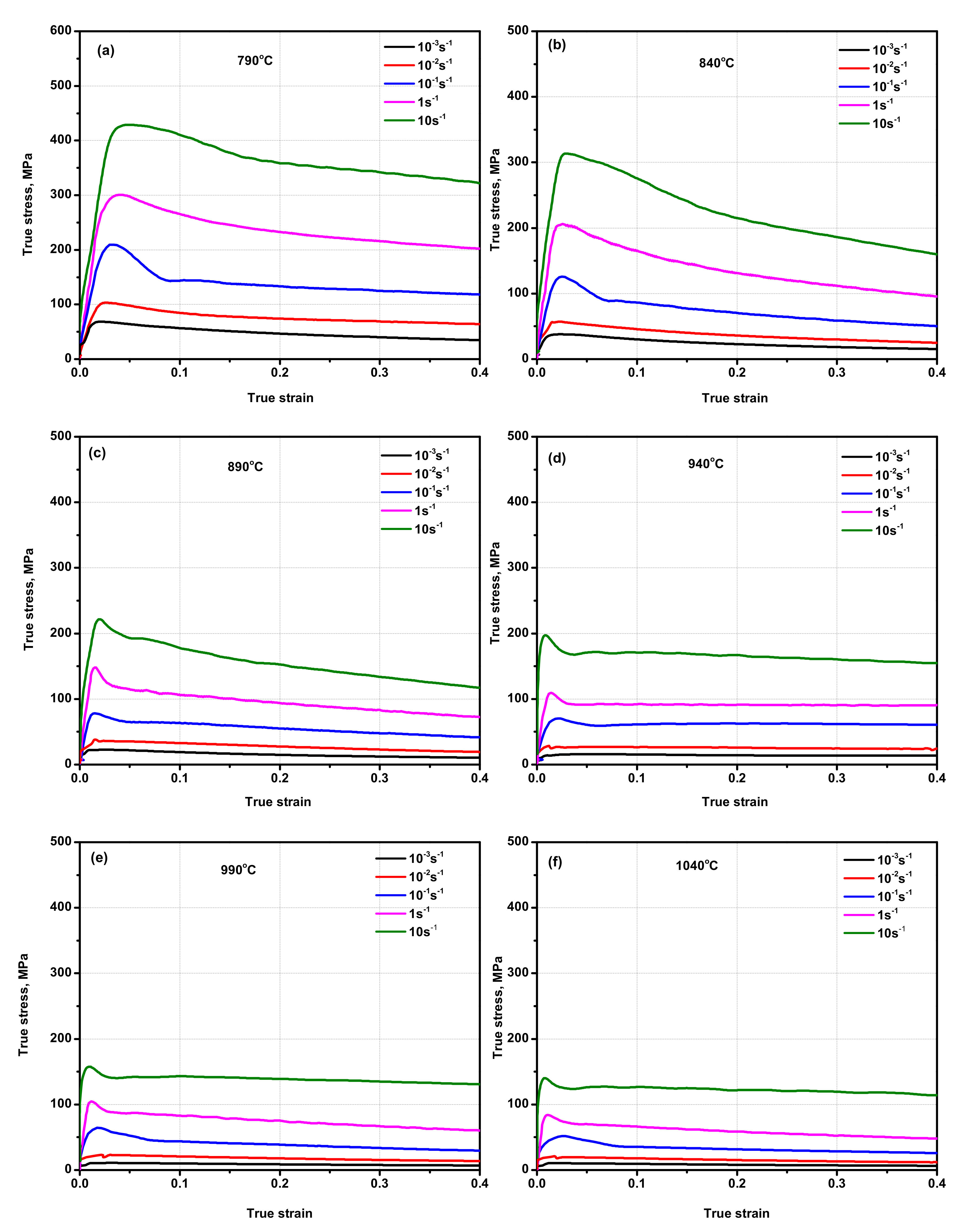
3.1. True Stress—Strain Behavior
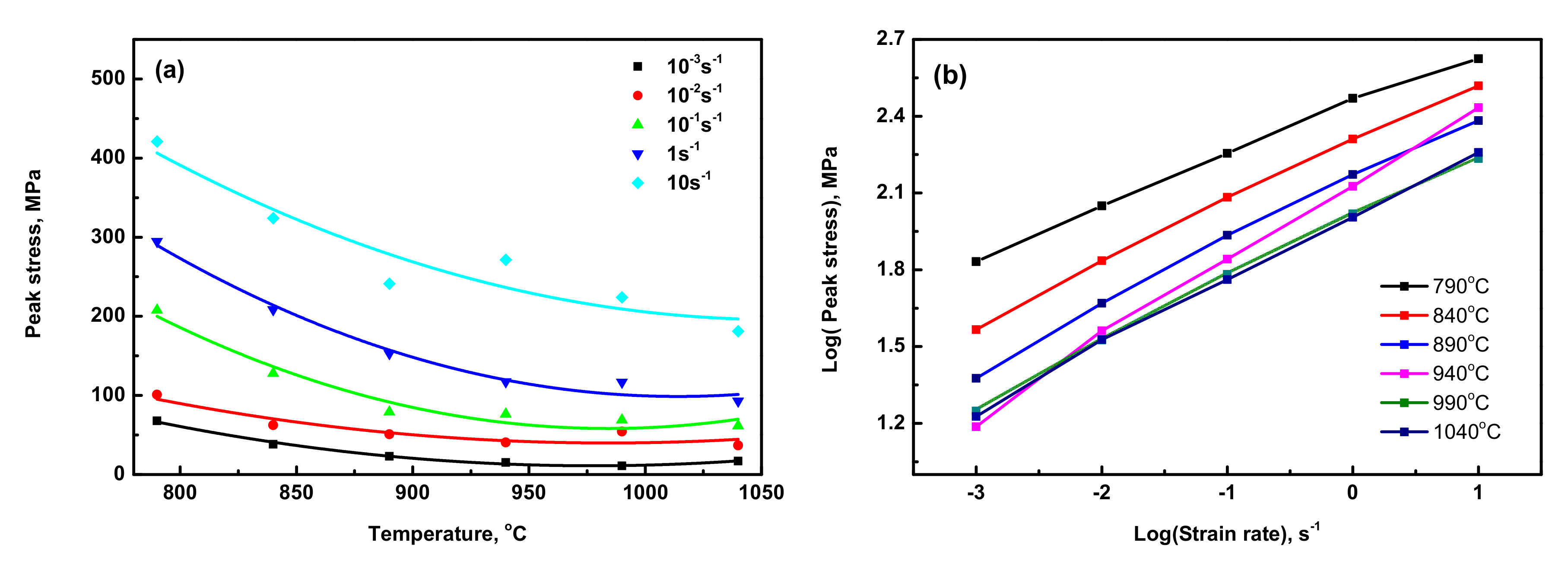
3.2. Constitutive Analysis
3.3. Activation Energy (Q)
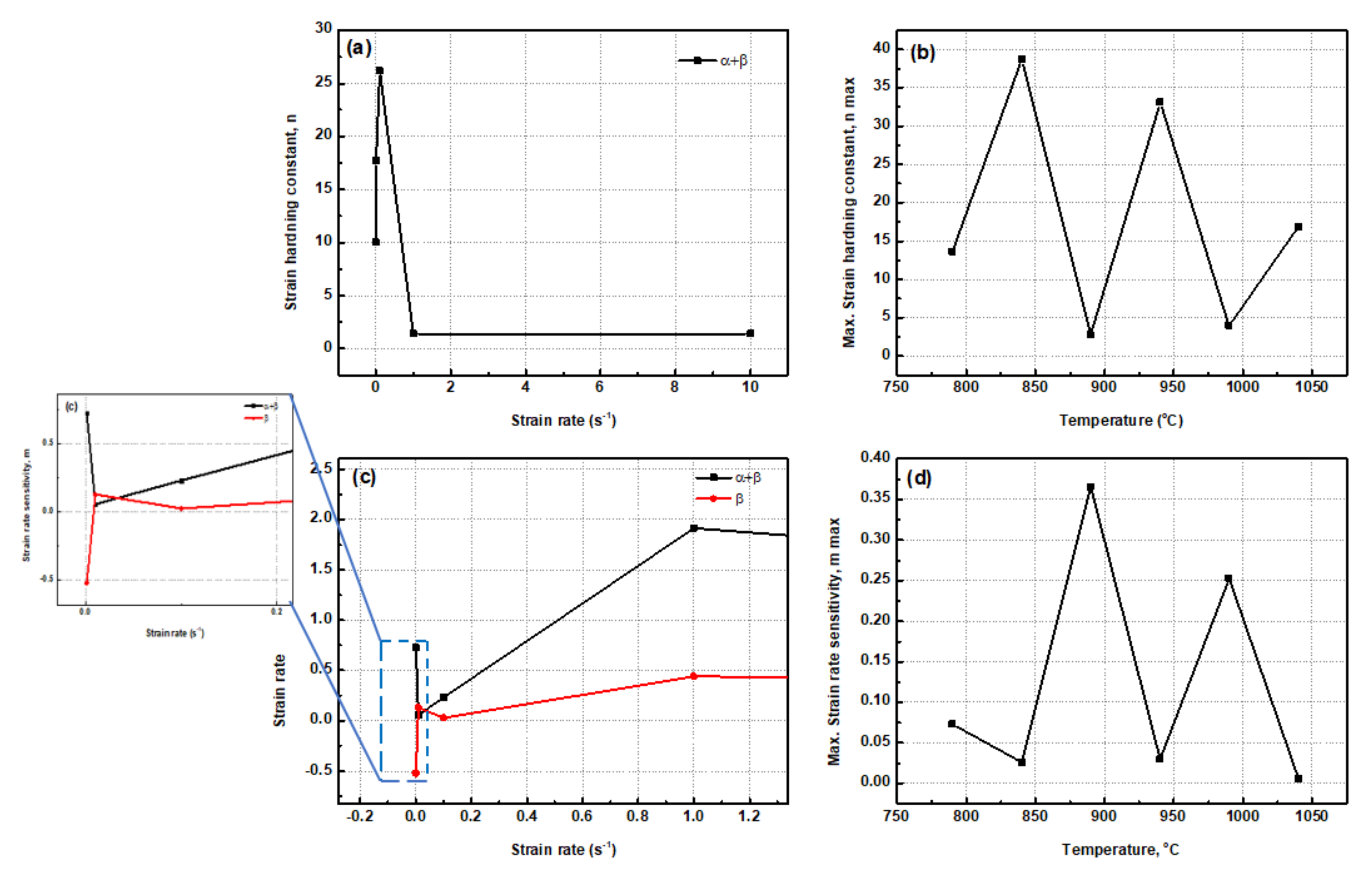
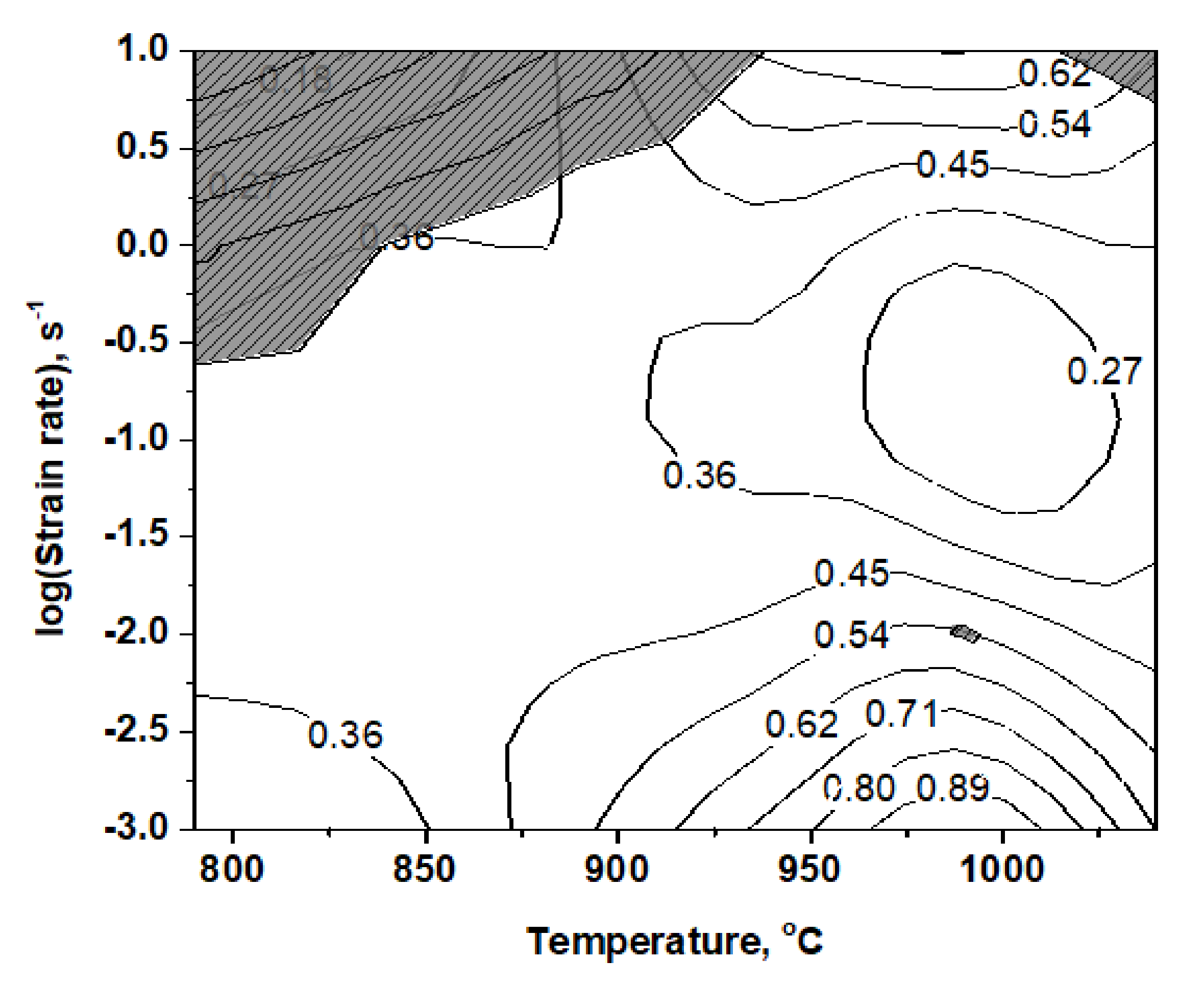
3.4. Strain Rate Sensitivity (m)
3.5. Processing Map (PM)
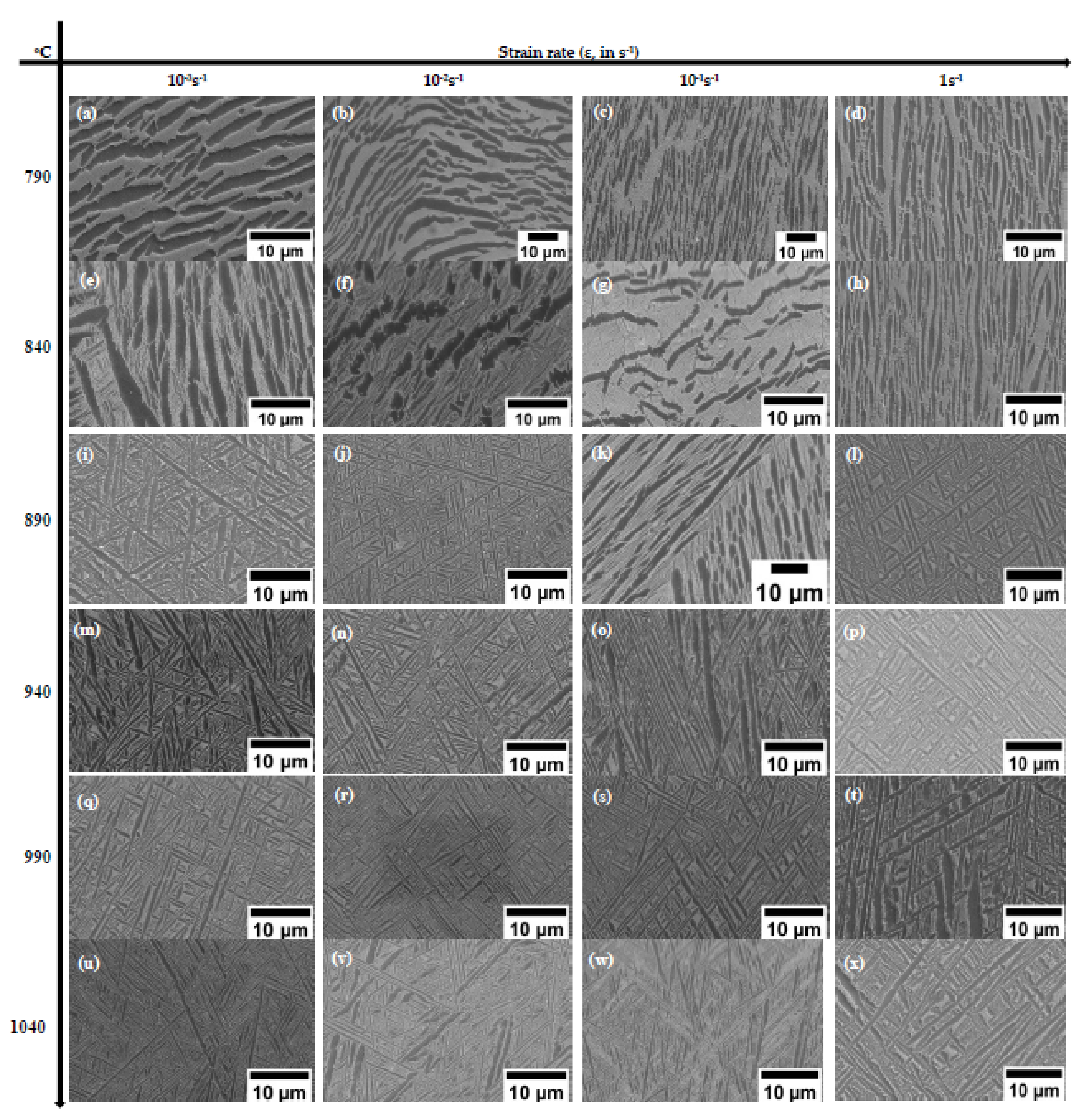
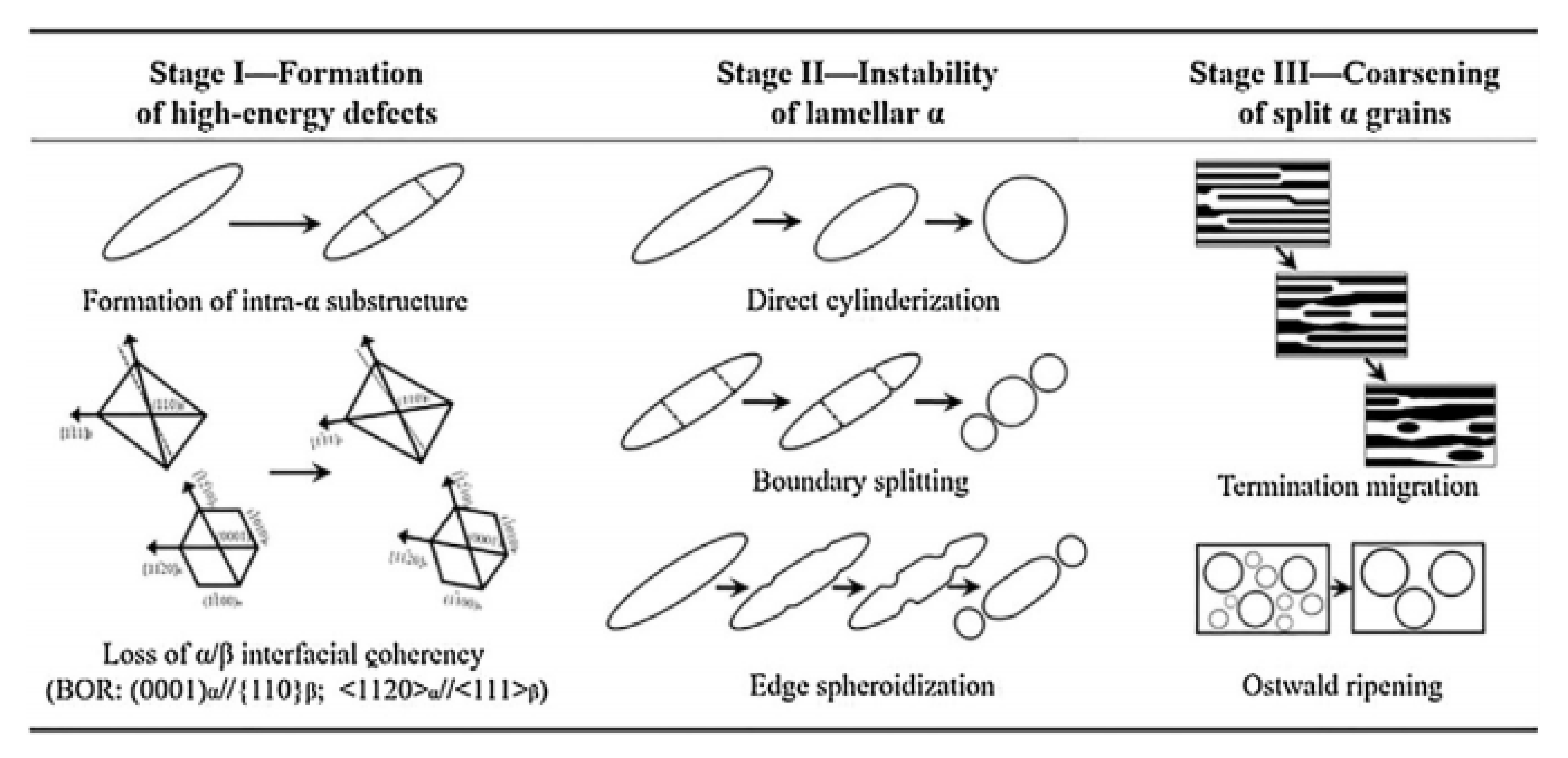
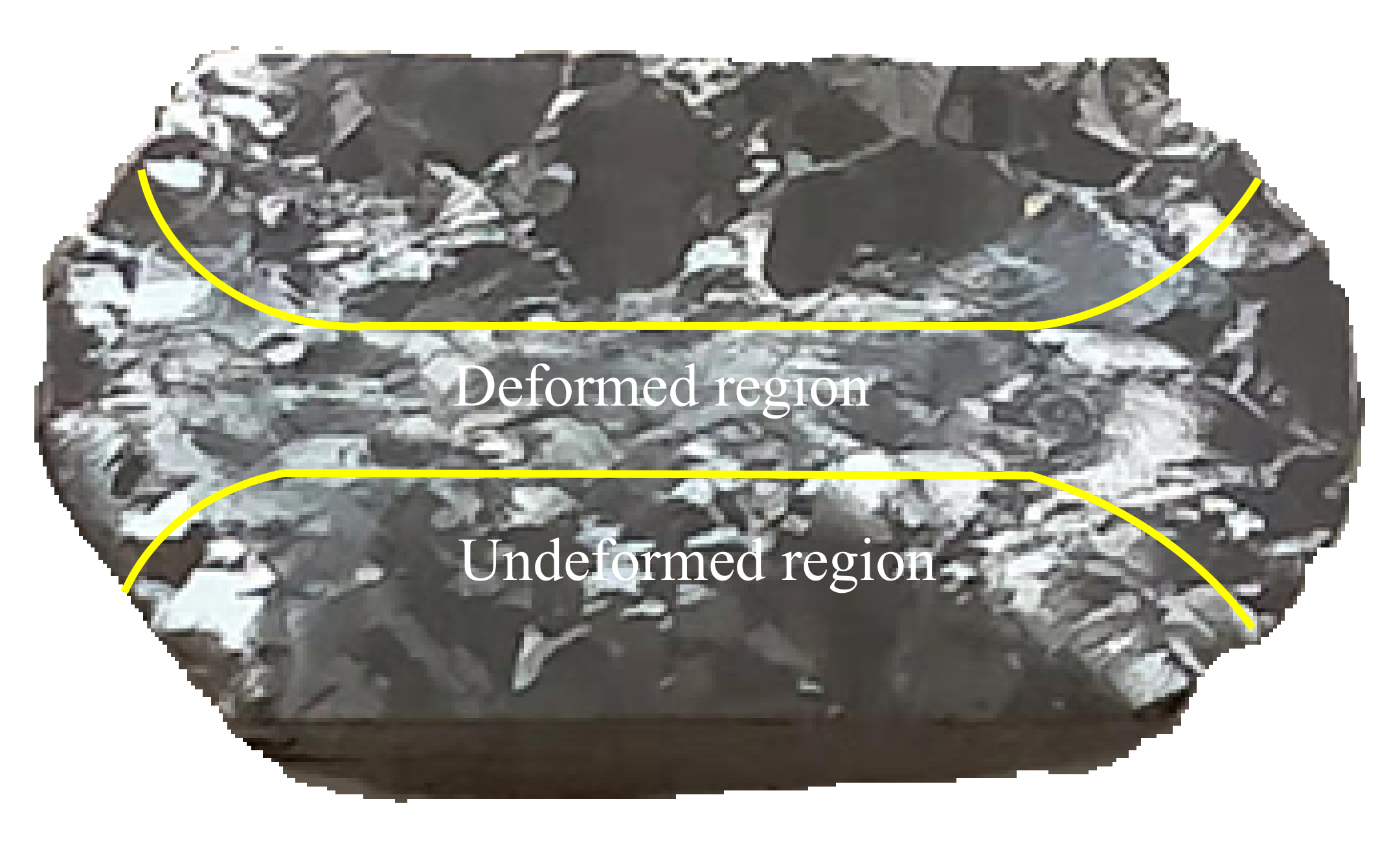
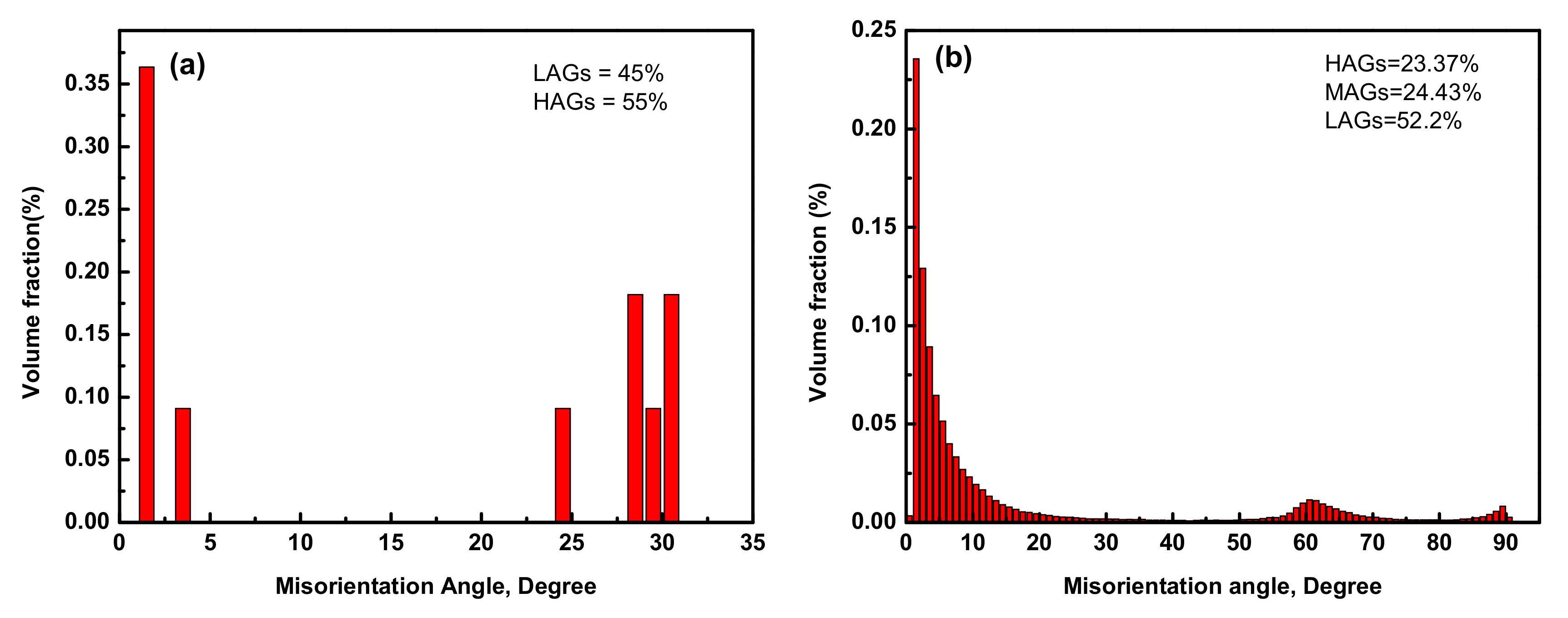
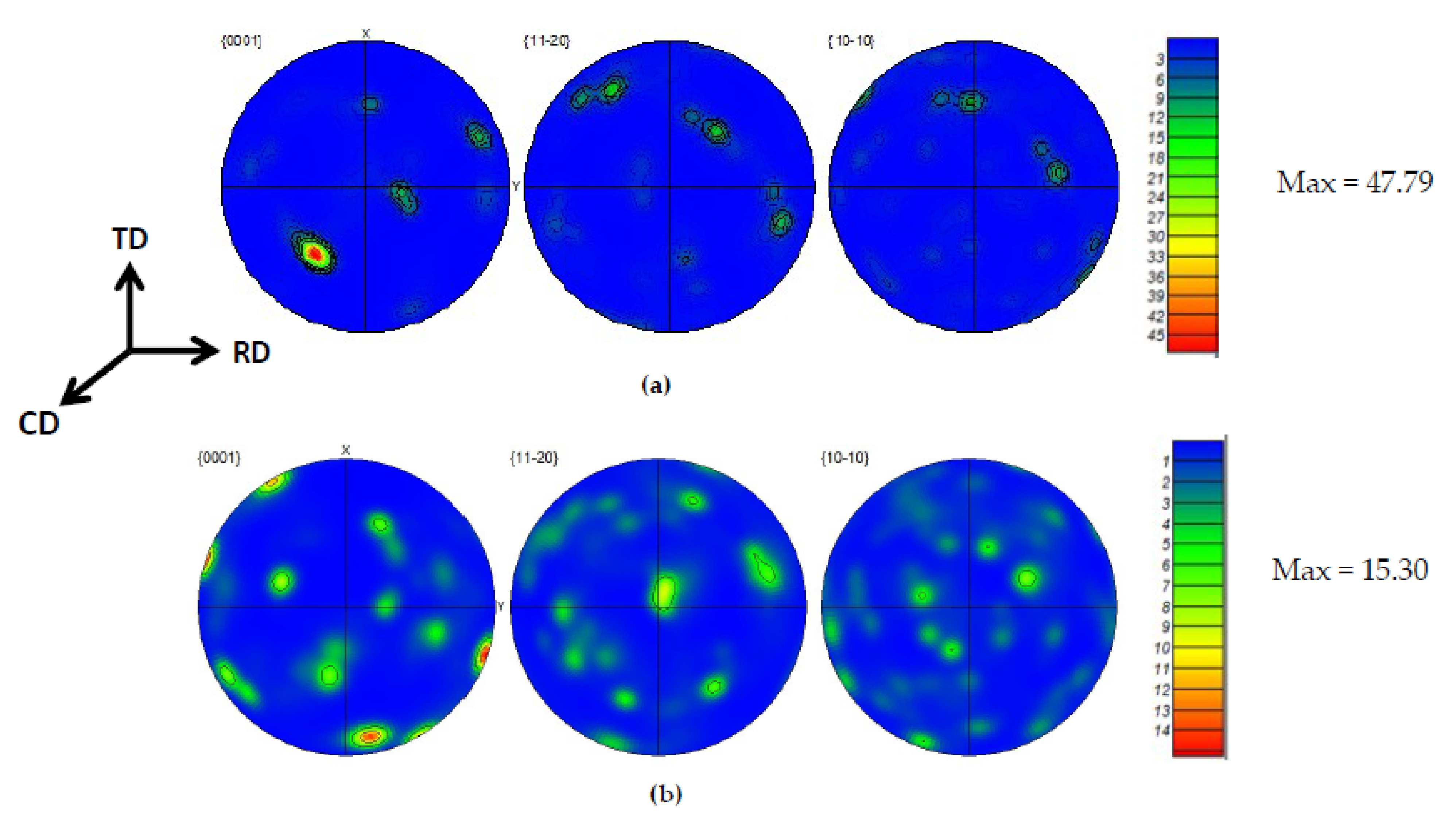
3.6. Microstructure Evolution and Deformation Mechanisms in Ti6Al4V-5Cu Alloy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Liu, J.; Zeng, W.; Zhu, Y.; Yu, H.; Zhao, Y. Hot Deformation Behavior and Flow Stress Prediction of TC4-DT Alloy in Single-Phase Region and Dual-Phase Regions. J. Mater. Eng. Perform. 2015, 24, 2140–2150. [Google Scholar] [CrossRef]
- Guo, J.; Zhan, M.; Wang, Y.; Gao, P. Unified modeling of work hardening and flow softening in two-phase titanium alloys considering microstructure evolution in thermomechanical processes. J. Alloys Compd. 2018, 767, 34–45. [Google Scholar] [CrossRef]
- Gao, P.; Fu, M.; Zhan, M.; Lei, Z.; Li, Y. Deformation behavior and microstructure evolution of titanium alloys with lamellar microstructure in hot working process: A review. J. Mater. Sci. Technol. 2020, 39, 56–73. [Google Scholar] [CrossRef]
- Liu, Y.; Ning, Y.; Yao, Z.; Guo, H. Hot deformation behavior of Ti–6.0Al–7.0Nb biomedical alloy by using processing map. J. Alloys Compd. 2014, 587, 183–189. [Google Scholar] [CrossRef]
- Zhang, E.; Li, F.; Wang, H.; Liu, J.; Wang, C.; Li, M.; Yang, K. A new antibacterial titanium–copper sintered alloy: Preparation and antibacterial property. Mater. Sci. Eng. C 2013, 33, 4280–4287. [Google Scholar] [CrossRef]
- Wang, K. The use of titanium for medical applications in the USA. Mater. Sci. Eng. A 1996, 213, 134–137. [Google Scholar] [CrossRef]
- Ren, L.; Ma, Z.; Li, M.; Zhang, Y.; Liu, W.; Liao, Z.; Yang, K. Antibacterial Properties of Ti–6Al–4V–xCu Alloys. J. Mater. Sci. Technol. 2014, 30, 699–705. [Google Scholar] [CrossRef]
- Hu, H.; Zhang, W.; Qiao, Y.; Jiang, X.; Liu, X.; Ding, C. Antibacterial activity and increased bone marrow stem cell functions of Zn-incorporated TiO2 coatings on titanium. Acta Biomater. 2012, 8, 904–915. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, B.; Wang, B.; Wang, Y.; Li, L.; Yang, Q.; Cui, L. Introduction of antibacterial function into biomedical TiNi shape memory alloy by the addition of element Ag. Acta Biomater. 2011, 7, 2758–2767. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S. Effect of hot working on flow behavior of Ti–6Al–4V alloy in single phase and two phase regions. Mater. Des. 2010, 31, 3599–3604. [Google Scholar] [CrossRef]
- Arciola, C.R.; Campoccia, D.; Speziale, P.; Montanaro, L.; Costerton, J.W. Biofilm formation in Staphylococcus implant infections. A review of molecular mechanisms and implications for biofilm-resistant materials. Biomaterials 2012, 33, 5967–5982. [Google Scholar] [CrossRef] [PubMed]
- Zhang, E.-L.; Fu, S.; Wang, R.-X.; Li, H.-X.; Liu, Y.; Ma, Z.-Q.; Liu, G.-K.; Zhu, C.-S.; Qin, G.-W.; Chen, D.-F. Role of Cu element in biomedical metal alloy design. Rare Met. 2019, 38, 476–494. [Google Scholar] [CrossRef]
- Chong, Y.; Bhattacharjee, T.; Gholizadeh, R.; Yi, J.; Tsuji, N. Investigation on the hot deformation behaviors and globularization mechanisms of lamellar Ti–6Al–4V alloy within a wide range of deformation temperatures. Materials 2019, 8, 100480. [Google Scholar] [CrossRef]
- Saboori, A.; Abdi, A.; Fatemi, S.A.; Marchese, G.; Biamino, S.; Mirzadeh, H. Hot deformation behavior and flow stress modeling of Ti–6Al–4V alloy produced via electron beam melting additive manufacturing technology in single & beta-phase field. Mater. Sci. Eng. A 2020, 792, 139822. [Google Scholar] [CrossRef]
- Salem, A.; Glavicic, M.; Semiatin, S. A coupled EBSD/EDS method to determine the primary- and secondary-alpha textures in titanium alloys with duplex microstructures. Mater. Sci. Eng. A 2008, 494, 350–359. [Google Scholar] [CrossRef]
- Ziaja, W.; Sieniawski, J. Titanium Alloys—Advances in Properties Control; InTech: Rijeka, Croatia, 2013; ISBN 978-953-51-1110-8. [Google Scholar]
- Peng, W.; Zeng, W.; Wang, Q.; Zhao, Q.; Yu, H. Effect of processing parameters on hot deformation behavior and microstructural evolution during hot compression of as-cast Ti60 titanium alloy. Mater. Sci. Eng. A 2014, 593, 16–23. [Google Scholar] [CrossRef]
- Zhang, X.Y.Z.; Zeng, W. Constitutive relationship during isothermal compression of Ti-6Al-4V alloy sheet. Mater. Lett. 2019, 255, 126504. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Tsao, L.; Wu, H.; Leong, J.; Fang, C. Flow stress behavior of commercial pure titanium sheet during warm tensile deformation. Mater. Des. 2012, 34, 179–184. [Google Scholar] [CrossRef]
- Nguyen, D.-T.; Kim, Y.-S.; Jung, D.-W. Flow stress equations of Ti-6Al-4V titanium alloy sheet at elevated temperatures. Int. J. Precis. Eng. Manuf. 2012, 13, 747–751. [Google Scholar] [CrossRef]
- Guo, B.; Semiatin, S.; Jonas, J.J. Dynamic transformation during the high temperature deformation of two-phase titanium alloys. Mater. Sci. Eng. A 2019, 761, 138047. [Google Scholar] [CrossRef]
- Karasevskaya, O.; Ivasishin, O.; Semiatin, S.; Matviychuk, Y. Deformation behavior of beta-titanium alloys. Mater. Sci. Eng. A 2003, 354, 121–132. [Google Scholar] [CrossRef]
- He, L.; Manshadi, A.D.; Dippenaar, R. The evolution of microstructure of Ti–6Al–4V alloy during concurrent hot deformation and phase transformation. Mater. Sci. Eng. A 2012, 549, 163–167. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.; Frazier, W.; Prasad, Y. Hot working of commercial Ti–6Al–4V with an equiaxed a–b microstructure: Materials modeling considerations. Mater. Sci. Eng. A 2000, 284, 184–194. [Google Scholar] [CrossRef]
- Majorell, A.S.S.; Picu, R.C. Mechanical behavior of Ti–6Al–4V at high and moderate temperatures—Part I: Experimental results. Mater. Sci. Eng. 2002, 326, 297–305. [Google Scholar] [CrossRef]
- Zheng, M.; Ren, L.; Shahzad, M.B.; Liu, R.; Zhao, Y.; Yang, K. Hot deformation behavior of Cu-bearing antibacterial titanium alloy. J. Mater. Sci. Technol. 2018, 34, 1867–1875. [Google Scholar] [CrossRef]
- Park, N.-K.; Yeom, J.-T.; Na, Y.-S. Characterization of deformation stability in hot forging of conventional Ti–6Al–4V using processing maps. J. Mater. Process. Technol. 2002, 130–131, 540–545. [Google Scholar] [CrossRef]
- Bruschi, S.; Poggio, S.; Quadrini, F.; Tata, M. Workability of Ti–6Al–4V alloy at high temperatures and strain rates. Mater. Lett. 2004, 58, 3622–3629. [Google Scholar] [CrossRef]
- Zhang, Z.; Fan, J.; Tang, B.; Kou, H.; Wang, J.; Chen, Z.; Li, J. Microstructure/texture evolution maps to optimize hot deformation process of near-α titanium alloy. Prog. Nat. Sci. 2020, 30, 86–93. [Google Scholar] [CrossRef]
- Semiatin, S.; Bieler, T. The effect of alpha platelet thickness on plastic flow during hot working of TI–6Al–4V with a transformed microstructure. Acta Mater. 2001, 49, 3565–3573. [Google Scholar] [CrossRef]
- Park, C.H.; Kim, J.H.; Yeom, J.-T.; Oh, C.-S.; Semiatin, S.; Lee, C.S. Formation of a submicrocrystalline structure in a two-phase titanium alloy without severe plastic deformation. Scr. Mater. 2013, 68, 996–999. [Google Scholar] [CrossRef]
- Lakshmi, A.A.; Rao, C.S.; Gangadhar, J.; Srinivasu, C.; Singh, S.K. Review of Processing Maps and Development of Qualitative Processing Maps. Mater. Today Proc. 2017, 4, 946–956. [Google Scholar]
- Dieter, G.E. Handbook of Workability and Process Design; ASM International: Almere, The Netherlands, 2003. [Google Scholar]
- Zhang, X.; Chen, F.; Jiao, Y.; Liu, J. Hot-deformation behavior and a modified physically based constitutive model for As-cast 12% Cr steel during hot deformation. Mater. Tech. 2020, 54, 715–723. [Google Scholar] [CrossRef]
- Semiatin, S.L. An Overview of the Thermomechanical Processing of a/b Titanium Alloys: Current Status and Future Research Opportunities. Met. Mater. Trans. A 2020, 51, 2593–2625. [Google Scholar] [CrossRef] [Green Version]
- Jha, J.S.; Toppo, S.P.; Singh, R.; Tewari, A.; Mishra, S.K. Flow stress constitutive relationship between lamellar and equiaxed microstructure during hot deformation of Ti-6Al-4V. J. Mater. Process. Technol. 2019, 270, 216–227. [Google Scholar] [CrossRef]
- Liu, Z.; Li, P.; Xiong, L.; Liu, T.; He, L. High-temperature tensile deformation behavior and microstructure evolution of Ti55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.; Morgan, J.; Malas, J.; Frazier, W.; Prasad, Y. Hot deformation and microstructural damage mechanisms in extra-low interstitial (ELI) grade Ti–6Al–4V. Mater. Sci. Eng. A 2000, 279, 289–299. [Google Scholar] [CrossRef]
- Klimova, M.; Zherebtsov, S.; Salishchev, G.; Semiatin, S. Influence of deformation on the Burgers orientation relationship between the α and β phases in Ti–5Al–5Mo–5V–1Cr–1Fe. Mater. Sci. Eng. A 2015, 645, 292–297. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Peak Stress—True Strain Value | |||
|---|---|---|---|
| Temp. (°C) | Strain Rate (s−1) | Peak Stress (MPa) | True Strain |
| 790 | 10−3 | 67.916 | 0.019 |
| 10−2 | 100.933 | 0.025 | |
| 10−1 | 207.742 | 0.025 | |
| 1 | 294.672 | 0.035 | |
| 10 | 420.788 | 0.039 | |
| 840 | 10−3 | 38.170 | 0.032 |
| 10−2 | 62.408 | 0.010 | |
| 10−1 | 127.975 | 0.025 | |
| 1 | 208.564 | 0.028 | |
| 10 | 323.906 | 0.032 | |
| 890 | 10−3 | 23.112 | 0.020 |
| 10−2 | 50.811 | 0.010 | |
| 10−1 | 79.159 | 0.010 | |
| 1 | 152.829 | 0.016 | |
| 10 | 241.290 | 0.017 | |
| 940 | 10−3 | 15.356 | 0.039 |
| 10−2 | 40.602 | 0.010 | |
| 10−1 | 76.360 | 0.013 | |
| 1 | 117.300 | 0.012 | |
| 10 | 271.368 | 0.006 | |
| 990 | 10−3 | 11.032 | 0.033 |
| 10−2 | 54.334 | 0.007 | |
| 10−1 | 69.108 | 0.008 | |
| 1 | 116.594 | 0.011 | |
| 10 | 223.833 | 0.003 | |
| 1040 | 10−3 | 16.850 | 0.038 |
| 10−2 | 36.739 | 0.006 | |
| 10−1 | 61.526 | 0.012 | |
| 1 | 92.993 | 0.011 | |
| 10 | 181.240 | 0.002 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeshanew, S.K.; Bai, C.; Jia, Q.; Xi, T.; Zhang, Z.; Li, D.; Xia, Z.; Yang, R.; Yang, K. Microstructure Evolution and Deformation Mechanisms of As-Cast Antibacterial Ti6Al4V-5Cu Alloy for Isothermal Forging Process. Materials 2022, 15, 3349. https://doi.org/10.3390/ma15093349
Yeshanew SK, Bai C, Jia Q, Xi T, Zhang Z, Li D, Xia Z, Yang R, Yang K. Microstructure Evolution and Deformation Mechanisms of As-Cast Antibacterial Ti6Al4V-5Cu Alloy for Isothermal Forging Process. Materials. 2022; 15(9):3349. https://doi.org/10.3390/ma15093349
Chicago/Turabian StyleYeshanew, Solomon Kerealme, Chunguang Bai, Qing Jia, Tong Xi, Zhiqiang Zhang, Diaofeng Li, Zhizhou Xia, Rui Yang, and Ke Yang. 2022. "Microstructure Evolution and Deformation Mechanisms of As-Cast Antibacterial Ti6Al4V-5Cu Alloy for Isothermal Forging Process" Materials 15, no. 9: 3349. https://doi.org/10.3390/ma15093349
APA StyleYeshanew, S. K., Bai, C., Jia, Q., Xi, T., Zhang, Z., Li, D., Xia, Z., Yang, R., & Yang, K. (2022). Microstructure Evolution and Deformation Mechanisms of As-Cast Antibacterial Ti6Al4V-5Cu Alloy for Isothermal Forging Process. Materials, 15(9), 3349. https://doi.org/10.3390/ma15093349