
Improvement of the Thermal Conductivity and Mechanical Properties of 3D-Printed Polyurethane Composites by Incorporating Hydroxylated Boron Nitride Functional Fillers

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
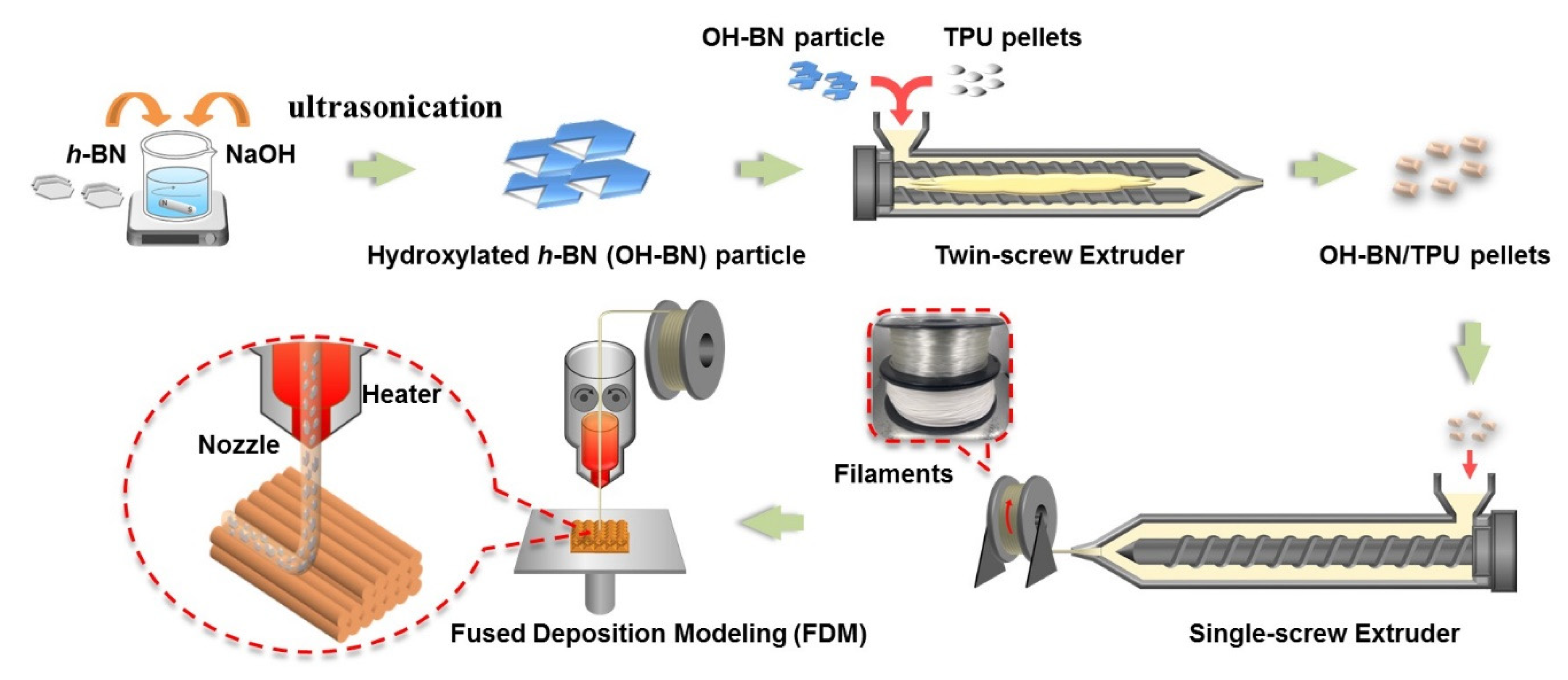
2.2. Preparation of Hydroxyl-Functionalized h-BN (OH-BN)
2.3. Preparation of the TPU Composite Filaments
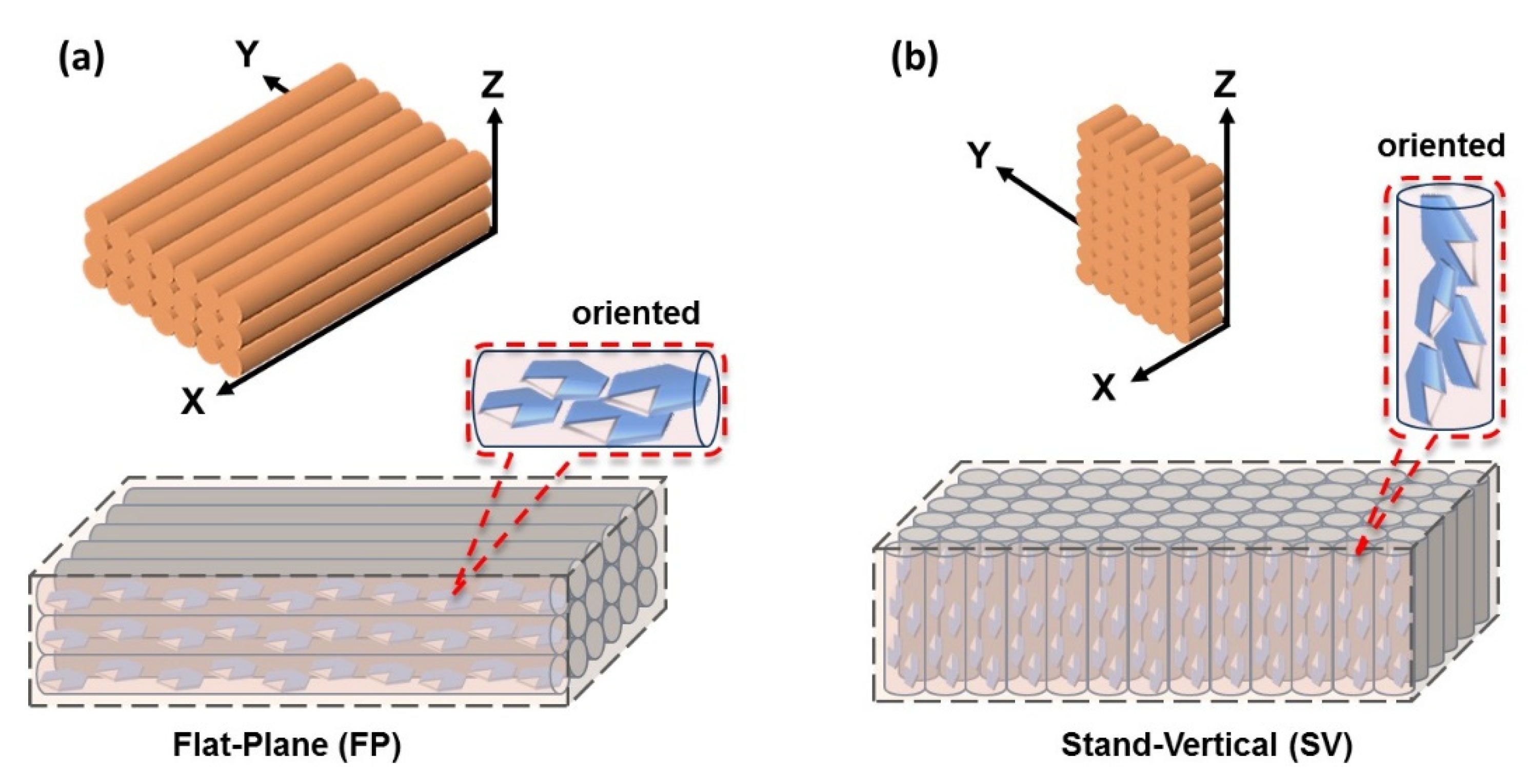
2.4. Preparation of FDM 3D Printing of TPU Composites
2.5. Composite Material Characterization
3. Results and Discussion
3.1. FT-IR
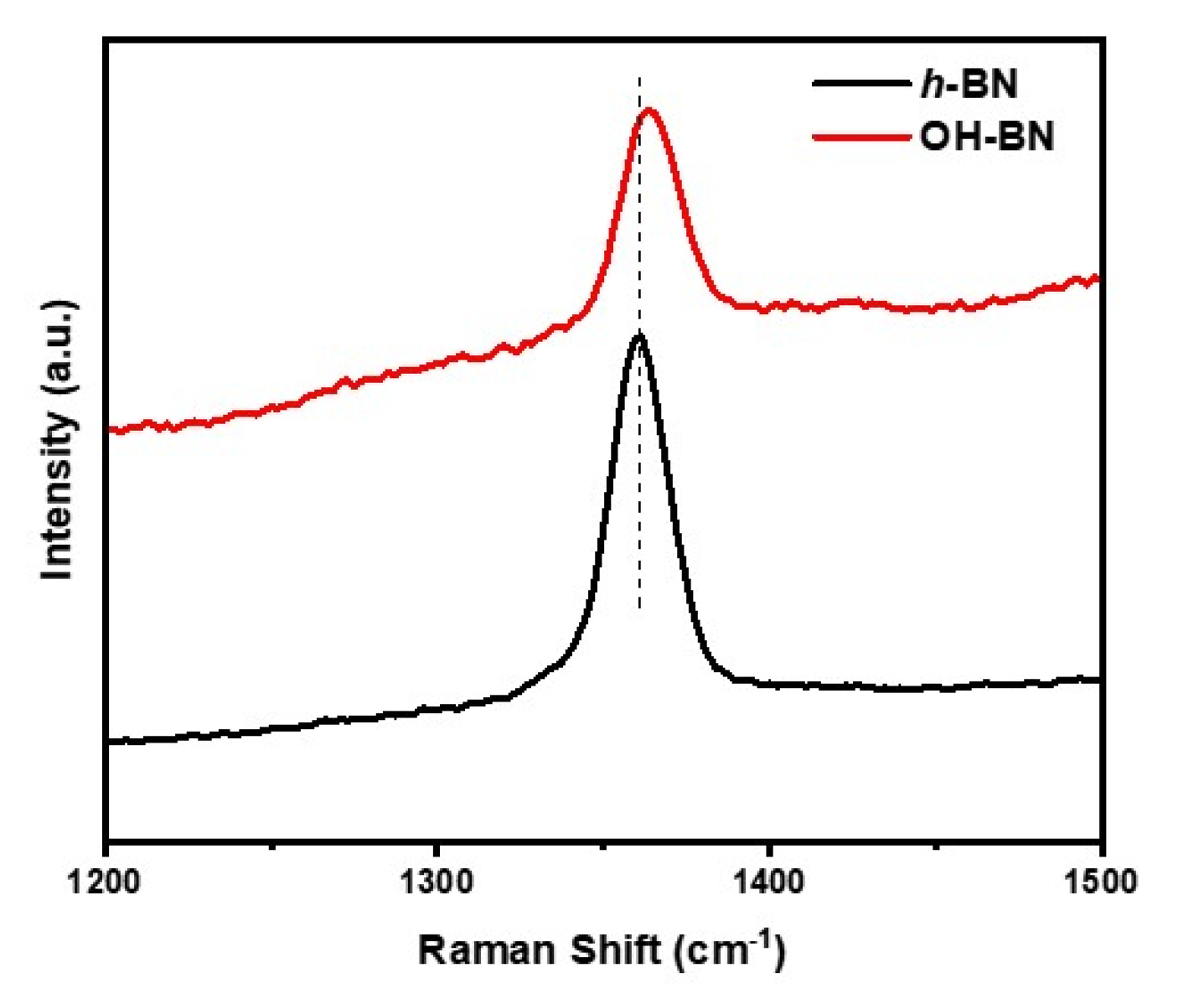
3.2. Raman
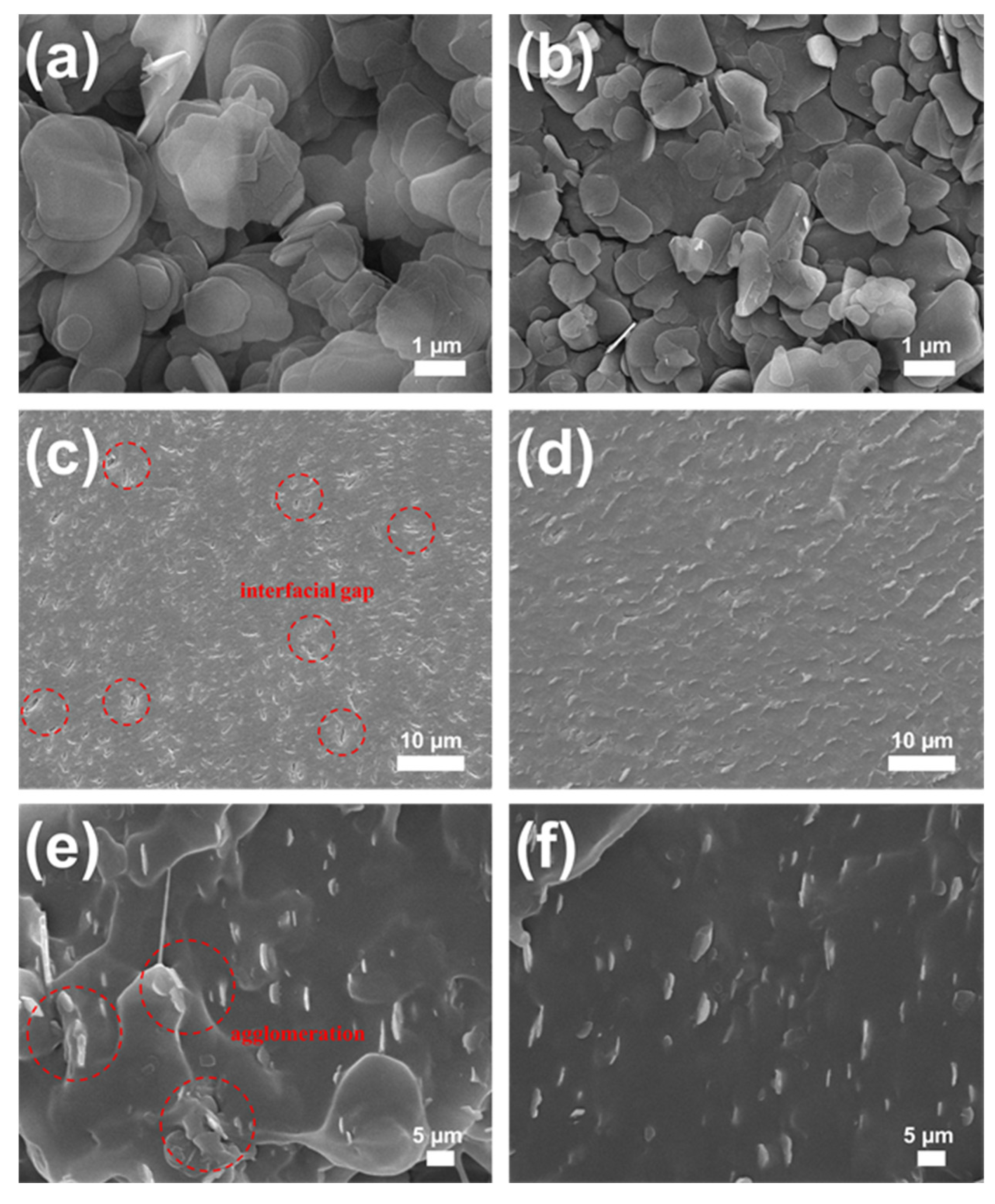
3.3. FE-SEM
3.4. Tensile Stress–Strain Testing
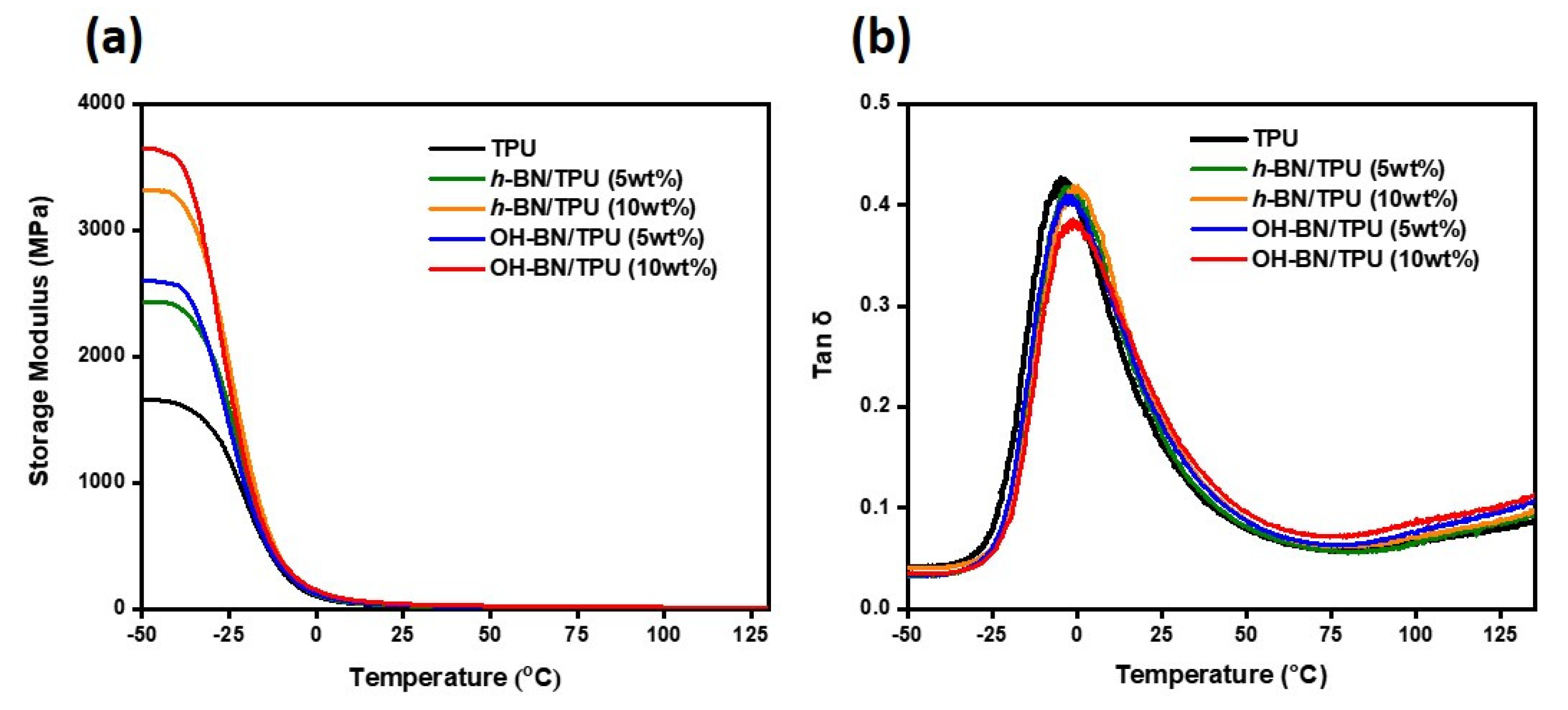
3.5. Dynamic Mechanical Analysis
3.6. Dielectric Constant
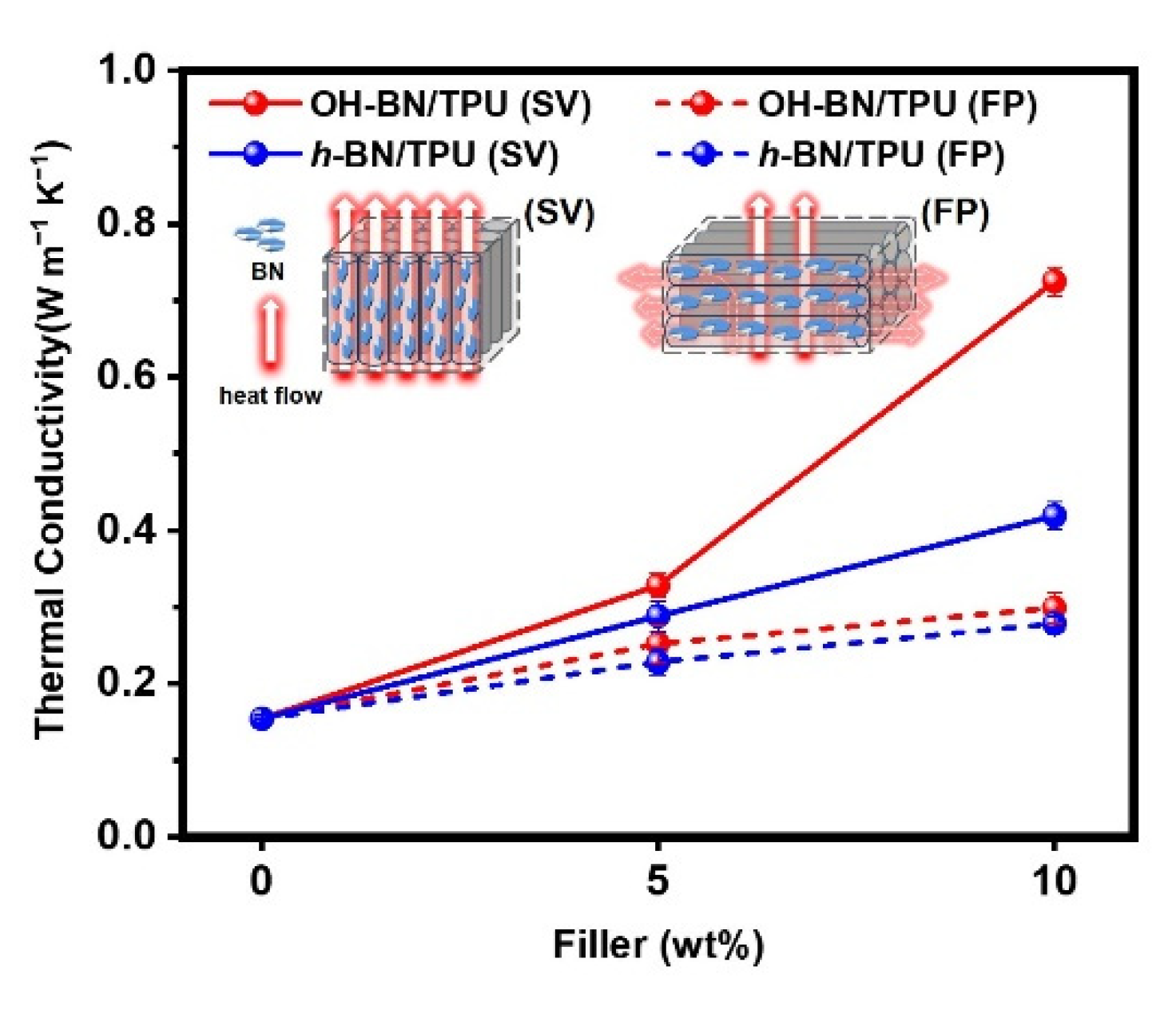
3.7. Thermal Conductivity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; He, H.; Huang, B.; Wang, S.; He, X. Enhanced thermal conductivity of polyvinyl alcohol insulation composites with m-BN@CNW hybrid materials. Compos. Sci. Technol. 2021, 208, 108766. [Google Scholar] [CrossRef]
- Rahman, M.T.; Asadul Hoque, M.; Rahman, G.T.; Azmi, M.M.; Gafur, M.A.; Khan, R.A.; Khalid Hossain, M. Fe2O3 nanoparticles dispersed unsaturated polyester resin based nanocomposites: Effect of gamma radiation on mechanical properties. Radiat. Eff. Defects Solids 2019, 174, 5–6. [Google Scholar] [CrossRef]
- Elsheikh, A. Bistable Morphing Composites for Energy-Harvesting Applications. Polymers 2022, 14, 1893. [Google Scholar] [CrossRef]
- Ji, Z.; Liu, W.; Ouyang, C.; Li, Y. High thermal conductivity thermoplastic polyurethane/boron nitride/liquid metal composites: The role of the liquid bridge at the filler/filler interface. Mater. Adv. 2021, 2, 5977–5985. [Google Scholar] [CrossRef]
- Cakmakcı, E.; Kocyigit, C.; Cakır, S.; Durmus, A.; Kahraman, M.V. Preparation and Characterization of Thermally Conductive Thermoplastic Polyurethane/h-BN nanocomposites. Polym. Compos. 2014, 35, 530–538. [Google Scholar] [CrossRef]
- Su, K.H.; Su, C.Y.; Chi, P.W.; Chandan, P.; Cho, C.T.; Chi, W.Y.; Wu, M.K. Generation of Self-Assembled 3D Network in TPU by Insertion of Al2O3/h-BN Hybrid for Thermal Conductivity Enhancement. Materials 2021, 14, 238. [Google Scholar] [CrossRef] [PubMed]
- Rostami, A.; Moosavi, M.I. High-performance thermoplastic polyurethane nanocomposites induced by hybrid application of functionalized graphene and carbon nanotubes. J. Appl. Polym. Sci. 2019, 137, 48520. [Google Scholar] [CrossRef]
- Pan, D.; Li, Q.; Zhang, W.; Dong, J.; Su, F.; Murugadoss, V.; Liu, Y.; Liu, C.; Naik, N.; Guo, Z. Highly thermal conductive epoxy nanocomposites filled with 3D BN/C spatial network prepared by salt template assisted method. Compos. Part B 2021, 209, 108609. [Google Scholar] [CrossRef]
- Ouyang, Y.; Bai, L.; Tian, H.; Li, X.; Yuan, F. Recent progress of thermal conductive polymer composites: Al2O3 fillers, properties and applications. Compos. Part A 2022, 152, 106685. [Google Scholar] [CrossRef]
- Lee, S.; Park, D.; Kim, J. 3D-printed surface-modified aluminum nitride reinforced thermally conductive composites with enhanced thermal conductivity and mechanical strength. Polym. Adv. Technol. 2022, 33, 1291–1297. [Google Scholar] [CrossRef]
- Zhao, L.; Chen, Z.; Ren, J.; Yang, L.; Li, Y.; Wang, Z.; Ning, W.; Jia, S. Synchronously improved thermal conductivity and dielectric constant for epoxy composites by introducing functionalized silicon carbide nanoparticles and boron nitride microspheres. J. Colloid Interface Sci. 2022, 627, 205–214. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Wang, Z.; Shen, X.; Liu, X.; Han, N.M.; Zheng, Q.; Mai, Y.W.; Kim, J.K. Graphene/Boron Nitride−Polyurethane Microlaminates for Exceptional Dielectric Properties and High Energy Densities. ACS Appl. Mater. Interfaces. 2018, 10, 26641–26652. [Google Scholar] [CrossRef] [PubMed]
- Ryu, S.; Kim, K.; Kim, J. Silane surface modification of boron nitride for high thermal conductivity with polyphenylene sulfide via melt mixing method. Polym. Adv. Technol. 2017, 28, 1489–1494. [Google Scholar] [CrossRef]
- Yu, C.; Zhang, J.; Tian, W.; Fan, X.; Yao, Y. Polymer composites based on hexagonal boron nitride and their application in thermally conductive composites. RSC Adv. 2018, 8, 21948–21967. [Google Scholar] [CrossRef] [PubMed]
- Yu, C.; Zhang, J.; Li, Z.; Tian, W.; Wang, L.; Luo, J.; Li, Q.; Fan, X.; Yao, Y. Enhanced through-plane thermal conductivity of boron nitride/epoxy composites. Compos. Part A 2017, 98, 25–31. [Google Scholar] [CrossRef]
- Sarkarat, M.; Lanagan, M.; Ghosh, D.; Lottes, A.; Budd, K.; Rajagopalan, R. Improved thermal conductivity and AC dielectric breakdown strength of silicone rubber/BN composites. Compos. Part C Open Access 2022, 2, 100023. [Google Scholar] [CrossRef]
- Gautam, C.; Chelliah, S. Methods of hexagonal boron nitride exfoliation and its functionalization: Covalent and non-covalent approaches. RSC Adv. 2021, 11, 31284–31327. [Google Scholar] [CrossRef]
- Weng, Q.; Wang, X.; Wang, X.; Bando, Y.; Golberg, D. Functionalized hexagonal boron nitride nanomaterials: Emerging properties and applications. Chem. Soc. Rev. 2016, 45, 3989–4012. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Qu, Y.; Jiao, L.; Bian, H.; Wang, R.; Wu, W.; Fang, G.; Dai, H. Boosting the thermal conductivity of CNF-based composites by cross-linked lignin nanoparticle and BN-OH: Dual construction of 3D thermally conductive pathways. Compos. Sci. Technol. 2021, 204, 108641. [Google Scholar] [CrossRef]
- Huang, X.; Tuersun, Y.; Huang, M.; Lin, W.; Qiu, W.; Chu, S. Highly enhanced thermal conductivity from boron nitride nanosheets and MXene phonon resonance in 3D PMMA spheres composites. Mater. Today Sustain. 2023, 21, 100269. [Google Scholar] [CrossRef]
- Ren, J.; Stagi, L.; Innocenzi, P. Hydroxylated boron nitride materials: From structures to functional applications. J. Mater. Sci. 2021, 56, 4053–4079. [Google Scholar] [CrossRef]
- Lia, J.; Gan, L.; Liu, Y.; Mateti, S.; Lei, W.; Chen, Y.; Yang, J. Boron nitride nanosheets reinforced waterborne polyurethane coatings for improving corrosion resistance and antifriction properties. Eur. Polym. J. 2018, 104, 57–63. [Google Scholar] [CrossRef]
- Yu, B.; Xing, W.; Guo, W.; Qiu, S.; Wang, X.; Lo, S.; Hu, Y. Thermal exfoliation of hexagonal boron nitride for effective enhancements on thermal stability, flame retardancy and smoke suppression of epoxy resin nanocomposites via sol–gel process. J. Mater. Chem. A 2016, 4, 7330–7340. [Google Scholar] [CrossRef]
- Wang, S.; Tao, B.; Yu, S.; Wei, C.; Zhou, T.; Chen, X.; Han, C.; Wang, C. Insight into the liquid-phase exfoliation to prepare BN nanosheets. Mater. Lett. 2020, 269, 127644. [Google Scholar] [CrossRef]
- Kim, K.K.; Hsu, A.; Jia, X.; Kim, S.M.; Shi, Y.; Dresselhaus, M.; Palacios, T.; Kong, J. Synthesis and Characterization of Hexagonal Boron Nitride Film as a Dielectric Layer for Graphene Devices. ACS Nano 2012, 6, 8583–8590. [Google Scholar] [CrossRef] [PubMed]
- Deepika; Li, L.H.; Glushenkov, A.M.; Hait, S.K.; Hodgson, P.; Chen, Y. High-Efficient Production of Boron Nitride Nanosheets via an Optimized Ball Milling Process for Lubrication in Oil. Sci. Rep. 2014, 4, 7288. [Google Scholar] [CrossRef] [Green Version]
- Zhi, C.; Bando, Y.; Tang, C.; Kuwahara, H.; Golberg, D. Large-Scale Fabrication of Boron Nitride Nanosheets and Their Utilization in Polymeric Composites with Improved Thermal and Mechanical Properties. Adv. Mater. 2009, 21, 2889–2893. [Google Scholar] [CrossRef]
- Su, K.H.; Su, C.Y.; Cho, C.T.; Lin, C.H.; Jhou, G.F.; Chang, C.C. Development of Thermally Conductive Polyurethane Composite by Low Filler Loading of Spherical BN/PMMA Composite Powder. Sci. Rep. 2019, 9, 14397. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.; Qian, X.; Yang, R. Thermal conductivity of polymers and polymer nanocomposites. Mater. Sci. Eng. R Rep. 2018, 132, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.; Kim, J. Carbonization of Polydopamine-Coating Layers on Boron Nitride for Thermal Conductivity Enhancement in Hybrid Polyvinyl Alcohol (PVA) Composites. Polymers 2020, 12, 1410. [Google Scholar] [CrossRef]
- Qin, M.; Lu, H.; Wu, H.; He, Q.; Liu, C.; Mu, X.; Wang, Y.; Jia, B.; Qu, X. Powder injection molding of complex-shaped aluminium nitride ceramic with high thermal conductivity. J. Eur. Ceram. Soc. 2019, 39, 952–956. [Google Scholar] [CrossRef]
- Chen, L.; Xiao, C.; Tang, Y.; Zhang, X.; Zheng, K.; Tian, X. Preparation and properties of boron nitride nanosheets/cellulose nanofiber shear-oriented films with high thermal conductivity. Ceram. Int. 2019, 45, 12965–12974. [Google Scholar] [CrossRef]
- Ghosh, B.; Xu, F.; Grant, D.M.; Giangrande, P.; Gerada, C.; George, M.W.; Hou, X. Highly Ordered BN⊥-BN⊥ Stacking Structure for Improved Thermally Conductive Polymer Composites. Adv. Electron. Mater. 2020, 6, 2000627. [Google Scholar] [CrossRef]
- Xu, Z.; Lin, G.; Sui, G. The synergistic effects on enhancing thermal conductivity and mechanical strength of hBN/CF/PE composite. J. Appl. Polym. Sci. 2020, 137, 49212. [Google Scholar] [CrossRef]
- Luo, W.; Wu, C.; Li, L.; Jia, T.; Yu, S.; Yao, Y. Control of alignment of h-BN in polyetherimide composite by magnetic field and enhancement of its thermal conductivity. J. Alloys Compd. 2022, 912, 165248. [Google Scholar] [CrossRef]
- Wu, W.; Ren, T.; Liu, X.; Davis, R.; Huai, K.; Cui, X.; Wei, H.; Hu, J.; Xia, Y.; Huang, S.; et al. Creating thermal conductive pathways in polymer matrix by directional assembly of synergistic fillers assisted by electric fields. Compos. Commun. 2022, 35, 101309. [Google Scholar] [CrossRef]
- Chaudhary, R.P.; Parameswaran, C.; Idrees, M.; Rasaki, A.S.; Liu, C.; Chen, Z.; Colombo, P. Additive manufacturing of polymer-derived ceramics: Materials, technologies, properties and potential applications. Prog. Mater Sci. 2022, 128, 100969. [Google Scholar] [CrossRef]
- Roudný, P.; Syrový, T. Thermal conductive composites for FDM 3D printing: A review, opportunities and obstacles, future directions. J. Manuf. Process. 2022, 83, 667–677. [Google Scholar] [CrossRef]
- Luo, F.; Yang, S.; Yan, P.; Li, H.; Huang, B.; Qian, Q.; Chen, Q. Orientation behavior and thermal conductivity of liquid crystal polymer composites based on Three-Dimensional printing. Compos. Part A 2022, 160, 107059. [Google Scholar] [CrossRef]
- Wang, S.; He, H.; Ye, X.; Chen, R.; Li, Q.; Huang, B. Design of rGO-BN hybrids for enhanced thermal management properties of polyurethane composites fabricated by 3D printing. Compos. Sci. Technol. 2022, 227, 109591. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers. 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Altay, L.; Seki, Y.; Sever, K.; Sen, I.; Uysalman, T.; Atagur, M.; Sarikanat, M. Thermal, electrical, and mechanical properties of various thermal conductive powder filled polyamide 6 composite materials for thermal management applications. Acta Phys. Pol. A 2018, 134, 200–203. [Google Scholar] [CrossRef]
- Wu, D.; Spanou, A.; Diez-Escudero, A.; Persson, C. 3D-printed PLA/HA composite structures as synthetic trabecular bone: A feasibility study using fused deposition modeling. J. Mech. Behav. Biomed. Mater. 2020, 103, 103608. [Google Scholar] [CrossRef]
- Vu, M.C.; Jeong, T.H.; Kim, J.B.; Choi, W.K.; Kim, D.H.; Kim, S.R. 3D printing of copper particles and poly(methyl methacrylate) beads containing poly(lactic acid) composites for enhancing thermomechanical properties. J. Appl. Polym. Sci. 2021, 138, 49776. [Google Scholar] [CrossRef]
- Wei, R.; Xiao, Q.; Zhan, C.; You, Y.; Zhou, X.; Liu, X. Polyarylene ether nitrile and boron nitride composites: Coating with sulfonated polyarylene ether nitrile. e-Polymers 2019, 19, 70–78. [Google Scholar] [CrossRef]
- Daneshmehr, S.; Román, F.; Hutchinson, J.M. The surface modification of boron nitride particles. J. Therm. Anal. Calorim. 2021, 143, 151–163. [Google Scholar] [CrossRef]
- Xiang, C.; Cox, P.J.; Kukovecz, A.; Genorio, B.; Hashim, D.P.; Yan, Z.; Peng, Z.; Hwang, C.C.; Ruan, G.; Samuel, E.L.G.; et al. Functionalized Low Defect Graphene Nanoribbons and Polyurethane Composite Film for Improved Gas Barrier and Mechanical Performances. ACS Nano. 2013, 7, 10380–10386. [Google Scholar] [CrossRef] [Green Version]
- Yao, X.; Qi, X.; He, Y.; Tan, D.; Chen, F.; Fu, Q. Simultaneous Reinforcing and Toughening of Polyurethane via Grafting on the Surface of Microfibrillated Cellulose. ACS Appl. Mater. Interfaces 2014, 6, 2497–2507. [Google Scholar] [CrossRef]
- Asadul Hoque, M.; Ahmed, M.R.; Rahman, G.T.; Rahman, M.T.; Islam, M.A.; Khan, M.A.; Khalid Hossain, M. Fabrication and comparative study of magnetic Fe and α-Fe2O3 nanoparticles dispersed hybrid polymer (PVA + Chitosan) novel nanocomposite film. Results Phys. 2018, 10, 434–443. [Google Scholar] [CrossRef]
- Bashir, A.; Maqbool, M.; Lv, R.; Usman, A.; Guo, H.; Aftab, W.; Niu, H.; Liu, M.; Bai, S.L. Surface modified boron nitride towards enhanced thermal and mechanical performance of thermoplastic polyurethane composite. Compos. Part B 2021, 218, 108871. [Google Scholar] [CrossRef]
- Ortiz, D.G.; Pochat-Bohatier, C.; Cambedouzou, J.; Bechelany, M.; Miele, P. Exfoliation of Hexagonal Boron Nitride (h-BN) in Liquide Phase by Ion Intercalation. Nanomaterials 2018, 8, 716. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cai, W.; Mu, X.; Pan, Y.; Guo, W.; Wang, J.; Yuan, B.; Feng, X.; Tai, Q.; Hu, Y. Facile fabrication of organically modified boron nitride nanosheets and its effect on the thermal stability, flame retardant, and mechanical properties of thermoplastic polyurethane. Polym. Adv. Technol. 2018, 29, 2545–2552. [Google Scholar] [CrossRef]
- Sainsbury, T.; Satti, A.; May, P.; Wang, Z.; McGovern, I.; Gun’ko, Y.K.; Coleman, J. Oxygen Radical Functionalization of Boron Nitride Nanosheets. J. Am. Chem. Soc. 2012, 134, 18758–18771. [Google Scholar] [CrossRef] [PubMed]
- Li, L.H.; Cervenka, J.; Watanabe, K.; Taniguchi, T.; Chen, Y. Strong Oxidation Resistance of Atomically Thin Boron Nitride Nanosheets. ACS Nano. 2014, 8, 1457–1462. [Google Scholar] [CrossRef]
- Yuan, F.; Jiao, W.; Yang, F.; Liu, W.; Liu, J.; Xu, Z.; Wang, R. Scalable exfoliation for large-size boron nitride nanosheets by low temperature thermal expansion-assisted ultrasonic exfoliation. J. Mater. Chem. C 2017, 5, 6359–6368. [Google Scholar] [CrossRef]
- Lee, D.; Song, S.H.; Hwang, J.; Jin, S.H.; Park, K.H.; Kim, B.H.; Hong, S.H.; Jeon, S. Enhanced Mechanical Properties of Epoxy Nanocomposites by Mixing Noncovalently Functionalized Boron Nitride Nanoflakes. Small 2013, 9, 2602–2610. [Google Scholar] [CrossRef]
- Li, X.; Bandyopadhyay, P.; Kshetri, T.; Kim, N.H.; Lee, J.H. Novel hydroxylated boron nitride functionalized p-phenylenediamine-grafted graphene: An excellent filler for enhancing the barrier properties of polyurethane. J. Mater. Chem. A 2018, 6, 21501–21515. [Google Scholar] [CrossRef]
- Kim, K.; Kim, M.; Kim, J. Fabrication of UV-curable polyurethane acrylate composites containing surface-modified boron nitride for underwater sonar encapsulant application. Ceram. Int. 2014, 40, 10933–10943. [Google Scholar] [CrossRef]
- Rahman, M.T.; Asadul Hoque, M.; Rahman, G.T.; Gafur, M.A.; Khan, R.A.; Khalid Hossain, M. Study on the mechanical, electrical and optical properties of metal-oxide nanoparticles dispersed unsaturated polyester resin nanocomposites. Results Phys. 2019, 13, 102264. [Google Scholar] [CrossRef]
- Rahman, M.T.; Asadul Hoque, M.; Rahman, G.T.; Gafur, M.A.; Khan, R.A.; Khalid Hossain, M. Evaluation of thermal, mechanical, electrical and optical properties of metal-oxide dispersed HDPE nanocomposites. Mater. Res. Express. 2019, 6, 085092. [Google Scholar] [CrossRef]
- Shi, Z.; Ma, X.; Zhao, G.; Wang, G.; Zhang, L.; Li, B. Fabrication of high porosity Nanocellular polymer foams based on PMMA/PVDF blends. Mater. Des. 2020, 195, 109002. [Google Scholar] [CrossRef]
- Haryńska, A.; Carayon, I.; Kosmela, P.; Szeliski, K.; Łapiński, M.; Pokrywczyńska, M.; Kucińska-Lipka, J.; Janik, H. A comprehensive evaluation of flexible FDM/FFF 3D printing filament as a potential material in medical application. Eur. Polym. J. 2020, 138, 109958. [Google Scholar] [CrossRef]
- Zhang, Y.; Choi, J.R.; Park, S.J. Thermal conductivity and thermo-physical properties of nanodiamond-attached exfoliated hexagonal boron nitride/epoxy nanocomposites for microelectronics. Compos. Part A 2017, 101, 227–236. [Google Scholar] [CrossRef]
- Khakbaz, H.; Ruberu, K.; Kang, L.; Talebian, S.; Sayyar, S.; Filippi, B.; Khatamifar, M.; Beirne, S.; Innis, P.C. 3D printing of highly flexible, cytocompatible nanocomposites for thermal management. J. Mater. Sci. 2021, 56, 6385–6400. [Google Scholar] [CrossRef]
- Huang, X.; Zhi, C.; Jiang, P.; Golberg, D.; Bando, Y.; Tanaka, T. Polyhedral Oligosilsesquioxane-Modified Boron Nitride Nanotube Based Epoxy Nanocomposites: An Ideal Dielectric Material with High Thermal Conductivity. Adv. Funct. Mater. 2013, 23, 1824–1831. [Google Scholar] [CrossRef]
- Xu, X.; Hu, R.; Chen, M.; Dong, J.; Xiao, B.; Wang, Q.; Wang, H. 3D boron nitride foam filled epoxy composites with significantly enhanced thermal conductivity by a facial and scalable approach. Chem. Eng. J. 2020, 397, 125447. [Google Scholar] [CrossRef]
- Zhang, X.; Cai, X.; Xie, X.; Pu, C.; Dong, X.; Jiang, Z.; Gao, T.; Ren, Y.; Hu, J.; Zhang, X. Anisotropic Thermally Conductive Perfluoroalkoxy Composite with Low Dielectric Constant Fabricated by Aligning Boron Nitride Nanosheets via Hot Pressing. Polymers. 2019, 11, 1638. [Google Scholar] [CrossRef] [Green Version]
- Pan, C.; Zhang, J.; Kou, K.; Zhang, Y.; Wu, G. Investigation of the through-plane thermal conductivity of polymer composites with in-plane oriented hexagonal boron nitride. Int. J. Heat Mass Transfer. 2018, 120, 1–8. [Google Scholar] [CrossRef]
- Zhou, W.; Chen, Q.; Sui, X.; Dong, L.; Wang, Z. Enhanced thermal conductivity and dielectric properties of Al/β-SiCw/PVDF composites. Compos. Part A 2015, 71, 184–191. [Google Scholar] [CrossRef]
- Wu, L.; Wu, K.; Liu, D.; Huang, R.; Huo, J.; Chen, F.; Fu, Q. Largely enhanced energy storage density of poly(vinylidene fluoride) nanocomposites based on surface hydroxylation of boron nitride nanosheets. J. Mater. Chem. A 2018, 6, 7573–7584. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, K.-H.; Su, C.-Y.; Shih, W.-L.; Lee, F.-T. Improvement of the Thermal Conductivity and Mechanical Properties of 3D-Printed Polyurethane Composites by Incorporating Hydroxylated Boron Nitride Functional Fillers. Materials 2023, 16, 356. https://doi.org/10.3390/ma16010356
Su K-H, Su C-Y, Shih W-L, Lee F-T. Improvement of the Thermal Conductivity and Mechanical Properties of 3D-Printed Polyurethane Composites by Incorporating Hydroxylated Boron Nitride Functional Fillers. Materials. 2023; 16(1):356. https://doi.org/10.3390/ma16010356
Chicago/Turabian StyleSu, Kai-Han, Cherng-Yuh Su, Wei-Ling Shih, and Fang-Ting Lee. 2023. "Improvement of the Thermal Conductivity and Mechanical Properties of 3D-Printed Polyurethane Composites by Incorporating Hydroxylated Boron Nitride Functional Fillers" Materials 16, no. 1: 356. https://doi.org/10.3390/ma16010356