
Impact Fatigue Life of Adhesively Bonded Composite-Steel Joints Enhanced with the Bi-Adhesive Technique

 ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
2. Experimental Details
2.1. Material
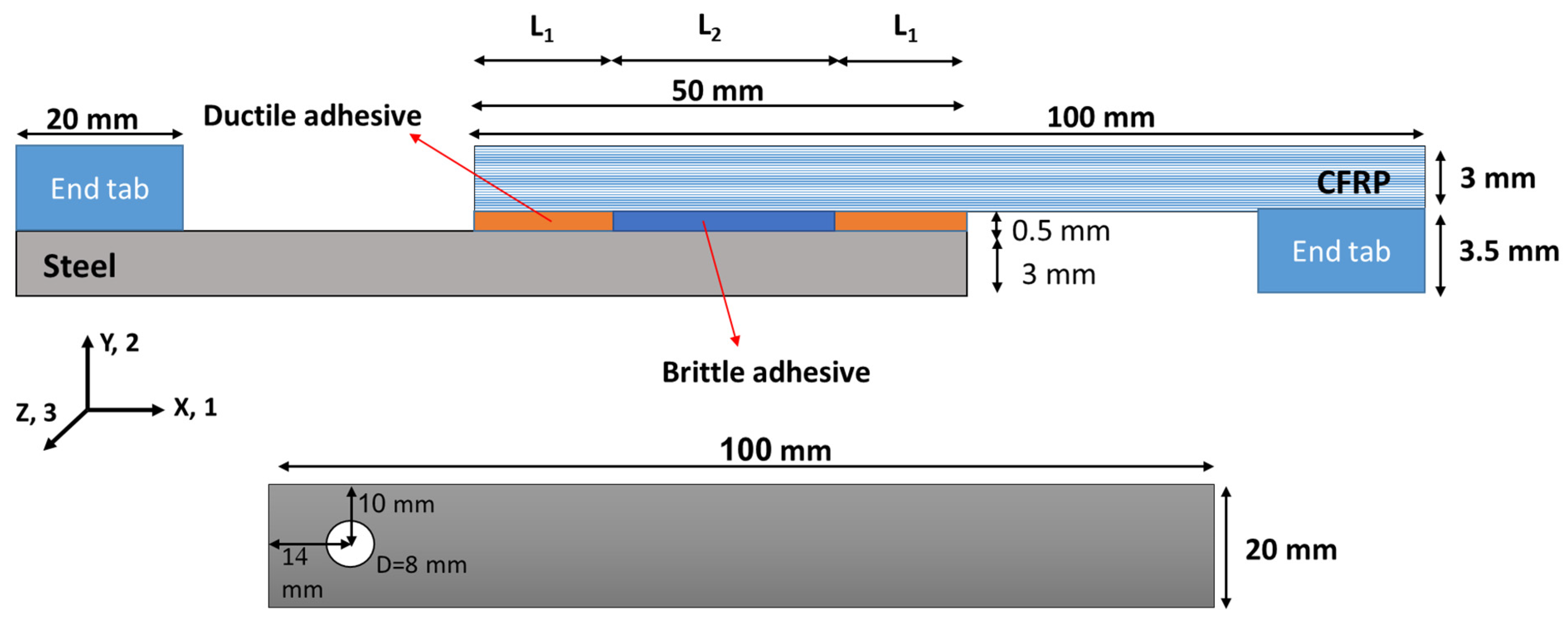
2.2. SLJ Geometry
2.3. Manufacturing
2.4. Test Procedure
2.5. Finite Element Analysis (FEA)
3. Results and Discussion
3.1. Static Tests
3.2. Cyclic Impact Analysis
3.3. J-N Behavior
3.4. Total Energy Absorption
3.5. Fracture Surface Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Budzik, M.K.; Wolfahrt, M.; Reis, P.; Kozłowski, M.; Sena-Cruz, J.; Papadakis, L.; Nasr Saleh, M.; Machalicka, K.V.; de Teixeira de Freitas, S.; Vassilopoulos, A.P. Testing mechanical performance of adhesively bonded composite joints in engineering applications: An overview. J. Adhes. 2021, 98, 2133–2209. [Google Scholar] [CrossRef]
- Chen, F.; Pinisetty, D.; Gupta, N. Study of the compressive properties of adhesively bonded carbon fiber laminates at different strain rates. J. Adhes. 2021, 98, 2582–2598. [Google Scholar] [CrossRef]
- Huang, W.; Sun, L.; Li, L.; Shen, L.; Huang, B.; Zhang, Y. Investigations on low-energy impact and post-impact fatigue of adhesively bonded single-lap joints using composites substrates. J. Adhes. 2019, 96, 1326–1354. [Google Scholar] [CrossRef]
- Houjou, K.; Shimamoto, K.; Akiyama, H.; Sato, C. Experimental investigations on the effect of a wide range of strain rates on mechanical properties of epoxy adhesives, and prediction of creep and impact strengths. J. Adhes. 2022, 98, 449–463. [Google Scholar] [CrossRef]
- Chung, S.-W.; Kwak, J.B. A novel evaluation of shock absorption and adhesive strength under shear impact loading. J. Adhes. 2021, 97, 1578–1594. [Google Scholar] [CrossRef]
- Nunes, P.; Marques, E.; Carbas, R.; Akhavan-Safar, A.; da Silva, L. DCB tests at constant strain rate using crash-resistant epoxy adhesives: A numerical and experimental approach. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2021, 235, 3234–3242. [Google Scholar] [CrossRef]
- Borges, C.; Nunes, P.D.P.; Akhavan-Safar, A.; Marques, E.; Carbas, R.; Alfonso, L.; Silva, L. A strain rate dependent cohesive zone element for mode I modeling of the fracture behavior of adhesives. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 610–621. [Google Scholar] [CrossRef]
- Silva, M.R.G.; Marques, E.; da Silva, L. Behaviour under Impact of Mixed Adhesive Joints for the Automotive Industry. Lat. Am. J. Solids Struct. 2016, 13, 835–853. [Google Scholar] [CrossRef] [Green Version]
- Borges, C.; Nunes, P.; Akhavan, A.; Marques, E.; Carbas, R.; Alfonso, L.; Silva, L. Influence of mode mixity and loading rate on the fracture behaviour of crash resistant adhesives. Theor. Appl. Fract. Mech. 2020, 107, 102508. [Google Scholar] [CrossRef]
- Reis, P.; Soares, J.; Pereira, A.; Ferreira, J. Effect of adherends and environment on static and transverse impact response of adhesive lap joints. Theor. Appl. Fract. Mech. 2015, 80, 79–86. [Google Scholar] [CrossRef]
- Ramezani, F.; Nunes, P.; Carbas, R.; Marques, E.; da Silva, L. The joint strength of hybrid composite joints reinforced with different laminates materials. J. Adv. Join. Process. 2022, 5, 100103. [Google Scholar] [CrossRef]
- Casas-Rodriguez, J.P.; Ashcroft, I.A.; Silberschmidt, V.V. Effect of Impact-Fatigue on Damage in Adhesive Joints. Key Eng. Mater. 2007, 347, 653–658. [Google Scholar] [CrossRef]
- Jalali, S.; Ayatollahi, M.; Akhavan-Safar, A.; da Silva, L. Effects of impact fatigue on residual static strength of adhesively bonded joints. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1519–1531. [Google Scholar] [CrossRef]
- Sousa, F.C.; Akhavan-Safar, A.; Rakesh, G.; da Silva, L. Fatigue life estimation of adhesive joints at different mode mixities. J. Adhes. 2020, 98, 1–23. [Google Scholar] [CrossRef]
- Sousa, F.C.; Akhavan-Safar, A.; Goyal, R.; Da Silva, L.F.M. The influence of mode mixity and adhesive system on the fatigue life of adhesive joints. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 2337–2348. [Google Scholar] [CrossRef]
- Kemiklioglu, U.; Sayman, O.; Batar, T.; Soykok, I.F.; Akderya, T.; Akan, E. Strength comparison of ductile and brittle adhesives under single and repeated impacts. Appl. Adhes. Sci. 2015, 3, 15. [Google Scholar] [CrossRef] [Green Version]
- Delzendehrooy, F.; Ayatollahi, M.; Akhavan-Safar, A.; da Silva, L. Strength improvement of adhesively bonded single lap joints with date palm fibers: Effect of type, size, treatment method and density of fibers. Compos. Part B Eng. 2020, 188, 107874. [Google Scholar] [CrossRef]
- Akhavan-Safar, A.; Ramezani, F.; Delzendehrooy, F.; Ayatollahi, M.; da Silva, L. A review on bi-adhesive joints: Benefits and challenges. Int. J. Adhes. Adhes. 2022, 114, 103098. [Google Scholar] [CrossRef]
- Perez, M.; Akhavan-Safar, A.; Carbas, R.J.C.; Marques, E.A.S.; Wenig, S.; da Silva, L.F.M. Loading Rate and Temperature Interaction Effects on the Mode I Fracture Response of a Ductile Polyurethane Adhesive Used in the Automotive Industry. Materials 2022, 15, 8948. [Google Scholar] [CrossRef]
- Akhavan-Safar, A.; Eisaabadi, B.G.; Jalali, S.; Beygi, R.; da Silva, L.F.M. Impact fatigue life improvement of bonded structures using the bi-adhesive technique. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 1379–1390. [Google Scholar] [CrossRef]
- Ramezani, F.; Ayatollahi, M.; Akhavan-Safar, A.; da Silva, L. A comprehensive experimental study on bi-adhesive single lap joints using DIC technique. Int. J. Adhes. Adhes. 2020, 102, 102674. [Google Scholar] [CrossRef]
- Arouche, M.; Saleh, M.; de Freitas, S.T.; de Barros, S. Effect of salt spray ageing on the fracture of composite-to-metal bonded joints. Int. J. Adhes. Adhes. 2021, 108, 102885. [Google Scholar] [CrossRef]
- Akhavan-Safar, A.; Ayatollahi, M.; da Silva, L. Strength prediction of adhesively bonded single lap joints with different bondline thicknesses: A critical longitudinal strain approach. Int. J. Solids Struct. 2017, 109, 189–198. [Google Scholar] [CrossRef]
- Kumar, S.; Pandey, P.C. Behaviour of bi-adhesive joints. J. Adhes. Sci. Technol. 2010, 24, 1251–1281. [Google Scholar] [CrossRef]
- Carbas, R.; da Silva, L.; Critchlow, G. Adhesively bonded functionally graded joints by induction heating. Int. J. Adhes. Adhes. 2014, 48, 110–118. [Google Scholar] [CrossRef]
- Blackman, B.; Kinloch, A.; Sanchez, F.R.; Teo, W.; Williams, J. The fracture behaviour of structural adhesives under high rates of testing. Eng. Fract. Mech. 2009, 76, 2868–2889. [Google Scholar] [CrossRef] [Green Version]
- Ekhtiyari, A.; Alderliesten, R.; Shokrieh, M.M. Loading rate dependency of strain energy release rate in mode I delamination of composite laminates. Theor. Appl. Fract. Mech. 2021, 112, 102894. [Google Scholar] [CrossRef]
- Shang, X.; Marques, E.; Machado, J.; Carbas, R.; Jiang, D.; da Silva, L. Review on techniques to improve the strength of adhesive joints with composite adherends. Compos. Part B Eng. 2019, 177, 107363. [Google Scholar] [CrossRef]
- Fakoor, M.; Shahsavar, S. Fracture assessment of cracked composite materials: Progress in models and criteria. Theor. Appl. Fract. Mech. 2020, 105, 102430. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CFRP | Steel | |
|---|---|---|
| -- | 215 | Yield Stress (MPa) |
| E1 = E3 = 82 E2 = 10, G12 = 3 * | 197 | Modulus of elasticity (GPa) |
| 0.24 | 0.29 | Poisson’s ratio |
| 620 (along directions 1 and 3, see Figure 1) | 505 (UTS) | Tensile strength (MPa) |
| Properties | Brittle Adhesive | Ductile Adhesive | Unit |
|---|---|---|---|
| Modulus of Elasticity | 2010 ± 150 | 980 ± 117 | MPa |
| Elongation | 1.4 ± 0.2 | 33 ± 4.2 | % |
| Poisson’s ratio | 0.31 ± 0.02 | 0.39 ± 0.03 | - |
| Gel time * | 5 | 60 | min |
| Curing temperature * | 25 | 25 | °C |
| Curing time * | 4 | 7 | Days |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akhavan-Safar, A.; Eisaabadi Bozchaloei, G.; Jalali, S.; Beygi, R.; Ayatollahi, M.R.; da Silva, L.F.M. Impact Fatigue Life of Adhesively Bonded Composite-Steel Joints Enhanced with the Bi-Adhesive Technique. Materials 2023, 16, 419. https://doi.org/10.3390/ma16010419
Akhavan-Safar A, Eisaabadi Bozchaloei G, Jalali S, Beygi R, Ayatollahi MR, da Silva LFM. Impact Fatigue Life of Adhesively Bonded Composite-Steel Joints Enhanced with the Bi-Adhesive Technique. Materials. 2023; 16(1):419. https://doi.org/10.3390/ma16010419
Chicago/Turabian StyleAkhavan-Safar, Alireza, Ghasem Eisaabadi Bozchaloei, Shahin Jalali, Reza Beygi, Majid R. Ayatollahi, and Lucas F. M. da Silva. 2023. "Impact Fatigue Life of Adhesively Bonded Composite-Steel Joints Enhanced with the Bi-Adhesive Technique" Materials 16, no. 1: 419. https://doi.org/10.3390/ma16010419
APA StyleAkhavan-Safar, A., Eisaabadi Bozchaloei, G., Jalali, S., Beygi, R., Ayatollahi, M. R., & da Silva, L. F. M. (2023). Impact Fatigue Life of Adhesively Bonded Composite-Steel Joints Enhanced with the Bi-Adhesive Technique. Materials, 16(1), 419. https://doi.org/10.3390/ma16010419