
Evolution of Toughening Mechanisms in PH13-8Mo Stainless Steel during Aging Treatment
Abstract
:1. Introduction
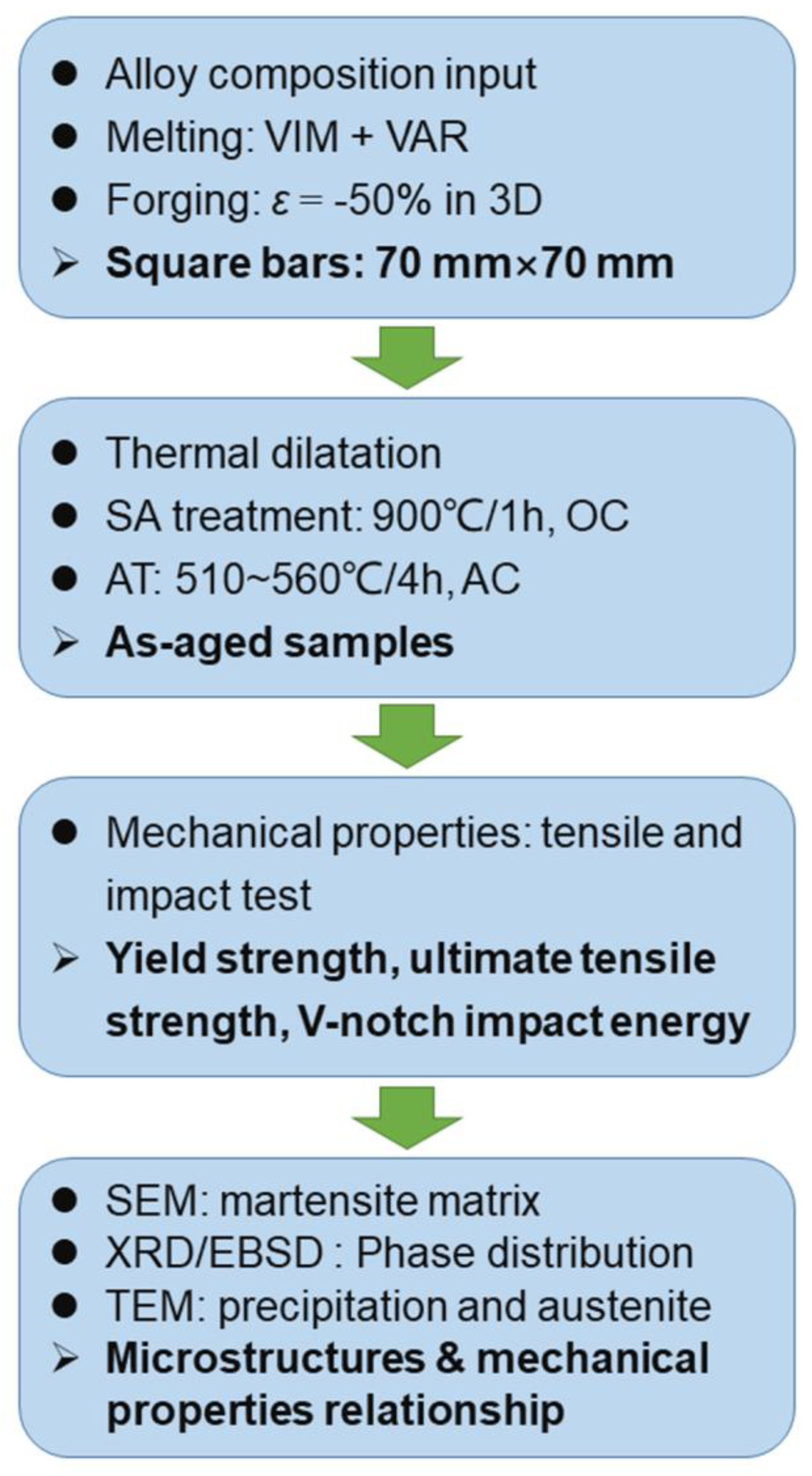
2. Materials and Methods
3. Results
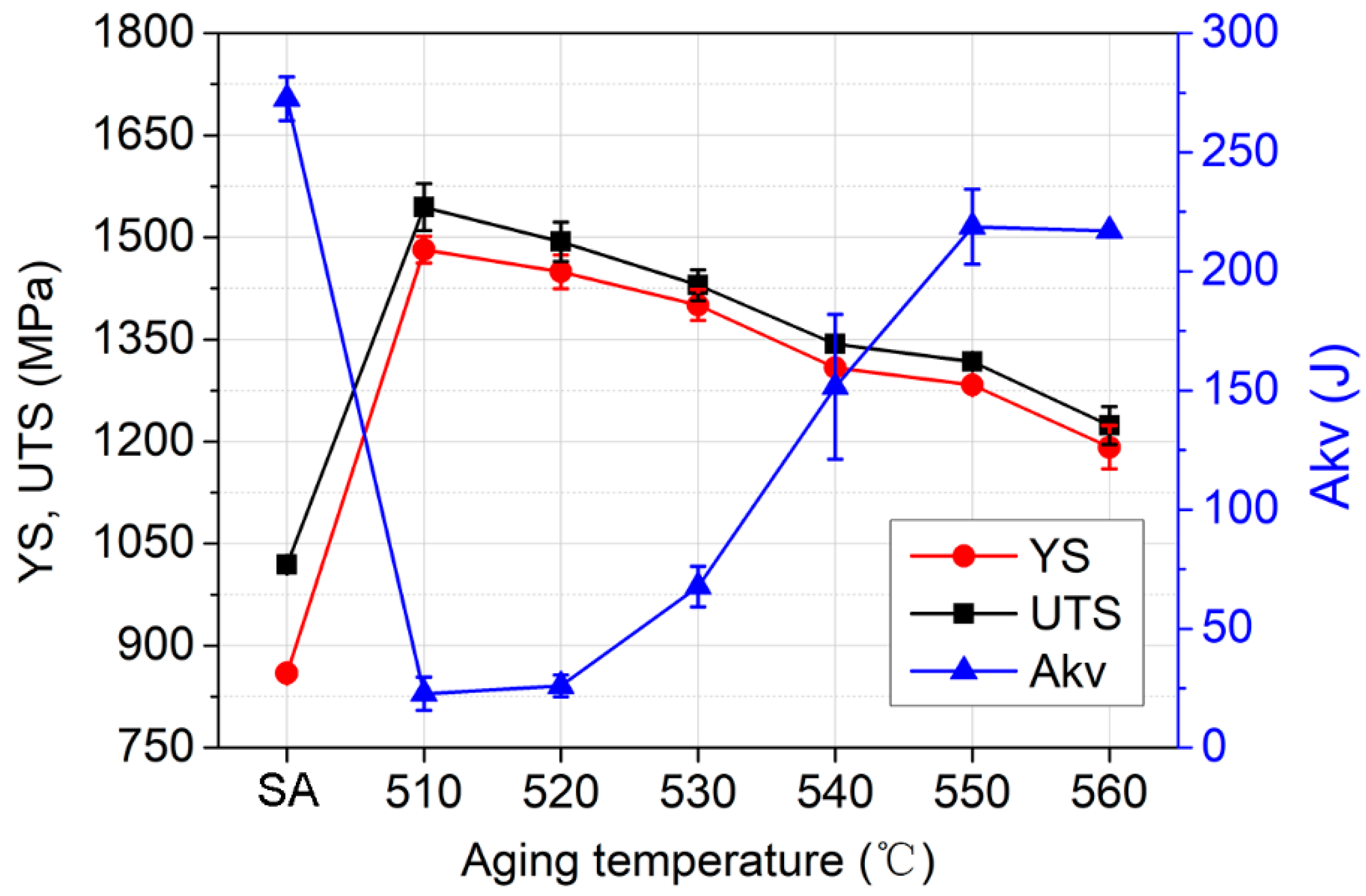
3.1. Mechanical Properties
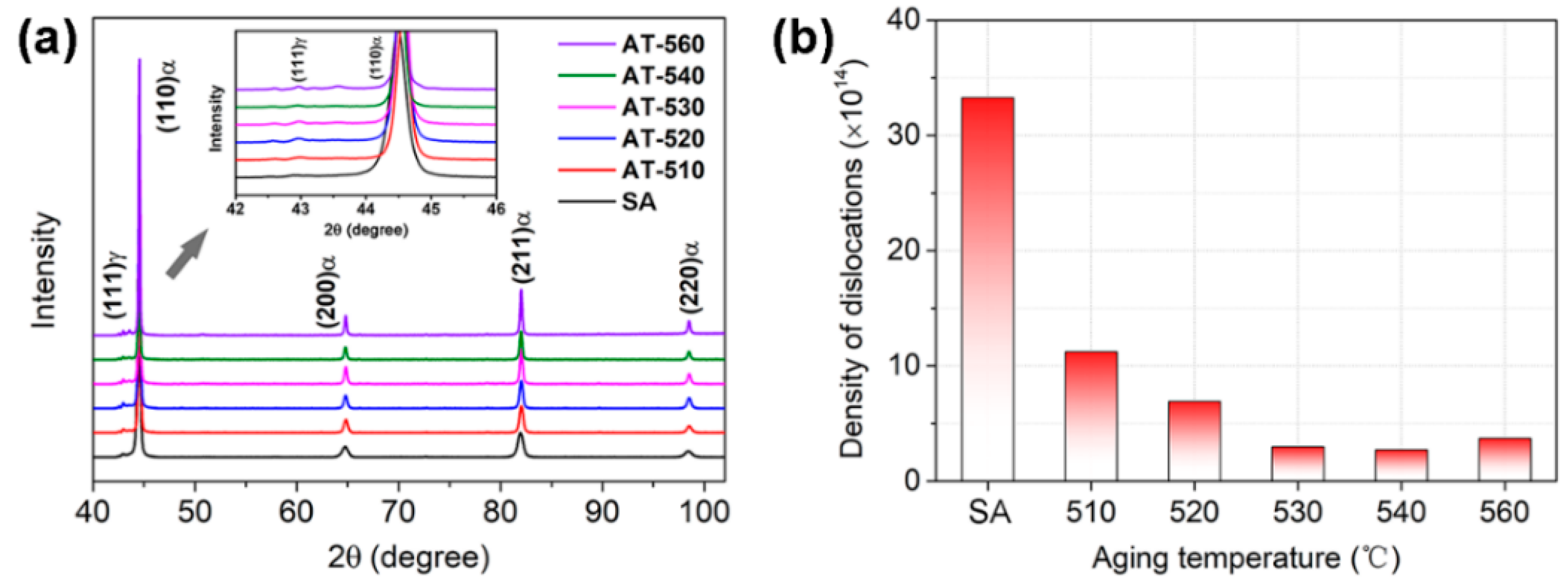
3.2. Martensite Matrix
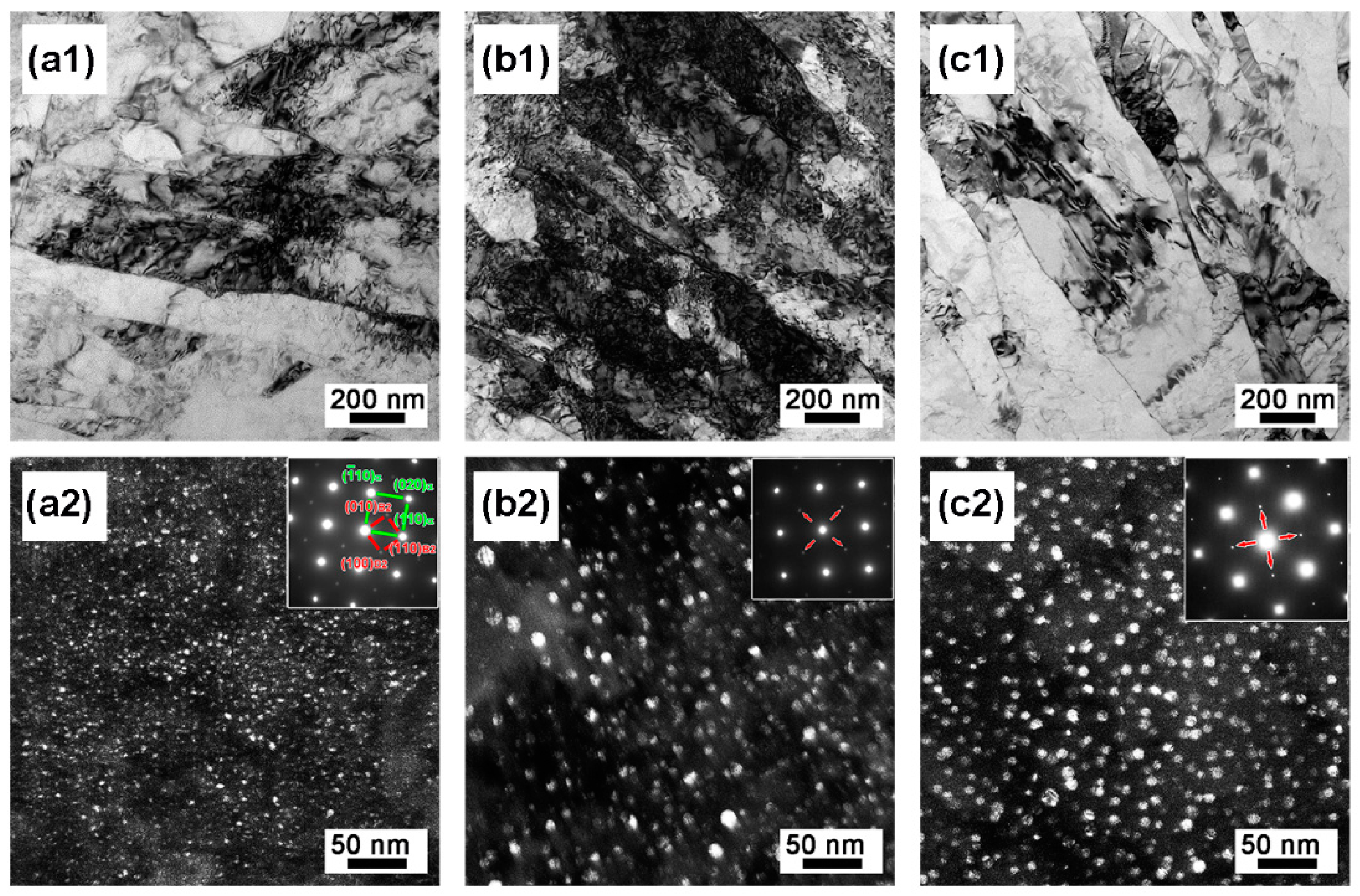
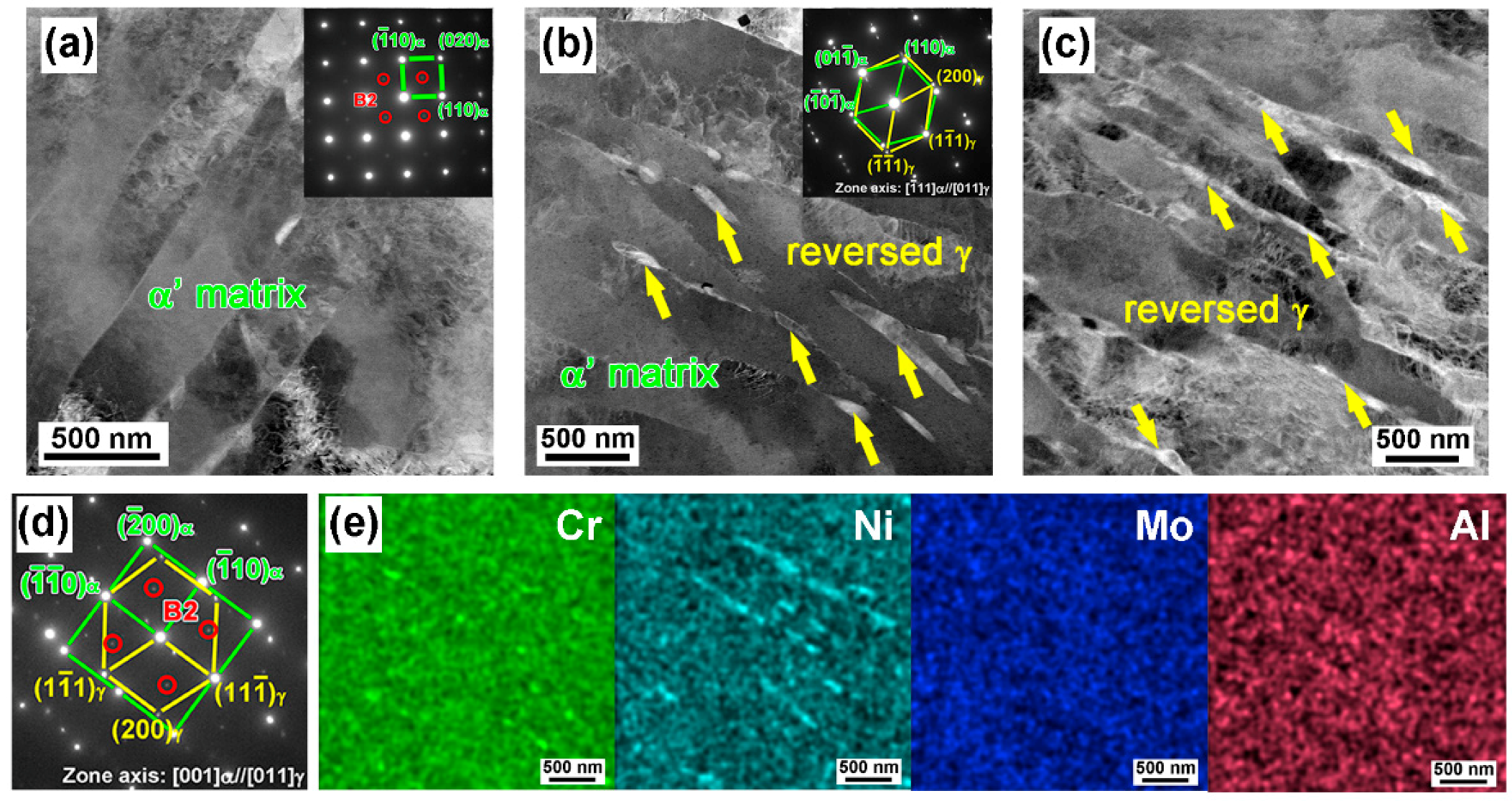
3.3. NiAl Precipitates and Reversed Austenite
4. Discussion
4.1. Toughening Mechanisms
4.1.1. Toughening from the Matrix
4.1.2. Toughening from Reversed Austenite
4.1.3. Distribution Impact of NiAl Precipitates
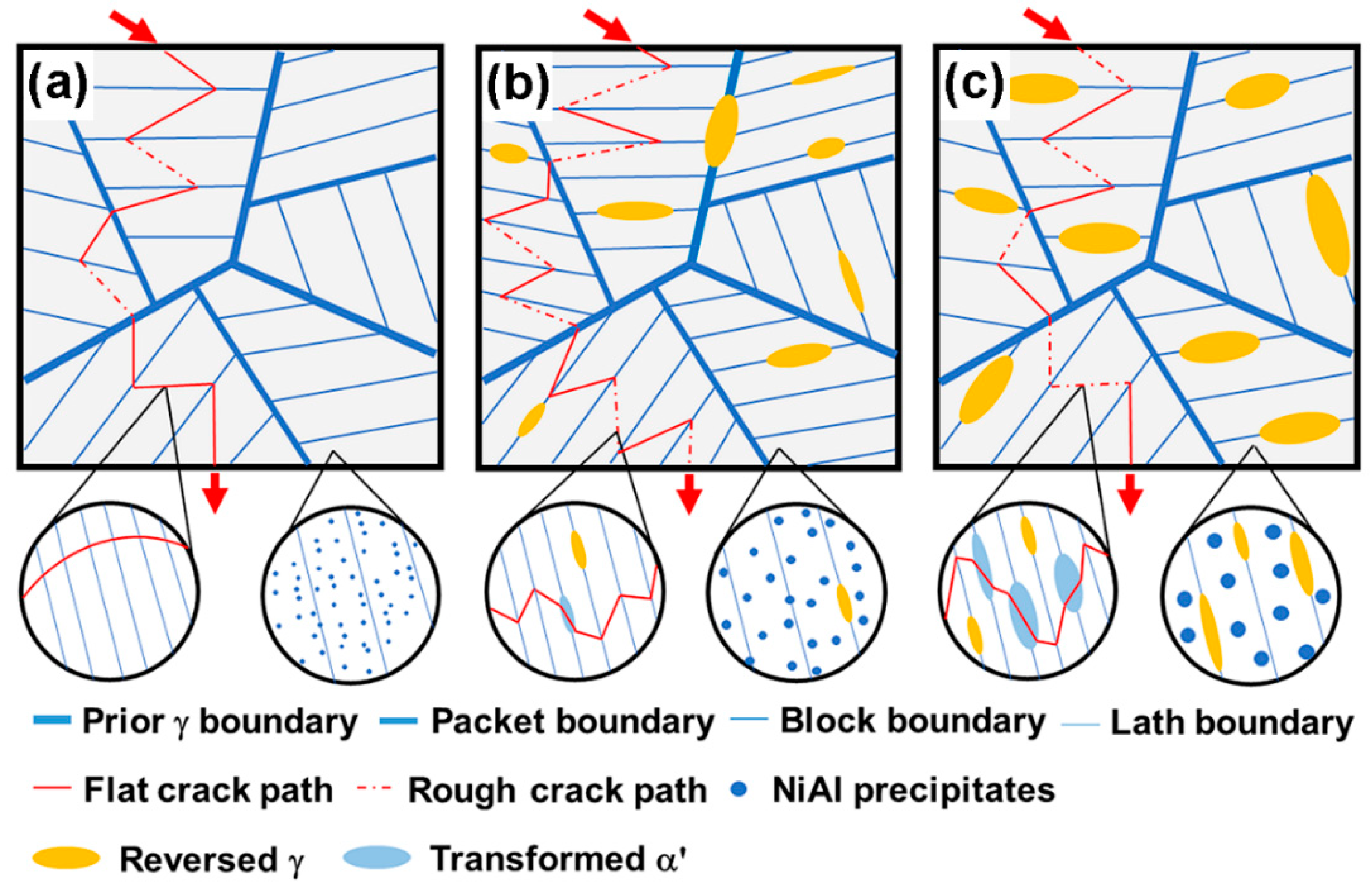
4.2. Variation in Toughening Mechanisms
5. Conclusions
- A better combination of strength and impact toughness could be achieved after aging treatments between 540 and 550 °C. Compared with the highest strength of aging at 510 °C (1.5 GPa), the impact energy could be increased by almost ten times to reach 220 J, whilst still maintaining a desirable yield strength of 1.3 GPa.
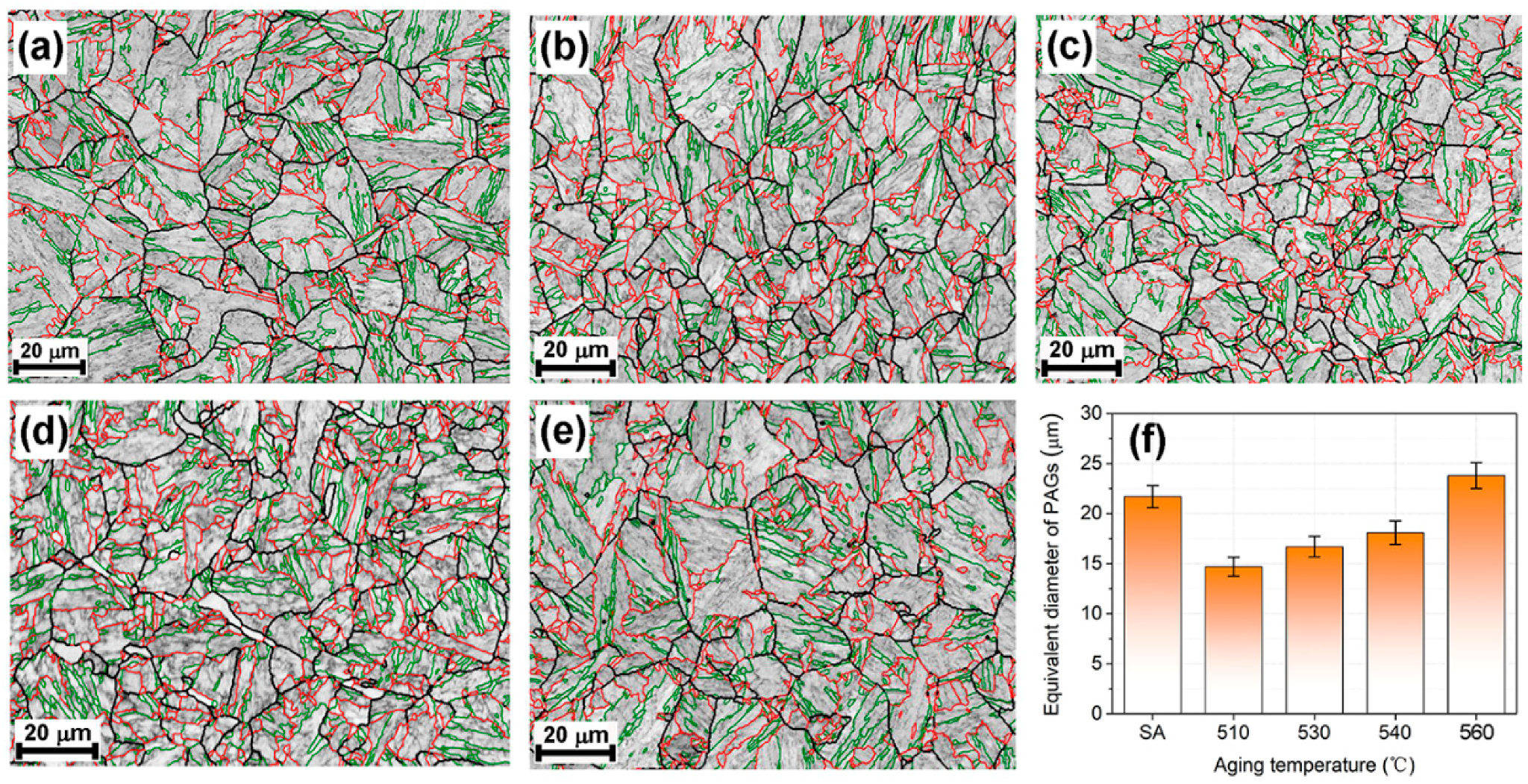
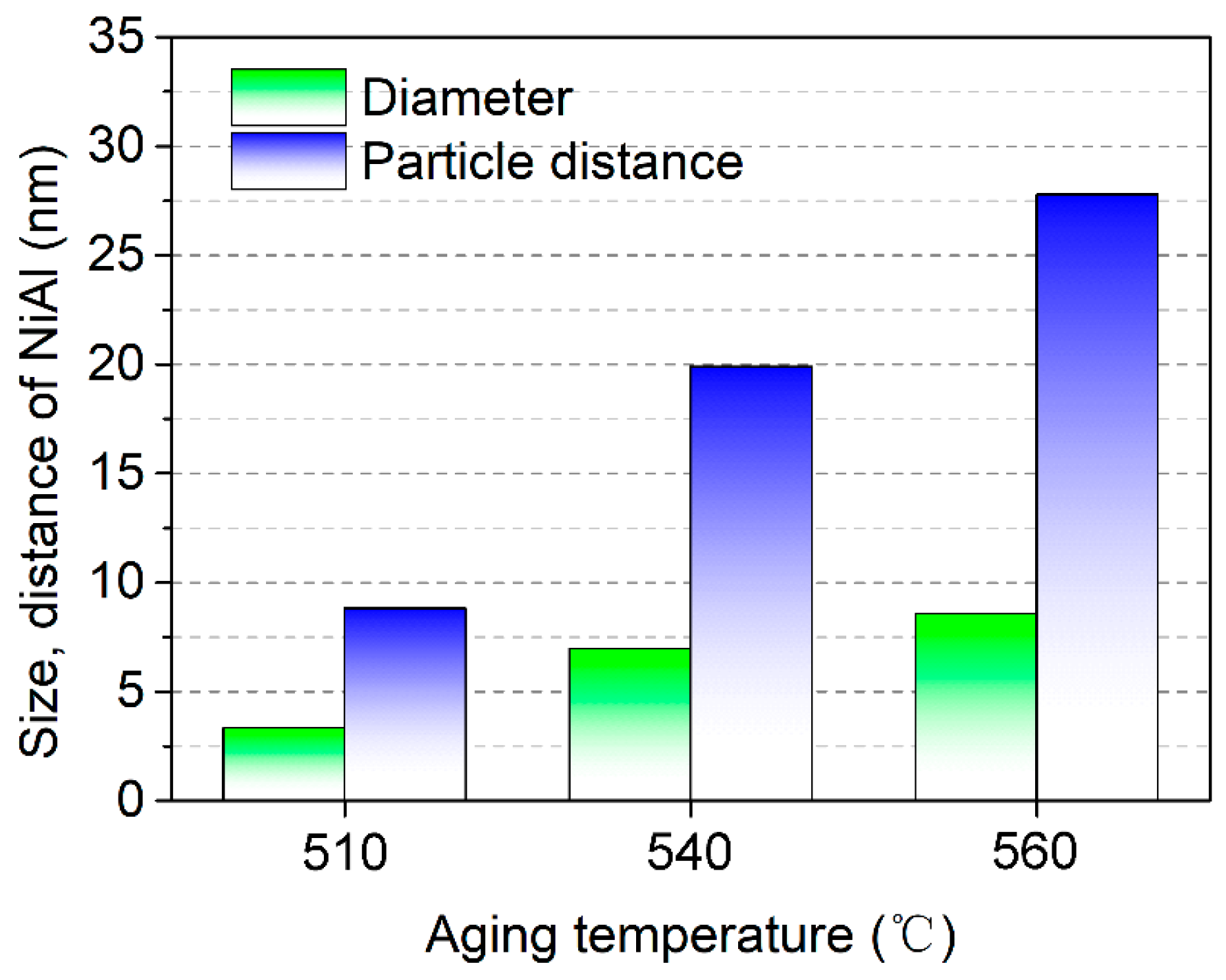
- With an increase in aging temperature, there was a continuous recovery of the matrix. When increasing the aging temperature to 540 °C, it acquired the lowest density of dislocations (~2.73 × 1014) and most refined effective grain (~2.26 μm); after aging at 560 °C, there were Ni-enriched austenite films and a greater coalescence of martensite laths without the coarsening of NiAl precipitates (average diameter of 8.58 nm and inter-particle distance of 27.8 nm).
- There were multiple toughening mechanisms as a function of aging temperature. Stage I: for low-temperature aging, the HAGBs contributed to the toughness by retarding the advance of cracks. Stage II: for intermediate-temperature aging, the recovered laths embedded by soft austenite mostly facilitated the recovery of toughness from increasing advance paths and blunting the tips of cracks. Stage III: for high-temperature aging, given the stable NiAl precipitates, more inter-lath reversed austenite led to the optimum toughness, relying on the “soft barrier” and TRIP effects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Liang, J.; Su, J.; Wang, X.; Sun, Y.; Wang, C.; Yang, Z. Research and Application Progress in Ultra-High Strength Stainless Steel. Acta Metall. Sin. 2020, 56, 549–557. [Google Scholar]
- Luo, H.W.; Shen, G.H. Progress and Perspective of Ultra-High Strength Steels Having High Toughness. Acta Metall. Sin. 2020, 56, 494–512. [Google Scholar]
- Li, X.; Zhang, J.; Fu, Q.; Akiyama, E.; Song, X.; Shen, S.; Li, Q. Hydrogen Embrittlement of High Strength Steam Turbine Last Stage Blade Steels: Comparison between PH17-4 Steel and PH13-8Mo Steel. Mater. Sci. Eng. A 2019, 742, 353–363. [Google Scholar] [CrossRef]
- Leitner, H.; Schnitzer, R.; Schober, M.; Zinner, S. Precipitate Modification in PH13-8 Mo Type Maraging Steel. Acta Mater. 2011, 59, 5012–5022. [Google Scholar] [CrossRef]
- Yu, Q.; Dong, C.; Liang, J.; Liu, Z.; Xiao, K.; Li, X. Stress Corrosion Cracking Behavior of PH13-8Mo Stainless Steel in Cl− Solutions. J. Iron Steel Res. Int. 2017, 24, 282–289. [Google Scholar] [CrossRef]
- Guo, Z.; Sha, W.; Vaumousse, D. Microstructural Evolution in a PH13-8 Stainless Steel after Ageing. Acta Mater. 2003, 51, 101–116. [Google Scholar] [CrossRef]
- Ping, D.H.; Ohnuma, M.; Hirakawa, Y.; Kadoya, Y.; Hono, K. Microstructural Evolution in 13Cr–8Ni–2.5Mo–2Al Martensitic Precipitation-Hardened Stainless Steel. Mater. Sci. Eng. A 2005, 394, 285–295. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Rainforth, W.M.; Rivera-Díaz-del-Castillo, P.E.J. Predicting Microstructure and Strength of Maraging Steels: Elemental Optimisation. Acta Mater. 2016, 117, 270–285. [Google Scholar] [CrossRef]
- Niu, M.; Zhou, G.; Wang, W.; Shahzad, M.B.; Shan, Y.; Yang, K. Precipitate Evolution and Strengthening Behavior during Aging Process in a 2.5 GPa Grade Maraging Steel. Acta Mater. 2019, 179, 296–307. [Google Scholar] [CrossRef]
- Yuan, L.; Ponge, D.; Wittig, J.; Choi, P.; Jiménez, J.A.; Raabe, D. Nanoscale Austenite Reversion through Partitioning, Segregation and Kinetic Freezing: Example of a Ductile 2GPa Fe–Cr–C Steel. Acta Mater. 2012, 60, 2790–2804. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, M.; Liu, Y.; Ma, D.; Xu, B.; Huang, M.; Li, D.; Li, Y. Ultrafine-Grained Dual-Phase Maraging Steel with High Strength and Excellent Cryogenic Toughness. Acta Mater. 2021, 211, 116878. [Google Scholar] [CrossRef]
- Schnitzer, R.; Radis, R.; Nöhrer, M.; Schober, M.; Hochfellner, R.; Zinner, S.; Povoden-Karadeniz, E.; Kozeschnik, E.; Leitner, H. Reverted Austenite in PH 13-8 Mo Maraging Steels. Mater. Chem. Phys. 2010, 122, 138–145. [Google Scholar] [CrossRef]
- Schnitzer, R.; Zickler, G.A.; Lach, E.; Clemens, H.; Zinner, S.; Lippmann, T.; Leitner, H. Influence of Reverted Austenite on Static and Dynamic Mechanical Properties of a PH 13-8 Mo Maraging Steel. Mater. Sci. Eng. A 2010, 527, 2065–2070. [Google Scholar] [CrossRef]
- Zhang, H.; Ji, X.; Ma, D.; Tong, M.; Wang, T.; Xu, B.; Sun, M.; Li, D. Effect of Aging Temperature on the Austenite Reversion and Mechanical Properties of a Fe–10Cr–10Ni Cryogenic Maraging Steel. J. Mater. Res. Technol. 2021, 11, 98–111. [Google Scholar] [CrossRef]
- Cao, H.; Luo, X.; Zhan, G.; Liu, S. Effect of Intercritical Quenching on the Microstructure and Cryogenic Mechanical Properties of a 7 Pct Ni Steel. Metall. Mater. Trans. A 2017, 48, 4403–4410. [Google Scholar] [CrossRef]
- Luo, H.; Wang, X.; Liu, Z.; Yang, Z. Influence of Refined Hierarchical Martensitic Microstructures on Yield Strength and Impact Toughness of Ultra-High Strength Stainless Steel. J. Mater. Sci. Technol. 2020, 51, 130–136. [Google Scholar] [CrossRef]
- Han, S.; Wang, C.; Li, Y.; Lv, Z.; Wan, Q.; Yang, C. Effect of Forging Ratio on Microstructure and Properies of 18Ni(250) Maraging Steel. Forg. Stamp. Technol. 2020, 45, 192–197. [Google Scholar] [CrossRef]
- Sha, W.; Guo, Z. Mechanical Properties of Maraging Steels. In Maraging Steels; Sha, W., Guo, Z.B.T.-M.S., Eds.; Elsevier: Amsterdam, The Netherlands, 2009; pp. 49–66. ISBN 978-1-84569-686-3. [Google Scholar]
- Díaz-Cruz, M.; Velázquez, J.C.; González-Arévalo, N.E.; Mandujano-Ruiz, A.; Herrera-Hernández, H.; Cervantes-Tobón, A.; Hernández-Sánchez, E. Study of the Effect of Isothermal Aging on API 5L Grade B Steel Through Charpy Energy Testing and Electrochemical Evaluation. Arab. J. Sci. Eng. 2023. [Google Scholar] [CrossRef]
- Velázquez, J.C.; González-Arévalo, N.E.; Díaz-Cruz, M.; Cervantes-Tobón, A.; Herrera-Hernández, H.; Hernández-Sánchez, E. Failure Pressure Estimation for an Aged and Corroded Oil and Gas Pipeline: A Finite Element Study. J. Nat. Gas Sci. Eng. 2022, 101, 104532. [Google Scholar] [CrossRef]
- González-Arévalo, N.E.; Velázquez, J.C.; Díaz-Cruz, M.; Cervantes-Tobón, A.; Terán, G.; Hernández-Sanchez, E.; Capula-Colindres, S. Influence of Aging Steel on Pipeline Burst Pressure Prediction and Its Impact on Failure Probability Estimation. Eng. Fail. Anal. 2021, 120, 104950. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. III. Dislocation Densities in Some Annealed and Cold-Worked Metals from Measurements on the X-Ray Debye-Scherrer Spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, M.; Ma, D.; Xu, B.; Wang, T.; Li, D.; Li, Y. Effect of Aging Temperature on the Heterogeneous Microstructure and Mechanical Properties of a 12Cr–10Ni–Mo–Ti Maraging Steel for Cryogenic Applications. J. Mater. Sci. 2021, 56, 11469–11484. [Google Scholar] [CrossRef]
- Ifergane, S.; Pinkas, M.; Barkay, Z.; Brosh, E.; Ezersky, V.; Beeri, O.; Eliaz, N. The Relation between Aging Temperature, Microstructure Evolution and Hardening of Custom 465® Stainless Steel. Mater. Charact. 2017, 127, 129–136. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, G.; Zhou, H.; Liu, Z.; Xu, B.; Hao, L.; Sun, M.; Li, D. Influence of Cooling Rate during Cryogenic Treatment on the Hierarchical Microstructure and Mechanical Properties of M54 Secondary Hardening Steel. Mater. Sci. Eng. A 2022, 851, 143659. [Google Scholar] [CrossRef]
- Cui, P.; Yu, S.; Zhou, F.; Wang, H.; Bai, Q.; Zhang, Z.; Zheng, H.; Lai, Z.; Liu, Y.; Zhu, J. Unveiling the Precipitate Evolutions and Relationships between the Nano-Precipitates and Mechanical Properties in PH13–8Mo Stainless Steel. Mater. Sci. Eng. A 2022, 856, 143986. [Google Scholar] [CrossRef]
- Erlach, S.D.; Leitner, H.; Bischof, M.; Clemens, H.; Danoix, F.; Lemarchand, D.; Siller, I. Comparison of NiAl Precipitation in a Medium Carbon Secondary Hardening Steel and C-Free PH13-8 Maraging Steel. Mater. Sci. Eng. A 2006, 429, 96–106. [Google Scholar] [CrossRef]
- Fan, S.; Hao, H.; Meng, L.; Zhang, X. Effect of Deep Cryogenic Treatment Parameters on Martensite Multi-Level Microstructures and Properties in a Lath Martensite/Ferrite Dual-Phase Steel. Mater. Sci. Eng. A 2021, 810, 141022. [Google Scholar] [CrossRef]
- He, Y.; Yang, K.; Sha, W. Microstructure and Mechanical Properties of a 2000 MPa Grade Co-Free Maraging Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 2273–2287. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, M.; Wang, F.; Liu, Z.; Xu, B.; Li, D. Exploring the Relationship between the Accelerated Austenite Reversion and Two-Steps Solution Treatment in a Cr-Ni-Mo Cryogenic Maraging Stainless Steel. Mater. Charact. 2023, 196, 112581. [Google Scholar] [CrossRef]
- Wang, M.M.; Tasan, C.C.; Ponge, D.; Kostka, A.; Raabe, D. Smaller Is Less Stable: Size Effects on Twinning vs. Transformation of Reverted Austenite in TRIP-Maraging Steels. Acta Mater. 2014, 79, 268–281. [Google Scholar] [CrossRef]
- Wang, M.; Huang, M.X. Abnormal TRIP Effect on the Work Hardening Behavior of a Quenching and Partitioning Steel at High Strain Rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]
- Li, Y.; Li, W.; Liu, W.; Wang, X.; Hua, X.; Liu, H.; Jin, X. The Austenite Reversion and Co-Precipitation Behavior of an Ultra-Low Carbon Medium Manganese Quenching-Partitioning-Tempering Steel. Acta Mater. 2018, 146, 126–141. [Google Scholar] [CrossRef]
- Liu, L.; Yu, Q.; Wang, Z.; Ell, J.; Huang, M.X.; Ritchie, R.O. Making Ultrastrong Steel Tough by Grain-Boundary Delamination. Science 2020, 368, 1347–1352. [Google Scholar] [CrossRef] [PubMed]
- Tian, K.V.; Passaretti, F.; Nespoli, A.; Placidi, E.; Condò, R.; Andreani, C.; Licoccia, S.; Chass, G.A.; Senesi, R.; Cozza, P. Composition―Nanostructure Steered Performance Predictions in Steel Wires. Nanomaterials 2019, 9, 1119. [Google Scholar] [CrossRef]
- Tian, K.V.; Festa, G.; Basoli, F.; Laganà, G.; Scherillo, A.; Andreani, C.; Bollero, P.; Licoccia, S.; Senesi, R.; Cozza, P. Orthodontic Archwire Composition and Phase Analyses by Neutron Spectroscopy. Dent. Mater. J. 2017, 36, 282–288. [Google Scholar] [CrossRef] [PubMed]
- Lifshitz, I.M.; Slyozov, V. V The Kinetics of Precipitation from Supersaturated Solid Solutions. J. Phys. Chem. Solids 1961, 19, 35–50. [Google Scholar] [CrossRef]
- Wagner, C. Theorie Der Alterung von Niederschlägen Durch Umlösen (Ostwald-Reifung). Z. Elektrochem. Ber. Bunsenges. Phys. Chem. 1961, 65, 581–591. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, H.; Wu, Y.; Liu, X.; Chen, H.; Yao, M.; Gault, B.; Ponge, D.; Raabe, D.; Hirata, A.; et al. Ultrastrong Steel via Minimal Lattice Misfit and High-Density Nanoprecipitation. Nature 2017, 544, 460–464. [Google Scholar] [CrossRef]
- Wang, B.; Duan, Q.Q.; Zhang, P.; Zhang, Z.J.; Li, X.W.; Zhang, Z.F. Investigation on the Cracking Resistances of Different Ageing Treated 18Ni Maraging Steels. Mater. Sci. Eng. A 2020, 771, 138553. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Mo | Al | Si | Mn |
|---|---|---|---|---|---|---|
| 0.018 | 12.72 | 8.24 | 2.33 | 1.20 | 0.02 | 0.01 |
| Sample | Lath | Packet | Block | Prior Austenite |
|---|---|---|---|---|
| AT-510 | 37% | 10% | 33% | 20% |
| AT-540 | 58% | 15% | 14% | 14% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Mi, P.; Hao, L.; Zhou, H.; Yan, W.; Zhao, K.; Xu, B.; Sun, M. Evolution of Toughening Mechanisms in PH13-8Mo Stainless Steel during Aging Treatment. Materials 2023, 16, 3630. https://doi.org/10.3390/ma16103630
Zhang H, Mi P, Hao L, Zhou H, Yan W, Zhao K, Xu B, Sun M. Evolution of Toughening Mechanisms in PH13-8Mo Stainless Steel during Aging Treatment. Materials. 2023; 16(10):3630. https://doi.org/10.3390/ma16103630
Chicago/Turabian StyleZhang, Honglin, Peng Mi, Luhan Hao, Haichong Zhou, Wei Yan, Kuan Zhao, Bin Xu, and Mingyue Sun. 2023. "Evolution of Toughening Mechanisms in PH13-8Mo Stainless Steel during Aging Treatment" Materials 16, no. 10: 3630. https://doi.org/10.3390/ma16103630