
Effect of Post-Welding Aging Treatment on the Microstructure and High-Temperature Properties of Inertia Friction Welded GH4065A Joint

Abstract
:1. Introduction
2. Materials and Methods
3. Results
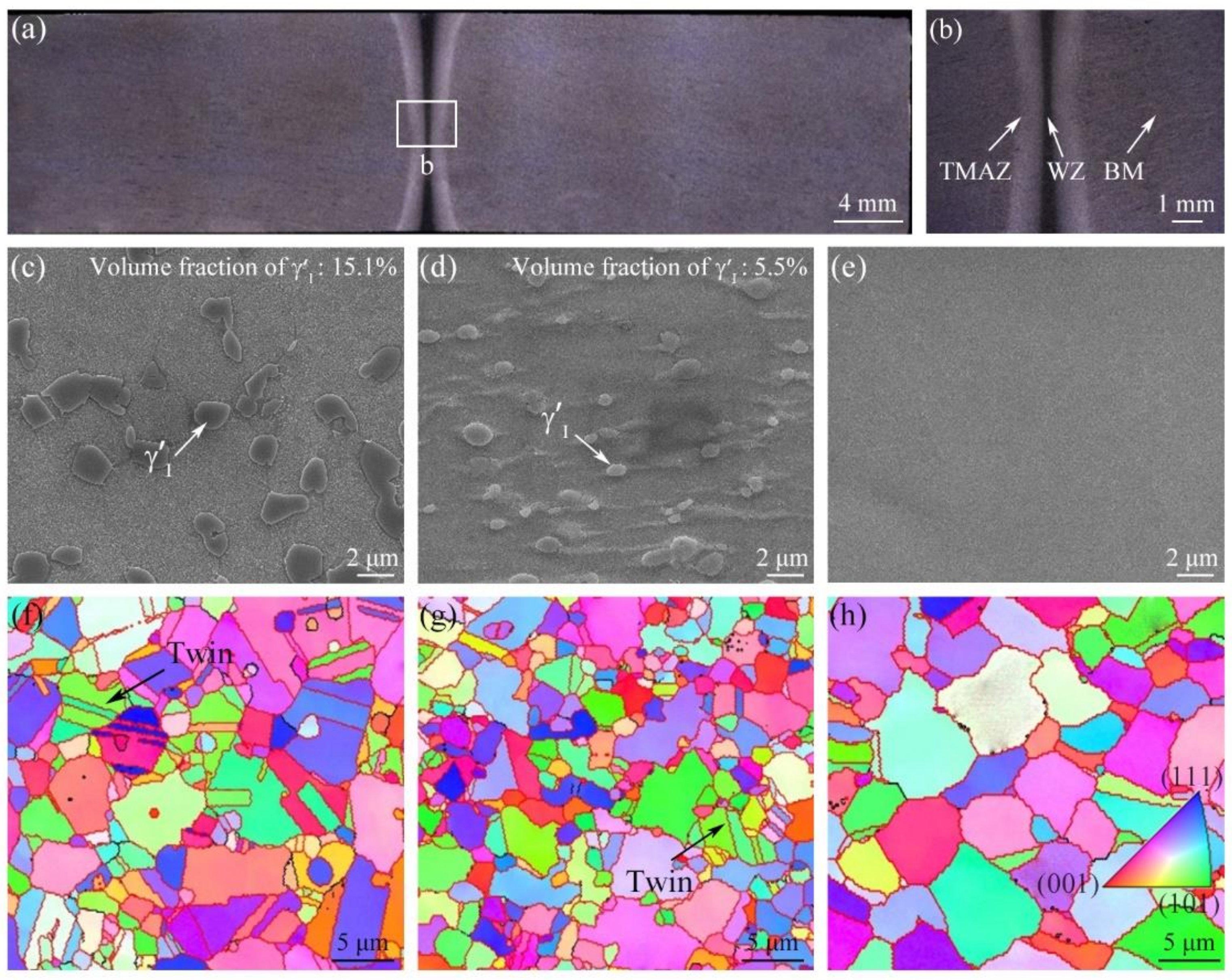
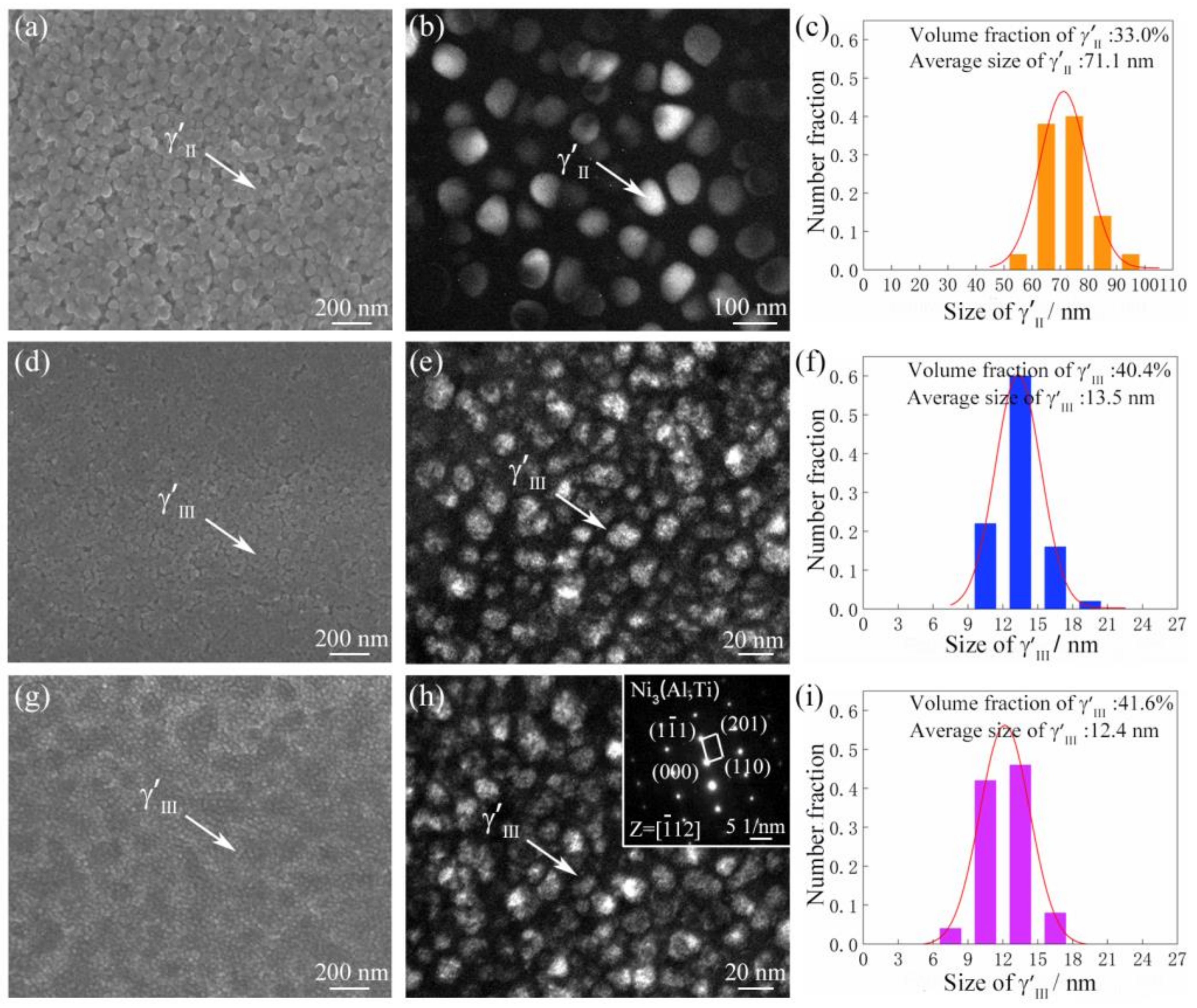
3.1. Microstructure of the As-Welded Joint
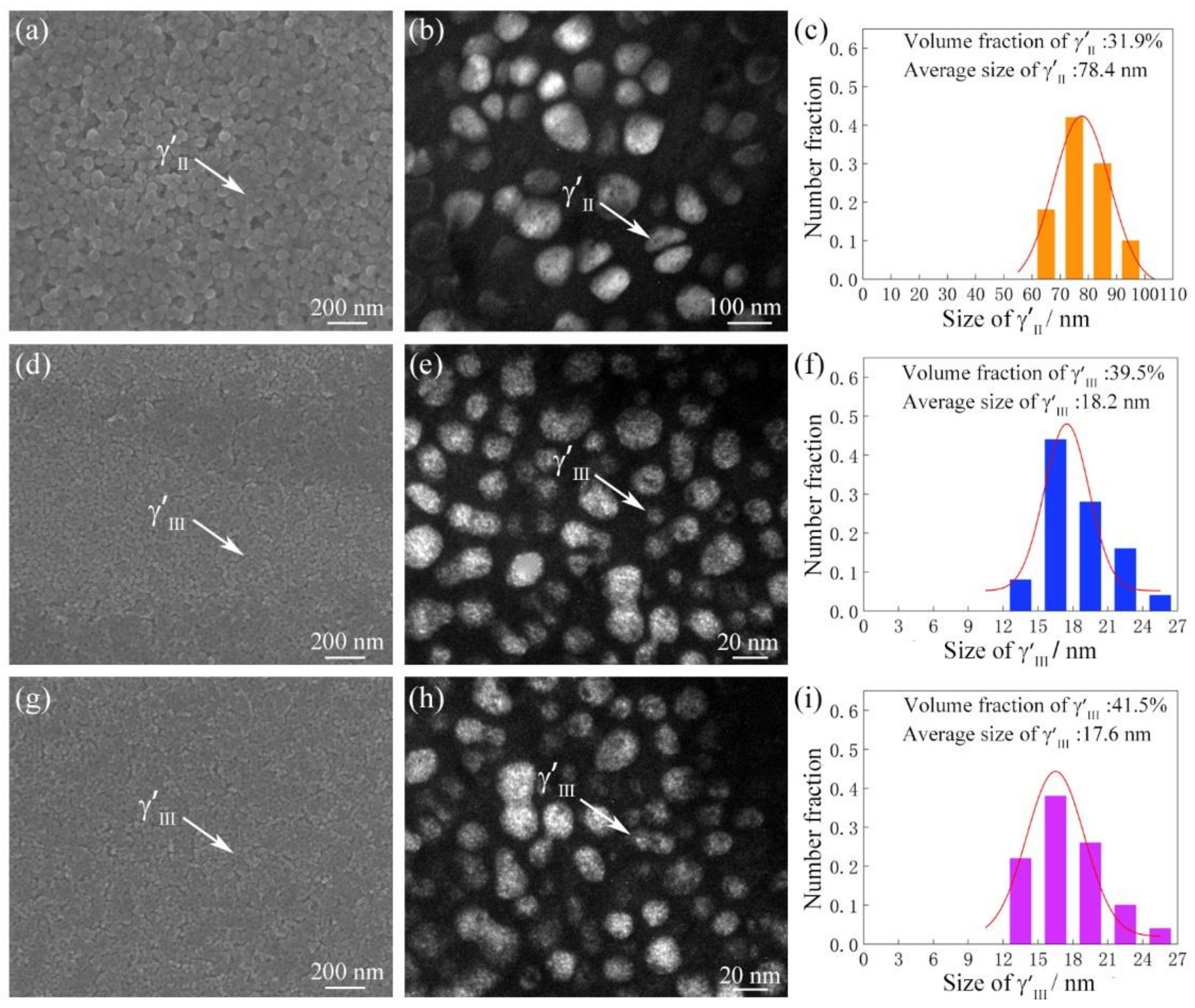
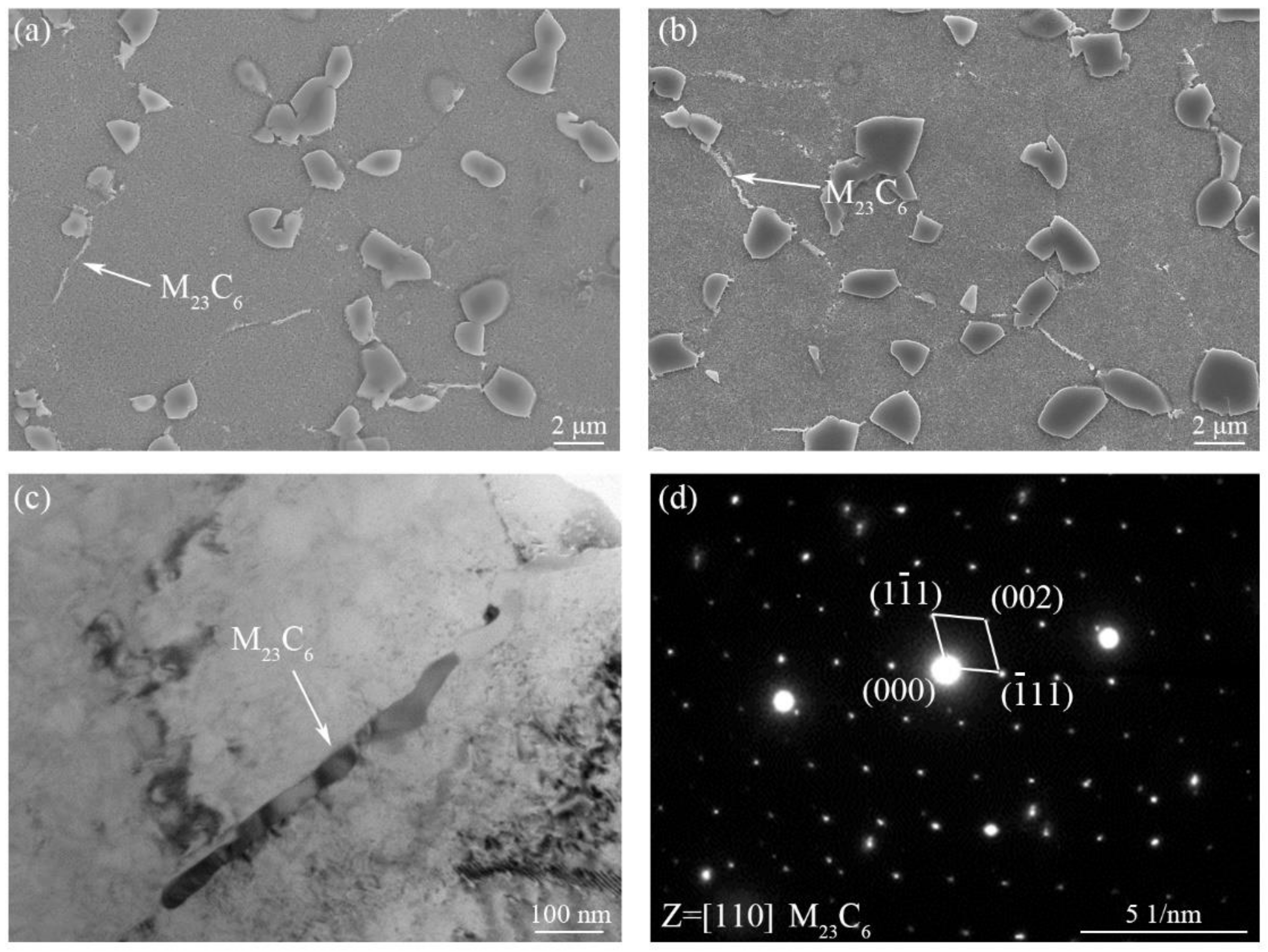
3.2. Microstructure of the PWHTed Joint
3.3. Creep Resistance of the As-Welded and PWHTed Joint
4. Discussion
5. Conclusions
- After aging treatment, the size of in WZ and in BM of the IFW joint increased, but their morphology and volume fraction did not change evidently. Meanwhile, aging treatment did not significantly change the characteristics of grain and in BM, TMAZ and WZ of the IFW joint;
- The 730 °C, 8 h aging treatment had little effect on improving the creep resistance of the GH4065A IFW joint. The 760 °C, 5 h aging treatment significantly enhanced the creep resistance of the IFW joint, and the creep rupture time of the joint at 650 °C and 950 MPa increased from 7.51 h to 147.28 h. After extending the aging time to 8 h at 760 °C, the creep rupture time of the joint was reduced to 38.05 h;
- After aging at 760 °C, 5 h, the in WZ of the IFW joint grew from 12.4 nm to 17.6 nm. The growth of in WZ of the joint during the aging treatment process was the primary reason for improving the creep resistance of the IFW joint. However, with a higher temperature and a longer aging time, the further growth of in BM and the continuous precipitation of M23C6 carbides at the grain boundaries of BM might reduce the creep resistance of BM of the joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, F.Z.; Wang, C.S.; Wu, Y.S.; Zhou, L.Z.; Tian, Q. Microstructural stability and mechanical properties of GH742 Ni-based wrought superalloy for turbine disk applications. Mater. Sci. Eng. A 2022, 832, 142488. [Google Scholar] [CrossRef]
- Zhang, B.J.; Huang, S.; Zhang, W.Y.; Tian, Q.; Chen, S.F. Recent development of nickel-based disc alloys and corresponding cast-Wrought Processing Techniques. Acta Metall. Sin. 2019, 55, 1095–1114. [Google Scholar]
- Mukherjee, S.; Sivaprasad, S.; Tarafder, S.; Bhattacharyya, D.; Kar, S.K. Influence of ageing on high temperature tensile deformation of a Ni-based superalloy, HAYNES 282. J. Alloys Compd. 2022, 917, 165430. [Google Scholar] [CrossRef]
- Fu, B.D.; Du, K.; Han, G.M.; Cui, C.Y.; Zhang, J.X. Deformation mechanisms in a Co-rich nickel based superalloy with different size of γ′ precipitates. Mater. Lett. 2015, 152, 272–275. [Google Scholar] [CrossRef]
- Fan, X.Q.; Guo, Z.P.; Wang, X.F.; Yang, J.; Zou, J.W. Morphology evolution of γ′ precipitates in a powder metallurgy Ni-base superalloy. Mater. Charact. 2018, 139, 382–389. [Google Scholar] [CrossRef]
- Wang, Z.X.; Hang, S.; Zhang, B.J.; Wang, L.; Zhao, G.P. Study on freckle of a high-alloyed GH4065 nickel base wrought superalloy. Acta Metall. Sin. 2019, 55, 417–426. [Google Scholar]
- Zhou, X.M.; Feng, Y.F.; Zeng, W.H.; Wu, D.; Tian, G.F. Effect of aging treatment on tensile behavior of inertia friction welded joints of Powder Superalloy at room temperature. P/M. Technol. 2021, 39, 41–48. [Google Scholar]
- Osada, T.; Gu, Y.F.; Nagashima, N.; Yuan, Y.; Yokokawa, T.; Harada, H. Optimum microstructure combination for maximizing tensile strength in a polycrystalline superalloy with a two-phase structure. Acta Mater. 2013, 61, 1820–1829. [Google Scholar] [CrossRef]
- Zhang, B.Y.; Wang, Z.T.; Yu, H.; Ning, Y.Q. Microstructural origin and control mechanism of the mixed grain structure in Ni-based superalloys. J. Alloys Compd. 2022, 900, 163515. [Google Scholar] [CrossRef]
- Zhao, T.; Tang, Z.Y.; Liu, Q.M.; Huang, S.; Zhang, W.Y.; Zhang, B.J. Electron beam welding process and joint microstructure and properties of GH4065A alloy. Mater. Rep. 2020, 34, 22105–22110. [Google Scholar]
- Zhang, R.; Liu, P.; Cui, C.Y.; Qu, J.L.; Zhang, B.J.; Du, J.H.; Zhou, Y.Z.; Sun, X.F. Present Research Situation and Prospect of Hot Working of Cast & Wrought Superalloys for Aero-Engine Turbine Disk in China. Acta Metall. Sin. 2021, 57, 1215–1228. [Google Scholar]
- Huang, Z.W.; Li, H.Y.; Baxter, G.; Bray, S.; Bowen, P. Electron microscopy characterization of the weld line zones of an inertia friction welded superalloy. J. Mater. Process. Technol. 2011, 211, 1927–1936. [Google Scholar] [CrossRef]
- Deng, H.B.; Chen, Y.H.; Jia, Y.L.; Pang, Y.; Zhang, T.M.; Wang, S.L.; Yin, L.M. Microstructure and mechanical properties of dissimilar NiTi/Ti6Al4V joints via back-heating assisted friction stir welding. J. Manuf. Process. 2021, 64, 379–391. [Google Scholar] [CrossRef]
- Press, M.; Withers, P.J.; Baxter, G. A Comparison of Inertia Friction Welds in Three Nickel Base Superalloys. Mater. Sci. Eng. A 2006, 437, 38–45. [Google Scholar] [CrossRef]
- Yang, J.X.; Li, J.G.; Wang, M.; Wang, Y.H.; Jin, T.; Sun, X.F. Effect of heat treatment process on Microstructure and properties of a new cast nickel base superalloy. Acta Metall. Sin. 2012, 48, 654–660. [Google Scholar] [CrossRef]
- Chen, Y.H.; Sun, S.W.; Zhang, T.M.; Zhou, X.W.; Li, S.H. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Masoumi, F.; Shahriari, D.; Monajati, H.; Cormier, J.; Flipo, B.C.D.; Devaux, A.; Jahazi, M. Linear friction welding of AD730™ Ni-base superalloy: Process-microstructure-property interactions. Mater. Des. 2019, 183, 108117. [Google Scholar] [CrossRef]
- Li, J.; Ding, R.; Guo, Q.Y.; Li, C.; Liu, Y.C.; Wang, Z.M.; Li, H.J. Effect of solution cooling rate on microstructure evolution and mechanical properties of Ni-based superalloy ATI 718Plus. Mater. Sci. Eng. A 2012, 812, 141113. [Google Scholar] [CrossRef]
- Zhang, G.G.; Zhao, Q.; Liu, J.T.; Bai, R.X.; Dong, H.G. Numerical simulation of inertia friction welding of FGH96 superalloy pipe based on three-dimensional double-plastic friction pair model. Weld. Join. 2022, 7, 14–20. [Google Scholar]
- Yu, H.; Wang, Z.T.; Zhang, B.Y.; Ning, Y.Q.; Fu, M.W. Re-precipitation mechanisms of the γ′ phase with sphere, near-sphere, cubic, octets and finally-dendrite in as-cast Ni-based superalloys. J. Alloys Compd. 2021, 876, 160104. [Google Scholar] [CrossRef]
- Zhou, H.J.; Tang, C.; Zhang, X.M.; Qu, J.L.; Du, J.H.; Bi, Z.N.; Zhang, J. The evolution of microstructural parameters and mechanical properties of inertia friction welded GH4151. Results Mater. 2022, 14, 100272. [Google Scholar] [CrossRef]
- Peng, Z.C.; Zou, J.W.; Yang, J.; Tian, G.F.; Wang, X.Q. Influence of γ’ precipitate on deformation and fracture during creep in PM nickel-based superalloy. Prog. Nat. Sci. 2021, 31, 303–309. [Google Scholar] [CrossRef]
- Zhang, B.J.; Zhao, G.P.; Zhang, W.Y.; Huang, S.; Chen, S.F. Investigation of high performance disc alloy GH4065 and associated advanced processing techniques. Acta Metal Sin. 2015, 51, 1227–1234. [Google Scholar]
- Sun, F.; Gu, Y.F.; Yan, J.B.; Xu, Y.X.; Zhong, Z.H.; Yuyama, M. Creep deformation and rupture mechanism of an advanced wrought Ni-Fe-based superalloy for 700 °C class A-USC steam turbine rotor application. J. Alloys Compd. 2016, 687, 389–401. [Google Scholar] [CrossRef]
- Tan, L.; Yang, Y.; Nanstad, R.K.; Busby, J.T. Effect of thermal aging on coarsening kinetics of γ′ in alloy 617. J. Phase Equilib. Diffus. 2014, 35, 524–529. [Google Scholar] [CrossRef]
- Li, J.; Li, L.Z.; Hou, J.S.; Zhou, L.Z. Effect of heat treatment process on microstructure evolution and mechanical properties of a cast nickel base superalloy. T. Mater. Heat Treat. 2022, 43, 65–78. [Google Scholar]
- Zhao, G.P.; Huang, S.; Zhang, B.J.; Xu, G.H.; Qin, H.Y.; Zhang, W.Y. Microstructure control and mechanical properties of the newest nickel-based wrought superalloy GH4065A. J. Iron. Steel. Res. 2015, 27, 37–44. [Google Scholar]
- Zhou, Z.J.; Zhang, R.; Cui, C.Y.; Zhou, Y.Z.; Sun, X.F. Influence of solution temperature on microstructure and creep behaviors of a Ni–Co base superalloy for turbine disc. Mater. Sci. Eng. A 2022, 853, 143741. [Google Scholar] [CrossRef]
- Zhu, L.H.; Pan, H.; Cheng, J.Y.; Xiao, L.; Guo, J.Z.; Ji, H.J. Dendrite evolution and quantitative characterization of γ′ precipitates in a powder metallurgy Ni-based superalloy by different cooling rates. J. Alloys Compd. 2022, 918, 165677. [Google Scholar] [CrossRef]
- Jackson, M.P.; Reed, R.C. Heat treatment of UDIMET 720Li: The effect of microstructure on properties. Mater. Sci. Eng. A 1999, 259, 85–97. [Google Scholar] [CrossRef]
- Li, F.L.; Bai, Y.R.; Meng, L.C.; Fu, R.; Zhong, Y.; Du, J.H.; Yin, F.J.; Feng, D. Impact of aging heat treatment on microstructure and mechanical properties of a newly developed GH4096 disk superalloy. Mater. Charact. 2020, 161, 110175. [Google Scholar] [CrossRef]
- Wu, Y.S.; Qin, X.Z.; Wang, C.S.; Zhou, L.Z. Microstructural evolution and its influence on the impact toughness of GH984G alloy during long-term thermal exposure. J. Mater. Sci. Technol. 2021, 60, 61–69. [Google Scholar] [CrossRef]
- Shu, D.L.; Tian, S.G.; Tian, N.; Xie, J.; Su, Y. Thermodynamic analysis of carbide precipitation and effect of its configuration on creep properties of FGH95 powder nickel-based superalloy. Mater. Sci. Eng. A 2017, 700, 152–161. [Google Scholar] [CrossRef]
- Hu, R.; Bai, G.H.; Li, J.S.; Zhang, J.Q.; Zhang, T.B.; Fu, H.Z. Precipitation behavior of grain boundary M23C6 and its effect on tensile properties of Ni–Cr–W based superalloy. Mater. Sci. Eng. A 2012, 548, 83–88. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Co | Al | Ti | Nb | Mo | W | Ni |
|---|---|---|---|---|---|---|---|---|
| 0.015 | 16.0 | 13.0 | 2.1 | 3.7 | 0.7 | 4.0 | 4.0 | Bal. |
| PWHT | Region | Average Grain Size (μm) | Proportion of HAGBs (%) | |
|---|---|---|---|---|
| As-welded | BM | 15.1 ± 1.7 | 3.66 ± 0.23 | 92.5 ± 3.6 |
| TMAZ | 5.5 ± 1.3 | 2.86 ± 0.40 | 95.0 ± 1.1 | |
| WZ | / | 4.88 ± 0.49 | 88.0 ± 4.3 | |
| 730 °C, 8 h | BM | 16.0 ± 1.1 | 3.42 ± 0.30 | 90.0 ± 4.7 |
| TMAZ | 5.9 ± 0.9 | 2.37 ± 0.35 | 90.3 ± 4.3 | |
| WZ | / | 6.03 ± 0.63 | 92.0 ± 3.2 | |
| 760 °C, 5 h | BM | 15.0 ± 2.0 | 3.12 ± 0.46 | 94.0 ± 3.5 |
| TMAZ | 5.2 ± 1.5 | 2.72 ± 0.21 | 94.6 ± 2.9 | |
| WZ | / | 5.68 ± 0.58 | 95.1 ± 2.3 | |
| 760 °C, 8 h | BM | 15.1 ± 1.6 | 3.53 ± 0.19 | 86.5 ± 4.1 |
| TMAZ | 5.7 ± 1.1 | 2.70 ± 0.26 | 94.5 ± 2.5 | |
| WZ | / | 5.10 ± 0.38 | 93.4 ± 3.8 |
| PWHT | Region | ||||
|---|---|---|---|---|---|
| As-welded | BM | 33.0 ± 1.1 | / | 71.1 ± 1.5 | / |
| TMAZ | / | 40.4 ± 1.6 | / | 13.5 ± 0.4 | |
| WZ | / | 41.6 ± 1.4 | / | 12.4 ± 0.5 | |
| 730 °C, 8 h | BM | 32.7 ± 0.7 | / | 73.6 ± 1.2 | / |
| TMAZ | / | 40.7 ± 0.8 | / | 17.4 ± 0.7 | |
| WZ | / | 41.2 ± 1.7 | / | 16.7 ± 0.5 | |
| 760 °C, 5 h | BM | 31.9 ± 1.4 | / | 78.4 ± 1.9 | / |
| TMAZ | / | 39.5 ± 1.9 | / | 18.2 ± 1.0 | |
| WZ | / | 41.5 ± 0.7 | / | 17.6 ± 0.9 | |
| 760 °C, 8 h | BM | 32.5 ± 1.0 | / | 85.3 ± 2.3 | / |
| TMAZ | / | 40.2 ± 1.3 | / | 20.8 ± 1.3 | |
| WZ | / | 41.8 ± 1.1 | / | 19.2 ± 1.1 |
| Condition | Number | Creep Rupture Time (h) | Strain (%) | Fracture Location |
|---|---|---|---|---|
| GH4065A base material | 1 | 221.10 | 7.38 | / |
| 2 | 234.41 | 7.51 | ||
| 3 | 208.33 | 7.09 | ||
| As-welded | 1 | 7.51 | 4.63 | WZ |
| 2 | 6.59 | 4.37 | ||
| 3 | 5.64 | 4.03 | ||
| 730 °C, 8 h | 1 | 13.98 | 5.72 | WZ |
| 2 | 10.36 | 5.29 | ||
| 3 | 12.97 | 5.54 | ||
| 760 °C, 5 h | 1 | 147.28 | 7.98 | BM |
| 2 | 154.31 | 8.11 | ||
| 3 | 138.16 | 7.77 | ||
| 760 °C, 8 h | 1 | 38.05 | 6.94 | BM |
| 2 | 46.23 | 7.54 | ||
| 3 | 32.53 | 6.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, S.; Li, X.; Liu, J.; Zhang, C.; Zhou, J.; Cui, L. Effect of Post-Welding Aging Treatment on the Microstructure and High-Temperature Properties of Inertia Friction Welded GH4065A Joint. Materials 2023, 16, 3639. https://doi.org/10.3390/ma16103639
Cao S, Li X, Liu J, Zhang C, Zhou J, Cui L. Effect of Post-Welding Aging Treatment on the Microstructure and High-Temperature Properties of Inertia Friction Welded GH4065A Joint. Materials. 2023; 16(10):3639. https://doi.org/10.3390/ma16103639
Chicago/Turabian StyleCao, Sheng, Xiaoguang Li, Jiatao Liu, Chunbo Zhang, Jun Zhou, and Lei Cui. 2023. "Effect of Post-Welding Aging Treatment on the Microstructure and High-Temperature Properties of Inertia Friction Welded GH4065A Joint" Materials 16, no. 10: 3639. https://doi.org/10.3390/ma16103639