
Comparative Study of Iron-Tailings-Based Cementitious Mortars with Incorporated Graphite Ore and Graphite Tailings: Strength Properties and Microstructure

 ,
,
Abstract
:1. Introduction
2. Experimental Section
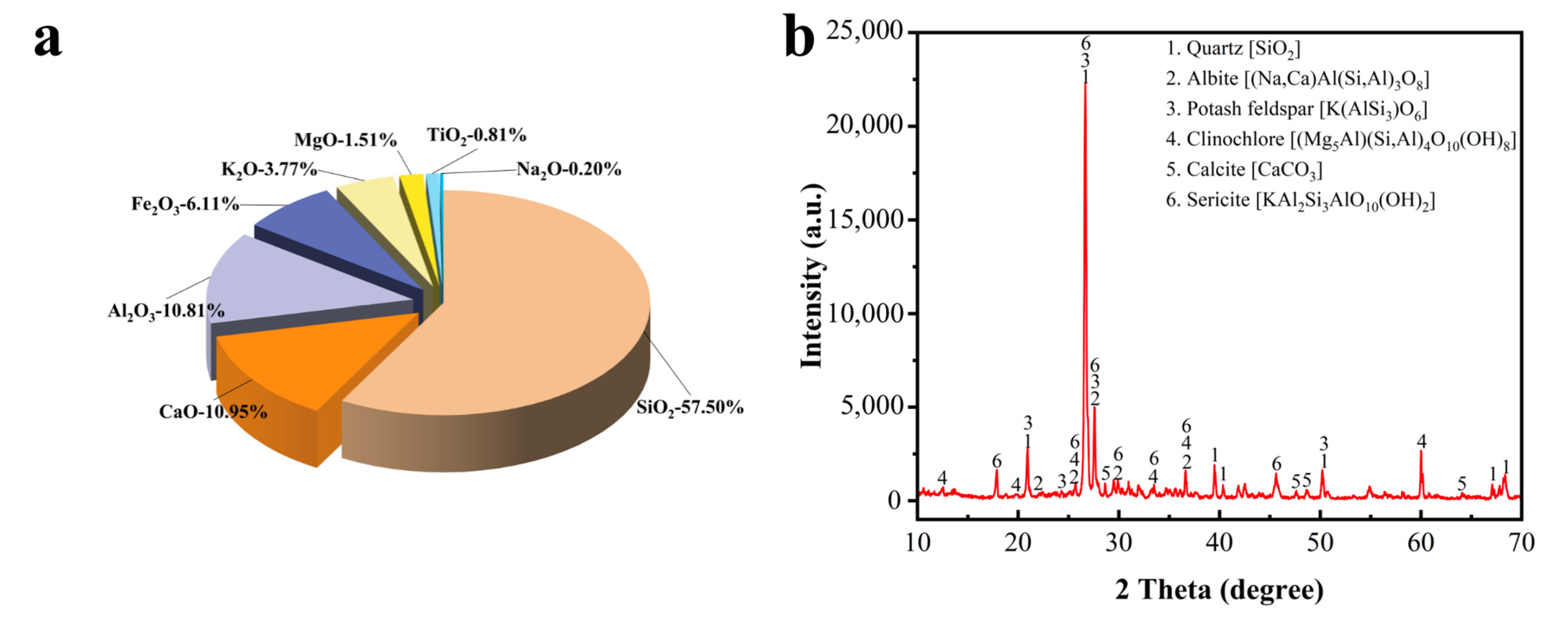
2.1. Raw Materials
2.2. Preparation of Mortars
- (a)
- Mortar preparation.
- (b)
- Mortar forming.
- (c)
- Mortar block curing.
- (d)
- Mortar block test.
2.3. Testing Methods
3. Results and Discussion
3.1. Feasibility of Using Graphite Ore and Graphite Tailings as Supplementary Cementitious Materials
3.2. Feasibility of Using Graphite Tailings as a Fine Aggregate
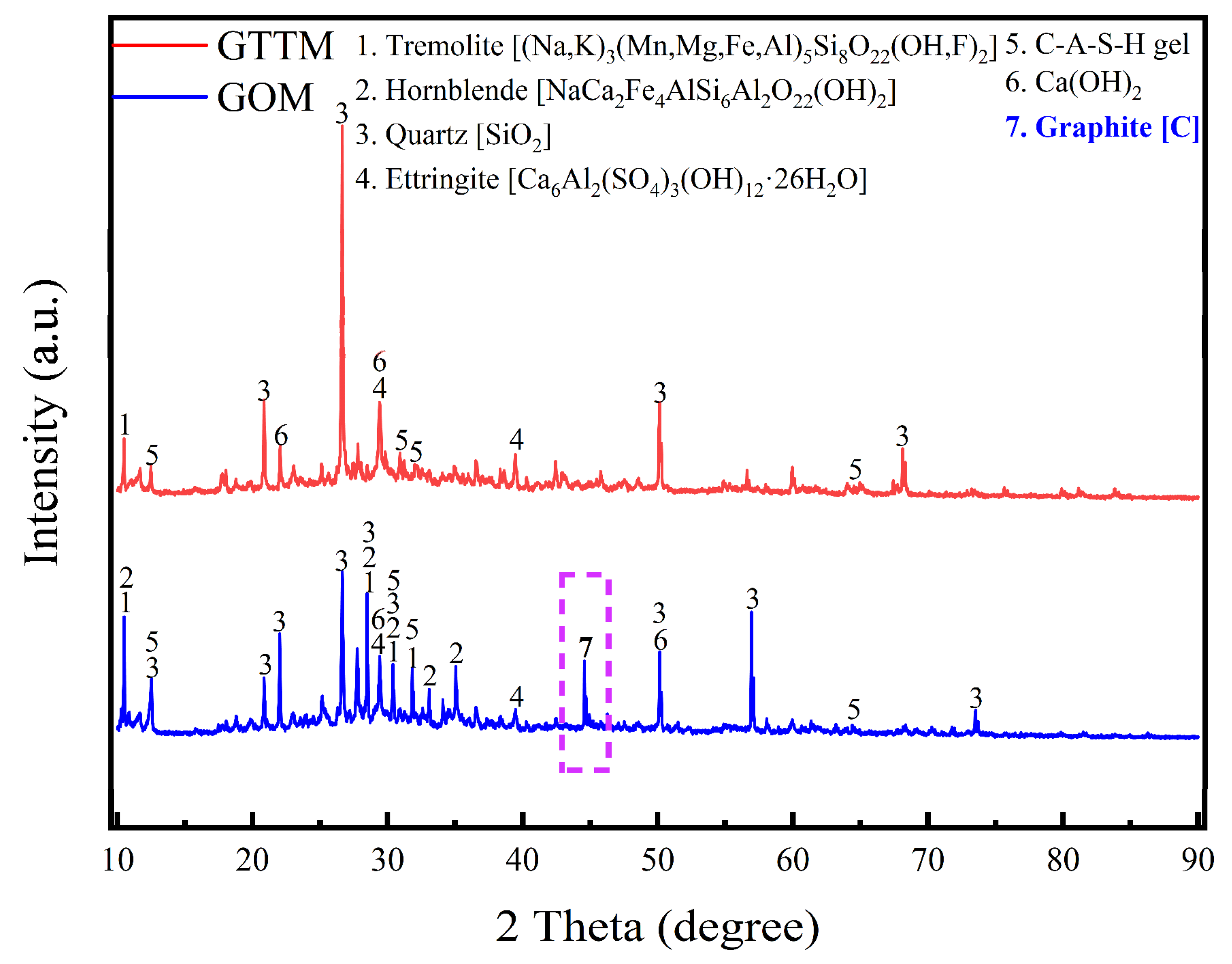
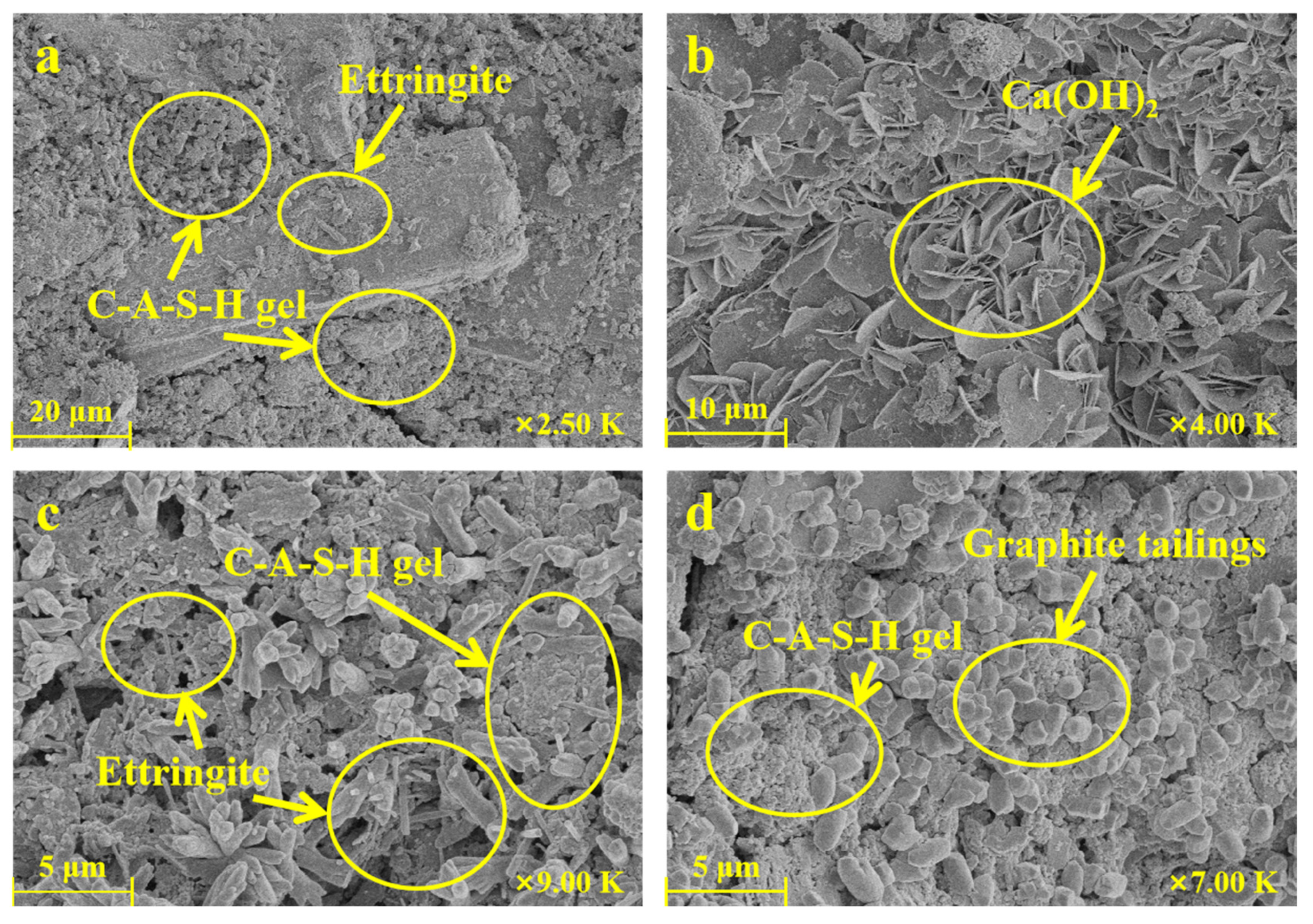
3.3. Microstructure Analysis of GOM and GTTM
4. Conclusions
- (1)
- The 28-day flexural and compressive strengths of GOM were considerably lower than those of GTM due to the strong lubricity of graphite ore. This lubricity can cause relative sliding between the aggregate and hydration products, resulting in cracks that can negatively impact the mortar’s strength development.
- (2)
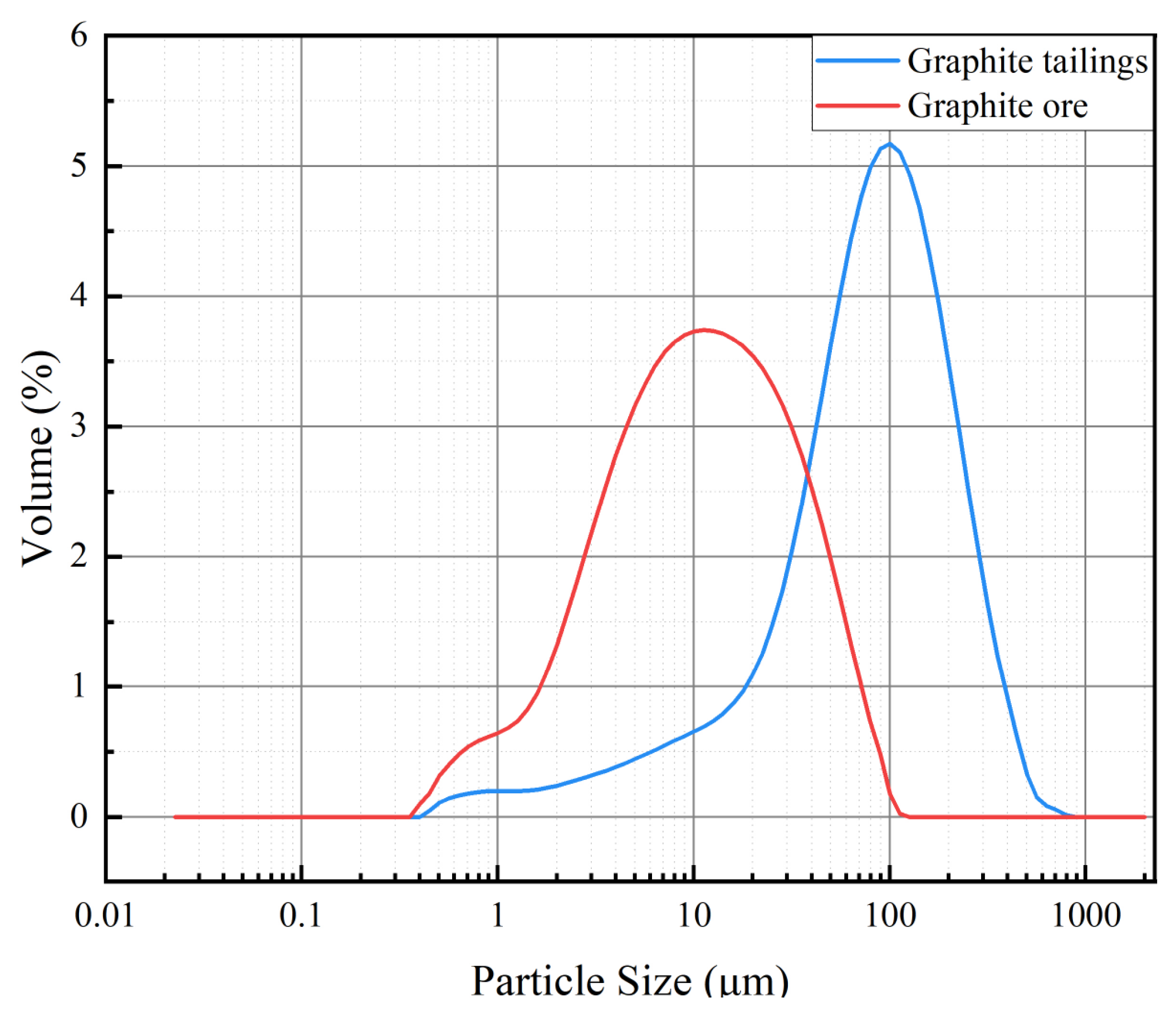
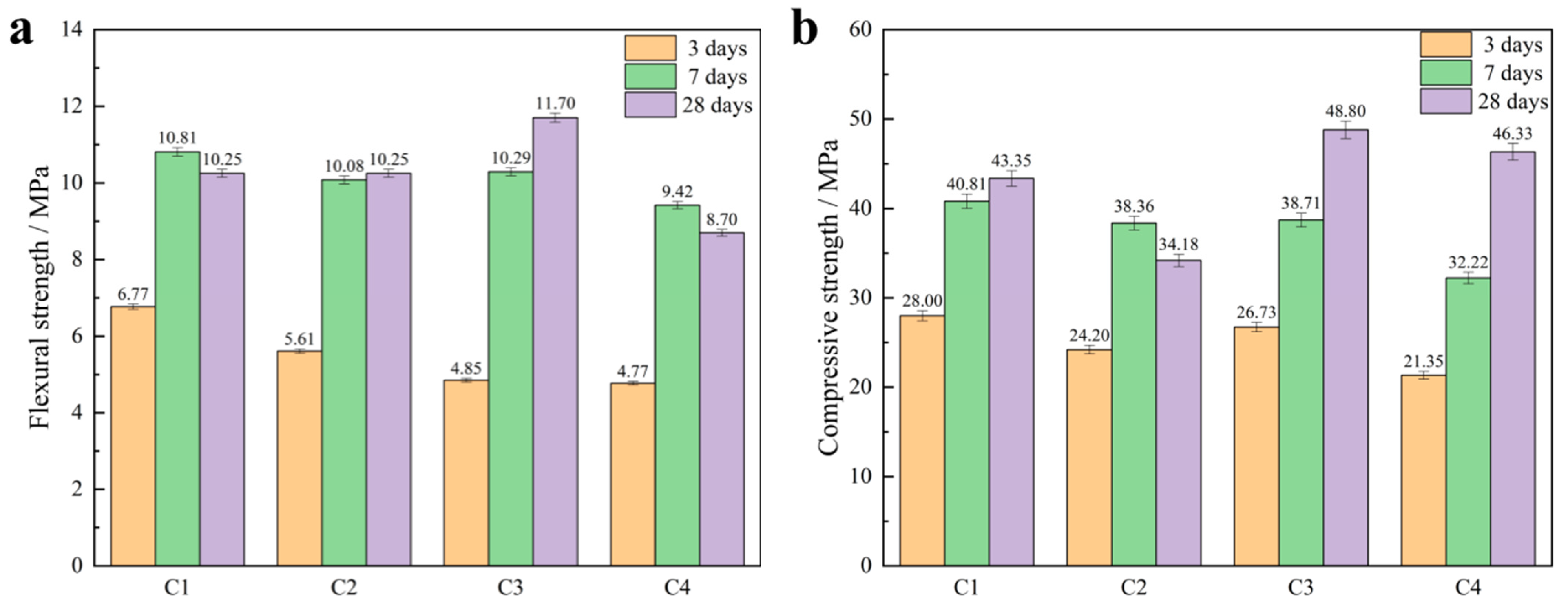
- The particle sizes of graphite tailings are ten times larger than those of graphite ore, making the graphite tailings a better substitute for river sand in mortar and concrete. Notably, the optimal mechanical properties of the cementitious mortar were achieved when graphite tailings were applied as a fine aggregate into the cementitious mortar at a mixing ratio of 40%, resulting in a 28-day compressive strength of 48.8 MPa and flexural strength of 11.7 MPa.
- (3)
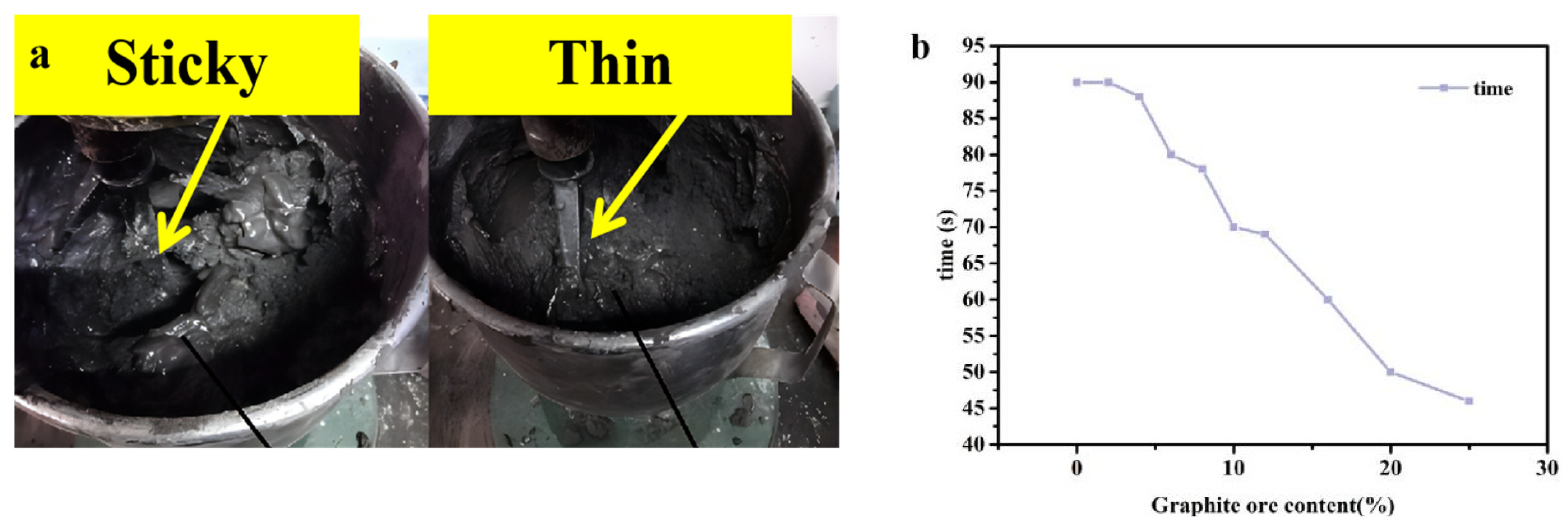
- The incorporation of graphite ore will substantially improve the rheological properties of cementitious mortar. The reason for the weakening of the mechanical strength of GOM is that graphite is distributed among the gaps formed by large aggregate particles. However, the mechanism of mechanical strength enhancement of GTTM is that the voids between large-particle aggregates are filled by graphite tailings and ettringite, which adhere closely to Ca(OH)2 and C-A-S-H gel, fully filling the pores and making the cementing material denser and more conducive to the subsequent development of mechanical strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, H.; Li, B.; Xue, J.; Hu, J.; Zhang, J. Mechanical and electro-conductivity properties of graphite tailings concrete. Adv. Mater. Sci. Eng. 2020, 2020, 1–20. [Google Scholar]
- Xue, J.; Wang, X.; Wang, Z.; Xu, S.; Liu, H. Investigations on influencing factors of resistivity measurement for graphite tailings concrete. Cem. Concr. Comp. 2021, 123, 104206. [Google Scholar] [CrossRef]
- Kathirvel, P.; Kwon, S.J.; Lee, H.S.; Karthick, S.; Saraswathy, V. Graphite Ore Tailings as Partial Replacement of Sand in Concrete. Aci. Mater. J. 2018, 115, 481–492. [Google Scholar] [CrossRef]
- Li, Y.; Liu, X.; Li, Z.; Ren, Y.; Wang, Y.; Zhang, W. Preparation, characterization and application of red mud, fly ash and desulfurized gypsum based eco-friendly road base materials. J. Clean. Prod. 2021, 284, 124777. [Google Scholar] [CrossRef]
- Chen, Y.; Li, S.; Lin, S.; Chen, M.; Tang, C.; Liu, X. Promising energy-storage applications by flotation of graphite ores: A review. Chem. Eng. J. 2023, 454, 139994. [Google Scholar] [CrossRef]
- Chen, M. Research on Solar Heat Collection and Snow Melting and Ice Melting of Thermally Conductive Asphalt Concrete Pavement; Wuhan University of Technology: Wuhan, China, 2012. [Google Scholar]
- Nie, Z. Preparation and properties of lauric acid-expanded graphite phase change concrete. B. Chin. Ceram. Soc. 2019, 38, 2235–2241. [Google Scholar]
- Wang, Z.; Li, B.; Liu, H.; Zhang, Y.; Qin, X. Degradation characteristics of graphite tailings cement mortar subjected to freeze-thaw cycles. Constr. Build. Mater. 2020, 234, 117422. [Google Scholar] [CrossRef]
- Duan, H.; Liu, H.; Li, B.; Wang, Z.; Gao, H. Mechanical properties and mechanism analysis of graphite tailings environment-friendly concrete. Materials 2022, 15, 8870. [Google Scholar] [CrossRef]
- Zhang, C.; Li, B.; Wu, F.; Yu, Y.; Zhang, Y.; Xu, H. Research on modification of mechanical properties of recycled aggregate concrete by replacing sand with graphite tailings. Rev. Adv. Mater. Sci. 2022, 61, 493–512. [Google Scholar] [CrossRef]
- Liu, H.; Duan, H.; Gao, H.; Wang, Z.; Zhang, J. Graphite tailings’ effects on mechanical and physical properties of eco-efficient steel fiber-reinforced concrete. Buildings 2022, 12, 509. [Google Scholar] [CrossRef]
- Peng, Y.; Liu, Y.; Zhan, B.; Xu, G. Preparation of autoclaved aerated concrete by using graphite tailings as an alternative silica source. Constr. Build. Mater. 2021, 267, 121792. [Google Scholar] [CrossRef]
- Hu, S.; Li, D.; Li, Y.; Guo, Q.; Tian, D.; Zhang, L.; Li, H. Preparation of Foamed Ceramics from Graphite Tailings Using A Self-Foaming Method. Minerals 2023, 13, 521. [Google Scholar] [CrossRef]
- Bai, C.; Gong, W.; Feng, D.; Xian, M.; Zhou, Q.; Chen, S.; Ge, Z.; Zhou, Y. Natural graphite tailings as heterogeneous Fenton catalyst for the decolorization of rhodamine B. Chem. Eng. J. 2012, 197, 306–313. [Google Scholar]
- Fu, Y.; Jin, Y.; Ma, J.; Liu, J.; Wang, Z.; Wang, B.; Gong, X. Lithium-ion transfer strengthened by graphite tailings and coking coal for high-rate performance anode. Chem. Eng. J. 2022, 442, 136184. [Google Scholar] [CrossRef]
- Liu, P. Preparation and Application of Conductive Asphalt Concrete Graphene Electrode; Harbin Institute of Technology: Harbin, China, 2018. [Google Scholar]
- Wang, Y.; Tan, Y.; Liu, K.; Xu, H.-N. Preparation and electrical properties of conductive asphalt concretes containing graphene and carbon fibers. Constr. Build. Mater. 2022, 318, 125875. [Google Scholar] [CrossRef]
- Li, G.; Yuan, J.; Zhang, Y.; Zhang, N. Microstructure and mechanical performance of graphene reinforced cementitious composites. Compos. Part. A-Appl. Sci. Manuf. 2018, 114, 188–195. [Google Scholar] [CrossRef]
- Ibrahim, Y.E.; Adamu, M.; Marouf, M.L.; Ahmed, O.S.; Drmosh, Q.A.; Malik, M.A. Mechanical Performance of Date-Palm-Fiber-Reinforced Concrete Containing Silica Fume. Buildings 2022, 12, 1642. [Google Scholar] [CrossRef]
- Golewski, G.L. Combined Effect of Coal Fly Ash (CFA) and Nanosilica (nS) on the Strength Parameters and Microstructural Properties of Eco-Friendly Concrete. Energies 2023, 16, 452. [Google Scholar] [CrossRef]
- Abadel, A.A.; Alghamdi, H.; Alharbi, Y.R.; Alamri, M.; Khawaji, M.; Abdulaziz, M.A.M.; Nehdi, M.L. Investigation of alkali-activated slag-based composite incorporating dehydrated cement powder and red mud. Materials 2023, 16, 1551. [Google Scholar] [CrossRef]
- GB/T 17671-1999; Method of Testing Cements–Determination of Strength. SAC (Standardization Administration of China): Beijing, China, 1999.
- Liu, H.; Xue, J.; Li, B.; Wang, J.; Lv, X.; Zhang, J. Effect of graphite tailings as substitute sand on mechanical properties of concrete. EUR. J. Environ. Civ. Eng. 2022, 26, 2635–2653. [Google Scholar]
- Simonsen, A.M.T.; Solismaa, S.; Hansen, H.K.; Jensen, P.E. Evaluation of mine tailings’ potential as supplementary cementitious materials based on chemical, mineralogical and physical characteristics. Waste. Manag. 2020, 102, 710–721. [Google Scholar] [CrossRef] [PubMed]
- Xiao, H.; Zhang, N.; Li, G.; Zhang, Y.; Wang, Y.; Wang, Y.; Zhang, Y. Graphene-iron ore tailings–based cementitious composites with high early flexural strength. Materials 2023, 16, 327. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Zhang, N.; Zhang, J.; Song, S.; Zhang, Y. CASH gel and pore structure characteristics of alkali-activated red mud–iron tailings cementitious mortar. Materials 2021, 15, 112. [Google Scholar] [CrossRef] [PubMed]
- Xiao, J.; Li, W.; Sun, Z.; Lange, D.A.; Shah, S.P. Properties of interfacial transition zones in recycled aggregate concrete tested by Nano indentation. Cem. Concr. Comp. 2013, 37, 276–292. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Place of Origin |
|---|---|
| Graphite ore | A field in Jixi in Heilongjiang |
| Graphite tailings | A field in Jixi in Heilongjiang |
| Fly ash | Shandong Weiqiao Group |
| Blast-furnace slag powder | Hebei Tangshan Iron and Steel Plant |
| Ordinary Portland cement | Hebei Tangshan Fushun Cement Factory |
| Iron tailings | A field in Hebei LuanPing |
| Desulfurized gypsum | Shandong Weiqiao Group |
| Group No. | Graphite Ore/wt% | S95 Slag Powder/wt% | Fly Ash/wt% | 52.5 Portland Cement/wt% | Desulfurized Gypsum/wt% | Iron Tailings/wt% |
|---|---|---|---|---|---|---|
| A1 | 0 | 15 | 10 | 23 | 2 | 50 |
| A2 | 2 | 15 | 8 | 23 | 2 | 50 |
| A3 | 4 | 15 | 6 | 23 | 2 | 50 |
| A4 | 6 | 15 | 4 | 23 | 2 | 50 |
| A5 | 8 | 15 | 2 | 23 | 2 | 50 |
| A6 | 10 | 15 | 0 | 23 | 2 | 50 |
| A7 | 12 | 13 | 0 | 23 | 2 | 50 |
| A8 | 16 | 9 | 0 | 23 | 2 | 50 |
| A9 | 20 | 5 | 0 | 23 | 2 | 50 |
| A10 | 25 | 0 | 0 | 23 | 2 | 50 |
| Group No. | Graphite Tailings/wt% | S95 Slag Powder/wt% | Fly Ash/wt% | 42.5 Portland Cement/wt% | Desulfurized Gypsum/wt% | Iron Tailings/wt% |
|---|---|---|---|---|---|---|
| B1 | 0 | 15 | 10 | 23 | 2 | 50 |
| B2 | 2 | 15 | 8 | 23 | 2 | 50 |
| B3 | 4 | 15 | 6 | 23 | 2 | 50 |
| B4 | 6 | 15 | 4 | 23 | 2 | 50 |
| B5 | 8 | 15 | 2 | 23 | 2 | 50 |
| B6 | 10 | 15 | 0 | 23 | 2 | 50 |
| B7 | 12 | 13 | 0 | 23 | 2 | 50 |
| B8 | 16 | 9 | 0 | 23 | 2 | 50 |
| B9 | 20 | 5 | 0 | 23 | 2 | 50 |
| B10 | 25 | 0 | 0 | 23 | 2 | 50 |
| Group No. | Graphite Tailings/wt% | Iron Tailings/wt% | 42.5 Portland Cement/wt% |
|---|---|---|---|
| C1 | 25 | 25 | 50 |
| C2 | 30 | 20 | 50 |
| C3 | 40 | 10 | 50 |
| C4 | 50 | 0 | 50 |
| Sample | Bulk Density (kg/m3) | Apparent Density (kg/m3) | Fineness Modulus | Crush Value (%) | Porosity (%) | Water Absorption Rate (%) |
|---|---|---|---|---|---|---|
| River sand | 1572 | 2588 | 2.2 | 15.04 | 39.38 | 0.48 |
| Graphite tailings | 1355 | 2880 | 1.3 | 27.64 | 45.22 | 1.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Wei, Q.; Zhang, N.; Zhang, S.; Zhang, Y. Comparative Study of Iron-Tailings-Based Cementitious Mortars with Incorporated Graphite Ore and Graphite Tailings: Strength Properties and Microstructure. Materials 2023, 16, 3743. https://doi.org/10.3390/ma16103743
Zhang J, Wei Q, Zhang N, Zhang S, Zhang Y. Comparative Study of Iron-Tailings-Based Cementitious Mortars with Incorporated Graphite Ore and Graphite Tailings: Strength Properties and Microstructure. Materials. 2023; 16(10):3743. https://doi.org/10.3390/ma16103743
Chicago/Turabian StyleZhang, Jiale, Qi Wei, Na Zhang, Shuai Zhang, and Yihe Zhang. 2023. "Comparative Study of Iron-Tailings-Based Cementitious Mortars with Incorporated Graphite Ore and Graphite Tailings: Strength Properties and Microstructure" Materials 16, no. 10: 3743. https://doi.org/10.3390/ma16103743
APA StyleZhang, J., Wei, Q., Zhang, N., Zhang, S., & Zhang, Y. (2023). Comparative Study of Iron-Tailings-Based Cementitious Mortars with Incorporated Graphite Ore and Graphite Tailings: Strength Properties and Microstructure. Materials, 16(10), 3743. https://doi.org/10.3390/ma16103743