3.1. Results and Analysis of Orthogonal Experiment of Boronizing Process
Table 2 shows the range analysis of the orthogonal test results of the embedding boronizing process. In the table, K1, K2, and K3 are the sums of the test results of the three levels of the factors in the column, while k1, k2, and k3 are the average values of the thickness of the boronizing layer at three levels of each influencing factor, which reflect the influence of different levels of a given factor on the thickness of the boronizing layer. Range (R) is the difference between the maximum value and the minimum value in k1, k2, and k3, which roughly reflects the significance of the influence of the level change of a given factor on the thickness of the boronizing layer; the importance of the effect is proportional to the size of the range. The ranges of NaF content, B content, and pack cementation temperature were 18.03, 48.8, and 5.93, respectively. Accordingly, we can rank the significant degree of influence of three factors on the boronizing layer thickness from large to small as follows: B content, NaF content, and pack cementation temperature. As a standard, k1, k2, and k3 of the three factors were compared. For example, the average values of the thickness of the boronizing layer at three levels of B content were 25.26, 51.93, and 74.07, respectively. In other words, when the B content was 3%, the boronizing layer was the thickest, and when the B content was 1%, the boronizing layer was thinner. Similarly, when the content of NaF was 7.5%, the boronizing layer was the thinnest, and when it was 5%, the boronizing layer was the thickest. The boronizing layer was the thinnest when the encapsulation temperature was 1100 °C and the thickest when the temperature was 1150 °C, but there was little difference between the three temperatures.
The theoretical basis of using NaF as an activator for boronizing is that NaF reacts with B as follows at high temperatures (727 °C–1227 °C) [
41]:
Driven by the potential chemical gradient, the BFx gas generated by the reaction adsorbs on the surface of the substrate, and then the active atoms caused by the subsequent reaction [B]:
The active boron atom reacts with the substrate and diffuses gradually:
The reaction of boronization can be divided into three steps: gas generation, transport and adsorption, and reaction diffusion. The above reaction was thermodynamically simulated, and we found that the generation of BF
x+1(g) did not vary significantly with temperature in the range of 727 °C–1227 °C, and the change in free energy in reaction (3) in the range of 0–1250 °C was only 2.82 kJ/mol after thermodynamic calculation. This shows that although the temperature change affects the embedding boronizing process, it is not sensitive. As shown in
Figure 2, the temperature change causes the thickness of the boronizing layer fluctuate in a small range. NaF participates in the reaction as an activator in the process of encapsulation, and its main role is to generate BFx(g) and transport it to the surface of the substrate to create active boron atoms. The consumption rate of active boron atoms depends on the gas adsorption on the substrate surface and the subsequent reaction and diffusion. Since the partial pressure of the gas phase generated by reaction (1) is constant at a specific temperature, it has a strong diffusion and transport capacity at high temperatures, and with a particular substrate surface area, the marginal benefit of increasing NaF concentration after the amount of BFx is sufficient to fully cover it gradually decreases, as shown in
Figure 2. With the increase in NaF content, the thickening rate of the boronized layer decreases. The overall rate of this process not only depends on the actual reaction rate of a certain reaction but also on the diffusion process of each substance when transported from its original position to the reaction position. Although the gas phase generated by reaction (1) dramatically improves the deposition efficiency and transport efficiency of B on the substrate surface, B atoms closer to the surface are still preferentially consumed. Increasing the concentration of boron atoms can increase the number of boron atoms in the overall region, resulting in more boron atoms in close range. While the transport rate remains unchanged, it can effectively reduce the transport distance and thereby improve the overall reaction speed. This effect can significantly increase the thickness of the diffusion layer when the concentration of boron atoms is not high. However, as the concentration of boron atoms increases, the reaction rate of reaction (1) or the transport efficiency of the gas-phase substances it produces can act as a constraint on its rate, resulting in a gradual decrease in the effect of increasing the concentration of B atoms on the thickness improvement, as shown in
Figure 2.
Table 3 shows the variance analysis of the orthogonal test results of embedding boronizing. Among the three influencing factors, only the content of B shows a significant change, followed by the content of NaF. However, within the range of 1050 °C–1150 °C, the temperature change has almost no effect on the thickness of the boronizing layer. According to relevant studies, excessive diffusion speed leads to interface unevenness and affects the binding of the coating to a certain extent. Ultimately, a powder ratio of NaF:B:Al
2O
3 = 2.5:1:96.5 was adopted, the pack cementation temperature was selected as 1050 °C, and the diffusion layer thickness was selected by extending the holding time.
3.2. Analysis of the Microstructure of the Diffusion Barrier Layer
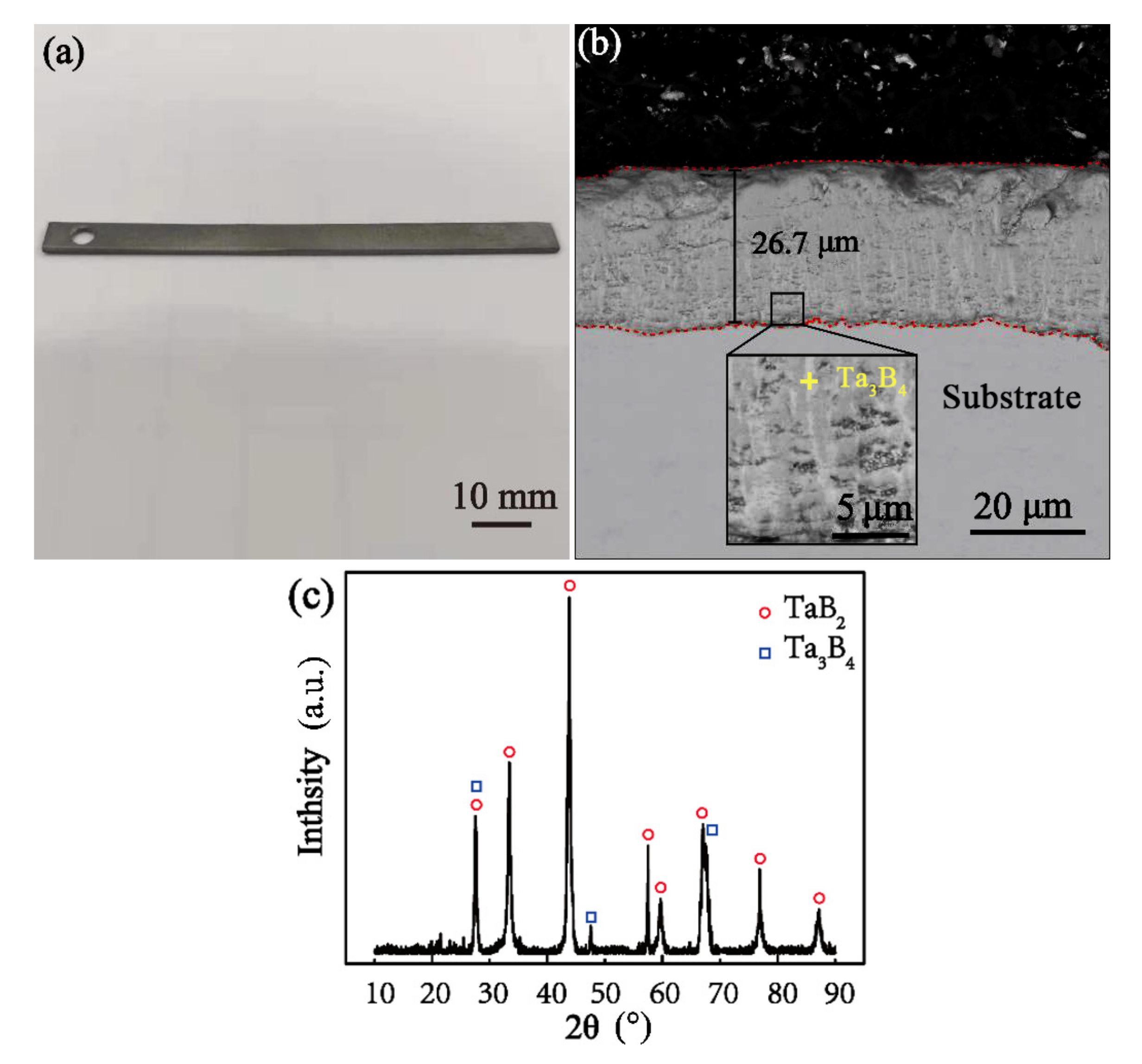
Figure 3 shows the macroscopic surface and cross-sectional morphology of the boride layer.
Figure 3a shows a macroscopic diagram of the boronized sample. There is white powder attached to the surface of the boronized layer, which is dark gray after cleaning treatment, with no apparent metallic luster and no obvious macroscopic defects.
As observed by the back-scattered mode of scanning electron microscopy (
Figure 3b), the boride layer prepared by the encapsulation process is dense up to 26.7 μm in thickness, but there are light-colored strips at the bottom of the layer. In combination with the characteristics of the pack cementation process and XRD analysis results, as shown in
Figure 3c, the low-boride Ta
3B
4 of Ta appears at the bottom. It is worth noting that Ta
3B
4 is an unstable phase in Ta-B compounds [
35], so this phase was not found again in the subsequent detection.
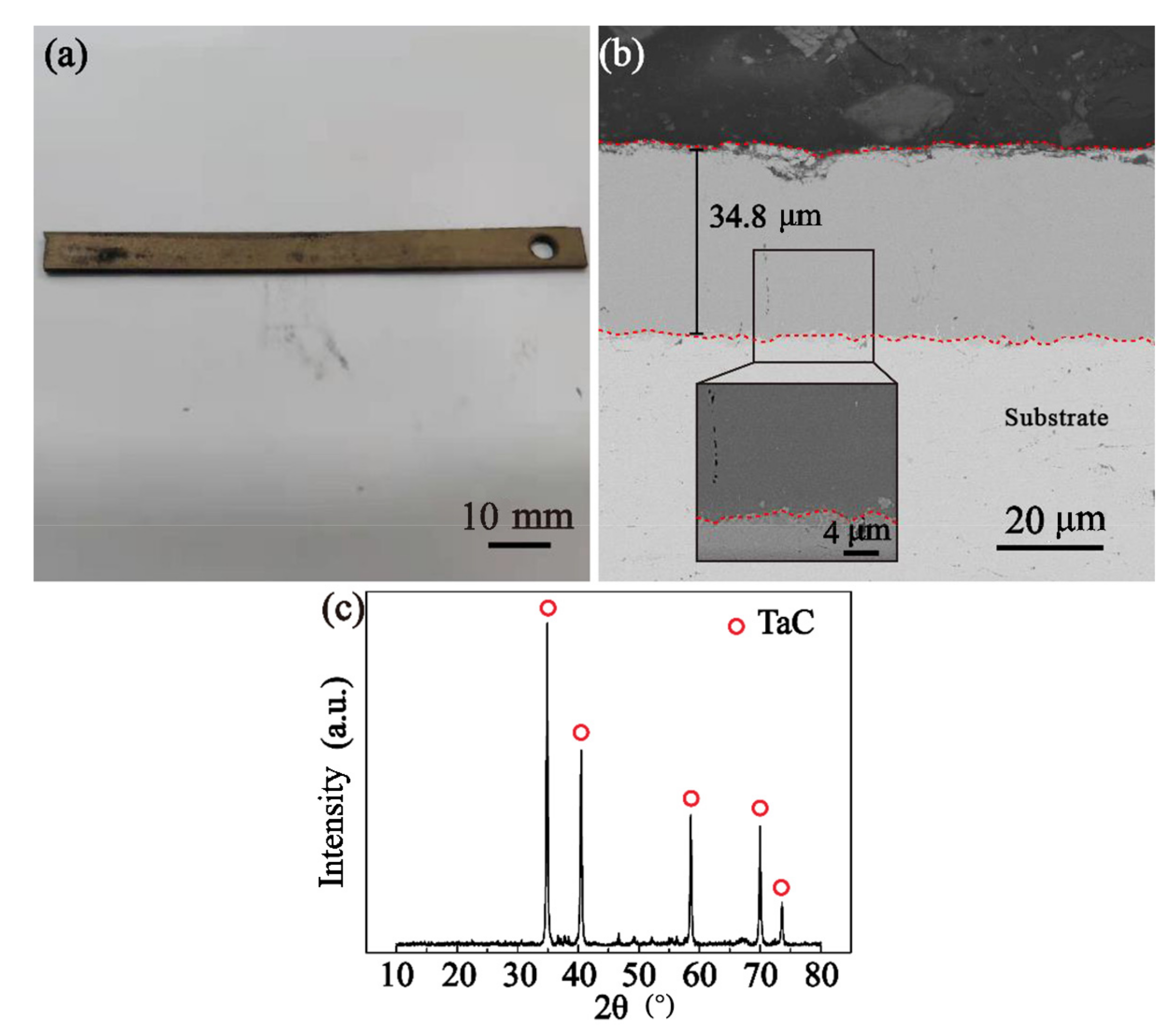
Figure 4 shows the macroscopic surface and cross-sectional morphology of the carbide layer. In
Figure 4a, the surface of the carbide layer is pale gold, with obvious metallic luster after treatment and an overall level and smooth surface. According to the SEM image in
Figure 4b, the thickness of the coating can reach 34.8 μm, and the overall coating is more uniform and compact. However, point defects perpendicular to the carbonized layer can be observed in local areas. XRD analysis shows that the main phase of the carbide layer in
Figure 4c is TaC. Combined with the phase diagram [
34], it can be seen that there is a large solid solubility between TaC and C, and these continuously distributed point defects may be traces left by the rapid diffusion of carbon atoms in TaC.
3.3. Structural Evolution of Diffusion Layer Siliconizing Treatment and Thermal Diffusion
To further optimize the structure of the diffusion barrier, three different thicknesses of the boride diffusion barrier and carbide diffusion barrier were designed, and siliconizing treatment was carried out under the same process conditions.
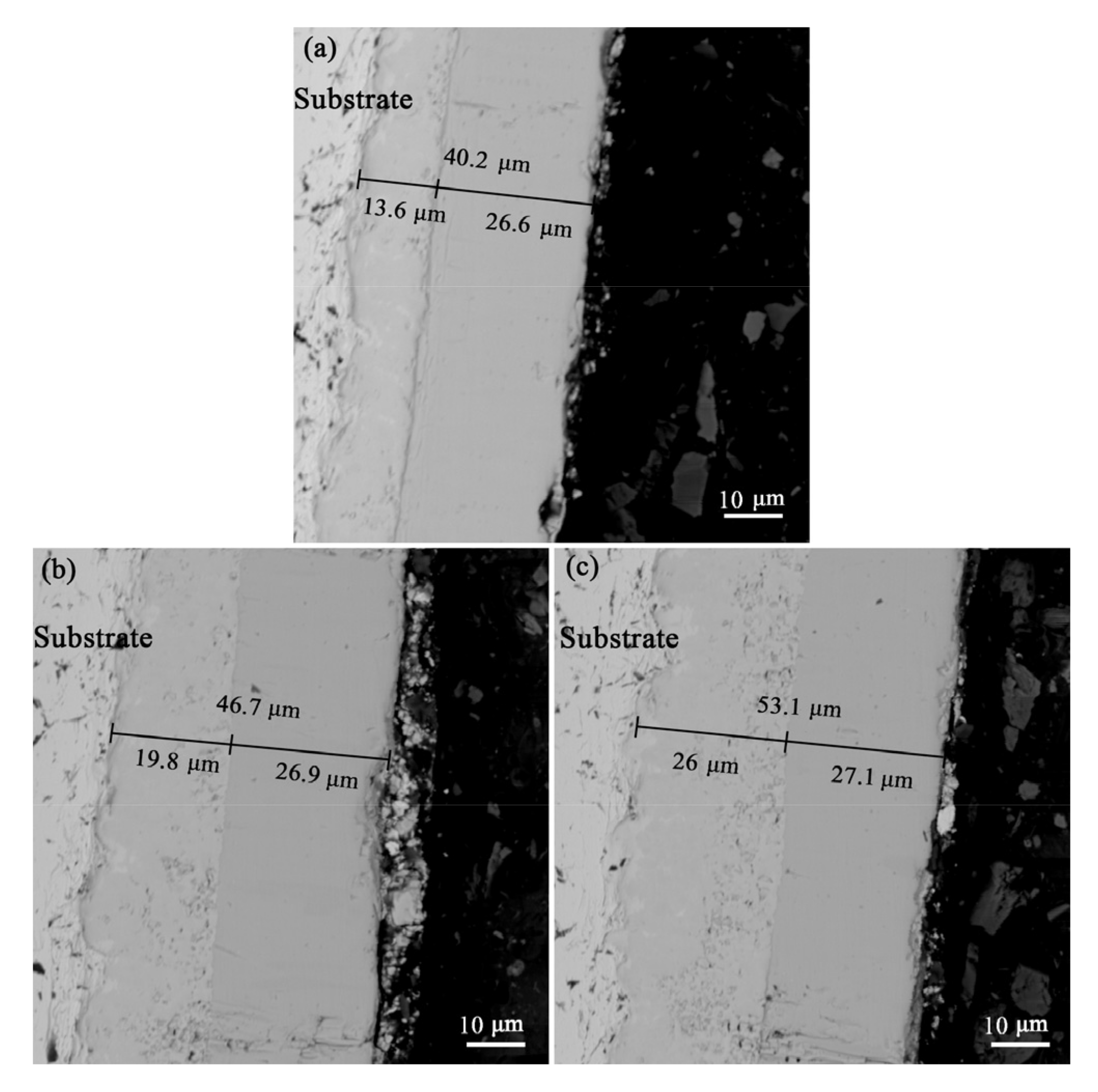
As shown in
Figure 5, the boride layer thickness of the three coatings was regulated by different pack cementation times (0.5 h, 1 h, and 1.5 h), with thicknesses of 10.2 μm, 19.7 μm, and 26 μm, respectively, and the siliconizing treatment was uniformly carried out at 1250 °C for 2 h. The overall structure of the diffusion layer can be divided into two layers: the boron diffusion layer near the substrate and the silicon diffusion layer outside. The total thickness of the diffusion layer increased successively, and the thickness of the silicon diffusion layer was 26.6 μm, 26.9 μm, and 24.4 μm, respectively. The difference was slight, mainly resulting from the boron diffusion layer. In addition, the thickness of the diffusion barrier layer of the three coatings changed little before and after siliconizing, and the overall thickening was mainly due to the appearance and thickening of the silicon diffusion layer. The reason for this is that in the early stage of siliconizing, these three types of boron diffusion barrier layers had sufficient ability to hinder diffusion, so Si atoms could not penetrate the boron diffusion layer. As Si diffused inward, B element also continued to diffuse into the substrate, resulting in advancement of the boron diffusion layer inward, with little change in thickness. The overall coating was compact and well-bonded, with some cavity defects at the interface of the silicon diffusion layer and the boron diffusion layer, leaving traces of rapid diffusion.
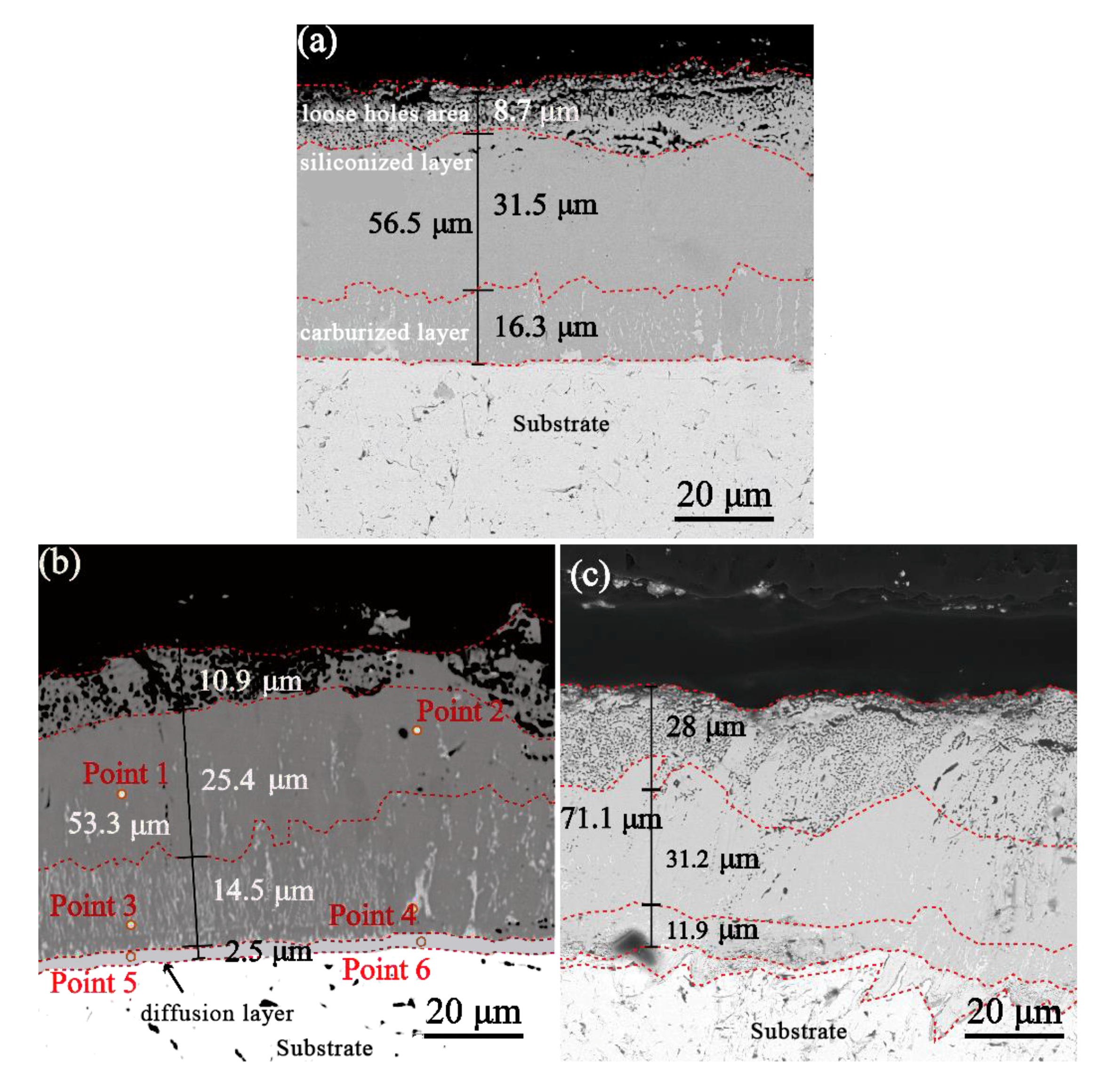
Figure 6 shows the sample cross sections after carburizing treatment for 10 min, 30 min, and 1 h and siliconizing at 1250 °C for 2 h. The three groups of coatings all exhibit multilayer structures. The samples carburized for 10 min are divided into a silicon layer and a carburized layer from the surface to the inside, with a ′loose holes area′ on the surface of the siliconized layer (
Figure 6a), while the samples carburized for 30 min and 1 h have a secondary diffusion layer in the innermost part on this basis (
Figure 6b,c). Among them, the secondary diffusion layer of the sample carburized for 30 min is more uniform (
Figure 6b), while the sample carburized for 1 h shows a partially raised interface morphology (
Figure 6c). The reason for the appearance of the “loose holes area” is speculated to be that during the siliconizing process, Si element in the early stage has a fast inward diffusion rate, and the diffusion coefficients of the inner and outer layers are quite different from each other, leading to the appearance of holes on the surface of the coating. With the progress of diffusion, the carbon diffusion layer loses the solid solution C atom, and the Si atom increases. This reduces the difference between the internal and external diffusion coefficients, resulting in a slower diffusion rate, so there are no more holes in the interior. The total coating thicknesses of the three groups were 56.5 μm, 53.3 μm, and 71.1 μm, respectively. The thicknesses of the siliconized layers were 40.2 μm, 36.3μm, and 59.2 μm, respectively. The thicknesses of the carburized layers were 16.3 μm, 14.5 μm, and 11.9 μm, respectively. The diffusion layer of the sample carburized for 10 min was extremely thin and almost invisible (
Figure 6a). The diffusion layer thickness of the sample carburized for 30 min was about 2.5 μm (
Figure 6b). However, the diffusion layer interface of the sample carburized for 1 h was extremely uneven, and the layered structure was lost to a certain extent. This phenomenon may have been caused by the uneven internal diffusion of surplus C atoms in the solid solution in the TaC phase during the subsequent siliconizing process with the extension of the encapsulation time. Combined with EPMA point composition analysis (
Table 4), the main components of the siliconized layer can be inferred from atomic proportions to be TaSi
2 and TaC. The proportion of silicon in the carburized layer decreased significantly (<10%). The proportion of silicon in the transition layer at the bottom was further reduced. According to the Ta-C phase diagram, the main composition is a mixed phase of TaC and TaC
1−x.
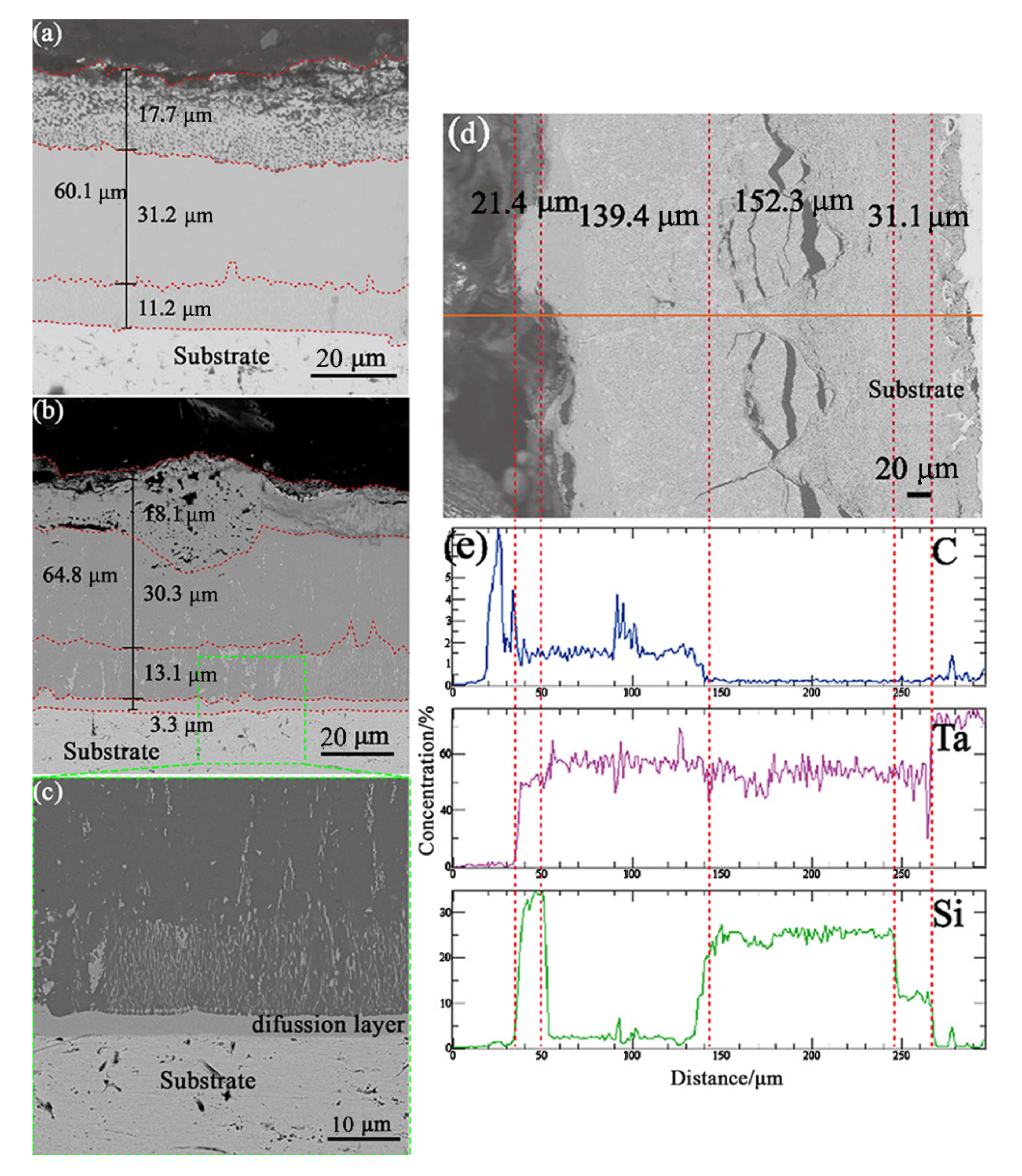
To investigate the blocking effect of the boride diffusion layer and carbide diffusion layer with different thicknesses on silicon diffusion, six groups of original samples were placed a tube furnace for thermal diffusion treatment at 1200 °C for 2 h. Since surface oxidation changes the thickness of the silicon diffusion layer to a certain extent, affecting subsequent analysis, Ar gas flow was used to protect the diffusion process. The evolution of the cross-sectional morphology of the B-Si diffusion layer after thermal diffusion at 1200 °C for 2 h is shown in
Figure 7, and the thickness change data of each layer are shown in
Table 5, in which “Thickening rate” indicates the proportion of thickness variation in the original thickness and “Thickening proportion” indicates the proportion of thickness variation of the B/Si diffusion layer in the aggregate thickness variation. The overall structure of the samples boronized for 0.5 h and 1 h was still intact and compact (
Figure 7a,b), but the samples boronized for 1 h and 1.5 h had hole defects at the top of the boron diffusion layer (
Figure 7b,d), and the defect density of the samples boronized for 1.5 h was relatively high (
Figure 7d). In addition, the total thickness of the diffusion layer increased to different degrees (
Table 5), with a minimum increase of 11.6 μm for the sample boronized for 1.5 h and a maximum increase of 15.2 μm for the sample boronized for 0.5 h, which is in the same order as the thickening rate. The increase in sample thickness after boronizing for 0.5 h and 1 h was mainly due to the growth of the silicon diffusion layer, accounting for 88.2% and 67.77% of the total thickness of the diffusion layer, with increased thickness of 13.5 μm and 8.2 μm, respectively. It can be concluded that the B diffusion layer migrated inward as a whole. However, in the samples boronized for 1.5 h, the increase in diffusion layer thickness was entirely the result of the B diffusion layer, and the silicon diffusion layer became thinner, which indicates that B atoms diffuse in both directions at the same time, which leads to the bidirectional growth of the B diffusion layer. In addition, it can be observed that the thickening rate of the B diffusion layer is directly proportional to its thickness.
From the perspective of composition distribution, the EDS line scan (
Figure 7c) show that the silicon element is effectively blocked outside the boron diffusion layer, while the boron element is mainly distributed in the boron diffusion layer, with no apparent signs of diffusion. Furthermore, compared with the original sample, the contrast difference in the boundary area of the boron diffusion layer is obvious (it is more evident in the sample boronized for 1 h). According to the point composition analysis of samples boronized for 1 h (
Table 6), it can be inferred from the atomic proportion that the main composition in the central area of the boron diffusion layer is still TaB
2, while the light-colored phase in the boundary area is low-boride, and the whole boron diffusion layer is infiltrated with trace Si atoms. This shows that B atoms in the B diffusion layer diffuse bidirectionally, and the bonding defects are mainly distributed in the upper half of the B diffusion layer. It can be inferred that a large number of holes in the samples boronized for 1.5 h are Kirkendall defects caused by B-Si interdiffusion. In the phase diagram, TaB
2 and B have high solid solubility due to the bidirectional diffusion of a large number of B atoms dissolved in TaB
2 along the composition gradient.
In comparison, the sample boronized for 1.5 h had the most substantial inhibition effect on the thickness increase in the Si diffusion layer, but there was a rapid growth of the B diffusion layer accompanied by a large number of Kirkendall defects (
Figure 7d). The thermal stress caused by temperature field fluctuation in the service environment may be concentrated here, which is not conducive to the structural stability of the coating. However, the thickening rate of the Si diffusion layer of the sample boronized for 1 h was only 30.48%, which is much lower than that of the sample boronized for 0.5 h (50.75%). In addition, the thickness growth rate of the B diffusion layer was moderate, with only a few Kirkendall defects (
Figure 7b), making it an ideal choice among the three groups of samples.
The three groups of carburized samples were subjected to thermal diffusion experiments, and the experimental conditions were the same as those of the three groups of boronized samples. The cross-sectional morphology of the diffusion layer of samples carburized for 10 min and 30 min is shown in
Figure 8a–c, and the thickness change is shown in
Table 7. The C diffusion layer of two groups of samples was thinned to some extent, with thickening mainly resulting from the silicon diffusion layer. The diffusion layer C was thinned, and the total thickness was not changed obviously, which indicates that C atoms do not have a high internal diffusion, while Si atoms migrate into the diffusion layer C. In addition, the contrast of each layer did not change obviously in the organizational structure. Judging from the thickness change of the siliconized layer, the sample carburized for 10 min was better than the sample carburized for 30 min.
It is worth noting that the porous layer on the surface of the sample carburized for 1 h disappeared, and cracks parallel to the coating interface were produced along the interface (
Figure 8d). According to EPMA line analysis, carbon atoms were enriched on the surface to form a carbon diffusion layer with a thickness of about 100 μm, while silicon atoms only formed a carbon–silicon coexistence zone with a thickness of about 10 μm on the surface, with almost no silicon atoms in the middle part of the carburized layer. However, taking the crack at the bottom of the carburized layer as the boundary, the enrichment of silicon atoms began to appear above the crack. Further into the substrate, the proportion of silicon atoms increased rapidly, while carbon atoms almost disappeared. Due to the long diffusion path near the substrate, the supply of silicon atoms was insufficient, and low silicide began to form, which showed a stepped decline in the curve. It can be inferred that the carburized layer, as a diffusion barrier, almost lost its role in blocking the diffusion of silicon atoms.
3.4. Comparison and Selection of Diffusion Barrier Layer
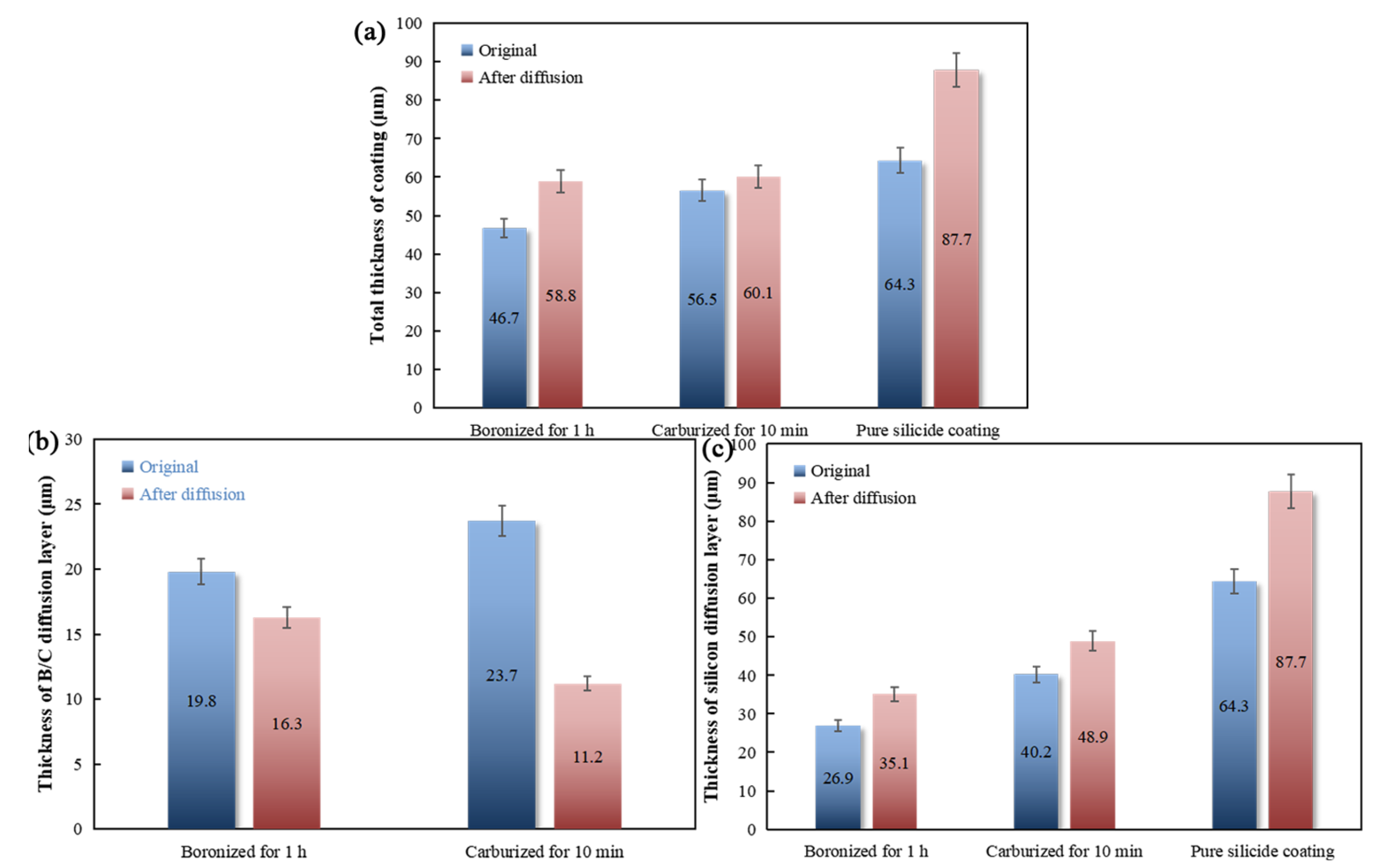
To further compare the two kinds of diffusion barriers, two types of coatings containing diffusion layers were compared with a single Si-Ta coating. The thickness change data of the silicon diffusion layer of samples boronized for 1 h and carburized for 10 min with pure silicide coating were compared, as shown in
Figure 9.
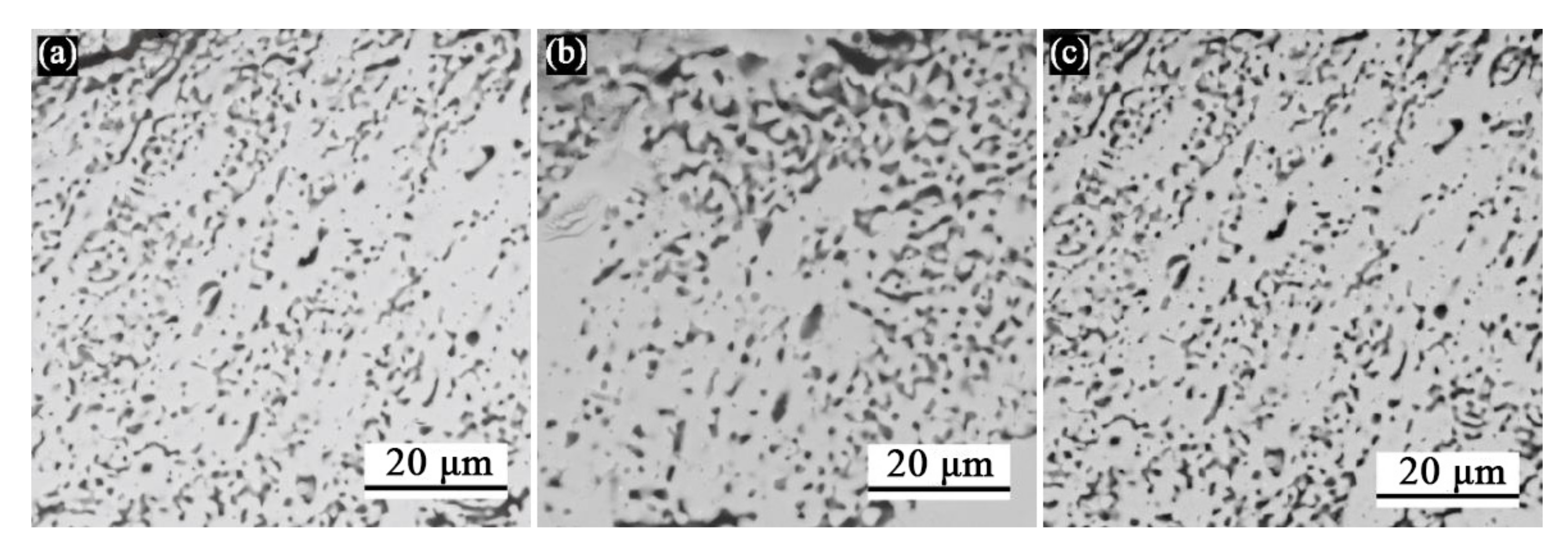
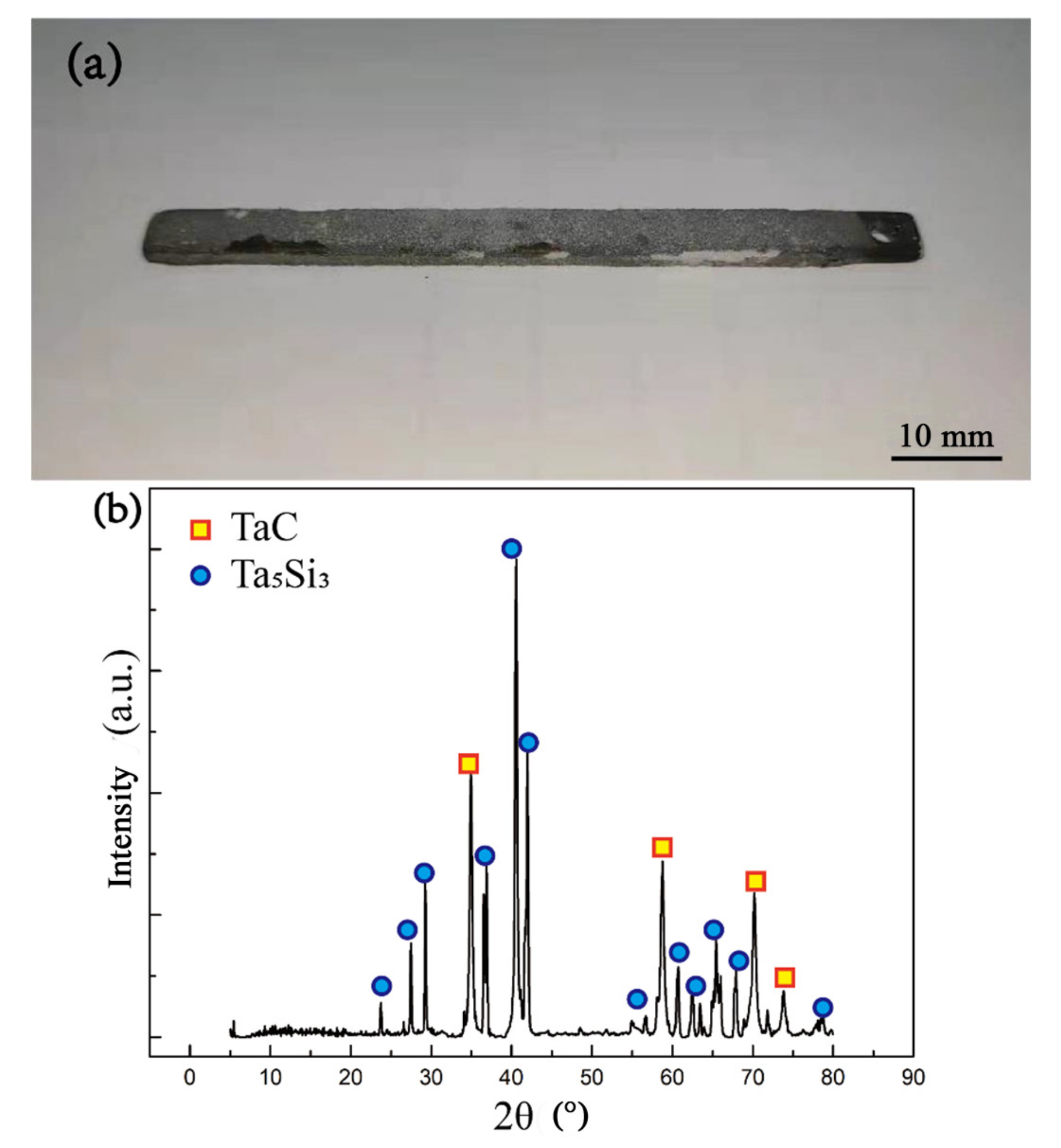
In addition, as mentioned above, before and after diffusion treatment, the outermost layers of the three carburized groups of samples had different degrees of porous structures. According to the statistical analysis, the porosity of the porous areas (
Figure 10a,
Figure 10b,c) of the three groups of samples before thermal diffusion was 26.2%, 31.3%, and 32.5%, respectively, which is enough to affect the mechanical properties of the materials. After the samples carburized for 10 min were sintered by the Mo germ layer and embedded and siliconized, a peeling phenomenon of the coating samples could be obviously observed. As shown in
Figure 11, the main phases of the exposed area were Ta
5Si
3 and TaC after sampling the peeled area for XRD detection. This indicates that at the junction of the carbon diffusion layer and silicon diffusion layer, the coating state was unstable, making it the likely source of crack initiation. The failure may have be caused by Kirkendall holes at the junction of the carbon diffusion layer and the silicon diffusion layer, as described above, due to excessive mutual diffusion of elements. In summary, boride, as the diffusion barrier of the high-temperature oxidation-resistant silicide coating on the tantalum substrate, can better hinder the diffusion of silicon elements and has a better effect of prolonging life.
In summary, boride is the type of diffusion barrier most suitable for silicide coating on a Ta substrate. The mechanism of boron diffusion barrier hindering the diffusion of Si is shown in
Figure 12. Compared with a Ta substrate, TaB
2 has a high diffusion energy barrier and lower diffusion coefficient for Si atoms, which can, to some extent, slow down the diffusion of Si atoms into the interior of the coating. In the early stage of diffusion, Si atoms form a layer of TaSi
2 on the surface of the B diffusion barrier layer, which thickens over time. Subsequently, a few Si atoms diffuse into the boron diffusion layer to form Ta low silicide. B atoms also diffuse in both directions, forming a low-boride portion (Ta
3B
4/TaB/Ta
3B
2) at the interface on both sides. As diffusion progresses, Si atoms gradually penetrate the B diffusion layer through preferential diffusion channels, bringing in more Si atoms. Finally, Si atoms penetrate the entire boron diffusion barrier layer, enter the substrate, and react with the substrate, causing the diffusion barrier layer to completely fail.




 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}