
Morphological Analyses of W/Cu Functional Graded Materials Obtained by Conventional and Spark Plasma Sintering



 , and
, and
Abstract
:1. Introduction
2. Materials and Experimental Methods
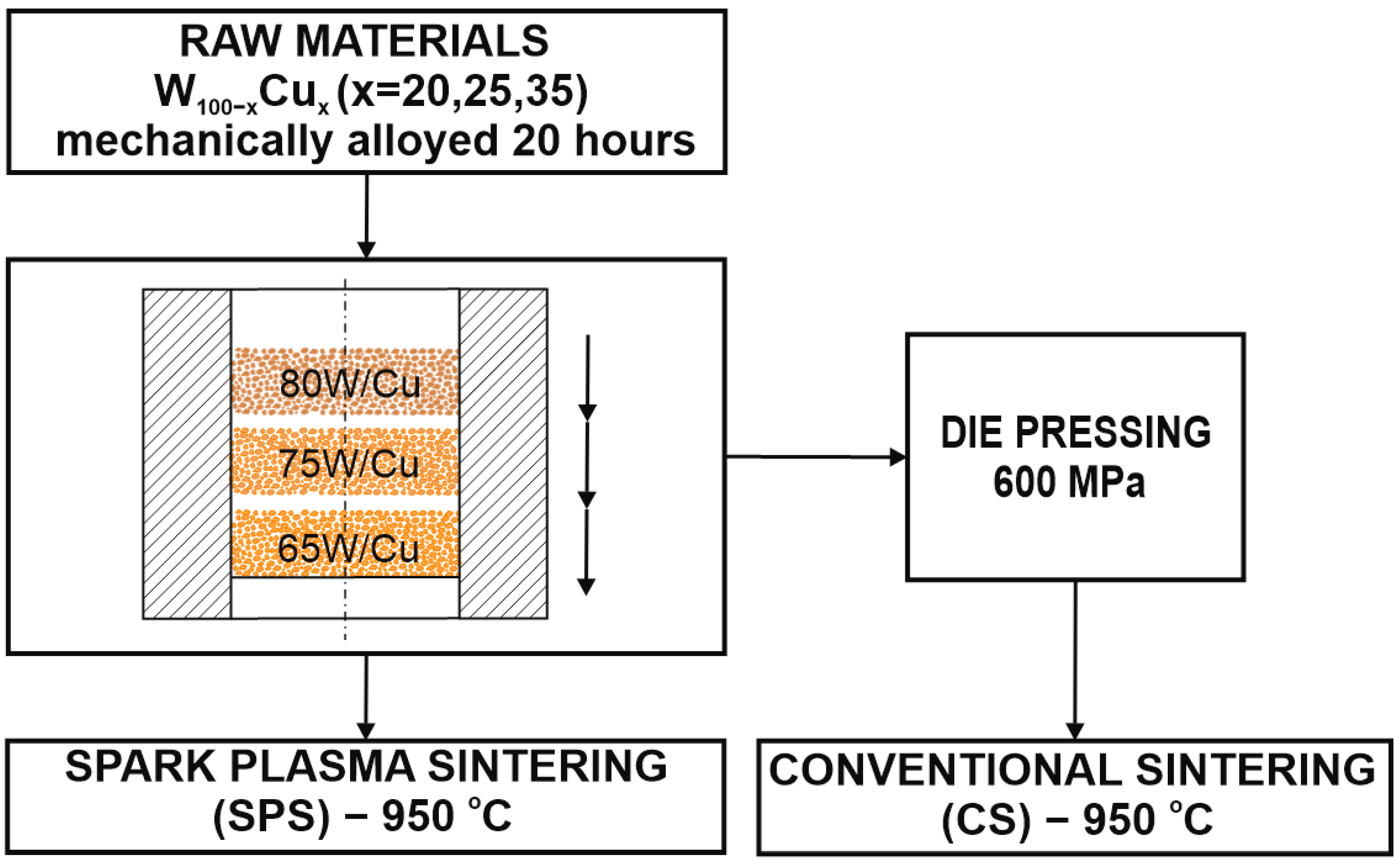
2.1. Material Selections
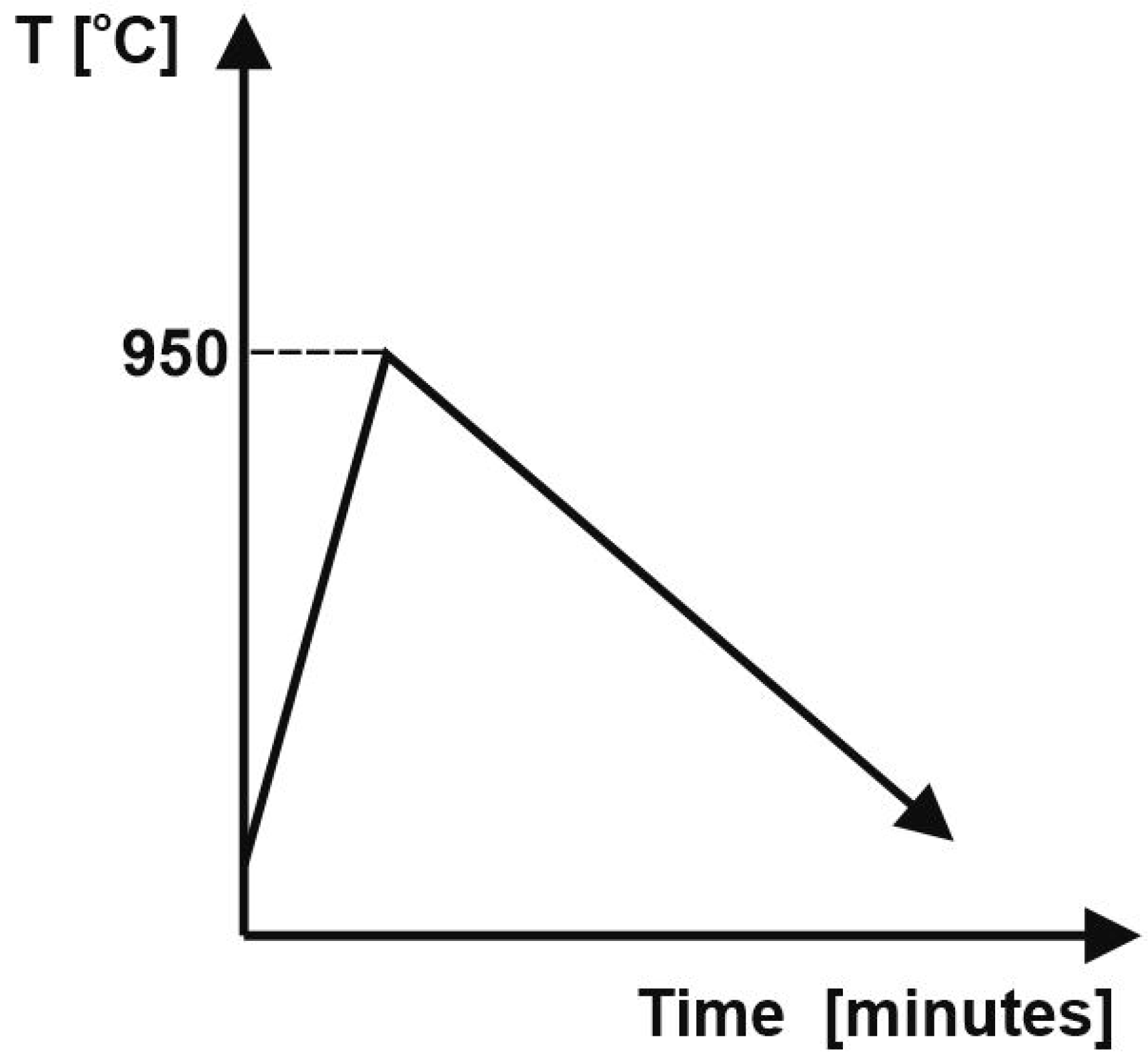
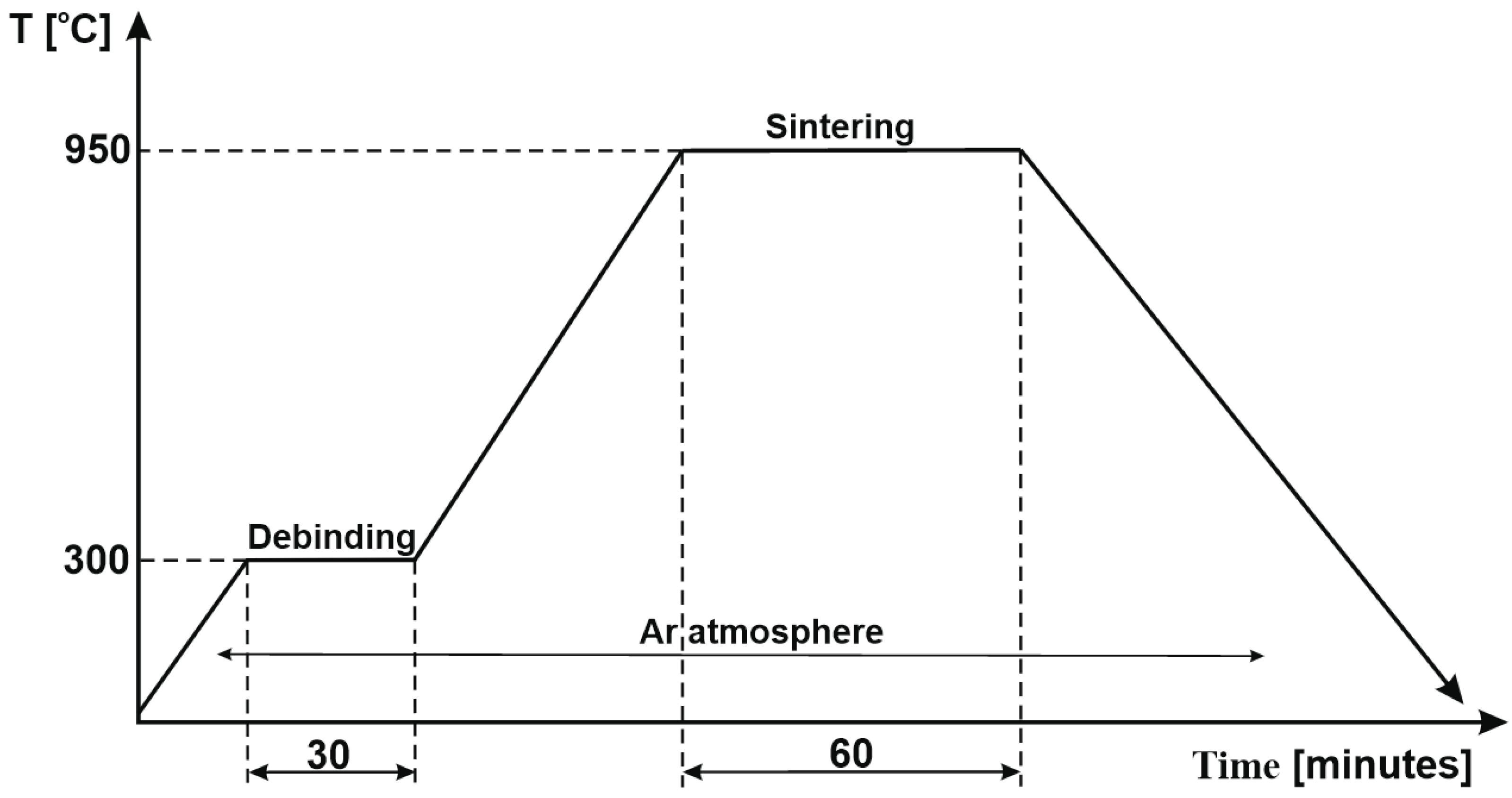
2.2. Experimental Procedure
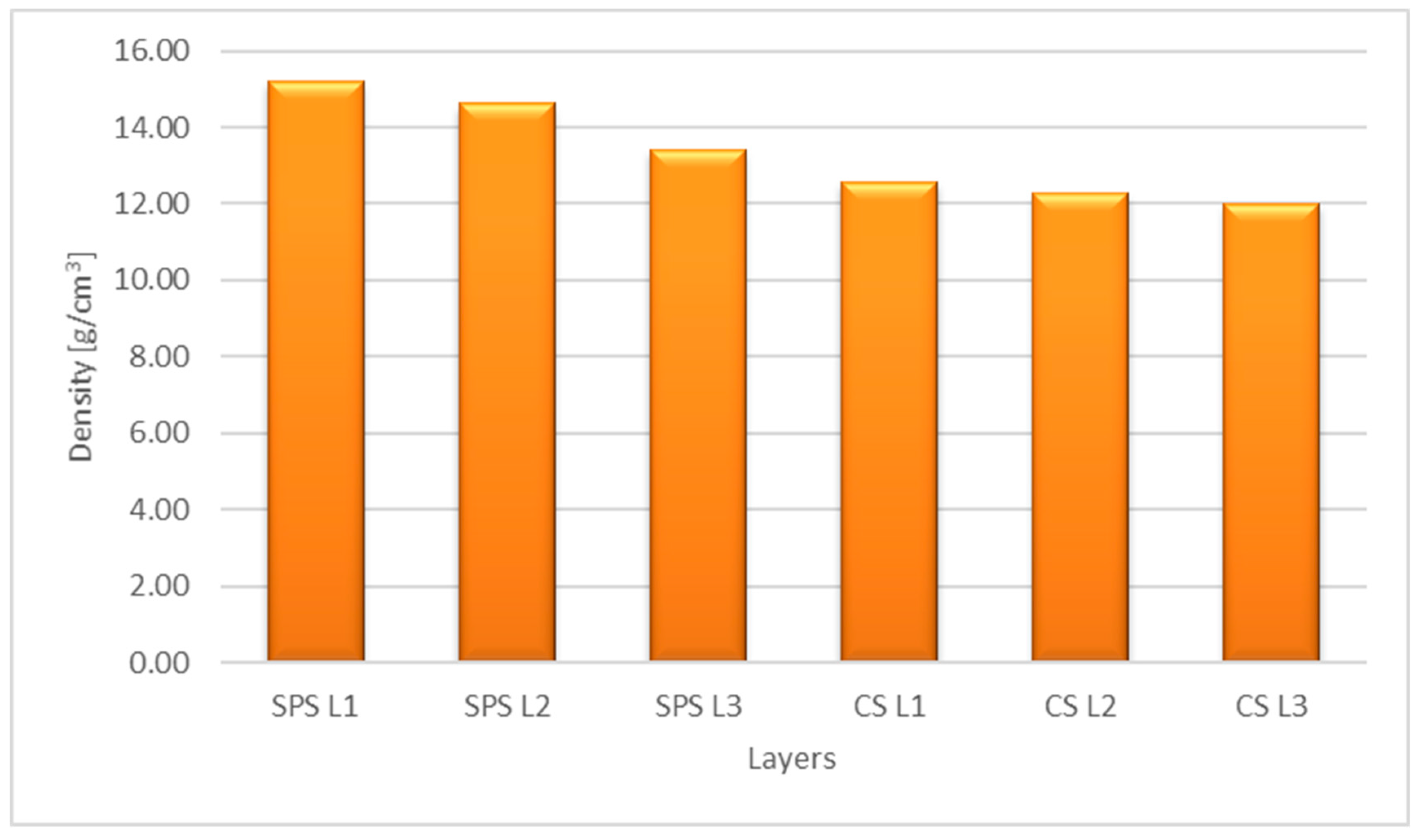
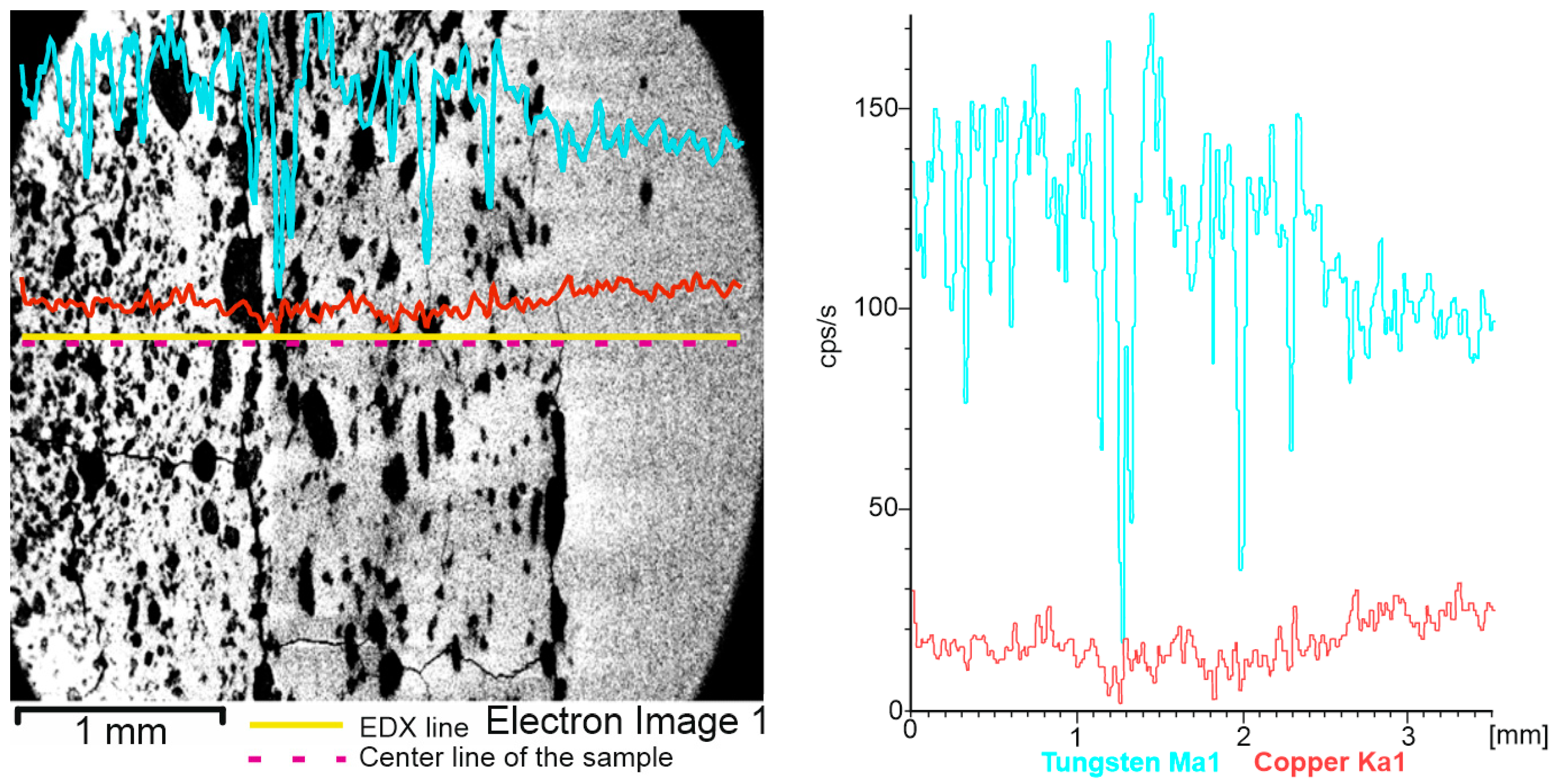
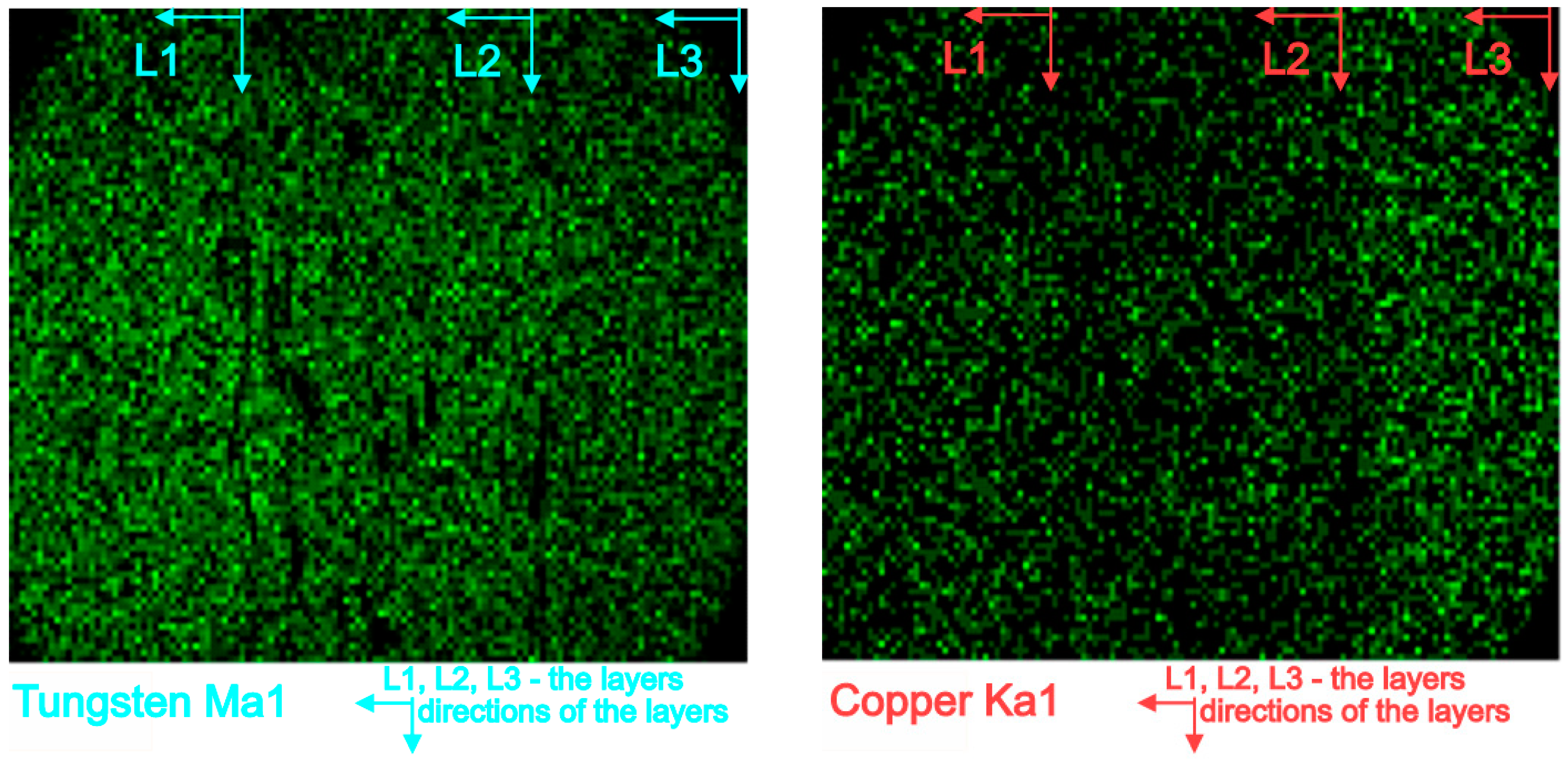
3. Experimental Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pascu, C.I.; Stanimir, A.; Vida-Simiti, I. Research on the Manufacture of Some Tungsten-Copper Composite after Vacuum Sintering. Mater. Sci. Forum 2011, 672, 311–315. [Google Scholar] [CrossRef]
- Lee, Y.J.; Lee, B.-H.; Kim, G.-S.; Kim, D.-G.; Kim, D.-S.; Kim, Y.D. Evaluation of conductivity in W–Cu composites through the estimation of topological microstructures. Mater. Lett. 2006, 60, 2000–2003. [Google Scholar] [CrossRef]
- Kang, H.-K. Tungsten/copper composite plates prepared by modified powder in-tube method. Scr. Mater. 2004, 51, 473–477. [Google Scholar] [CrossRef]
- Da Costa, F.A.; da Sliva, A.G.P.; Umbelino Gomes, U. The influence of the dispersion technique on the characteristics of the W–Cu powders and on the sintering behaviour. Powder Technol. 2003, 134, 123–132. [Google Scholar] [CrossRef]
- Ding, F.; Fan, J.; Cao, L.; Wang, Q.; Li, J.; Li, P. Effect of Microstructure Refinement on Surface Morphology and Dynamic Mechanical Properties of W-Cu Alloys. Materials 2021, 14, 4615. [Google Scholar] [CrossRef] [PubMed]
- Ouyang, M.; Wang, C.; Zhang, H.; Liu, X. Effects of Bonding Treatment and Ball Milling onW-20 wt.% Cu Composite Powder for Injection Molding. Materials 2021, 14, 1897. [Google Scholar] [CrossRef] [PubMed]
- Lerner, M.; Suliz, K.; Pervikov, A.; Tarasov, S. Micron- and Nanosized Alloy Particles Made by Electric Explosion of W/Cu-Zn and W/Cu/Ni-Cr Intertwined Wires for 3D Extrusion Feedstock. Materials 2023, 16, 955. [Google Scholar] [CrossRef]
- Yin, B.; Sun, W.; Zhang, X.; Liew, K. Deciphering structural biological materials: Viewing from the mechanics perspective and their prospects. Compos. Part B Eng. 2022, 245, 110213. [Google Scholar] [CrossRef]
- Matějíček, J.; Musálek, R.; Dlabáček, Z.; Klevarová, V.; Kocmanová, L. Processing and Properties of Tungsten-Steel Composites and FGMs Prepared by Spark Plasma Sintering. Materials 2022, 15, 9037. [Google Scholar] [CrossRef]
- Leszek, C. Study on Strength and Stiffness of WC-Co-NiCr Graded Samples. Materials 2019, 12, 4166. [Google Scholar]
- Aleksander, Y.; Katarzyna, T.; Przemysław, Z. Use of Functionally Graded Material to Decrease Maximum Temperature of a Coating–Substrate System. Materials 2023, 16, 2265. [Google Scholar]
- Zhao, J.; Li, Y.; Ai, X. Analysis of transient thermal stress in sandwich plate with functionally graded coatings. Thin Solid Films 2008, 516, 7581–7587. [Google Scholar] [CrossRef]
- Sathish, M.; Radhika, N.; Saleh, B.A. critical review on functionally graded coatings: Methods, properties, and challenges. Compos. Part B Eng. 2021, 225, 109278. [Google Scholar] [CrossRef]
- Balci, M.N.; Dag, S. Solution of the dynamic frictional contact problem between a functionally graded coating and a moving cylindrical punch. Int. J. Solids Struct. 2019, 161, 267–281. [Google Scholar] [CrossRef]
- Chapa, J.; Reimanis, I. Modeling of thermal stresses in a graded Cu/W joint. J. Nucl. Mater. 2002, 303, 131–136. [Google Scholar] [CrossRef]
- Pintsuk, G.; Brünings, S.; Döring, J.-E.; Linke, J.; Smid, I.; Xue, L. Development of W/Cu—Functionally graded materials. Fusion Eng. Des. 2003, 66–68, 237–240. [Google Scholar] [CrossRef]
- Zhou, Z.-J.; Du, J.; Song, S.-X.; Zhong, Z.-H.; Ge, C.-C. Microstructural characterization of W/Cu functionally graded materials produced by a one-step resistance sintering method. J. Alloys Compd. 2007, 428, 146–150. [Google Scholar] [CrossRef]
- Thomas, G.; Vincent, R.; Matthews, G.; Dance, B.; Grant, P. Interface topography and residual stress distributions in W coatings for fusion armour applications. Mater. Sci. Eng. A 2008, 477, 35–42. [Google Scholar] [CrossRef]
- Chong, F.L.; Chen, J.L.; Li, J.G. Evaluation of tungsten coatings on CuCrZr and W/Cu FGM under high heat flux and HT-7 limiter plasma irradiation. J. Nucl. Mater. 2007, 363–365, 1201–1205. [Google Scholar] [CrossRef]
- Liu, R.; Hao, T.; Wang, K.; Zhang, T.; Wang, X.; Liu, C.; Fang, Q. Microwave sintering of W/Cu functionally graded materials. J. Nucl. Mater. 2012, 431, 196–201. [Google Scholar] [CrossRef]
- Tang, X.; Zhang, H.; Du, D.; Qu, D.; Hu, C.; Xie, R.; Feng, Y. Fabrication of W–Cu functionally graded material by spark plasma sintering method. Int. J. Refract. Met. Hard Mater. 2014, 42, 193–199. [Google Scholar]
- Yusefi, A.; Parvin, N. Fabrication of three-layered W-Cu functionally graded composite via spark plasma sintering. Fusion Eng. Des. 2017, 114, 196–202. [Google Scholar] [CrossRef]
- Wei, H.; Mei, J.; Xu, Y.; Zhang, X.; Li, J.; Xu, X.; Zhang, Y.; Wang, X.; Li, M. Low-Temperature Rapid Sintering of Dense Cubic Phase ZrW2−xMo2O8 Ceramics by Spark Plasma Sintering and Evaluation of Its Thermal Properties. Materials 2022, 15, 4650. [Google Scholar] [CrossRef] [PubMed]
- El-Hadek, M.A.; Kaytbay, S.H. Fracture Properties of SPS Tungsten Copper Powder Composites. Met. Mater. Trans. A 2013, 44, 544–551. [Google Scholar] [CrossRef]
- Elsayed, A.; Li, W.; El Kady, O.A.; Daoush, W.M.; Olevsky, E.A.; German, R.M. Experimental Investigations on the Synthesis of W–Cu Nanocomposite through Spark Plasma Sintering. J. Alloys Compd. 2015, 639, 373–380. [Google Scholar] [CrossRef]
- Autissier, E.; Richou, M.; Minier, L.; Gardarein, J.-L.; Bernard, F. Elaboration and Thermomechanical Characterization of W/Cu Functionally Graded Materials Produced by Spark Plasma Sintering for Plasma Facing Components. Fusion Eng. Des. 2015, 98–99, 1929–1932. [Google Scholar] [CrossRef]
- Lungu, M.; Tsakiris, V.; Enescu, E.; Pătroi, D.; Marinescu, V.; Tălpeanu, D.; Pavelescu, D.; Dumitrescu, G.; Radulian, A. Development of W-Cu-Ni Electrical Contact Materials with Enhanced Mechanical Properties by Spark Plasma Sintering Process. Acta Phys. Pol. A 2014, 125, 327–330. [Google Scholar] [CrossRef]
- Nicolicescu, C.; Nicoara, V.H.; Popa, F.; Marinca, T.F. Obtaining of W/Cu nanocomposite powders by high energy ball milling process. Mater. Res. Proc. 2018, 8, 173–181. [Google Scholar]
- Shagil, A.; Mohammad, S.; Mohd, R.M.; Manish, C.S. Recent Advancements in Powder Metallurgy: A Review. Mater. Today 2018, 5, 18649–18655. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
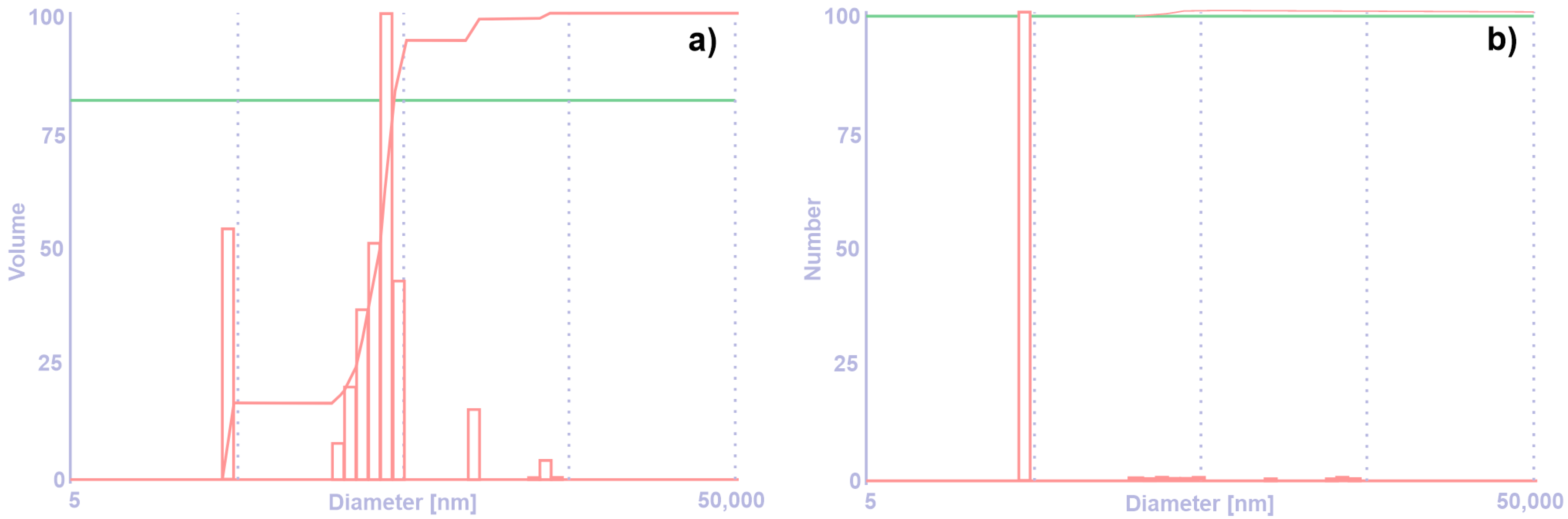
| d (nm) | G (d) | C (d) | d (nm) | G (d) | C (d) | d (nm) | G (d) | C (d) |
|---|---|---|---|---|---|---|---|---|
| 31.1 | 0 | 0 | 201.5 | 0 | 99 | 1305.7 | 0 | 100 |
| 36.8 | 0 | 0 | 238.8 | 0 | 99 | 1547.5 | 0 | 100 |
| 43.7 | 100 | 99 | 283 | 0 | 99 | 1834.1 | 0 | 100 |
| 51.8 | 0 | 99 | 335.4 | 0 | 100 | 2173.7 | 0 | 100 |
| 61.3 | 0 | 99 | 397.5 | 0 | 100 | 2715.8 | 0 | 100 |
| 72.7 | 0 | 99 | 471.1 | 0 | 100 | 3084.8 | 0 | 100 |
| 86.2 | 0 | 99 | 558.4 | 0 | 100 | 3504 | 0 | 100 |
| 102.1 | 0 | 99 | 661.8 | 0 | 100 | 3980 | 0 | 100 |
| 121 | 0 | 99 | 784.3 | 0 | 100 | 5083 | 0 | 100 |
| 143.4 | 0 | 99 | 929.6 | 0 | 100 | 6024.2 | 0 | 100 |
| 170 | 0 | 99 | 1101.7 | 0 | 100 | 7139.8 | 0 | 100 |
| Physical Properties | ||
|---|---|---|
| Properties | Admitted Values | Standard |
| Apparent density [g/cm3] | 2.30–2.50 | SR EN 23923-1/98 |
| Flow time [sec/50 g] | Max 40 | SR ISO 4490:2000 |
| Chemical composition | ||
| Element | Admitted Values | Standard |
| Cu | Min. 99.7 | IL-08-0-94 |
| O2 | Max 0.15 | SREN 24491-4:1994 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nicolicescu, C.; Nicoară, V.H.; Pascu, C.I.; Gheorghe, Ș.; Burada, C.O.; Marinca, T.F.; Popa, F. Morphological Analyses of W/Cu Functional Graded Materials Obtained by Conventional and Spark Plasma Sintering. Materials 2023, 16, 4126. https://doi.org/10.3390/ma16114126
Nicolicescu C, Nicoară VH, Pascu CI, Gheorghe Ș, Burada CO, Marinca TF, Popa F. Morphological Analyses of W/Cu Functional Graded Materials Obtained by Conventional and Spark Plasma Sintering. Materials. 2023; 16(11):4126. https://doi.org/10.3390/ma16114126
Chicago/Turabian StyleNicolicescu, Claudiu, Victor Horia Nicoară, Cristina Ileana Pascu, Ștefan Gheorghe, Cristian Oliviu Burada, Traian Florin Marinca, and Florin Popa. 2023. "Morphological Analyses of W/Cu Functional Graded Materials Obtained by Conventional and Spark Plasma Sintering" Materials 16, no. 11: 4126. https://doi.org/10.3390/ma16114126
APA StyleNicolicescu, C., Nicoară, V. H., Pascu, C. I., Gheorghe, Ș., Burada, C. O., Marinca, T. F., & Popa, F. (2023). Morphological Analyses of W/Cu Functional Graded Materials Obtained by Conventional and Spark Plasma Sintering. Materials, 16(11), 4126. https://doi.org/10.3390/ma16114126