
Dry-Adhesive Microstructures for Material Handling of Additively Manufactured and Deep-Rolled Metal Surfaces with Reference to Mars



 ,
,  and
and 
Abstract
:1. Introduction
- -
- Is the handling of samples of high surface roughness, such as those resulting from sintering or additive manufacturing processes, possible without further machining by a rolling process, and, if so, what is the maximum pull-off stress?
- -
- How large is the improvement in adhesion of the dry-adhesive microstructures due to a rolling process?
- -
- When increasing the specimen size, what proportions of the surfaces should be rolled to ensure adhesion for the time required for handling?
2. Materials and Methods
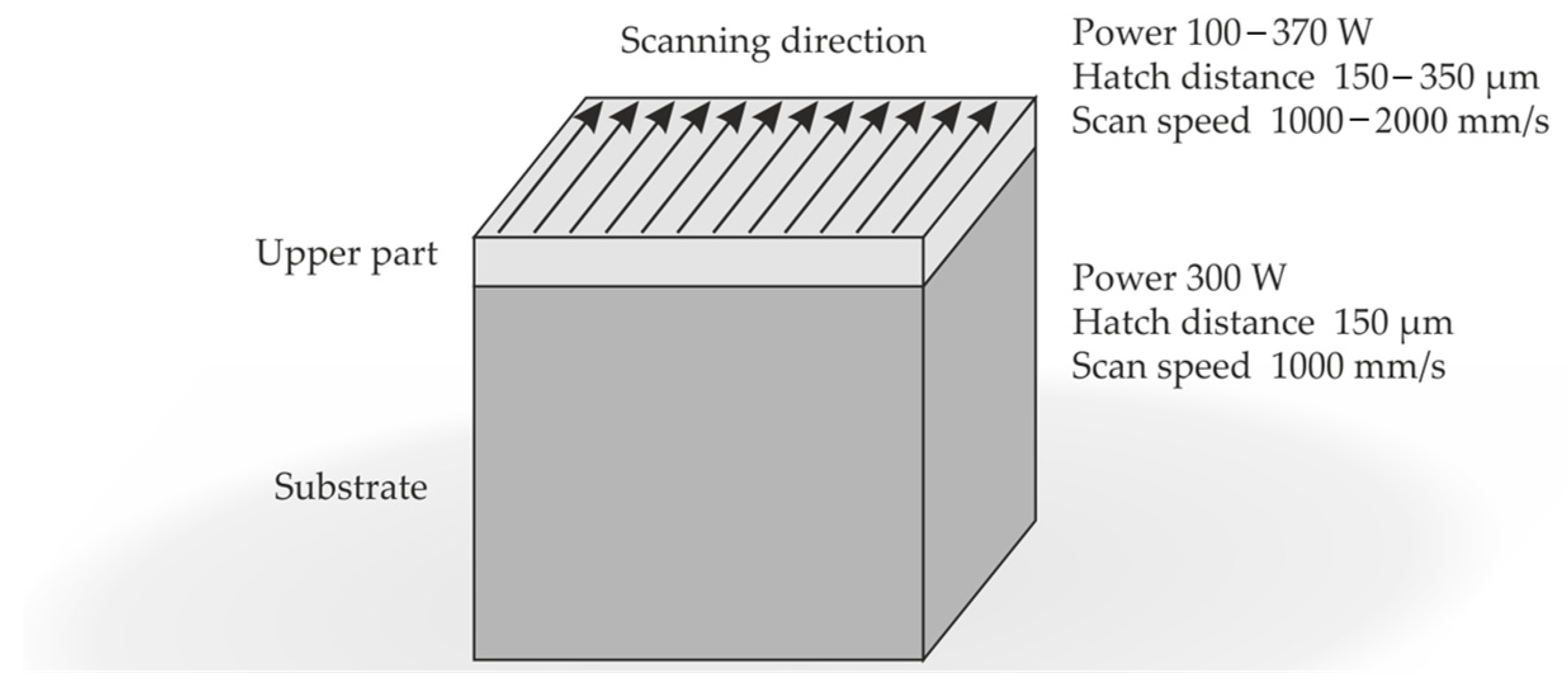
2.1. Additive Manufacturing of Samples Using Laser Powder Bed Fusion (PBF-LB/M)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Mg | Fe | Ti | Mn | Zn | Others |
|---|---|---|---|---|---|---|---|
| 85.00–87.00% | 9.00–11.00% | 0.20–0.45% | ≤0.50% | ≤0.15% | 0.40% | ≤0.10% | 0.80–1.50% |
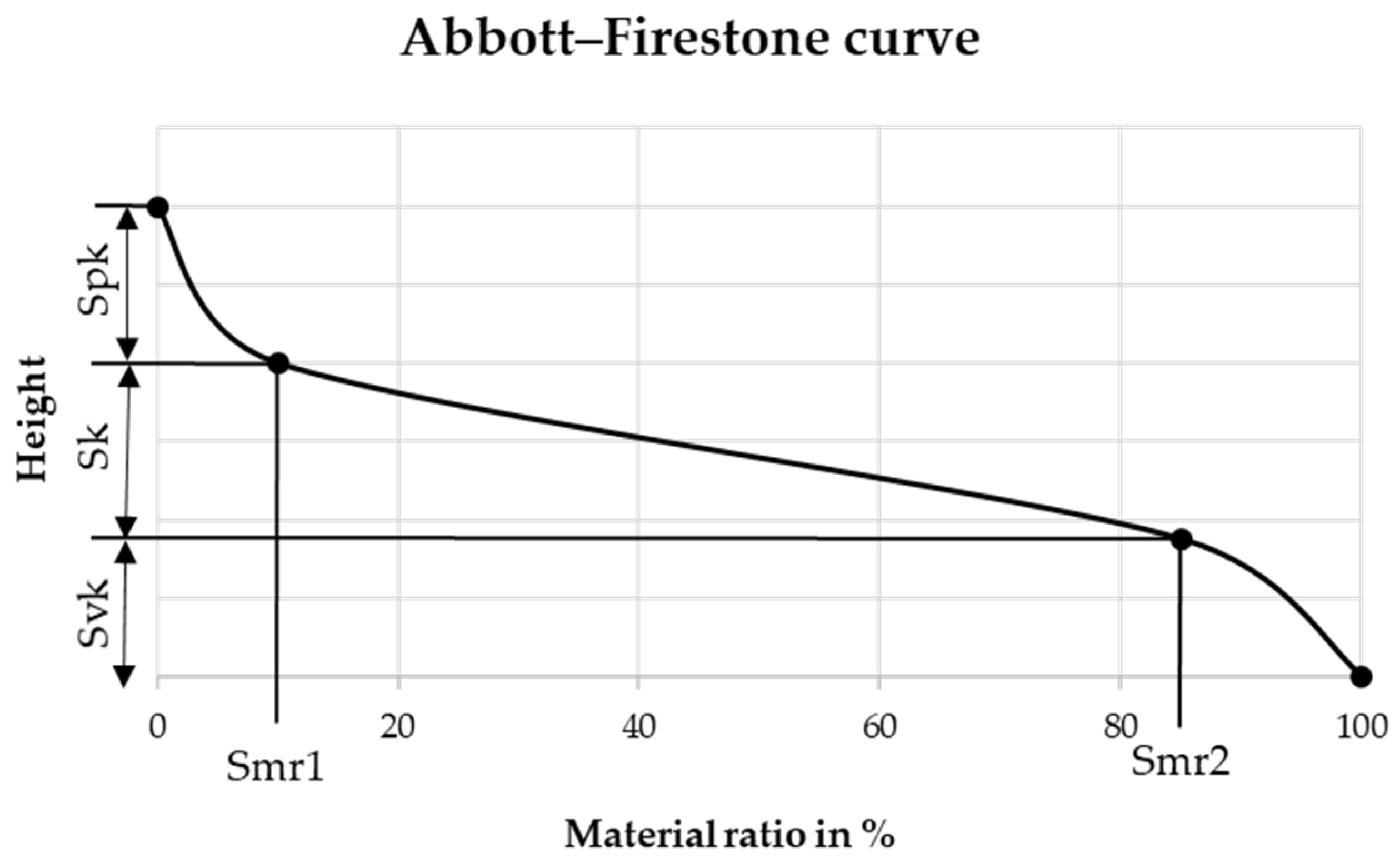
2.2. Characterisation of the Surface
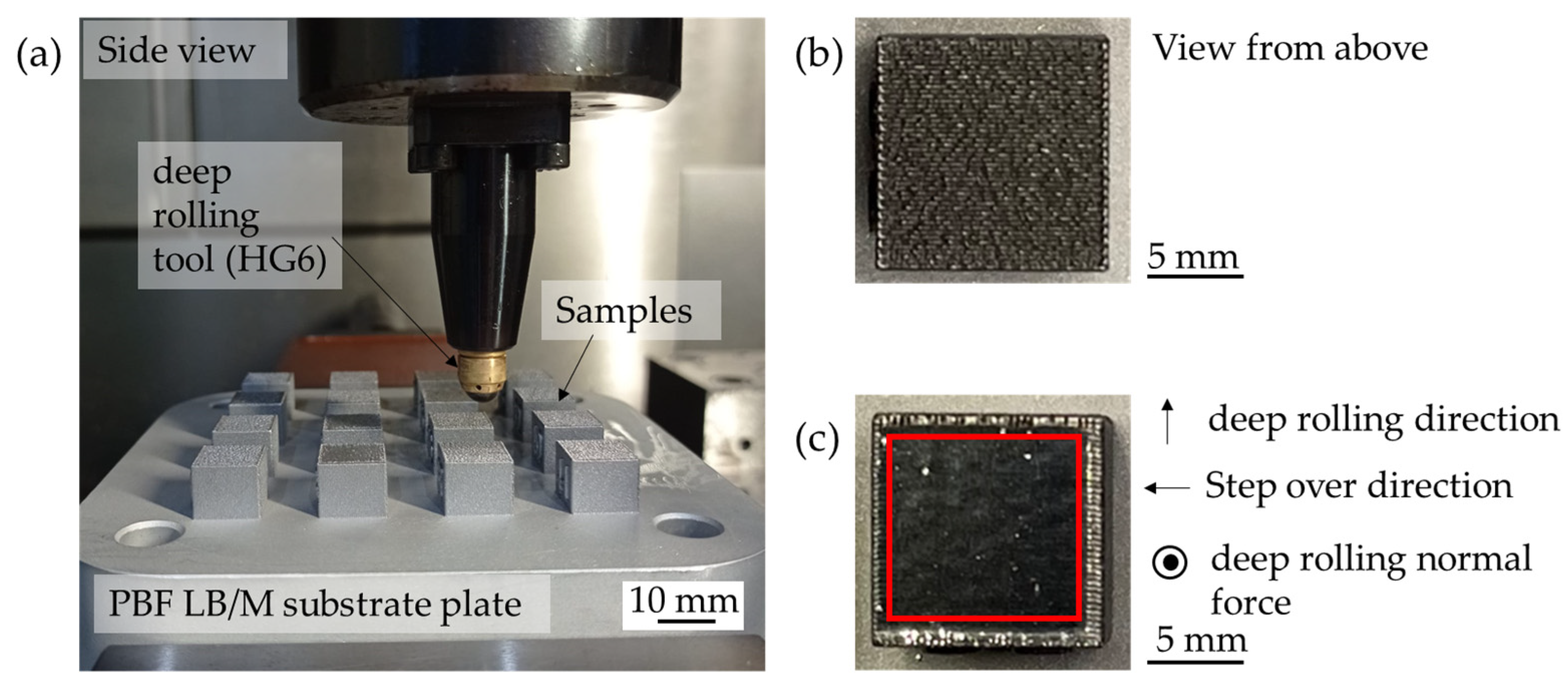
2.3. Deep-Rolling
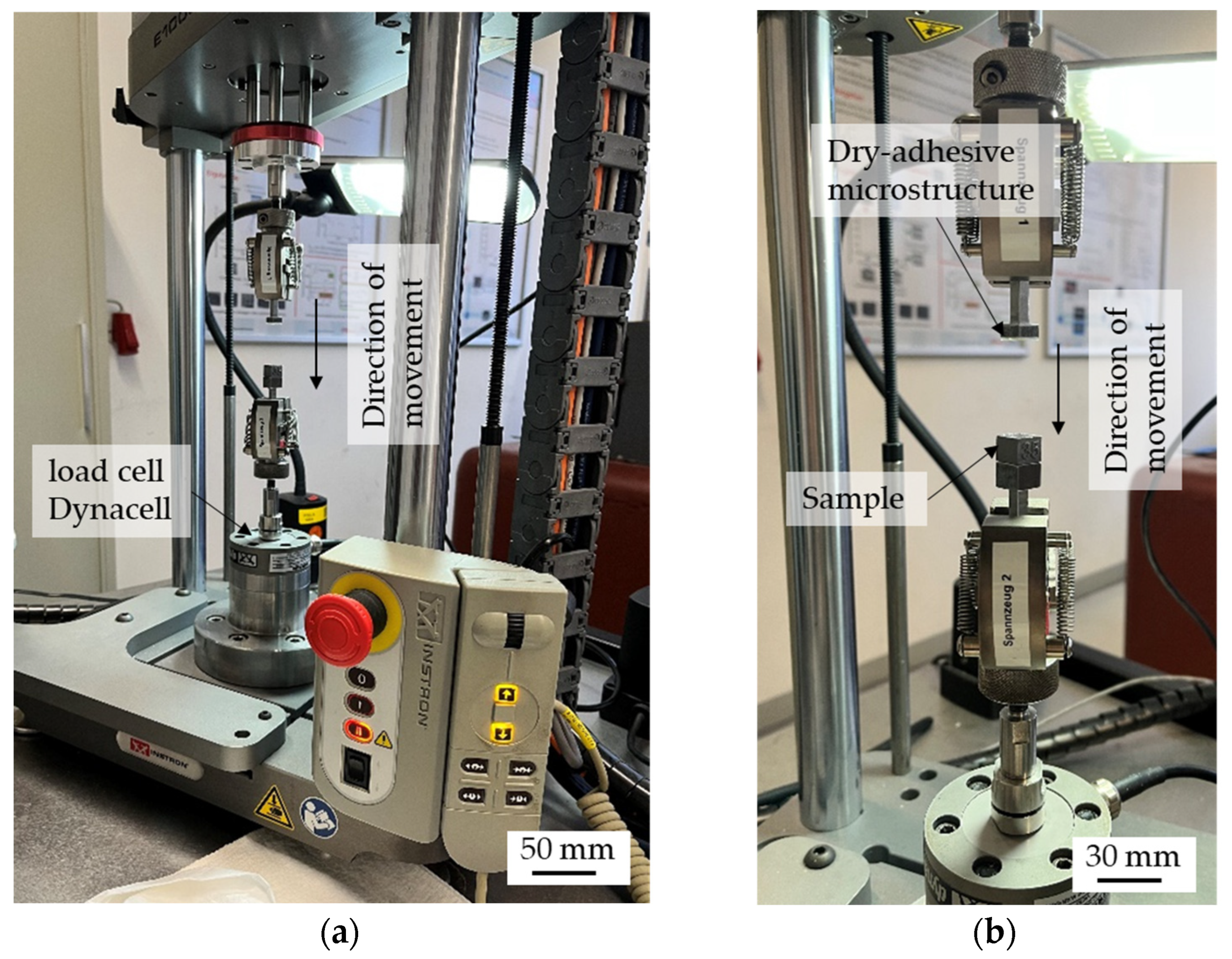
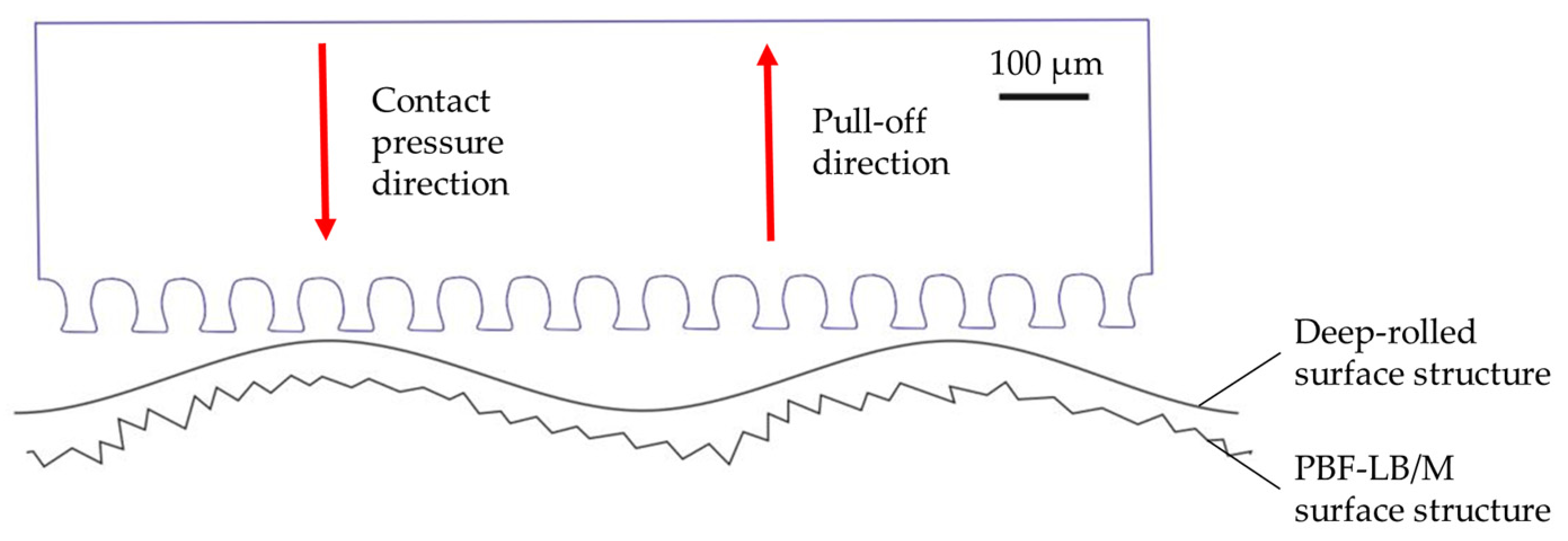
2.4. Method for Quantifying Adhesion
3. Results
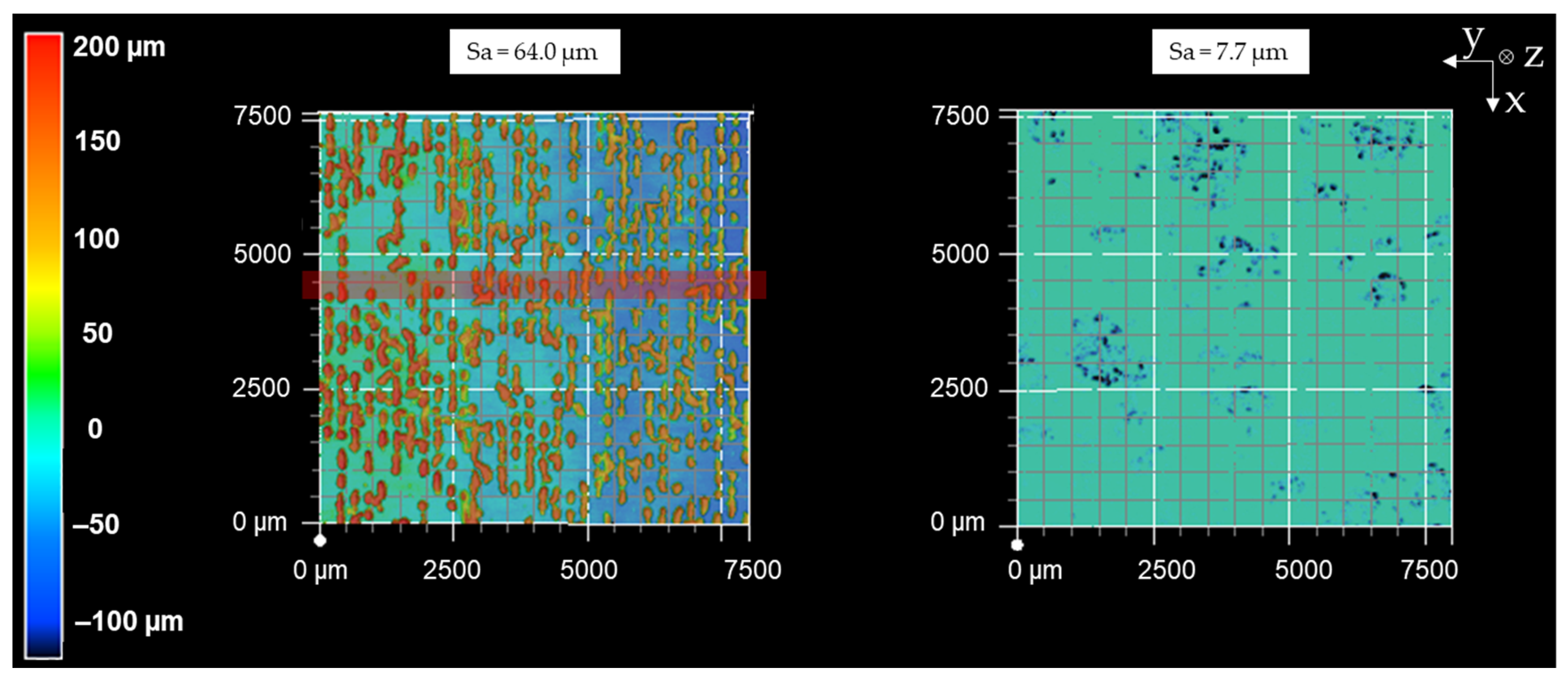
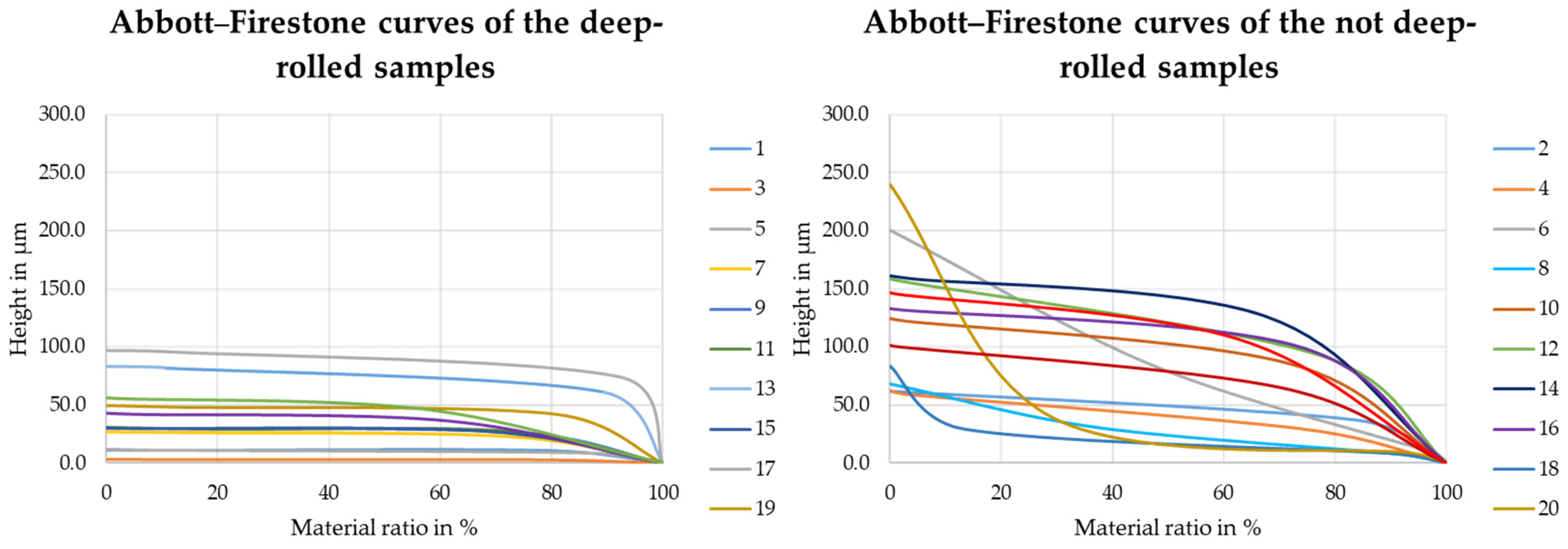
3.1. Surface Roughness before and after Deep-Rolling
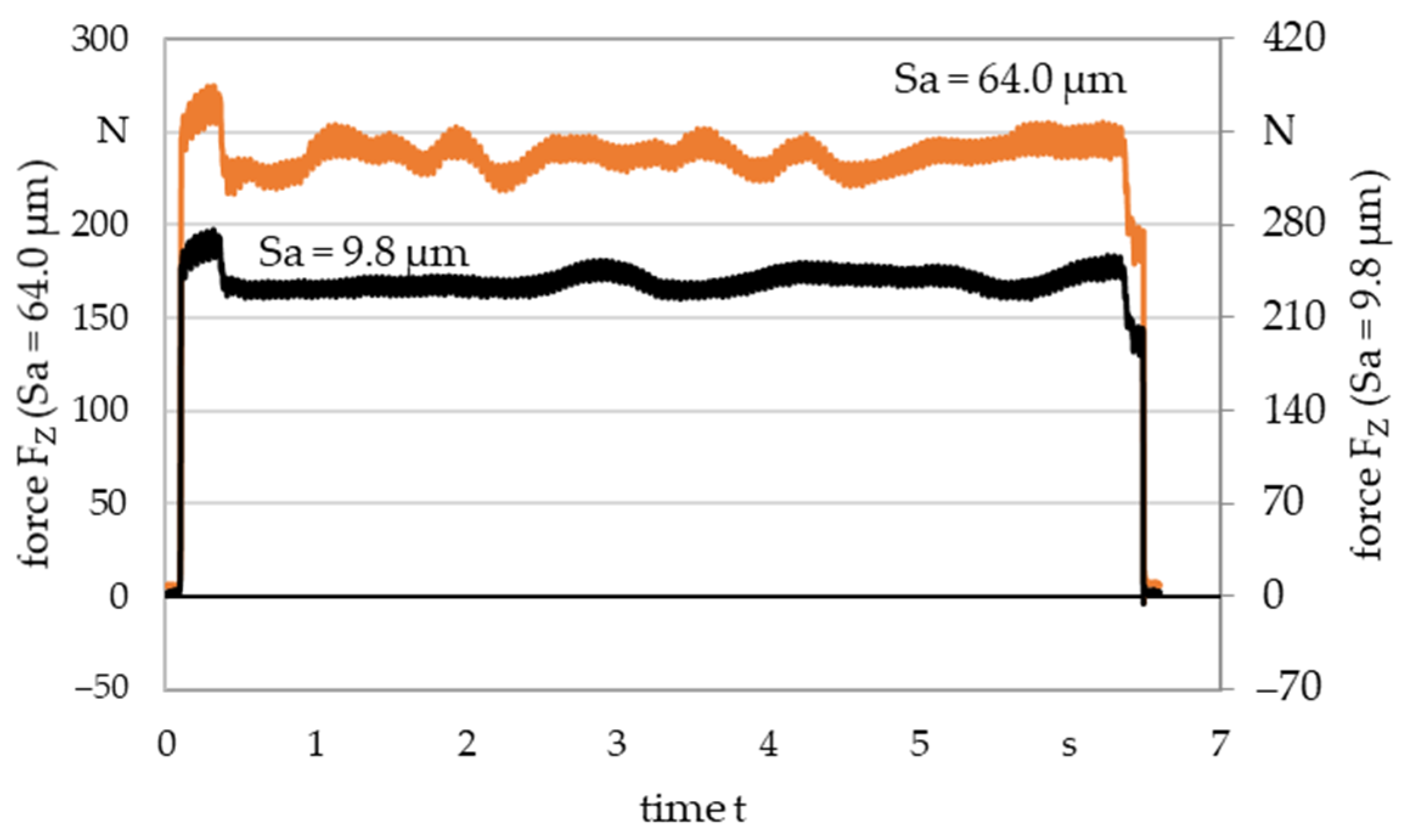
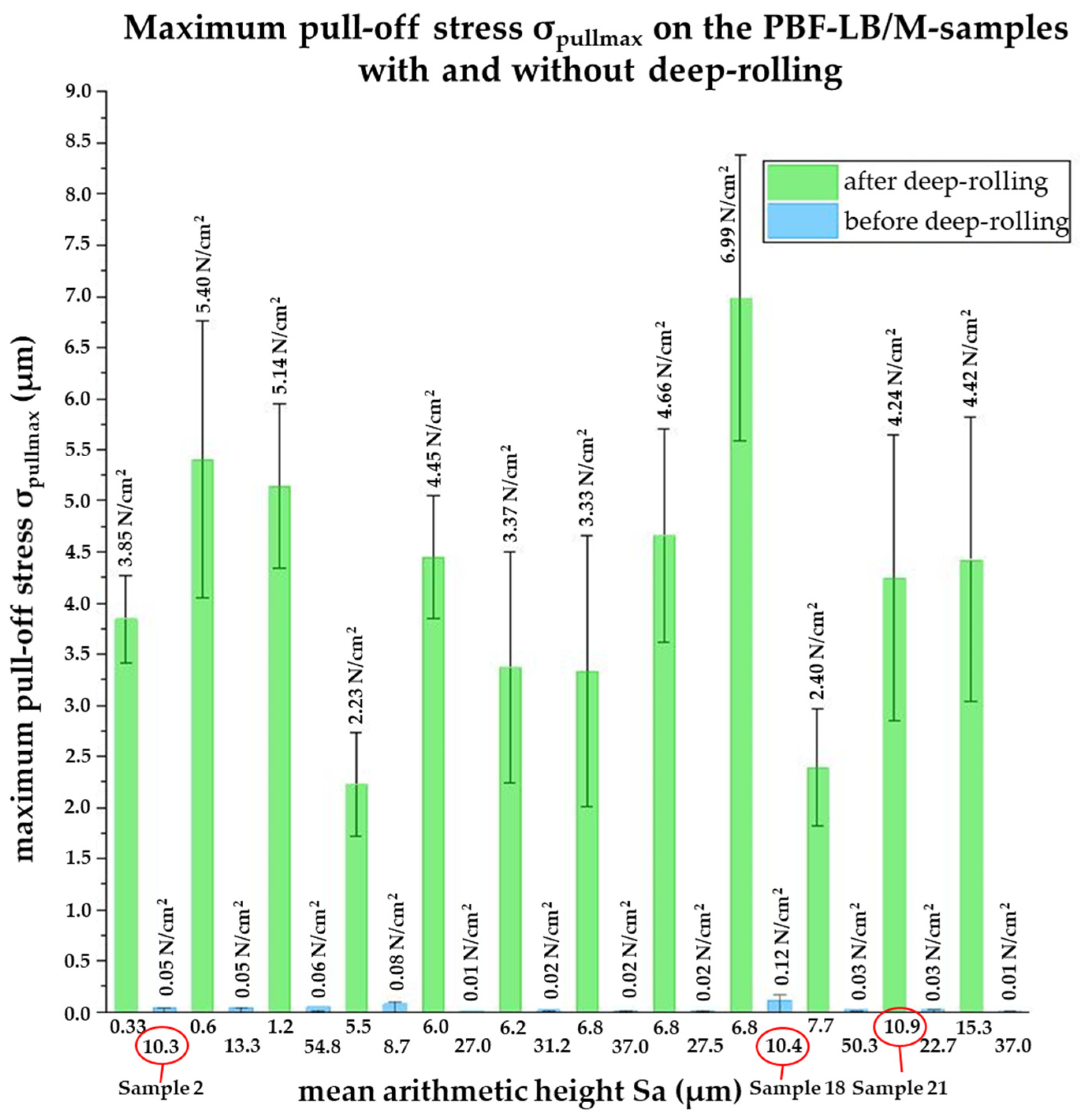
3.2. Adhesion before and after Deep-Rolling
4. Discussion
5. Summary and Outlook
- Adhesion of the used dry-adhesive microstructures on the PBF-LB/M samples could be determined. The maximum pull-off stress was 0.12 N/cm2;
- The determined pull-off stresses show an increase by a factor of 26.41 to 392.94 after deep-rolling. Handling based on the adhesion of the dry-adhesive microstructure on a deep-rolled surface is, therefore, possible;
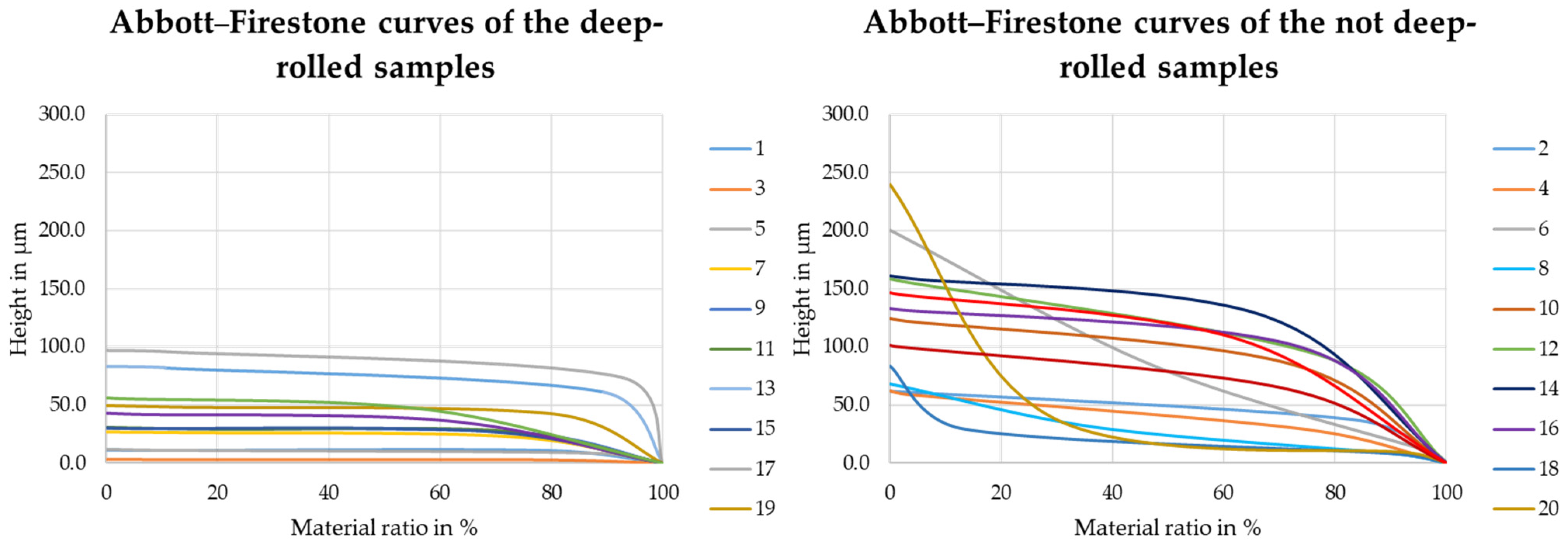
- The Abbott–Firestone curves of the deep-rolled specimens are much flatter and have a lower starting height compared to the curves of the non-deep-rolled specimens, allowing more dry-adhesive microstructures to form contact with the specimen surface;
- On Mars, dry-adhesive microstructures will be used to handle sintered sheets of regolith with a diameter of up to 68 mm and a maximum height of 5 mm. The diameter and height of the sheets are determined by the dimensions of the planned demonstrator. Assuming that the surface roughness and quality are comparable to that of the AlSi10Mg used in this paper, at least 1/8 of the surface must be deep-rolled, because the mass of the regolith sheet is about 64 g with a diameter of 68 mm and a height of 5 mm. For handling with a safety factor a pull-off stress of 1 N is required, on the total gripping area of 3.64 cm2 at least 8 N could be generated in the deep-rolled condition if the lowest pull-off stress measured in the experiments is assumed. It is also crucial where the deep-rolled surface is located on the sheet so that no shear forces act on the dry-adhesive microstructures during gripping and handling. The determination of the needed pull-off stress and, therefore, the necessary location and size of the area on the specimen also allows for an optimized design for the demonstrator regarding energy and space efficiency
- (a)
- Generation and processing of sintered specimens
- (b)
- Systematic study of the adhesion conditions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Briant, C.L. Impurities in Engineering Materials—Impact, Reliability and Control. Mater. Manuf. Process. 2000, 15, 155–156. [Google Scholar] [CrossRef]
- Lipiński, T.; Ulewicz, R. The effect of the impurities spaces on the quality of structural steel working at variable loads. Open Eng. 2021, 11, 233–238. [Google Scholar] [CrossRef]
- Economou, E.; Rieder, R.; Wänke, H.; Turkevich, A.; Brueckner, J.; Dreibus, G.; Crisp, J.; McSween, H. The chemical composition of Martian rocks and soil: Preliminary analyses. In Proceedings of the Lunar and Planetary Science Conference, Houston, TX, USA, 14–18 March 1988. [Google Scholar]
- Rucker, M.A. Integrated Surface Power Strategy for Mars. 2015. Available online: https://www.semanticscholar.org/paper/Integrated-Surface-Power-Strategy-for-Mars-Rucker/f4586d457bbcc577b0a907755dfda156eb8060c1 (accessed on 7 March 2023).
- Schulze, V.; Bleicher, F.; Groche, P.; Guo, Y.B.; Pyun, Y.S. Surface modification by machine hammer peening and burnishing. CIRP Ann. 2016, 65, 809–832. [Google Scholar] [CrossRef]
- Hensel, R.; Moh, K.; Arzt, E. Engineering Micropatterned Dry Adhesives: From Contact Theory to Handling Applications. Adv. Funct. Mater. 2018, 28, 1800865. [Google Scholar] [CrossRef]
- Jiang, H.; Hawkes, E.W.; Arutyunov, V.; Tims, J.; Fuller, C.; King, J.P.; Seubert, C.; Chang, H.L.; Parness, A.; Cutkosky, M.R. Scaling controllable adhesives to grapple floating objects in space. In Proceedings of the 2015 IEEE International Conference on Robotics and Automation, Seattle, WA, USA, 26–30 May 2015; Institute of Electrical and Electronics Engineers: Piscataway, NJ, USA, 2015; pp. 2828–2835, ISBN 978-1-4799-6923-4. [Google Scholar]
- Ben-Larbi, M.K.; Hensel, R.; Atzeni, G.; Arzt, E.; Stoll, E. Orbital debris removal using micropatterned dry adhesives: Review and recent advances. Prog. Aerosp. Sci. 2022, 134, 100850. [Google Scholar] [CrossRef]
- Booth, J.A.; Hensel, R. Perspective on statistical effects in the adhesion of micropatterned surfaces. Appl. Phys. Lett. 2021, 119, 230502. [Google Scholar] [CrossRef]
- Gorumlu, S.; Aksak, B. Sticking to rough surfaces using functionally graded bio-inspired microfibres. R. Soc. Open Sci. 2017, 4, 161105. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haskin, L.A. Oxygen and Iron Production by Electrolytic Smelting of Lunar Soil; University of Arizona: Tucson, AZ, USA, 1991. [Google Scholar]
- Curreri, P.A.; Ethridge, E.C.; Hudson, S.B.; Miller, T.Y.; Grugel, R.N.; Sadoway, D.R.; Sen, S. Process Demonstration for Lunar In Situ Resource Utilization—Molten Oxide Electrolysis; National Aeronautics and Space Administration: Washington, DC, USA, 2006.
- Sibille, L.; Dominguez, J.A. Joule-heated Molten Regolith Electrolysis Reactor Concepts for Oxygen and Metals Production on the Moon and Mars. In Proceedings of the International Conference on Environmental Systems (ICES), San Diego, CA, USA, 15–19 July 2012. [Google Scholar] [CrossRef] [Green Version]
- Stefanescu, D.M.; Grugel, R.N.; Curreri, P.A. In Situ Resource Utilization for Processing of Metal Alloys on Lunar and Mars Bases. In Proceedings of the American Society of Civil Engineers Conference, Albuquerque, NM, USA, 26–30 April 1998. [Google Scholar] [CrossRef]
- Shaw, M.; Humbert, M.; Brooks, G.; Rhamdhani, A.; Duffy, A.; Pownceby, M. Mineral Processing and Metal Extraction on the Lunar Surface—Challenges and Opportunities. Miner. Process. Extr. Met. Rev. 2022, 43, 865–891. [Google Scholar] [CrossRef]
- Cai, C.; Song, B.; Xue, P.; Wei, Q.; Wu, J.-M.; Li, W.; Shi, Y. Effect of hot isostatic pressing procedure on performance of Ti6Al4V: Surface qualities, microstructure and mechanical properties. J. Alloys Compd. 2016, 686, 55–63. [Google Scholar] [CrossRef]
- Sadali, M.F.; Hassan, M.Z.; Ahmad, F.; Yahaya, H.; Rasid, Z.A. Influence of selective laser melting scanning speed parameter on the surface morphology, surface roughness, and micropores for manufactured Ti6Al4V parts. J. Mater. Res. 2020, 35, 2025–2035. [Google Scholar] [CrossRef]
- Cool, N.I.; Perez-Beltran, S.; Cheng, J.; Rivera-Gonzalez, N.; Bronner, D.; Anita; Wang, E.; Zakira, U.; Farahbakhsh, M.; Liu, K.-W.; et al. Matrix transformation of lunar regolith and its use as a feedstock for additive manufacturing. iScience 2023, 26, 106382. [Google Scholar] [CrossRef]
- Wang, Y.; Hao, L.; Li, Y.; Sun, Q.; Sun, M.; Huang, Y.; Li, Z.; Tang, D.; Wang, Y.; Xiao, L. In-situ utilization of regolith resource and future exploration of additive manufacturing for lunar/martian habitats: A review. Appl. Clay Sci. 2022, 229, 106673. [Google Scholar] [CrossRef]
- Dou, R.; Tang, W.Z.; Wang, L.; Li, S.; Duan, W.Y.; Liu, M.; Zhang, Y.B.; Wang, G. Sintering of lunar regolith structures fabricated via digital light processing. Ceram. Int. 2019, 45, 17210–17215. [Google Scholar] [CrossRef]
- Williams, H.; Butler-Jones, E. Additive manufacturing standards for space resource utilization. Addit. Manuf. 2019, 28, 676–681. [Google Scholar] [CrossRef]
- Zocca, A.; Wilbig, J.; Waske, A.; Günster, J.; Widjaja, M.P.; Neumann, C.; Clozel, M.; Meyer, A.; Ding, J.; Zhou, Z.; et al. Challenges in the Technology Development for Additive Manufacturing in Space. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100018. [Google Scholar] [CrossRef]
- Denkena, B.; Krödel, A.; Heikebrügge, S.; Meyer, K.; Pillkahn, P. Surface topography after deep rolling with milling kinematics. Prod. Eng. Res. Devel. 2021, 15, 587–593. [Google Scholar] [CrossRef]
- Berstein, G.; Fuchsbauer, B. Festwalzen und Schwingfestigkeit. Mater. Werkst. 1982, 13, 103–109. [Google Scholar] [CrossRef]
- Schulze, V. Modern Mechanical Surface Treatment. STATES, Stability, Effects. Zugl.: Karlsruhe, Univ., Habil.-Schr., 2004; Wiley-VCH Verlag: Weinheim, Germany, 2006; ISBN 3-527-31371-0. [Google Scholar]
- Wielki, N.; Meyer, D. Potential of deep rolling as a finishing process directly after SLM to generate beneficial surface and subsurface properties. In Proceedings of the Euspen’ 19th International Conference & Exhibition, Bilbao, Spain, 3–7 June 2019; pp. 370–371. [Google Scholar]
- Meyer, D.; Wielki, N. Internal reinforced domains by intermediate deep rolling in additive manufacturing. CIRP Ann. 2019, 68, 579–582. [Google Scholar] [CrossRef]
- Kizilkan, E.; Gorb, S.N. Bioinspired Further Enhanced Dry Adhesive by the Combined Effect of the Microstructure and Surface Free-Energy Increase. ACS Appl. Mater. Interfaces 2018, 10, 26752–26758. [Google Scholar] [CrossRef]
- Arzt, E.; Quan, H.; McMeeking, R.M.; Hensel, R. Functional surface microstructures inspired by nature—From adhesion and wetting principles to sustainable new devices. Prog. Mater. Sci. 2021, 120, 100823. [Google Scholar] [CrossRef]
- Meiners, F.; Tuitje, C.; Hogreve, S.; Tracht, K. Model-based prediction of the detachment of microspheres from dry-adhesive gripper surfaces by bending. Procedia CIRP 2022, 115, 101–106. [Google Scholar] [CrossRef]
- Bauer, C.T.; Kroner, E.; Fleck, N.A.; Arzt, E. Hierarchical macroscopic fibrillar adhesives: In situ study of buckling and adhesion mechanisms on wavy substrates. Bioinspir. Biomim. 2015, 10, 66002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tekna Advanced Materials Inc. TekmatTM AlSi10Mg.45/10-A: Data Sheet; 2895 Industrial Blvd., Sherbrooke, Qc, Canada, J1L 2T9, 2020. Available online: https://www.tekna.com (accessed on 7 March 2023).
- Balbaa, M.; Ghasemi, A.; Fereiduni, E.; Elbestawi, M.; Jadhav, S.; Kruth, J.-P. Role of powder particle size on laser powder bed fusion processability of AlSi10mg alloy. Addit. Manuf. 2020, 37, 101630. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of Selective Laser Melting Process Parameters on the Quality of Al Alloy Parts: Powder Characterization, Density, Surface Roughness, and Dimensional Accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Klettband-Technik-Schultz. Gecko® Nanoplast®, haftet auf Glas Durch Van-der-Waals-Kräfte. Available online: https://www.klettband-technik-schultz.de/shop/Gecko-r-Nanoplast-r-haftet-auf-Glas-durch-Van-der-Waals-Krafte-c142502668 (accessed on 22 May 2023).


| Parameter | Value |
|---|---|
| tool diameter db | 6.35 mm |
| deep-rolling pressure pdr | 10 MPa |
| deep-rolling force Fr | 242.33 N ± 5.97 N |
| step over so | 0.1 mm |
| rolling speed vr | 100 mm/min |
| lubricant | 8%-emulsion |
| size of deep-rolled area fa | 10 × 10 mm2 |
| low pass filter Lp | 300 Hz |
| sampling rate sr | 1 kHz |
| Sample No. | Laser Power P, Hatch Distance Dh, Scan Speed Vs | Mean Arithmetic Height Sa before Deep-Rolling | Mean Arithmetic Height Sa after Deep-Rolling | Roughness Reduction ΔSa |
|---|---|---|---|---|
| 1 | 100 W, 250 µm, 1500 mm/s | 9.8 µm | 0.3 µm | 97% |
| 2 | 100 W, 350 µm, 1500 mm/s | 10.3 µm | ||
| 3 | 100 W, 350 µm, 2000 mm/s | 7.7 µm | 0.6 µm | 92% |
| 4 | 370 W, 350 µm, 1000 mm/s | 13.3 µm | ||
| 5 | 370 W, 350 µm, 1500 mm/s | 50.8 µm | 1.2 µm | 98% |
| 6 | 370 W, 350 µm, 2000 mm/s | 54.8 µm | ||
| 7 | 200 W, 250 µm, 1500 mm/s | 57.3 µm | 5.5 µm | 90% |
| 8 | 100 W, 250 µm, 2000 mm/s | 8.7 µm | ||
| 9 | 200 W, 350 µm, 1500 mm/s | 17.8 µm | 6.0 µm | 66% |
| 10 | 100 W, 150 µm, 1500 mm/s | 27.0 µm | ||
| 11 | 200 W, 250 µm, 2000 mm/s | 31.6 µm | 6.2 µm | 80% |
| 12 | 200 W, 250 µm, 1000 mm/s | 31.2 µm | ||
| 13 | 300 W, 250 µm, 1000 mm/s | 20.5 µm | 6.8 µm | 67% |
| 14 | 200 W, 350 µm, 2000 mm/s | 37.0 µm | ||
| 15 | 200 W, 350 µm, 1000 mm/s | 23.5 µm | 6.8 µm | 71% |
| 16 | 100 W, 350 µm, 1000 mm/s | 27.5 µm | ||
| 17 | 300 W, 350 µm, 1000 mm/s | 60.6 µm | 6.8 µm | 89% |
| 18 | 100 W, 350 µm, 1500 mm/s | 10.4 µm | ||
| 19 | 100 W, 250 µm, 1000 mm/s | 64.0 µm | 7.7 µm | 88% |
| 20 | 100 W, 350 µm, 1000 mm/s | 50.3 µm | ||
| 21 | 300 W, 250 µm, 1500 mm/s | 23.8 µm | 10.9 µm | 54% |
| 22 | 300 W, 350 µm, 1500 mm/s | 22.7 µm | ||
| 23 | 200 W, 350 µm, 1000 mm/s | 32.0 µm | 15.3 µm | 52% |
| 24 | 200 W, 250 µm, 2000 mm/s | 37.0 µm |
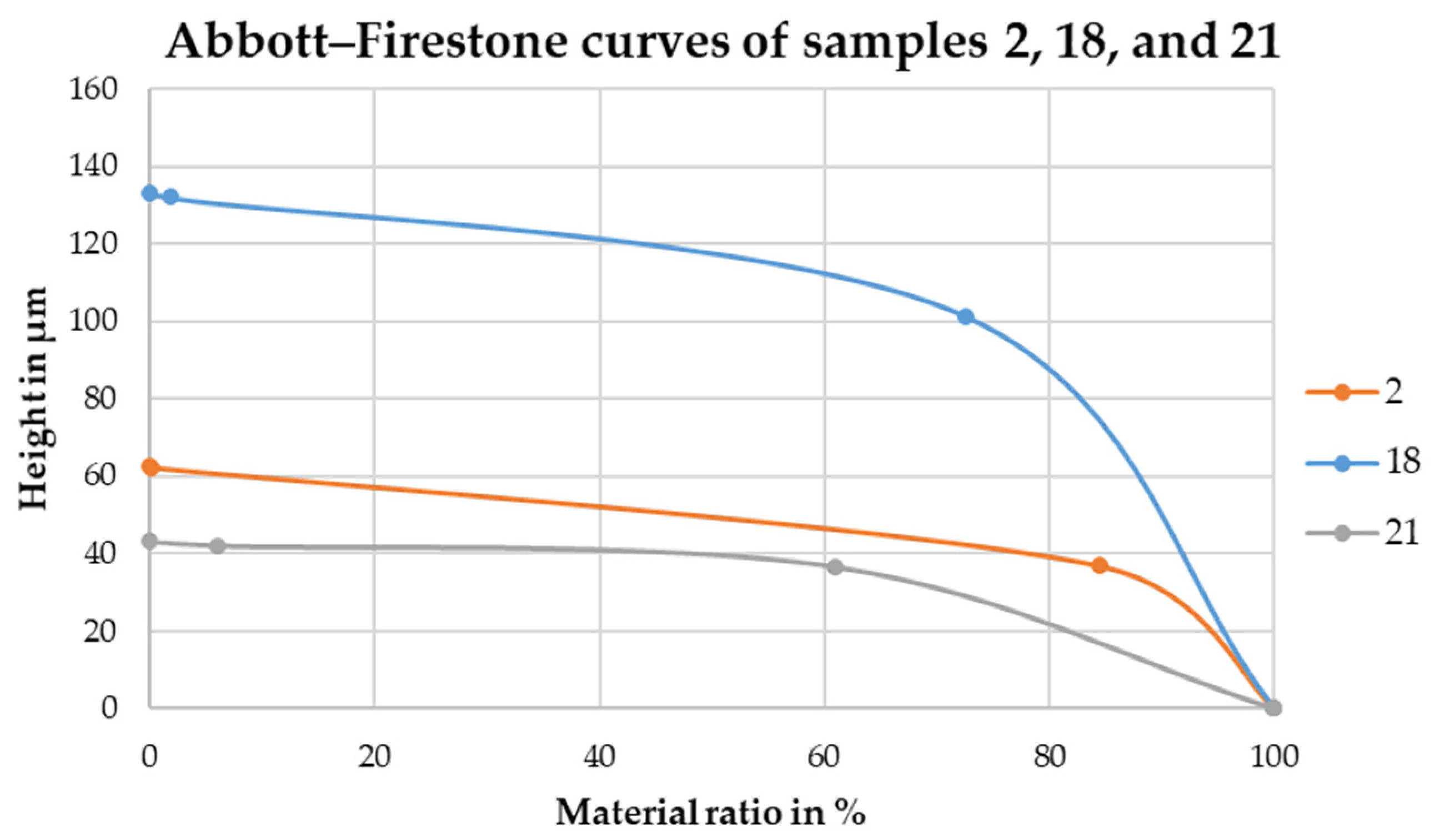
| Sample No. | 2 | 18 | 21 |
|---|---|---|---|
| Mean arithmetic height Sa | 10.3 µm | 10.4 µm | 10.9 µm |
| Pull-off stress σpullmax | 0.05 N/cm2 | 0.12 N/cm2 | 4.24 N/cm2 |
| Height of the core area Sk | 25.32 µm | 30.64 µm | 5.50 µm |
| Material fraction Smr1 | 0.18% | 1.91% | 6.11% |
| Material fraction Smr2 | 84.53% | 72.61% | 61.08% |
| Arithmetic average roughness Ra | 10.3 µm | 10.4 µm | 10.9 µm |
| Mean roughness depth Rz | 367.0 µm | 262.5 µm | 502.5 µm |
| Maximum height of the ripple Wz | 214.7 µm | 203.9 µm | 366.3 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mensching, N.; Krüger, M.L.; Kvaratskheliya, A.; Meyer, D.; Tracht, K.; Okulov, I.; Mädler, L. Dry-Adhesive Microstructures for Material Handling of Additively Manufactured and Deep-Rolled Metal Surfaces with Reference to Mars. Materials 2023, 16, 4170. https://doi.org/10.3390/ma16114170
Mensching N, Krüger ML, Kvaratskheliya A, Meyer D, Tracht K, Okulov I, Mädler L. Dry-Adhesive Microstructures for Material Handling of Additively Manufactured and Deep-Rolled Metal Surfaces with Reference to Mars. Materials. 2023; 16(11):4170. https://doi.org/10.3390/ma16114170
Chicago/Turabian StyleMensching, Nicole, Mirja Louisa Krüger, Askar Kvaratskheliya, Daniel Meyer, Kirsten Tracht, Ilya Okulov, and Lutz Mädler. 2023. "Dry-Adhesive Microstructures for Material Handling of Additively Manufactured and Deep-Rolled Metal Surfaces with Reference to Mars" Materials 16, no. 11: 4170. https://doi.org/10.3390/ma16114170
APA StyleMensching, N., Krüger, M. L., Kvaratskheliya, A., Meyer, D., Tracht, K., Okulov, I., & Mädler, L. (2023). Dry-Adhesive Microstructures for Material Handling of Additively Manufactured and Deep-Rolled Metal Surfaces with Reference to Mars. Materials, 16(11), 4170. https://doi.org/10.3390/ma16114170