



Structural Features of Fatigue Crack Propagation of a Forging Die Made of Chromium–Molybdenum–Vanadium Tool Steel on Its Durability

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
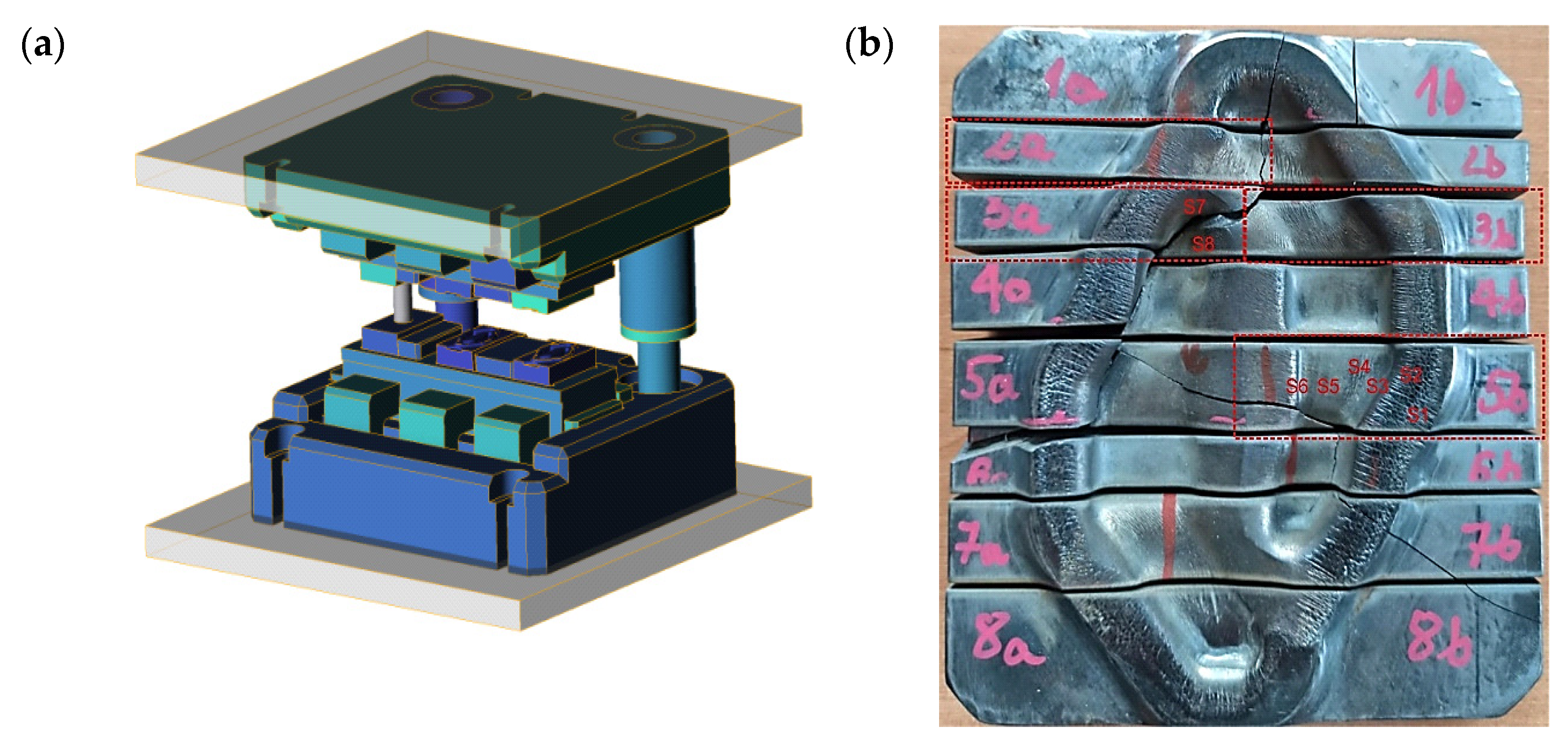
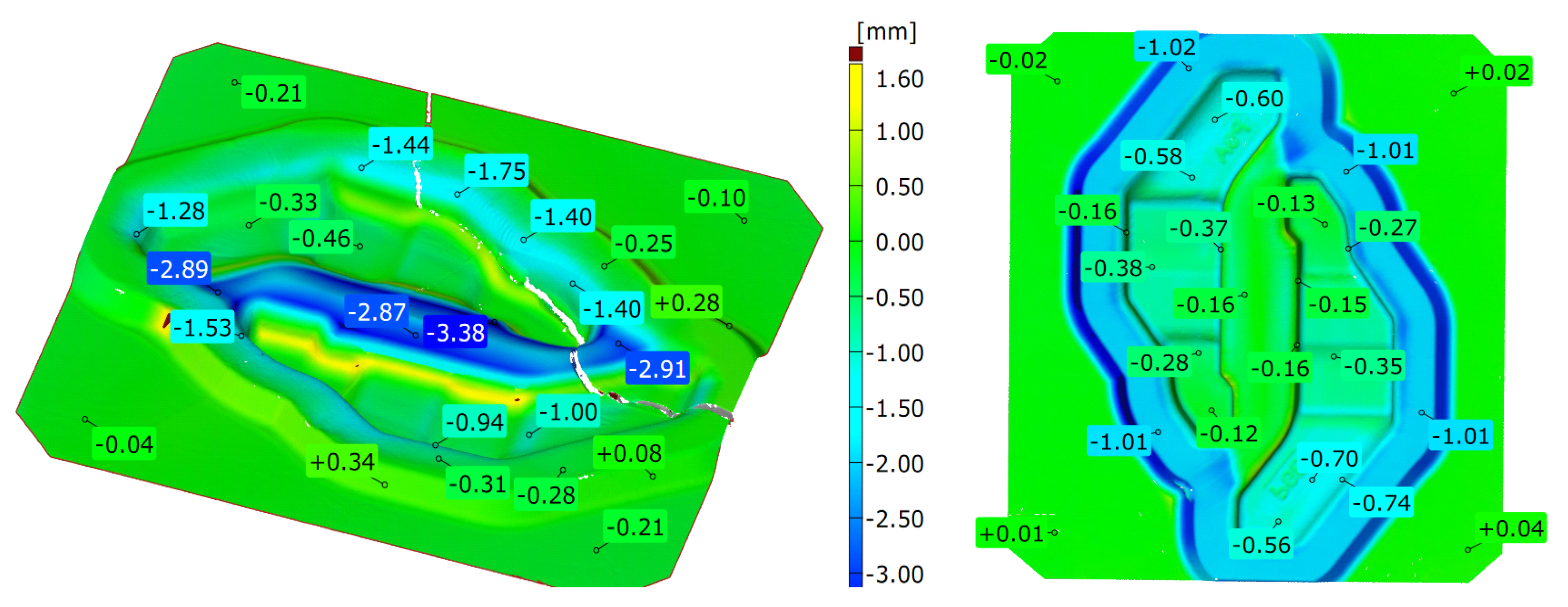
- Macroscopic analyses with a measurement of the wear degree/material loss on the working surface of the tool by means of the 3D scanning method with the use of a measuring arm ROMER Absolute ARM 7520si integrated with an RS3 scanner and a comparison of the geometry of the scan with the CAD model;
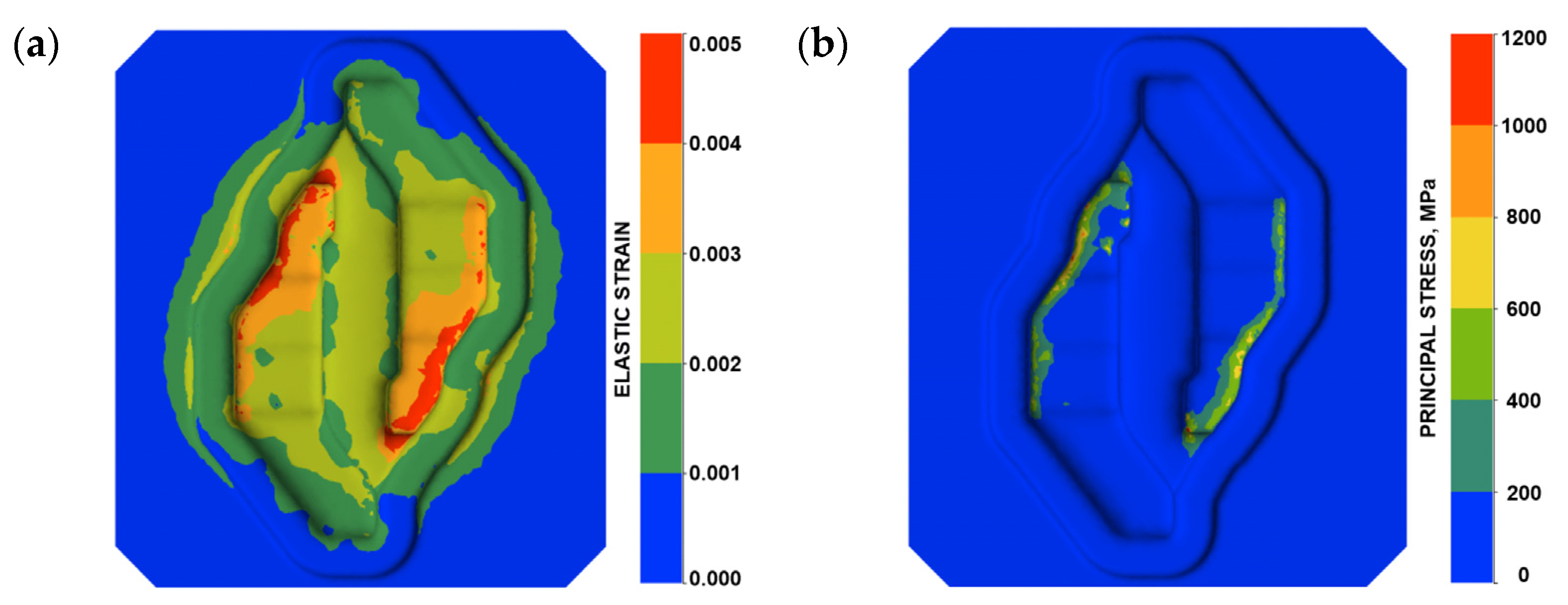
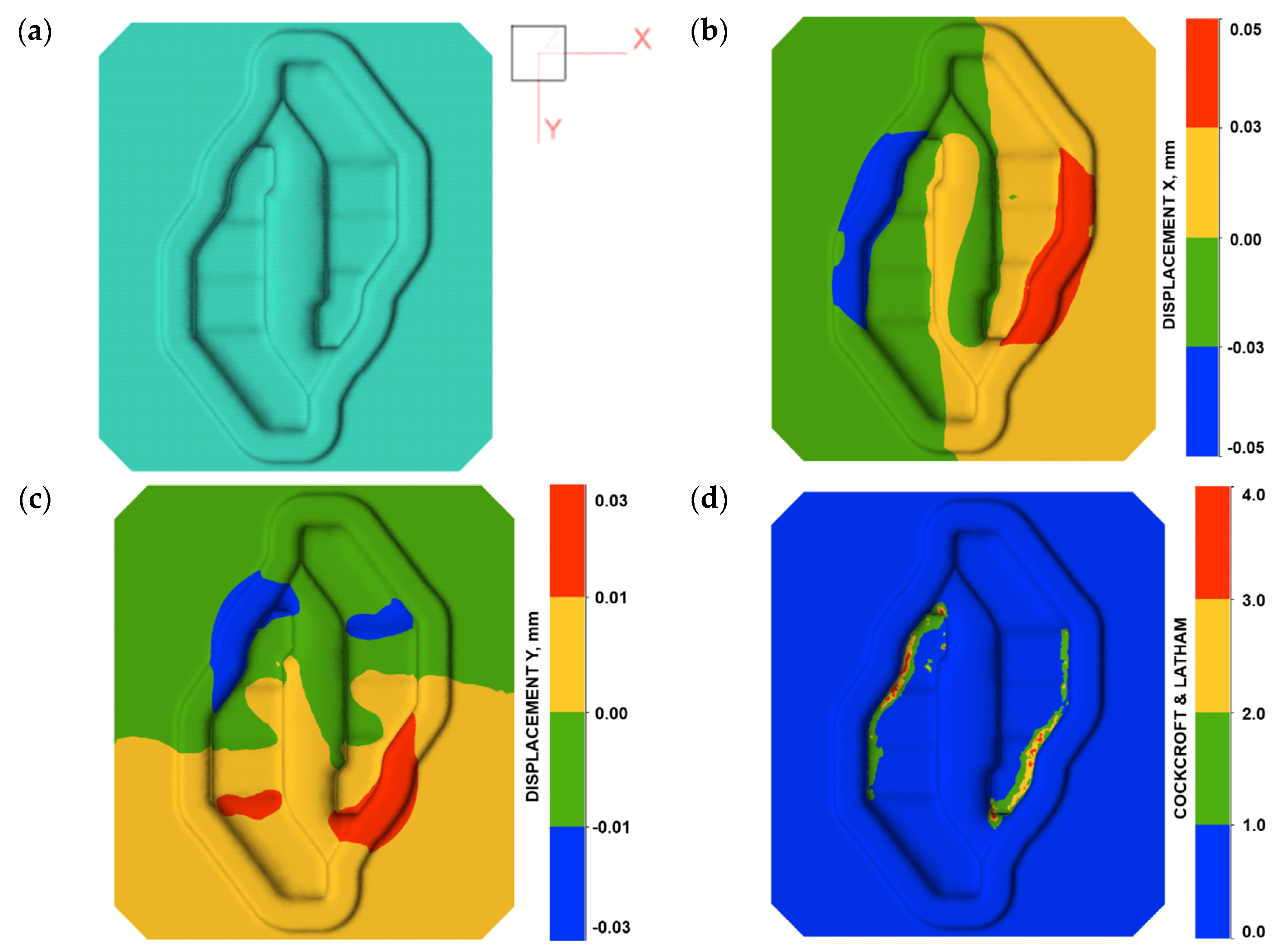
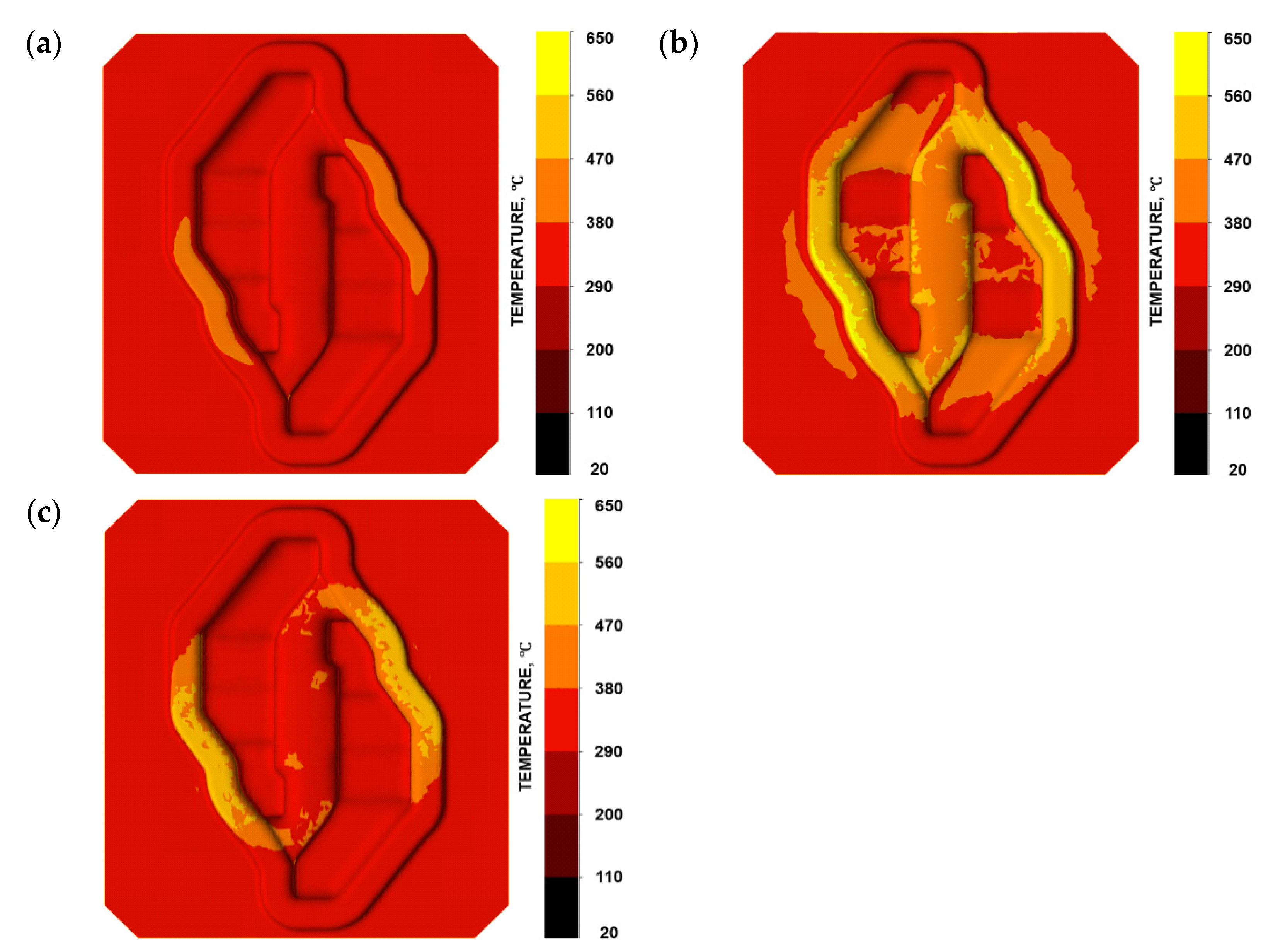
- Numerical simulations with the use of the QForm program with a special consideration of the temperature distributions and the criterion of cracking of the die insert material (together with the modification of the subroutine consisting in adding the elastic part of the deformation to the cracking model according to Cockcroft–Latham criterion (C-L))
- An analysis of the chemical composition conducted with the use of an analyser (glow discharge spectrometer) GDS 900 by LECO;
- Observations of the tool surface state, as well as fractographic tests performed by means of a stereoscopic microscope Leica M205 C and a scanning electron microscope ThermoFisher Phenom XL;
- Microstructural observations with the use of a light microscope Leica DM6000M. To that end, the die insert was incised along the shorter side to prepare samples for the tests. The grinding and polishing, in order to obtain traditional micro-sections, was conducted on a grinder–polisher Struers 350. For the etching, a picric acid solution was used;
- Hardness measurements made by means of a hardness tester LECO LC100;
- The impact test was carried out in accordance with PN-EN ISO 148-1:2017-02 Impact using the RKP 300 Charpy hammer and determination of the fracture toughness factor K1C.
3. Experimental
3.1. Tool Material Characteristics
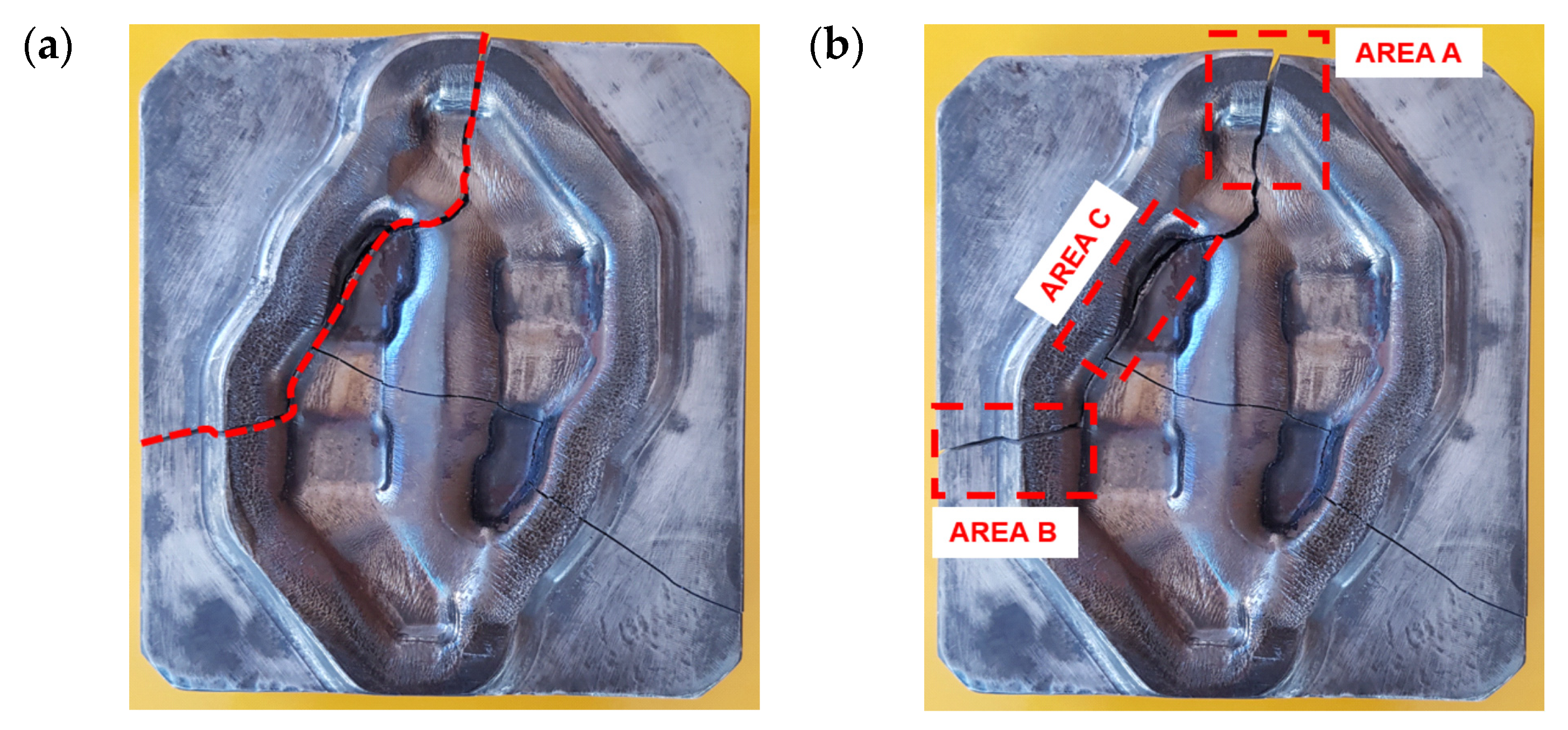
3.2. Macroanalysis by 3D Scanning and Surface Layer Morphology
3.3. Numerical Modelling of the Occurrence of Cracks during Forging
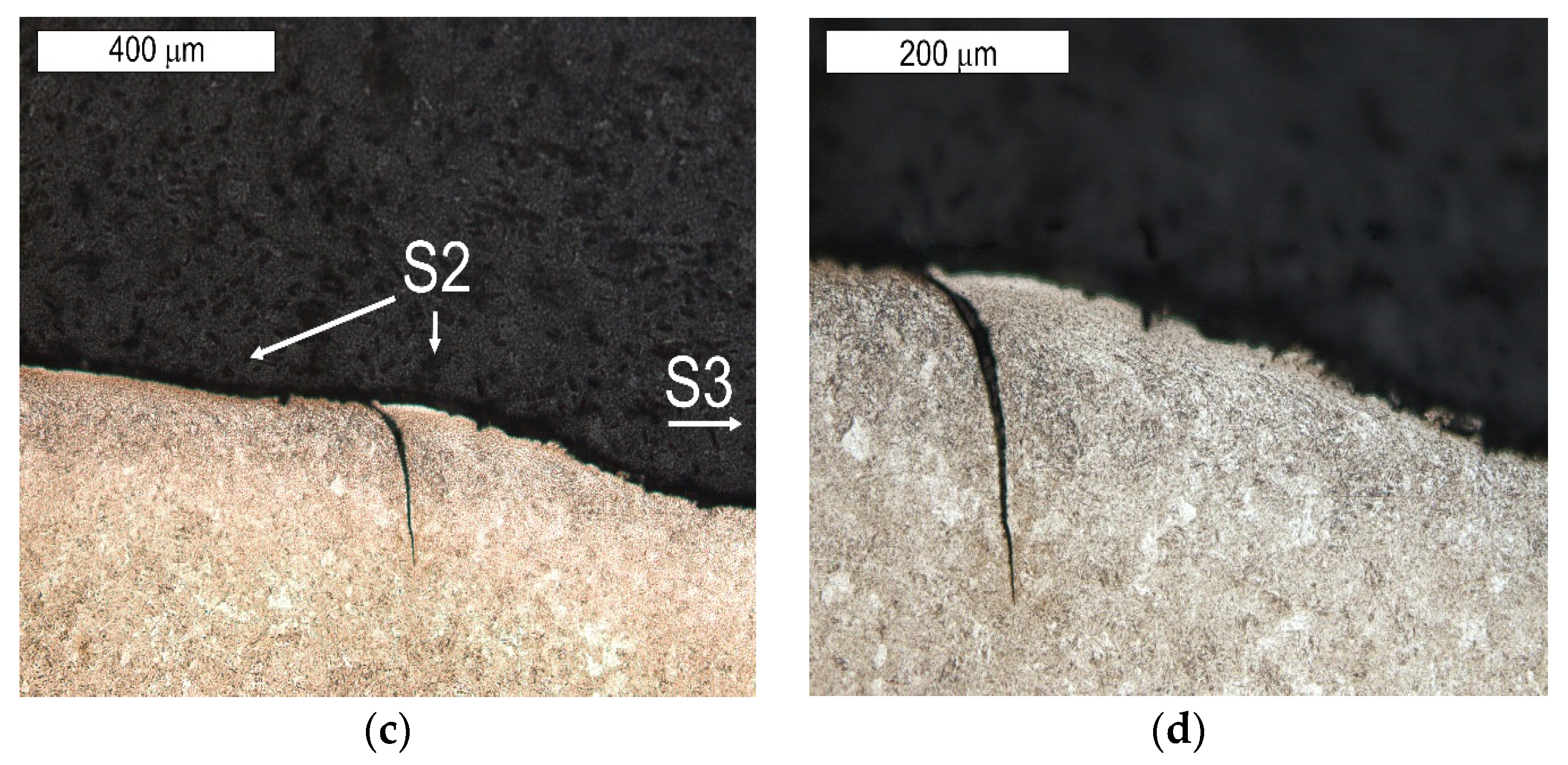
3.4. Surface Change Characteristics
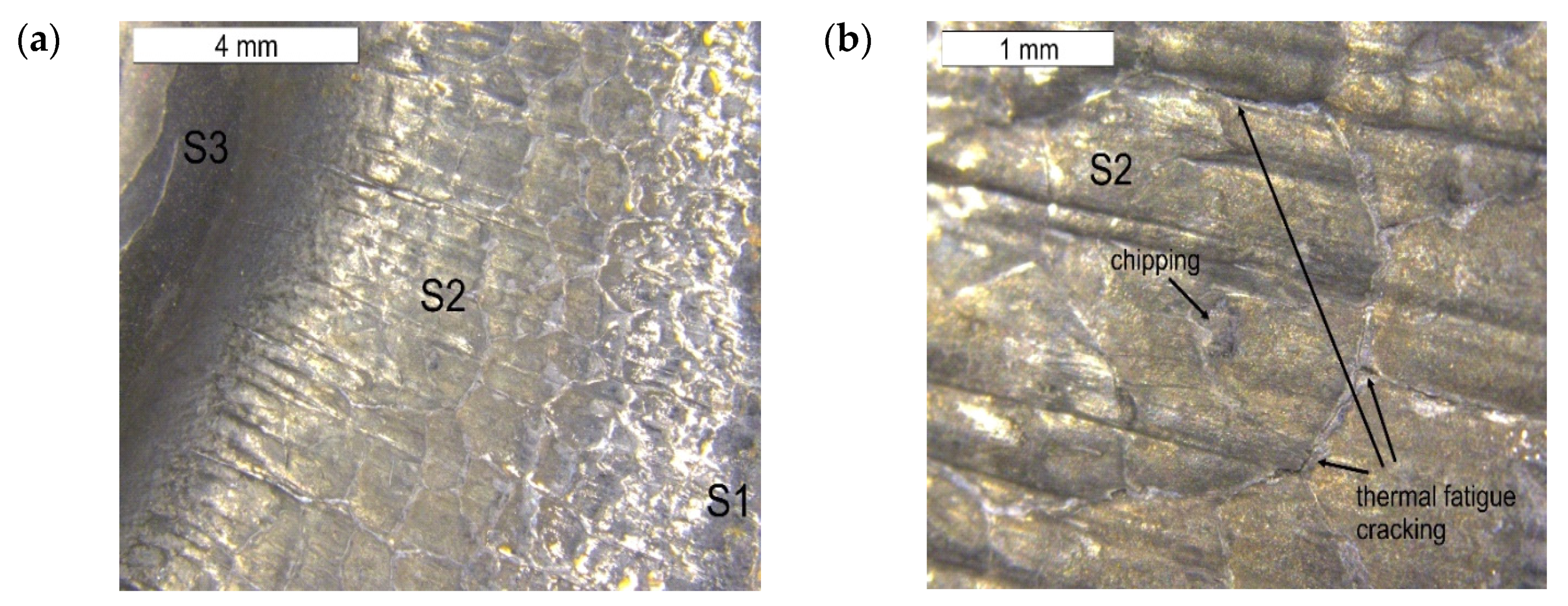
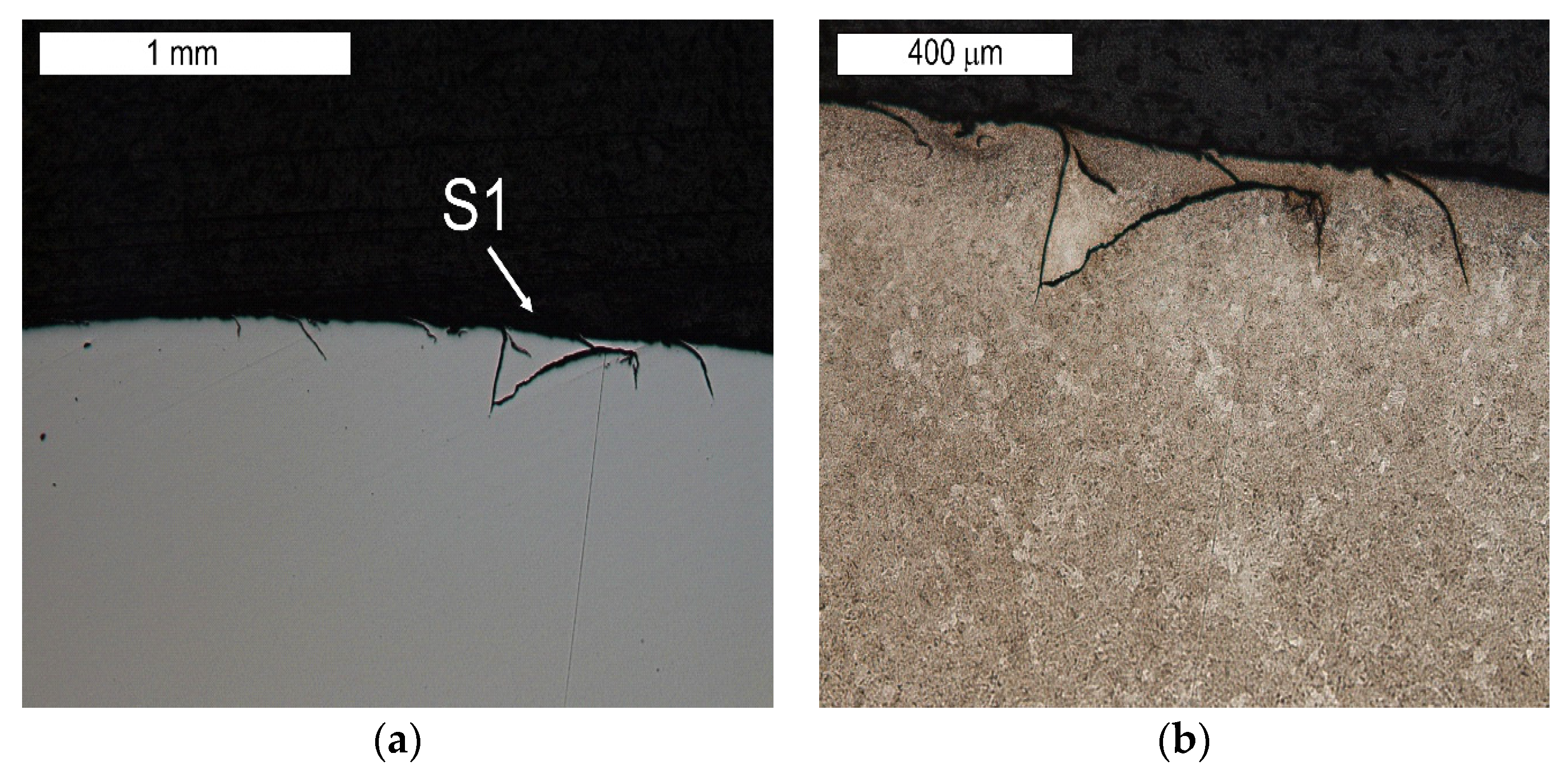
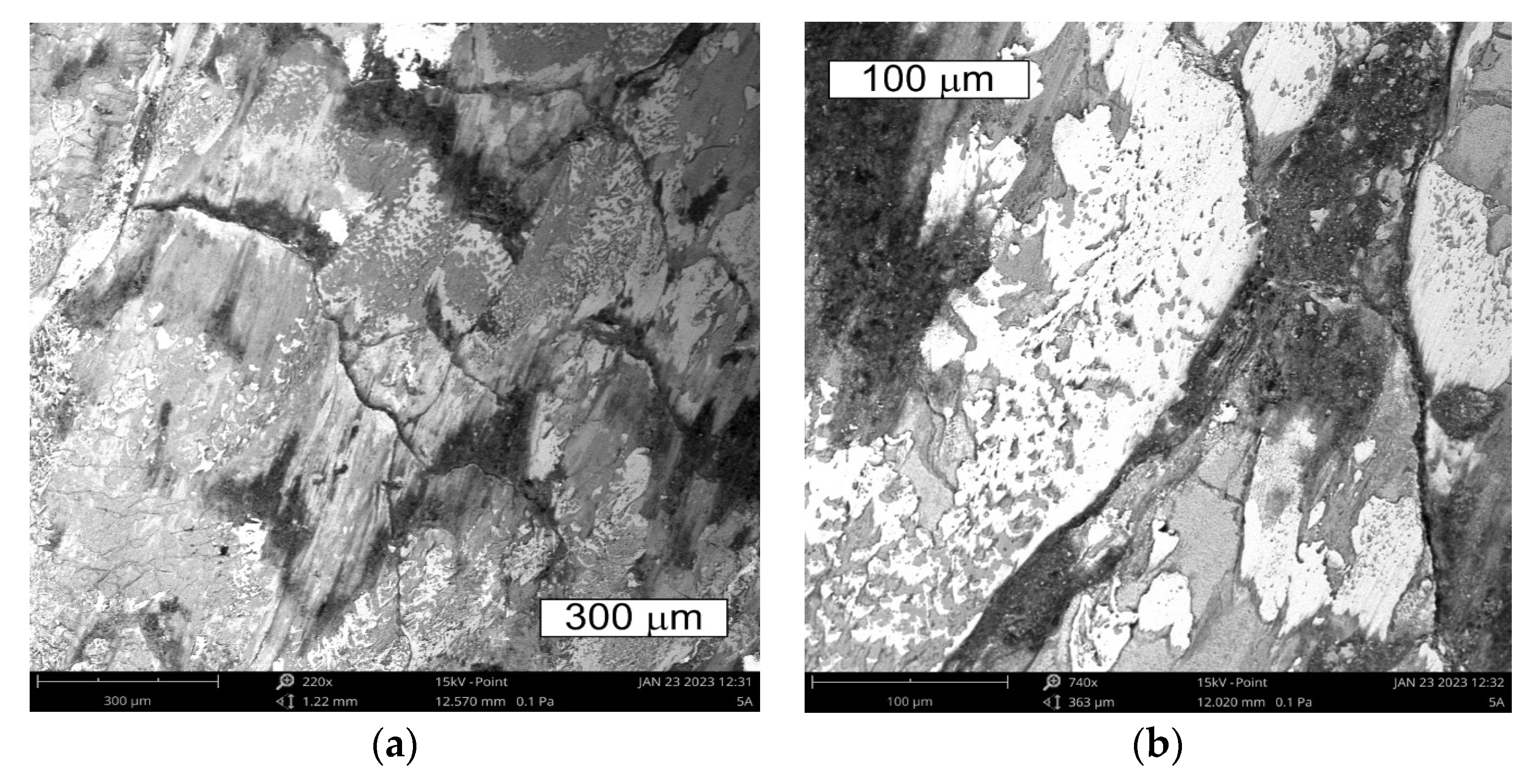
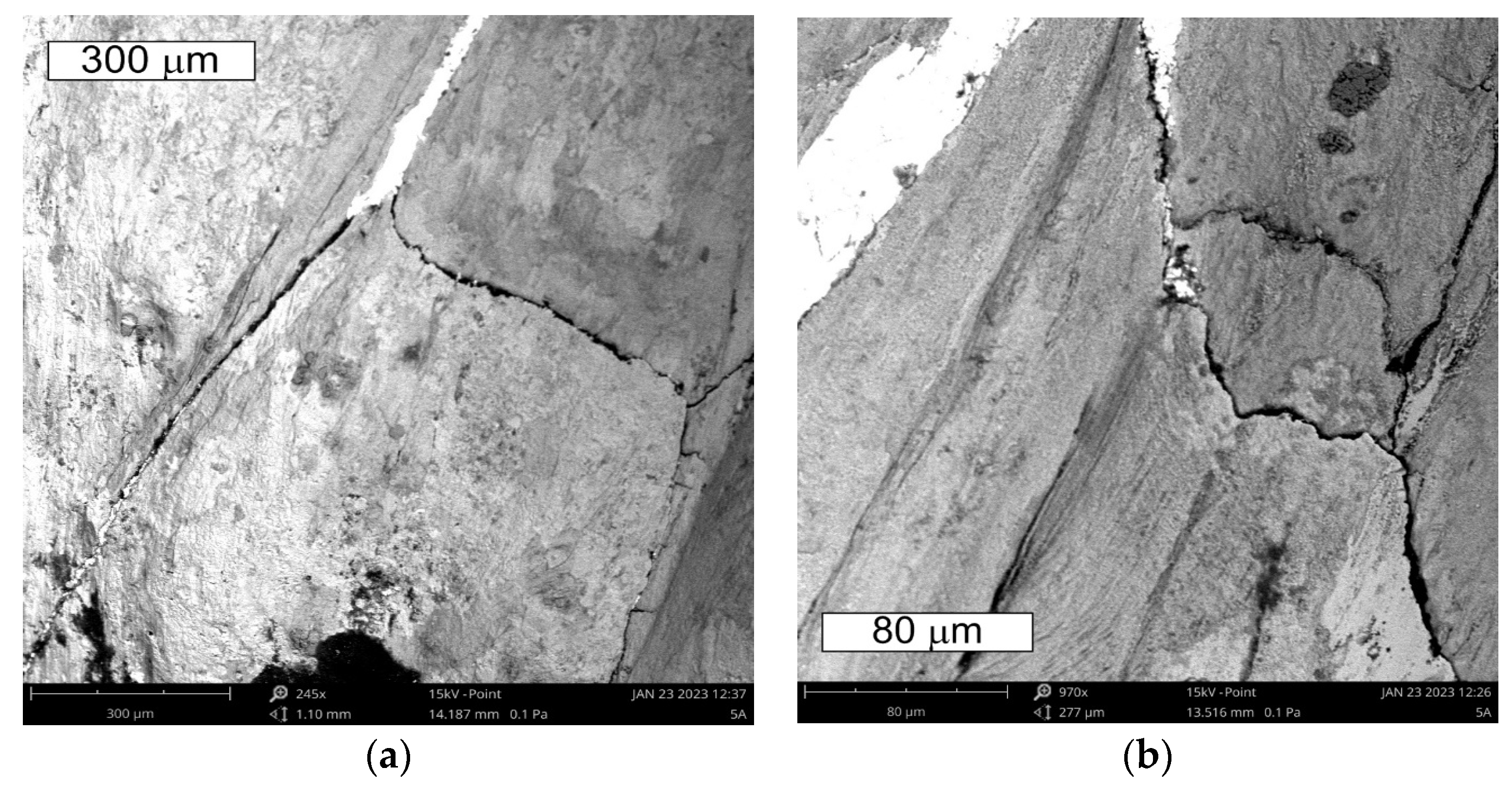
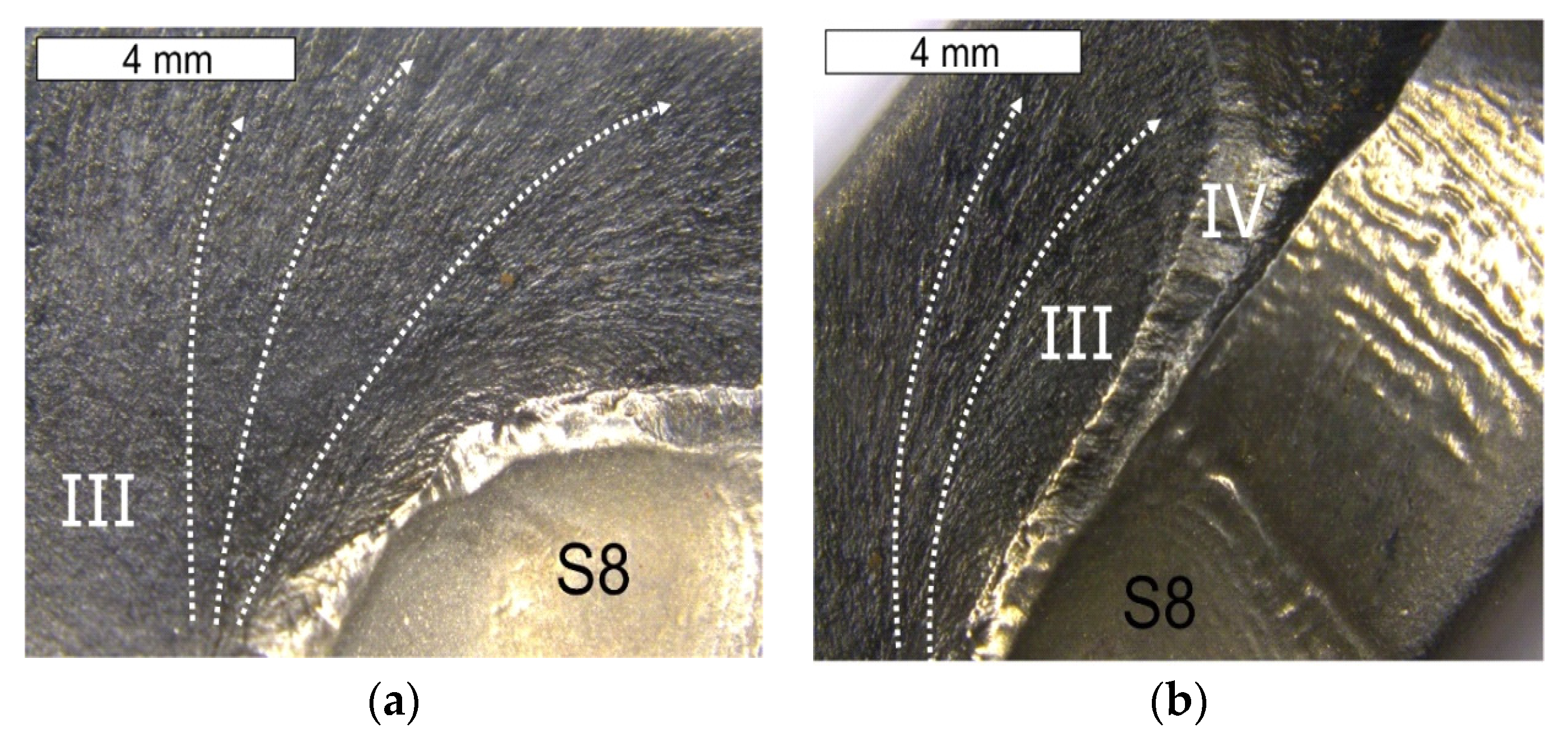
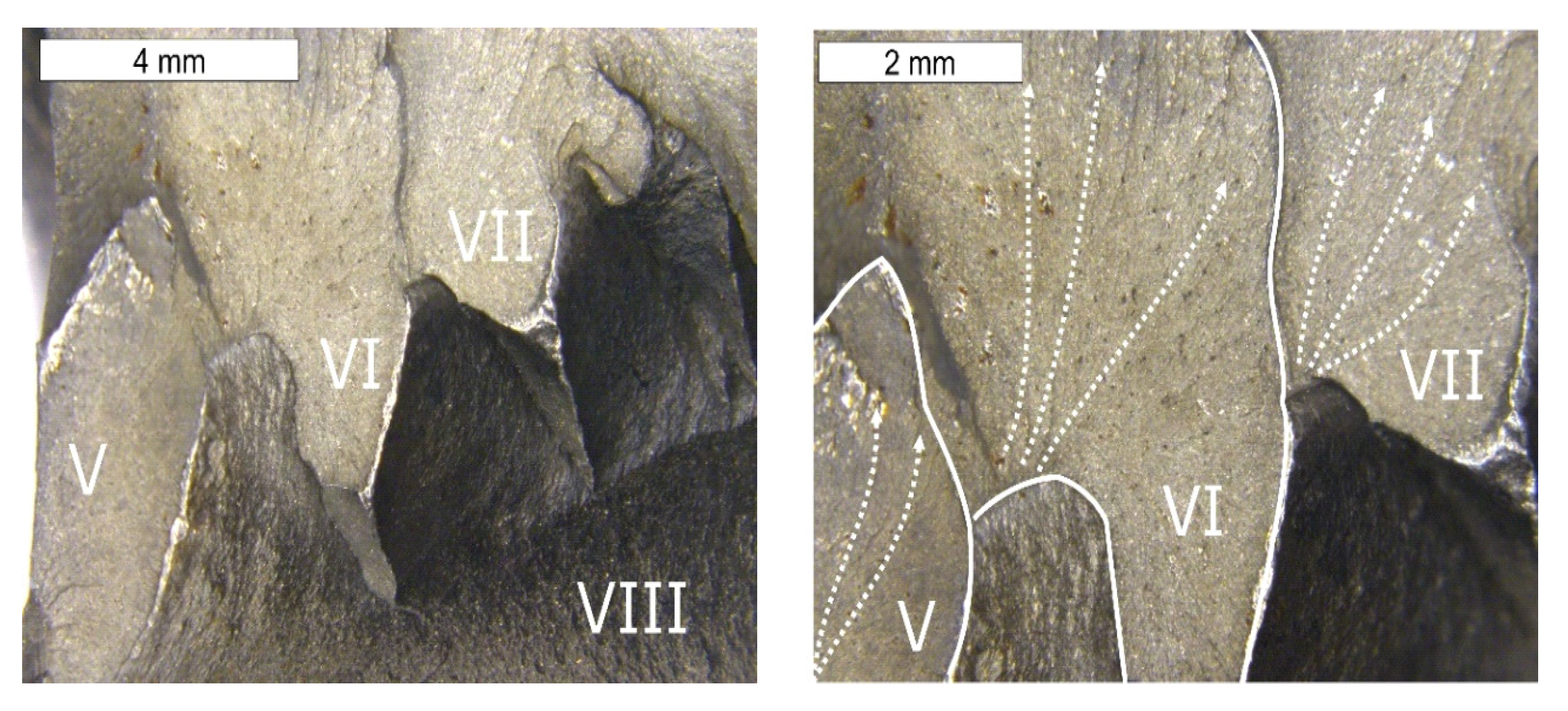
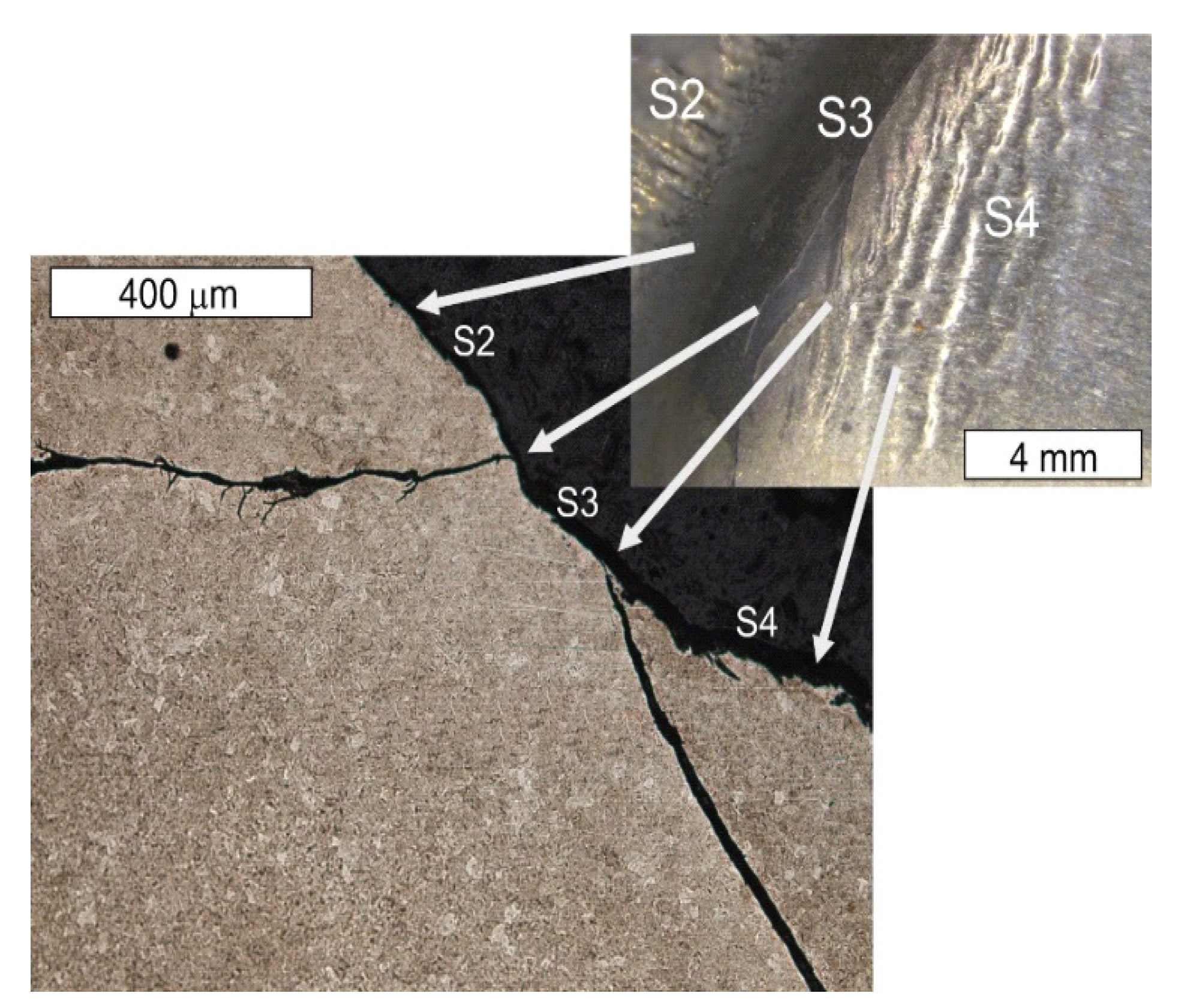
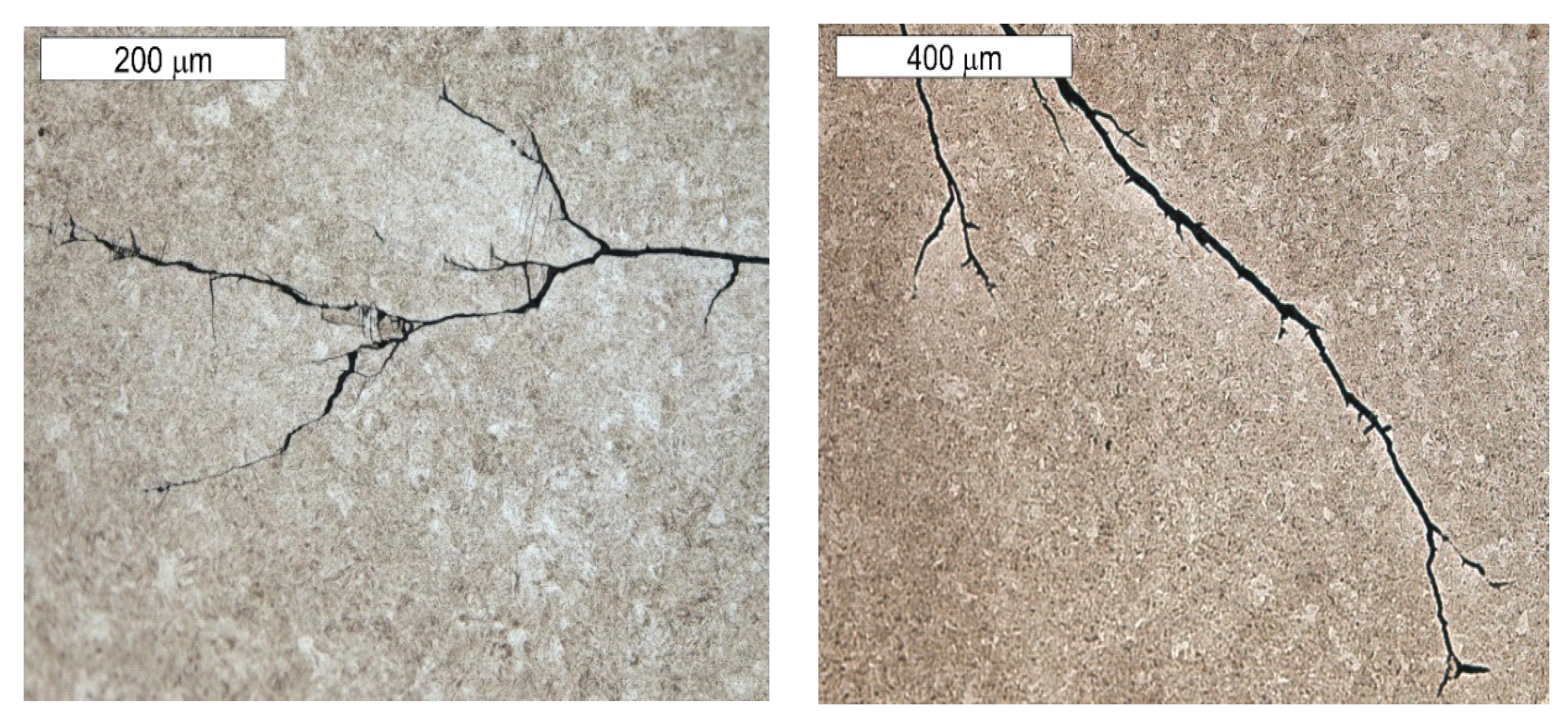
3.5. Fractography
3.6. The Charpy V-Notch Impact Test
4. Discussion
5. Conclusions
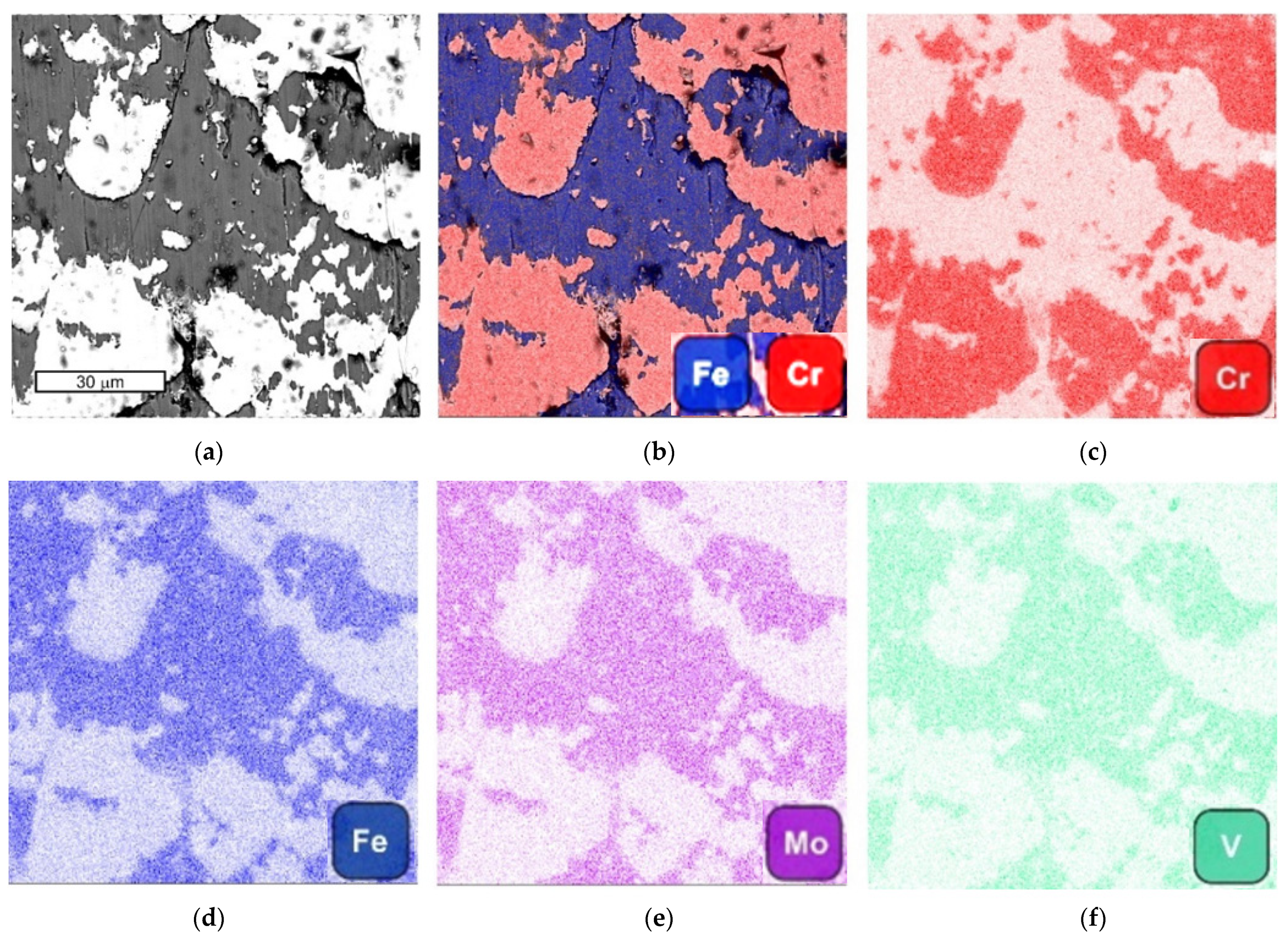
- The analysis of the chemical composition showed that the die was made of tool steel for hot working. The most similar grade in respect of the chemical composition is steel 1.2367 (X38CrMoV5-3). However, the examined steel characterised in a lower content of silicon and molybdenum compared to this grade. The material demonstrated the best agreement in terms of the chemical composition with that declared by the producer of Unimax steel. In respect of the microstructure, the tested material characterised in a microstructure of tempered martensite with the hardness of 54 HRC.
- On the basis of the analysis of the 3D scanning results, a large material loss was stated in the central part between the semi-finished products, which locally equalled even over 2.8 mm. This is most probably abrasive wear being the result of the intensive flow of the charge material in these areas. In turn, the microscopic tests also demonstrated plastic deformations, which affected the changes in the tool geometry. A more thorough analysis of the tool geometry also makes it possible to state that the shape and construction of the tool can have an important effect on the formation of fatigue cracks—the dislocation effect.
- The numerical simulations performed in the QForm program enabled an examination of the mechanisms of the crack formation in the working area of the forging die. The first crack mechanism was dependent on the tool material’s displacement combined with plastic deformation. The application of a modified Cockcroft–Latham criterion (C-L) provided the possibility to predict the risk of tool damage during forging. The conducted numerical analyses showed that in the fracture area the tool material deforms both elastically and plastically. The simulation results also demonstrated an important effect of the temperature changes both on the possibility of crack formation and local material tempering as a result of plastic deformations.
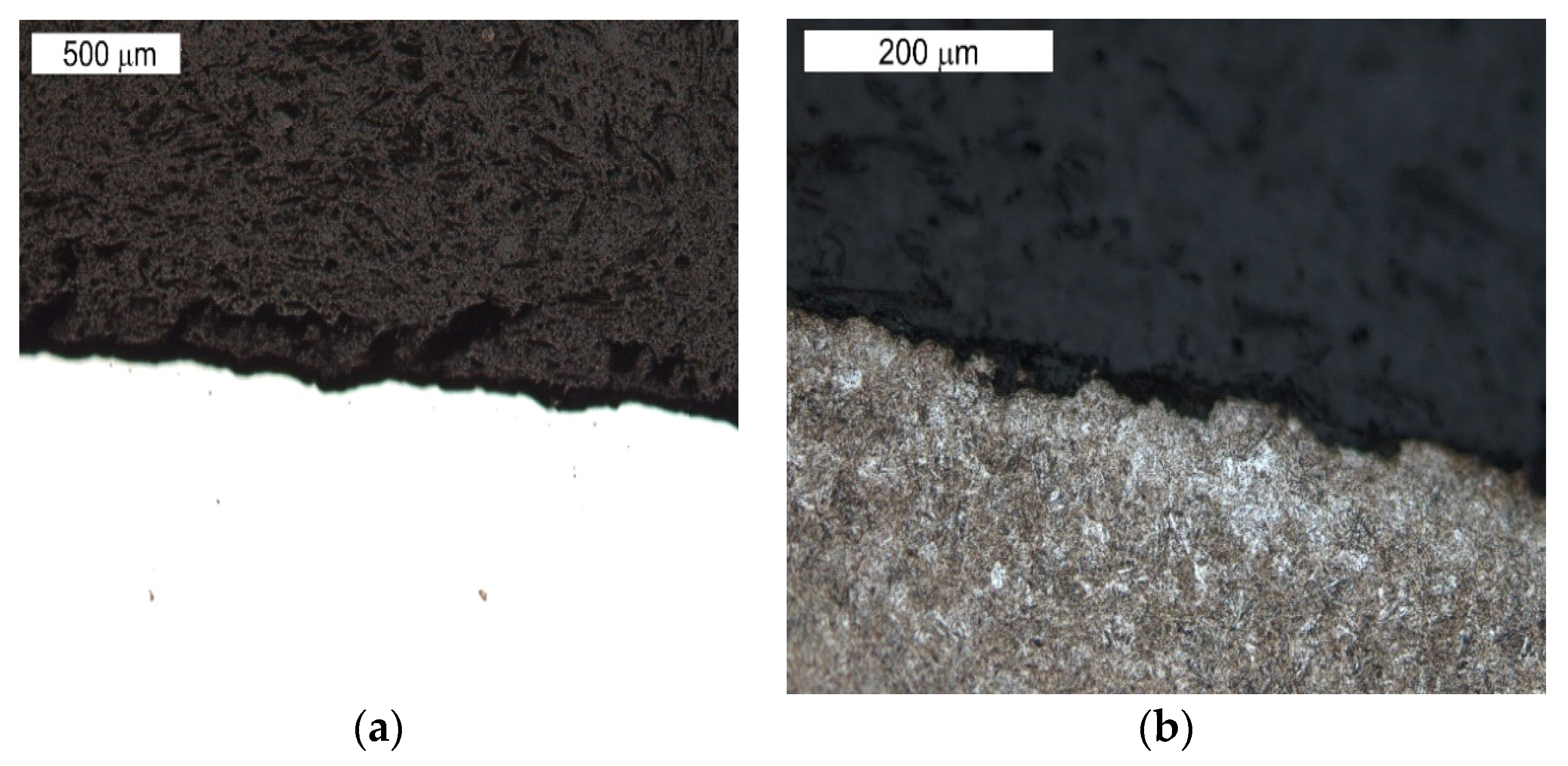
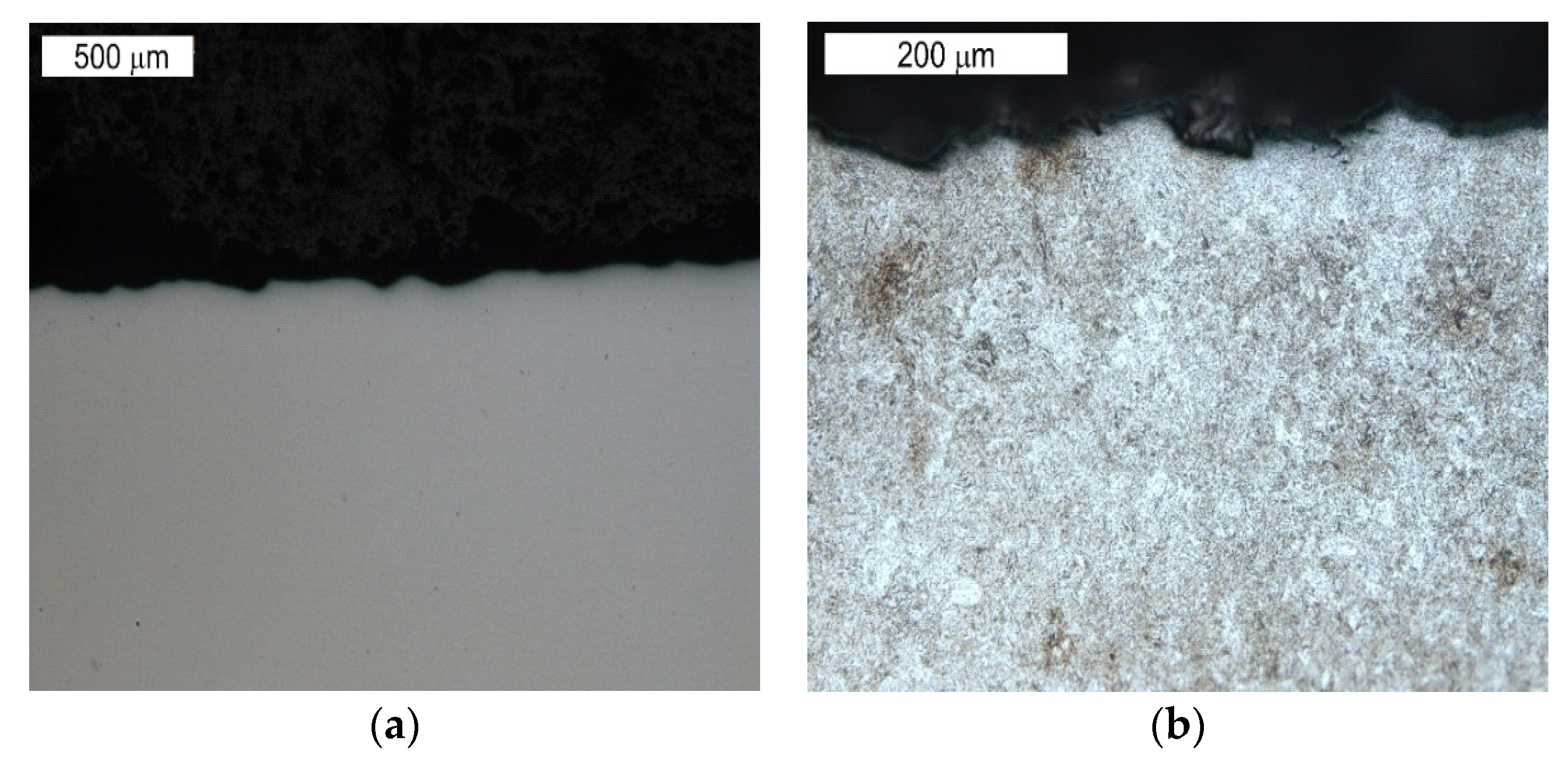
- The bridge, most subjected to wear, showed traces of plastic deformation pointing to the occurrence of thermal fatigue, which was accompanied by the formation of stick-ons of the forged material. On its external edge, spallings of the tool surface were observed, which, on the cross section, were accompanied by cracks propagating in different directions in respect of the surface.
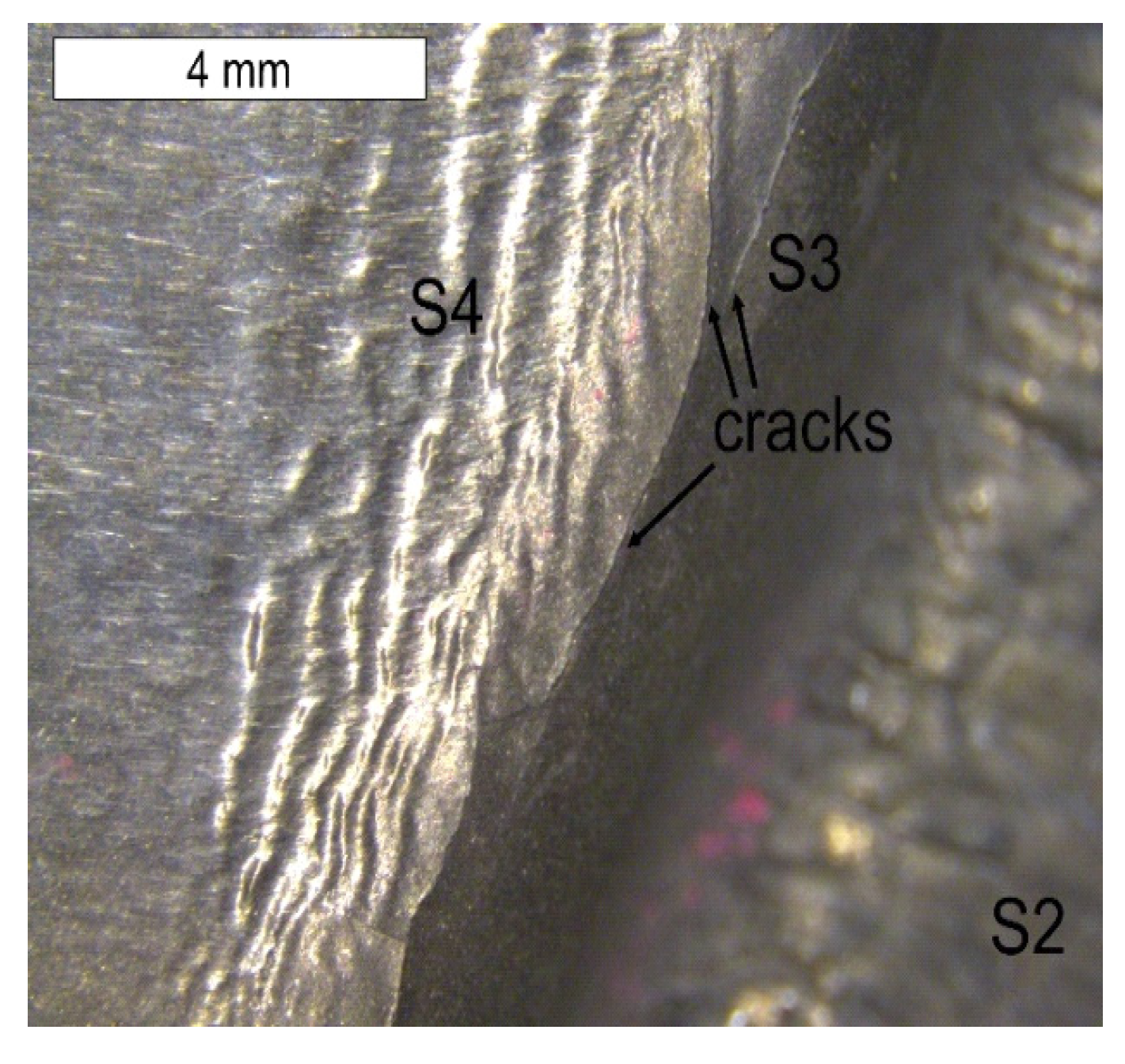
- The lower operation surface of the tool exhibited traces of plastic deformation with the characteristic surface wrinkling. This led to the formation of characteristic grooves arranged in the direction of the flow of the surface layer material. The plastic deformation and the change of the tool profile taking pace directly on it (clearly modified as a result of the formation of grooves in this area) led to the initiation of a fatigue crack in this area. It should be emphasised that, also in the FEM analyses, these areas exhibited the highest material effort.
- In the remaining tool area, typical abrasive wear was observed. We cannot also exclude the occurrence of plastic deformation in these areas. However, because of the increase in the intensity of the abrasive wear of the surface layer, it was not identified during the realised studies.
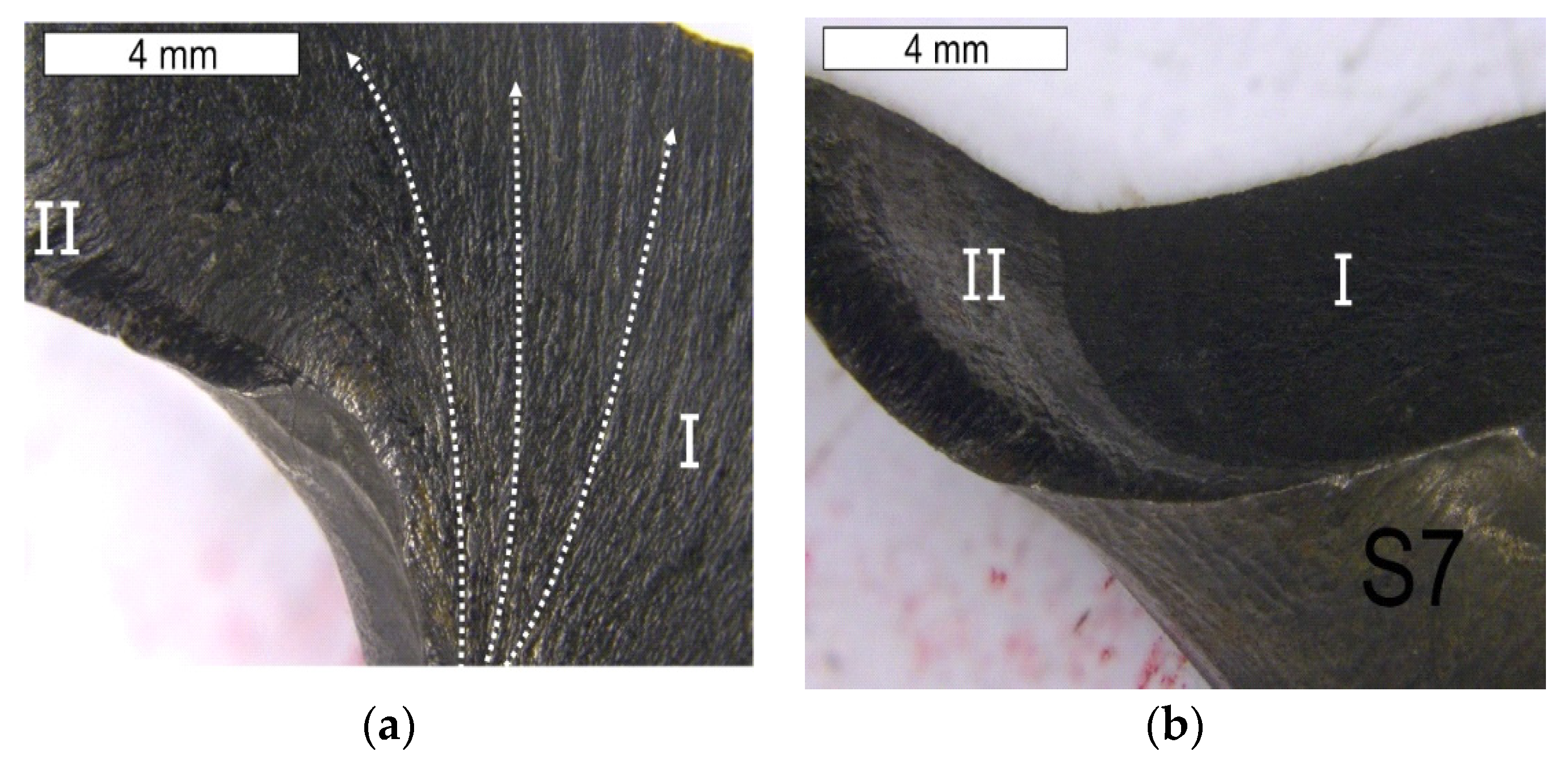
- The conducted microscopic examinations make it possible to state that, despite the macroscopically brittle character of a larger part of the formed fracture, the nucleation of the fatigue cracks was accompanied by the formation of slip bands. It should be expected that this effect is connected with the material deformation, which will result in material strengthening on the front of the developing crack.
6. Directions for Further Research
- -
- For this reason, it seems that, in the first place, we should optimise those technological parameters of the process which are possible to change.
- -
- Another process improvement can be a certain reconstruction of the tool geometry ensuring lower effort of the die material during forging. We can also consider an additional thermo-chemical treatment, that is the creation of compressive stresses by way of nitriding, which will increase the fatigue strength and may improve the tool’s resistance to the initiation of fatigue cracks.
- -
- The observed high cracking tendency of the tool material used prompted the authors to propose a different material for the die (Orvar 2 m produce by Udeholm), which would be more resistant to the propagation of fatigue cracks.
- -
- A good alternative in this respect seems to be steel showing higher impact strength, in particular at higher temperatures, as well as the empirically determined value of the stress intensity factor K1C.
- -
- At the same time, increased impact strength may result in greater susceptibility to plastic deformation in the operational surface layer. For this reason, the use of thermo-chemical treatment for it will increase the hardness of its surface, while maintaining a ductile core. The formation of compressive stresses accompanying nitriding should additionally prevent the propagation of fatigue cracks. In total, this should translate into greater durability of the die insert.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taylan, A.; Gracious, N.; Gangshu, S. Cold and hot forging fundamentals and application. In Asm Metals Handbook; ASM International: Novelty, OH, USA, 2005; Volume 14, pp. 337–338. [Google Scholar]
- Gronostajski, Z.; Hawryluk, M. The main aspects of precision forging. Arch. Civ. Mech. Eng. 2008, 8, 39–56. [Google Scholar] [CrossRef]
- Sharma, S.; Sharma, M.; Gupta, V.; Singh, J. A systematic review of factors affecting the process parameters and various measurement techniques in forging processes. Steel Res. Int. 2023, 94, 2200529. [Google Scholar] [CrossRef]
- Emamverdian, P.A.; Sun, Y.; Cao, C.; Pruncu, C.; Wang, Y. Current failure mechanisms and treatment methods of hot forging tools (dies)-a review. Eng. Fail. Anal. 2021, 129, 105–113. [Google Scholar] [CrossRef]
- Gonostajski, Z.; Kaszuba, M.; Hawryluk, M.; Zwierzchowski, M. A review of the degradation mechanisms of the hot forging tools. Arch. Civ. Mech. Eng. 2014, 14, 528–539. [Google Scholar] [CrossRef]
- Ahn, D. Hardfacing technologies for improvement of wear characteristics of hot working tools—A review. Int. J. Precis. Eng. Manuf. 2013, 14, 1271–1283. [Google Scholar] [CrossRef]
- Altan, T. Cold and Hot Forging Fundamentals and Application; ASM International: Novelty, OH, USA, 2005. [Google Scholar]
- Hawryluk, M.; Kaszuba, M.; Gronostajski, Z.; Polak, S.; Ziemba, J. Identification of the relations between the process conditions and the forging tool wear by combined experimental and numerical investigations. CIRP J. Manuf. Sci. Technol. 2020, 30, 87–93. [Google Scholar] [CrossRef]
- Hawryluk, M.; Kaszuba, M.; Widomski, P.; Polak, S. Methods of temperature determination and measurement verification in applications related to hot die forging processes. High Temp. High Press. 2020, 49, 223–239. [Google Scholar] [CrossRef]
- Hawryluk, M. Methods of Analysis and Increasing Durability of Forging Tools Used in Hot Die Forging Processes; Monographic publishing series; Problems of Operation and Machine Construction; Institute for Sustainable Technologies: Radom, Poland, 2016; ISBN 978-83-7789-410-1. [Google Scholar]
- Kiener, C.; Neher, R.; Merklein, M. Influence of tribological conditions on cold forging of gears. Prod. Eng. 2018, 12, 367–375. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, D.D.; Chen, M.S.; Chen, X.M.; Li, J. A precise BP neural network-based online model predictive control strategy for die forging hydraulic press machine. Neural Comput. Appl. 2018, 29, 585. [Google Scholar] [CrossRef]
- Michalski, J.; Pawlus, P.; Żelasko, W. Surface topography of cylindrical gear wheels after smoothing in abrasive mass, honing and shot peening. J. Phys. Conf. Ser. 2011, 311, 012022. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Polak, S.; Zwierzchowksi, M.; Hawryluk, A.N.I.M. The failure mechanisms of hot forging dies. Mater. Sci. Eng. A 2016, 657, 147–160. [Google Scholar] [CrossRef]
- Davis Joseph, R.; Semiatin, S.L. ASM Metals Handbook, Vol. 14, Forming and Forging; American Society for Metals; ASM Internation: Novelty, OH, USA, 1989. [Google Scholar]
- Sánchez Egea, A.J.; Martynenko, V.; Simoncelli, A.; Serrancoli, G.; Krahmer, D.M. Sliding abrasive wear when combining WEDM conditions and polishing treatment on H13 disks over 1045 carbon steel pins. Int. J. Adv. Manuf. Technol. 2022, 118, 183–193. [Google Scholar] [CrossRef]
- Hawryluk, M.; Marciniak, M.; Misiun, G. Possibilities of investigating abrasive wear in conditions close to those prevailing in industrial forging processes. Eksploat. I Niezawodn. Maint. Reliab. 2014, 16, 600–607. [Google Scholar]
- Choi, C.; Groseclose, A.; Altan, T. Estimation of plastic deformation and abrasive wear in warm forging dies. J. Mater. Process. Technol. 2012, 212, 1742–1752. [Google Scholar] [CrossRef]
- Kima, D.H.; Leeb, H.C.; Kimc, B.M.; Kimd, K.H. Estimation of die service life against plastic deformation and wear during hot forging processes. J. Mater. Process. Technol. 2012, 212, 1742–1752. [Google Scholar] [CrossRef]
- Saiki, H.; Marumo, Y.; Minami, A.; Sanoi, T. Effect of the surface structure on the resistance to plastic deformation of a hot forging tool. J. Mater. Process. Technol. 2001, 113, 22–27. [Google Scholar] [CrossRef]
- Chanin, T.; Yingyot, A. Evaluation of Forging Die Defect by Considering Plastic Deformation and Abrasive Wear in a Hot Forged Axle Shaft. Appl. Sci. Eng. Prog. 2021, 14, 60–71. [Google Scholar]
- Kumar, S.; Povoden-Karadeniz, E. Chapter: Plastic Deformation Behavior in Steels during Metal Forming Processes: A Review. In Material Flow Analysis; CRC Press Company: Washington, DC, USA, 2021. [Google Scholar] [CrossRef]
- Anders, P.; Hogmark, S.; Bergström, J. Simulation and evaluation of thermal fatigue cracking of hot work tool steels. Int. J. Fatigue 2004, 10, 1095–1107. [Google Scholar]
- Katunin, A. The conception of the fatigue model for layered composites considering thermal effects. Arch. Civ. Mech. Eng. 2011, 11, 333–342. [Google Scholar] [CrossRef]
- Persson, A.; Hogmarkb, S.; Bergstroma, J. Thermal fatigue cracking of surface engineered hot work tool steels. Surf. Coat. Technol. 2005, 191, 216–227. [Google Scholar] [CrossRef]
- Hawryluk, M.; Dolny, A. Stanisław Mroziński, Low cycle fatigue studies of WCLV steel (1.2344) used for forging tools to work at higher temperatures. Arch. Civ. Mech. Eng. 2018, 18, 465–478. [Google Scholar] [CrossRef]
- Berti, G.A.; Monti, M. Thermo-mechanical fatigue life assessment of hot forging die steel. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 1025–1034. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Groseclose, A.; Changhyok, C.; Gonzalez-Mendez, J.; Yelich, T.; Altan, T. Estimation of Die Stresses and Wear in Warm Forging of Steel Pinion Shafts [Online]; Report No. ERC/NSM-08-R-34; The Ohio State University: Columbus, OH, USA, 2009. [Google Scholar]
- Hawryluk, M.; Mrzygłód, B. A durability analysis of forging tools for different operating conditions with application of a decision support system based on artificial neural networks (ANN). Eksploat. I Niezawodn. Maint. Reliab. 2017, 19, 338–348. [Google Scholar] [CrossRef]
- Lavtar, L.; Muhic, T.; Kugler, G.; Tercelj, M. Analysis of the main types of damage on a pair of industrial dies for hot forging car steering mechanisms. Eng. Fail. Anal. 2011, 18, 1143–1152. [Google Scholar] [CrossRef]
- Mazurkiewicz, A.; Smolik, J. Comparative analysis of wear mechanism of different types of forging dies. Arch. Mater. Sci. Eng. 2011, 49, 45–49. [Google Scholar]
- Hawryluk, M.; Zwierzchowski, M.; Marciniak, M.; Sadowski, P. Phenomena and degradation mechanisms in the surface layer of die inserts used in the hot forging processes. Eng. Fail. Anal. 2017, 79, 313–329. [Google Scholar] [CrossRef]
- Seo, Y.H. Development of smart cold forging die life cycle management system based on real-time forging load monitoring. Sci. Rep. 2022, 12, 13297. [Google Scholar] [CrossRef]
- Dalbosco, M.; da Silva Lopes, G.; Schmitt, P.D.; Pinotti, L.; Boing, D. Improving fatigue life of cold forging dies by finite element analysis: A case study. J. Manuf. Process. 2021, 64, 349–355. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Hawryluk, M.; Marciniak, M.; Zwierzchowski, M.; Mazurkiewicz, A.; Smolik, J. Improving durability of hot forging tools by applying hybrid layers. Metallurgy 2015, 54, 687–690. [Google Scholar]
- Hawryluk, M. Review of selected methods of increasing the life of forging tools in hot die forging processes. Arch. Civ. Mech. Eng. 2016, 16, 845–866. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M.; Kaszuba, M.; Zwierzchowski, M. Analysis of forging process of constant velocity joint body. Steel Res. Int. 2008, 1, 547–554. [Google Scholar]
- Behrens, B.A.; Odening, D.; Müller, S.; Lücke, M. Process Design and Tooling Configuration for Precision Forging of High Performance Components. Steel Res. Int. 2009, 80, 869–877. [Google Scholar]
- Hawryluk, M.; Ziemba, J. Possibilities of application measurement techniques in hot die forging processes. Measurement 2017, 110, 284–295. [Google Scholar] [CrossRef]
- Behrens, B.A.; Schaefer, F. Prediction of wear in hot forging tools by means of finite-element-analysis. J. Mater. Process. Technol. 2005, 167, 309–315. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J. Lubrication in hot die forging processes. Proceedings of the Institution of Mechanical Engineers. J. Eng. Tribol. 2019, 233, 663–675. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Kaszuba, M.; Polak, S.; Widomski, P.; Ziemba, J.; Smolik, J. Application of selected surface engineering methods to improve the durability of tools used in precision forging. Int. J. Adv. Manuf. Technol. 2017, 93, 2183–2200. [Google Scholar] [CrossRef]
- YSS Hot Work Tool Steels, Hitachi Metals, Ltd. 2015. Available online: https://www.hitachi-metals.co.jp/e/products/auto/ml/pdf/hwts_c.pdf (accessed on 4 May 2021).
- Barrau, O.; Boher, C.; Gras, R.; Rezai-Aria, F. Analysis of the friction and wear behaviour of hot work tool steel for forging. Wear 2003, 255, 1444–1454. [Google Scholar] [CrossRef] [Green Version]
- Hawryluk, M.; Widomski, P.; Ziemba, J. Analysis of the causes of rapid damage of forging tools. Mater. Sci. 2017, 28, 75–92. [Google Scholar]
- Hawryluk, M.; Lachowicz, M.; Janik, M.; Ziemba, J.; Gronostajski, Z. Influence of the nitrided layer thickness of dies made of two types of tool steel used in hot extrusion of valve forgings made of nickel–chromium steel on the durability of these tools. Arch. Civ. Mech. Eng. 2021, 21, 151. [Google Scholar] [CrossRef]
- Hawryluk, M.; Lachowicz, M.; Janik, M.; Ziemba, J.; Gronostajski, Z. Preliminary studies of increasing the durability of forging tools subjected to various variants of surface treatment used in the hot die forging process of producing valve forgings. Eng. Fail. Anal. 2023, 143, 106886. [Google Scholar] [CrossRef]
- Paschke, H.; Weber, M.; Braeuer, G.; Yilkiran, T.; Behrens, B.A.; Brand, H. Optimized plasma nitriding processes for efficient wear reduction of forging dies. Arch. Civ. Mech. Eng. 2012, 12, 407–412. [Google Scholar] [CrossRef]
- Bombač, D.; Terčelj, M.; Peruš, I.; Fajfar, P. The progress of degradation on the bearing surfaces of nitrided dies for aluminium hot extrusion with two different relative lengths of bearing surface. Wear 2013, 303, 10–21. [Google Scholar] [CrossRef]
- Castro, G.; Fernández-Vicente, A.; Cid, J. Influence of the nitriding time in the wear behaviour of an AISI H13 steel during a crankshaft forging process. Wear 2007, 263, 1375–1385. [Google Scholar] [CrossRef]
- Okada, M.; Hosokawa, A.; Tanaka, R.; Ueda, T. Cutting performance of PVD-coated carbide and CBN tools in hardmilling. Int. J. Mach. Tools Manuf. 2011, 51, 127–132. [Google Scholar] [CrossRef]
- Sjostrom, J.; Bergstrom, J. Thermal fatigue testing of chromium martensitic hot-work tool steel after different austenitizing treatments. J. Mater. Process. 2004, 153–154, 1089–1096. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Kaszuba, M.D.; Polak, S.; Widomski, P.; Smolik, J.; Ziemba, J. Analysis of the wear of forging tools surface layer after hybrid surface treatment. Int. J. Mach. Tools Manuf. 2017, 114, 60–71. [Google Scholar] [CrossRef]
- PN-EN ISO 4957:2018-09; Tool Steels. Polish Committee for Standardization: Warsaw, Poland, 2018.
- Hawryluk, M.; Gronostajski, Z.; Widomski, P.; Kaszuba, M.D.; Ziemba, J.; Smolik, J. Influence of the application of a PN+Cr/CrN hybrid layer on the improvement of the lifetime of hot forging tools. J. Mater. Process. Technol. 2018, 258, 226–238. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J.; Zwierzchowski, M.; Janik, M. Analysis of a forging die wear by 3D reverse scanning combined with SEM and hardness tests. Wear 2021, 476, 203749. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Jabłoński, P.; Janik, M.; Suliga, M. An integrated vision control system for the evaluation of the shape-dimensional accuracy and quality of valve forgings used in motor truck engines. Measurement 2023, 210, 112541. [Google Scholar] [CrossRef]
- Gouveia, B.; Rodrigues, J.; Martins, P. Ductile fracture in metalworking: Experimental and theoretical research. J. Mater. Process. Technol. 2000, 101, 52–63. [Google Scholar] [CrossRef]
- Kobayashi, M. Ductile to brittle fracture analysis based on improved application of proposed crack opening criterion deduced by micro-crack evolution equation. Int. J. Solids Struct. 2017, 121, 275–288. [Google Scholar] [CrossRef]
- Christiansen, P.; Hattel, J.; Bay, N.; Martins, P. Modelling of damage during hot forging of ingots. In Proceedings of the 5th International Conference, Prague, Czech Republic, 24–26 July 2013. [Google Scholar]
- Mirghasemi, S.; Eivani, A.; Seyedein, S.; Jafarian, H. A comparison between routine vs. normalized Cockroft-Latham fracture criteria for prediction of fracture during equal channel angular pressing. Eng. Fract. Mech. 2018, 199, 721–729. [Google Scholar] [CrossRef]
- Terán, G.; Capula-Colindres, S.; Angeles-Herrera, D.; Velázquez, J.C.; Fernández-Cueto, M.J. Estimation of fracture toughness KIC from Charpy impact test data in T-welded connections repaired by grinding and wet welding. Eng. Fract. Mech. 2016, 153, 351–359. [Google Scholar] [CrossRef]
- Qamar, S.Z.; Sheikh, A.K.; Arif, A.F.M.; Pervez, T. Regression-based CVN–KIC Models for hot work tool steels. Mater. Sci. Eng. A 2006, 430, 208–215. [Google Scholar] [CrossRef]
- Qamar, S.Z.; Sheikh, A.K.; Arif, A.F.M. A CVN-K(KIC) correlation for H13 tool steels. Int. J. Mater. Prod. Technol. 2009, 33, 4. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Cr | Cu | Mo | Ni | V | W | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tested die | 0.49 | 0.45 | 0.21 | 0.001 | 0.006 | 5.2 | 0.04 | 2.33 | 0.58 | 0.51 | 0.01 | balance |
| 1.2343 | 0.33–0.41 | 0.25–0.50 | 0.80–1.20 | Max. 0.030 | Max. 0.030 | 4.80–5.50 | - | 1.10–1.50 | - | 0.30–0.50 | - | balance |
| 1.2344 | 0.35–0.42 | 0.25–0.50 | 0.80–1.20 | Max. 0.030 | Max. 0.030 | 4.80–5.50 | - | 1.20–1.50 | - | 0.85–1.15 | - | balance |
| 1.2367 | 0.35–0.40 | 0.30–0.50 | 0.30–0.50 | Max. 0.030 | Max. 0.030 | 4.80–5.20 | - | 2.70–3.20 | - | 0.40–0.60 | - | balance |
| 1.2368 | 0.38–0.44 | 0.30–0.50 | 0.90–1.20 | Max. 0.030 | Max. 0.030 | 5.20–5.60 | - | 2.80–3.10 | - | 1.10–1.25 | - | balance |
| Unimax | 0.50 | 0.50 | 0.20 | Max. 0.030 | Max. 0.030 | 5.00 | - | 2.3 | - | 0.5 | - | balance |
| Material | No Samples | Temp Test | Energy | K1C |
|---|---|---|---|---|
| °C | J | MPa·m1/2 | ||
| Analysed hot work steel | 1 | 100 | 15.6 | 46.6 |
| 2 | 150 | 18.2 | 52.9 | |
| 4 | 200 | 21.2 | 60.1 | |
| 3 | 250 | 22.1 | 62.2 | |
| 5 | 300 | 23.3 | 65.1 | |
| Proposed hot work steel | 1 | 100 | 22.8 | 63.9 |
| 2 | 150 | 28.9 | 78.5 | |
| 3 | 200 | 44.3 | 115.5 | |
| 4 | 250 | 47.2 | 122.5 | |
| 5 | 300 | 53.3 | 137.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hawryluk, M.; Lachowicz, M.; Łukaszek-Sołek, A.; Lisiecki, Ł.; Ficak, G.; Cygan, P. Structural Features of Fatigue Crack Propagation of a Forging Die Made of Chromium–Molybdenum–Vanadium Tool Steel on Its Durability. Materials 2023, 16, 4223. https://doi.org/10.3390/ma16124223
Hawryluk M, Lachowicz M, Łukaszek-Sołek A, Lisiecki Ł, Ficak G, Cygan P. Structural Features of Fatigue Crack Propagation of a Forging Die Made of Chromium–Molybdenum–Vanadium Tool Steel on Its Durability. Materials. 2023; 16(12):4223. https://doi.org/10.3390/ma16124223
Chicago/Turabian StyleHawryluk, Marek, Marzena Lachowicz, Aneta Łukaszek-Sołek, Łukasz Lisiecki, Grzegorz Ficak, and Piotr Cygan. 2023. "Structural Features of Fatigue Crack Propagation of a Forging Die Made of Chromium–Molybdenum–Vanadium Tool Steel on Its Durability" Materials 16, no. 12: 4223. https://doi.org/10.3390/ma16124223
APA StyleHawryluk, M., Lachowicz, M., Łukaszek-Sołek, A., Lisiecki, Ł., Ficak, G., & Cygan, P. (2023). Structural Features of Fatigue Crack Propagation of a Forging Die Made of Chromium–Molybdenum–Vanadium Tool Steel on Its Durability. Materials, 16(12), 4223. https://doi.org/10.3390/ma16124223