
The Portevin–Le Chatelier Effect of Cu–2.0Be Alloy during Hot Compression

 ,
,
Abstract
:
1. Introduction
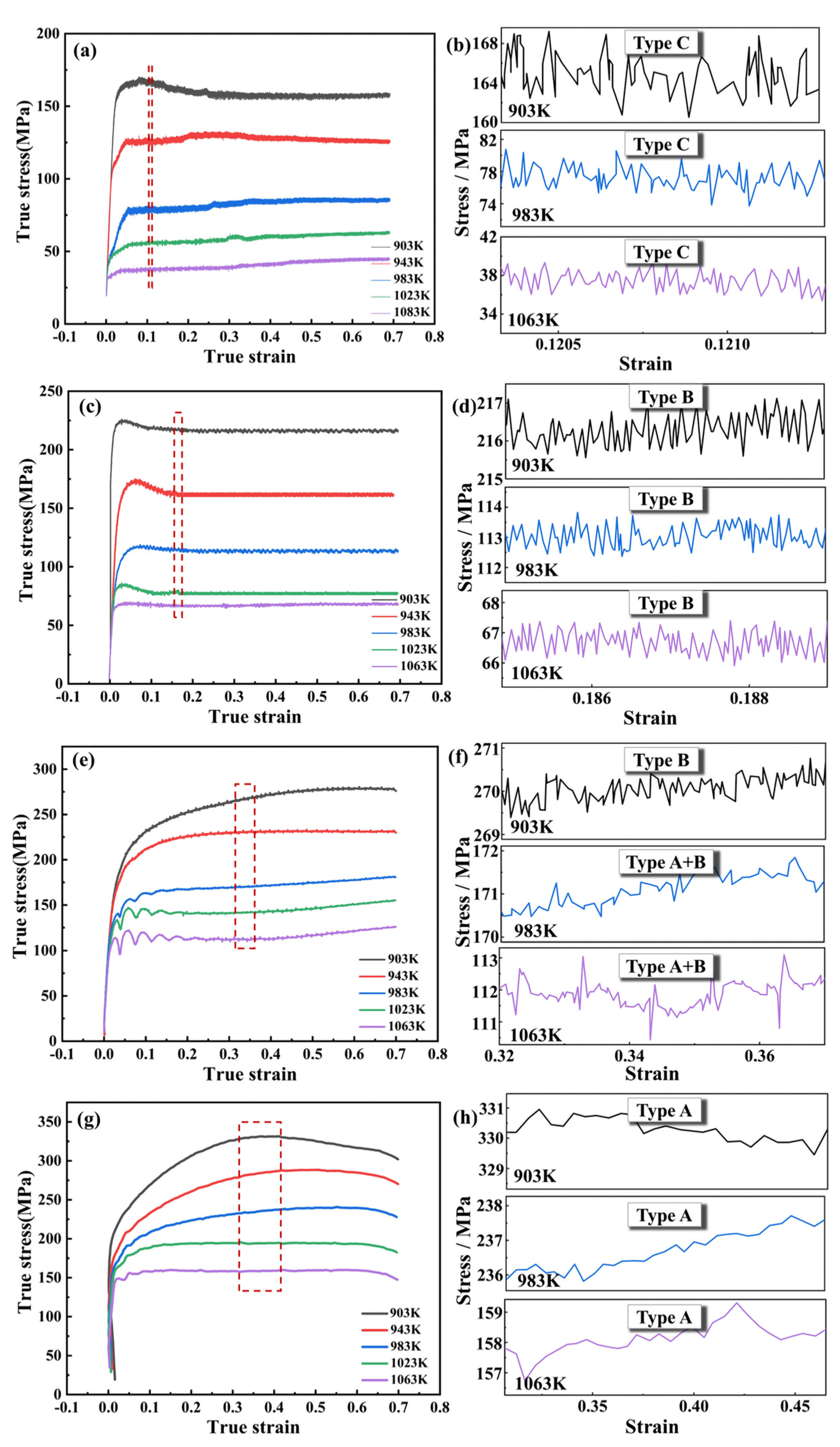
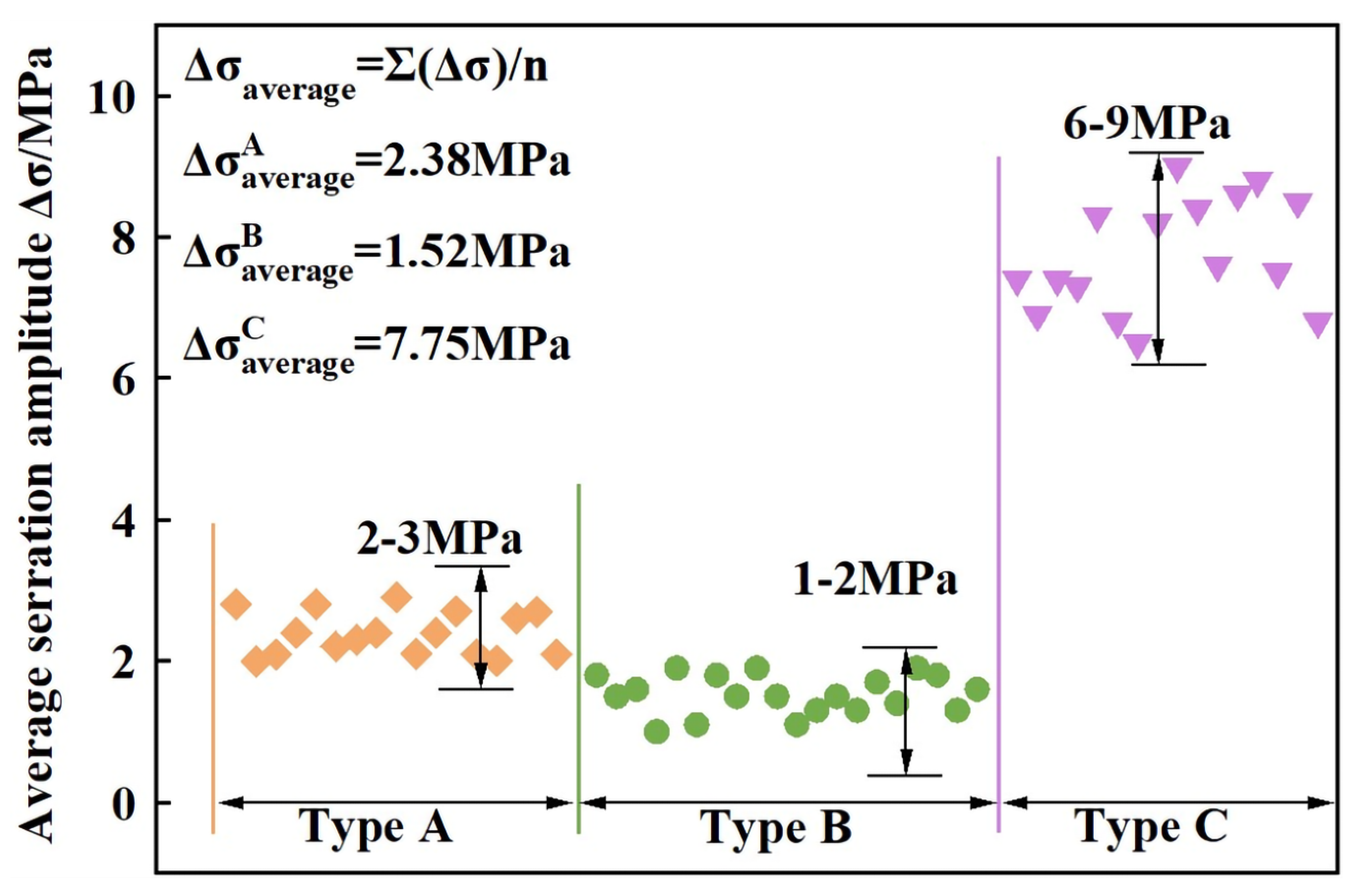
- The type A serration is usually found at high strain rates and low deformation temperatures, exhibiting relatively small fluctuations in flow stress, and the fluctuations appear at a random frequency in the stress–strain curve. The main reason for this behavior is the locking of movable dislocations by the solute atoms.
- The type B serration, which usually occurs at medium to high strain rates, is characterized by rapid continuous oscillations above and below the average stress value, obtaining higher amplitudes than those of type A serrations. Under certain conditions, the type B serration could exhibit a minor drop in stress within a certain interval.
- The type C serration is commonly found at relatively low strain rates and exhibits high amplitude and frequency stress oscillations. Type C serration oscillations are above and below the mean value, with larger amplitudes than those of type B serrations.
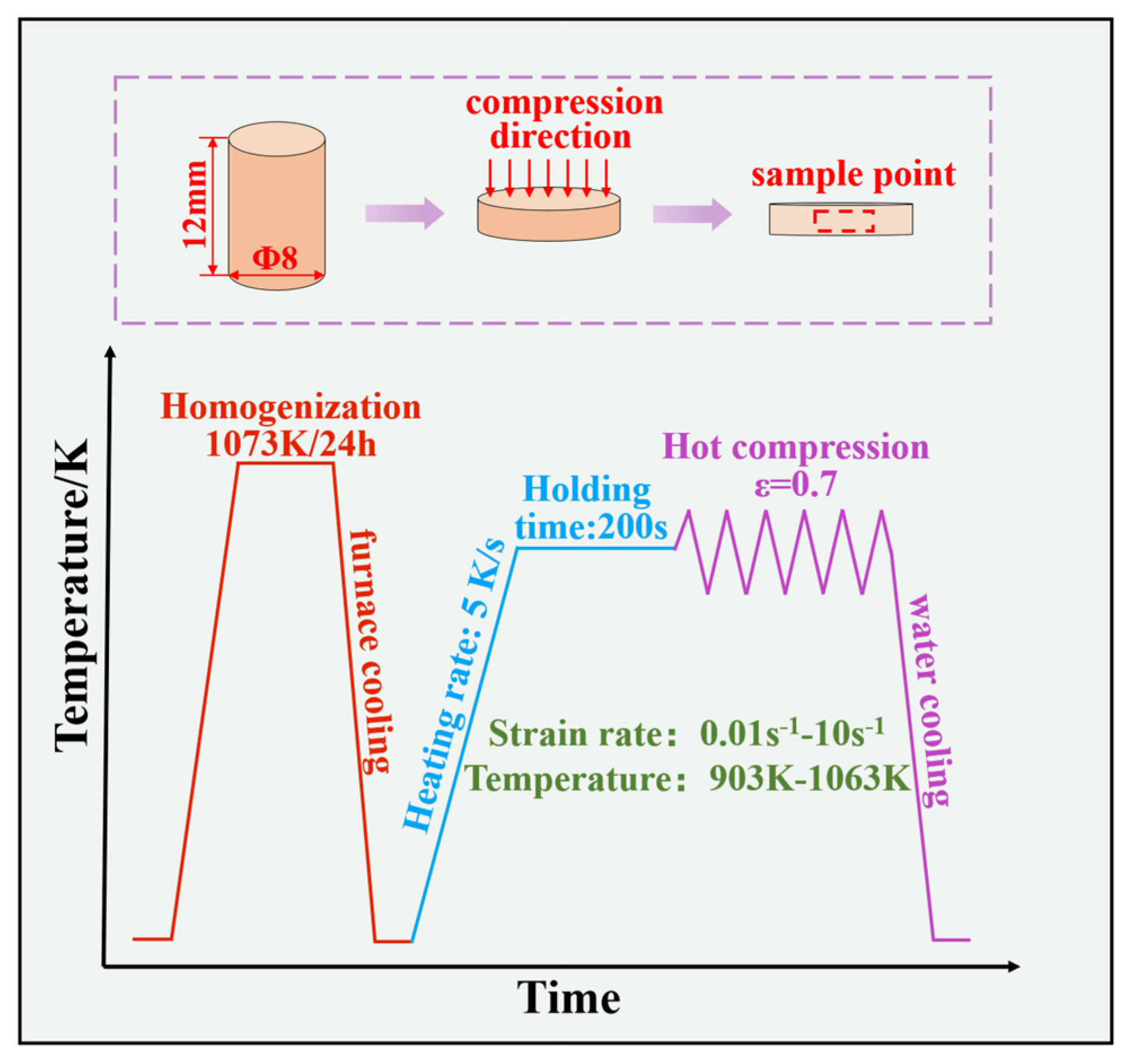
2. Experimental Process
3. Result and Discussion
3.1. The Influence of the Temperature and Strain Rate on the Serrated Flow
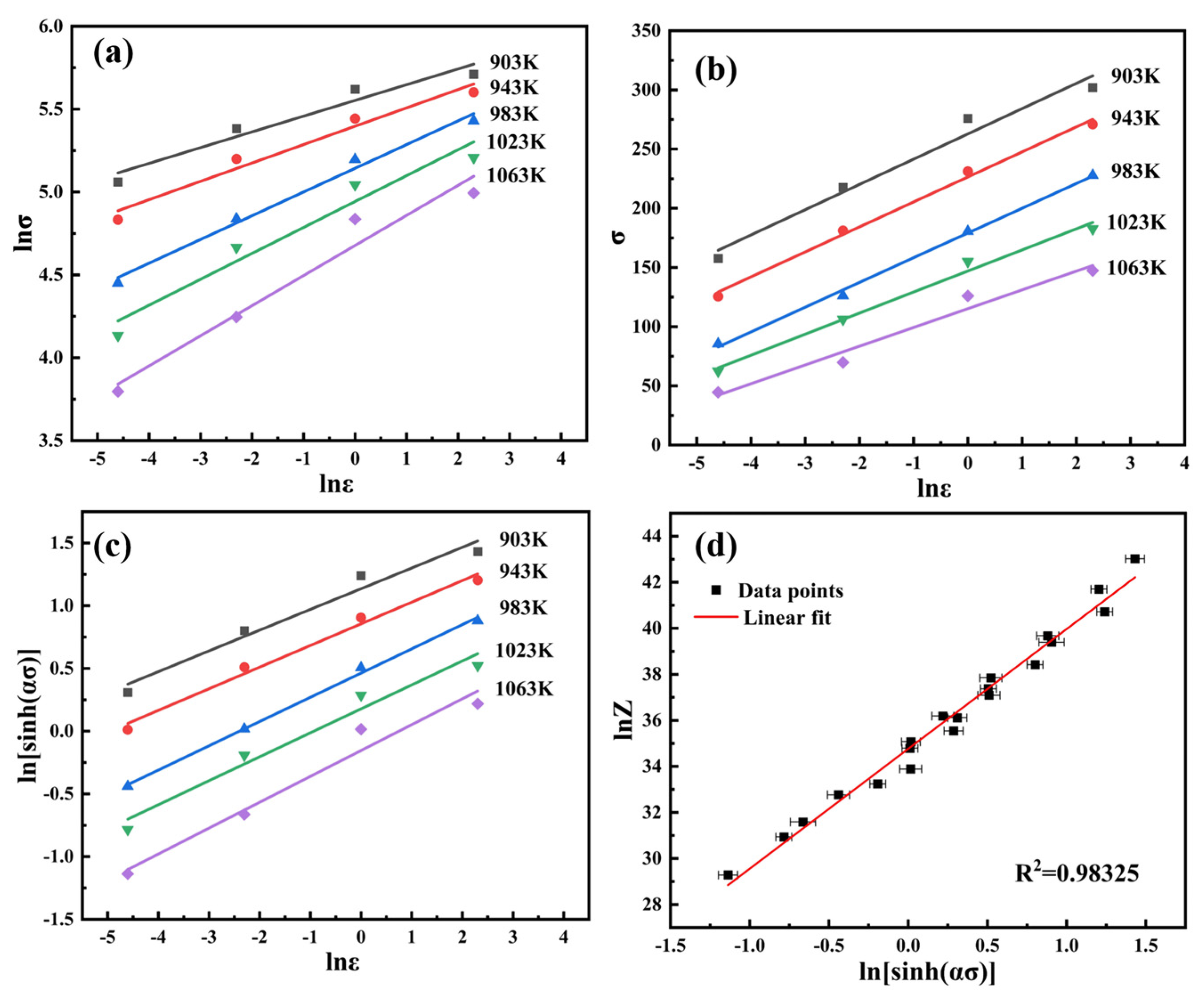
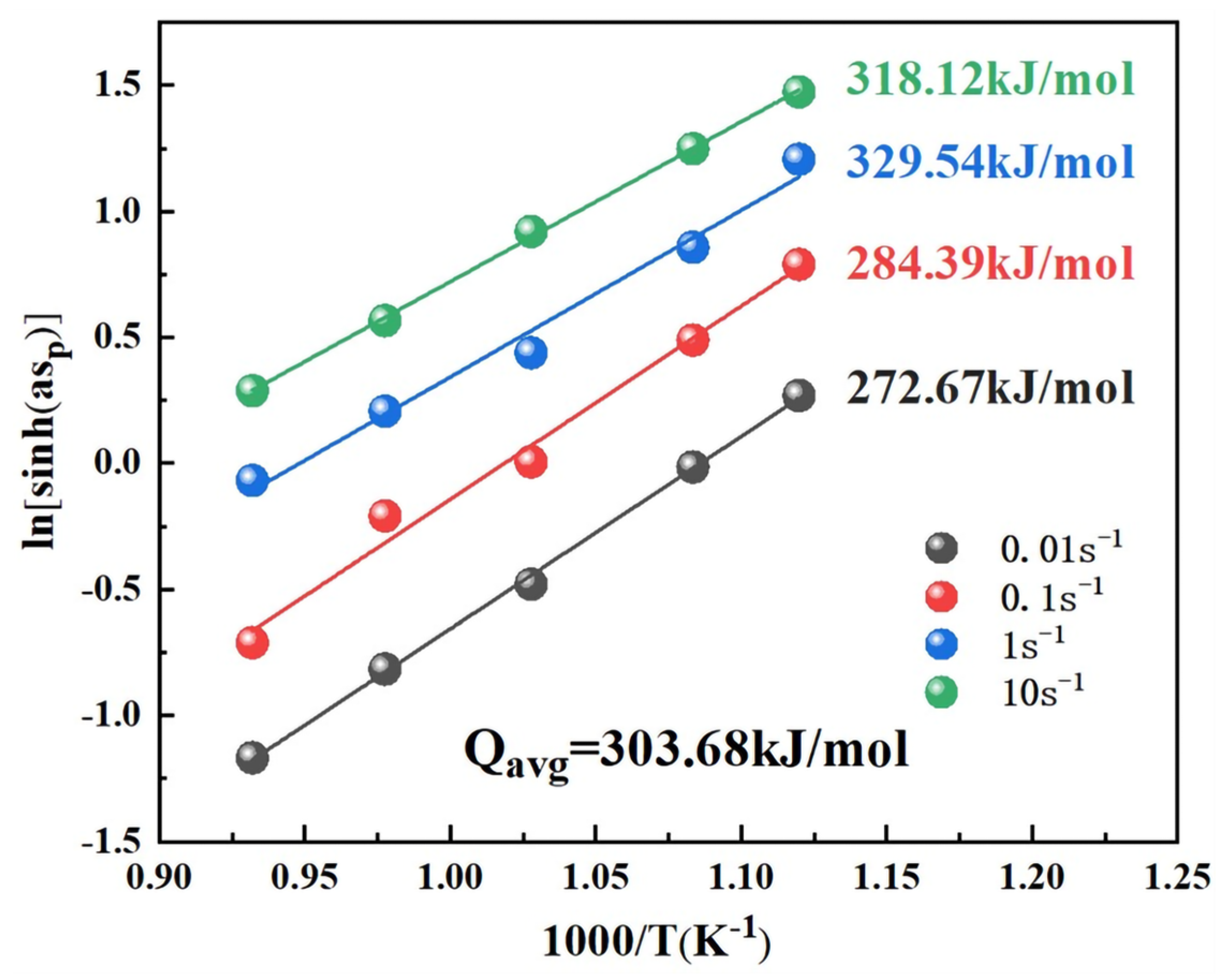
3.2. Constitutive Equation and Activation Energy
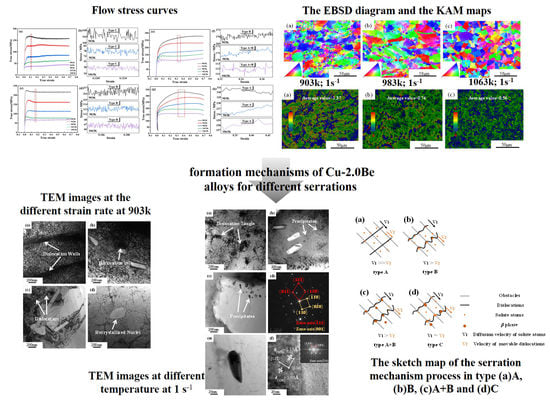
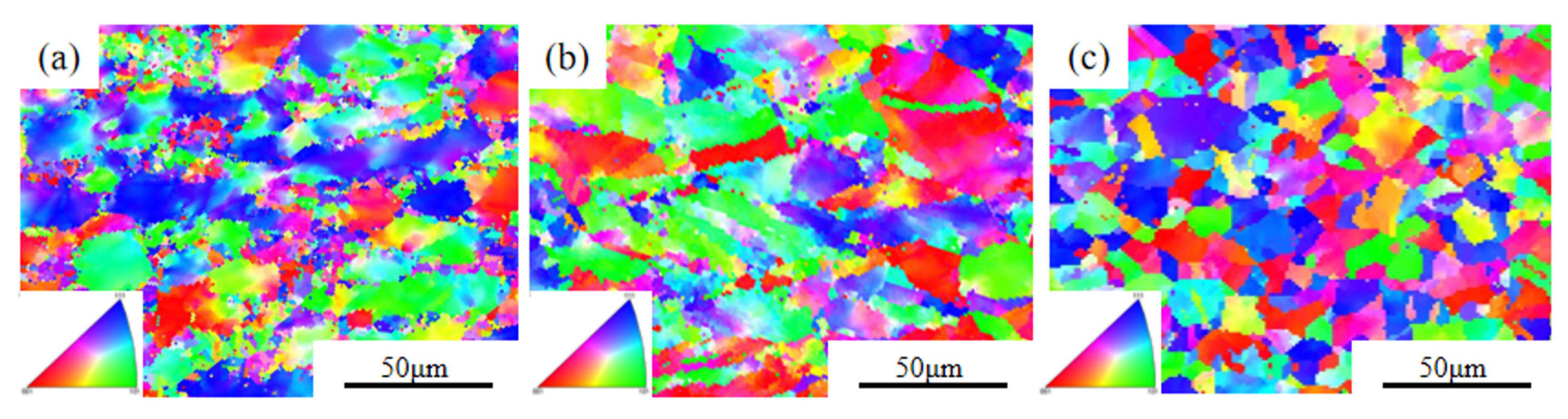
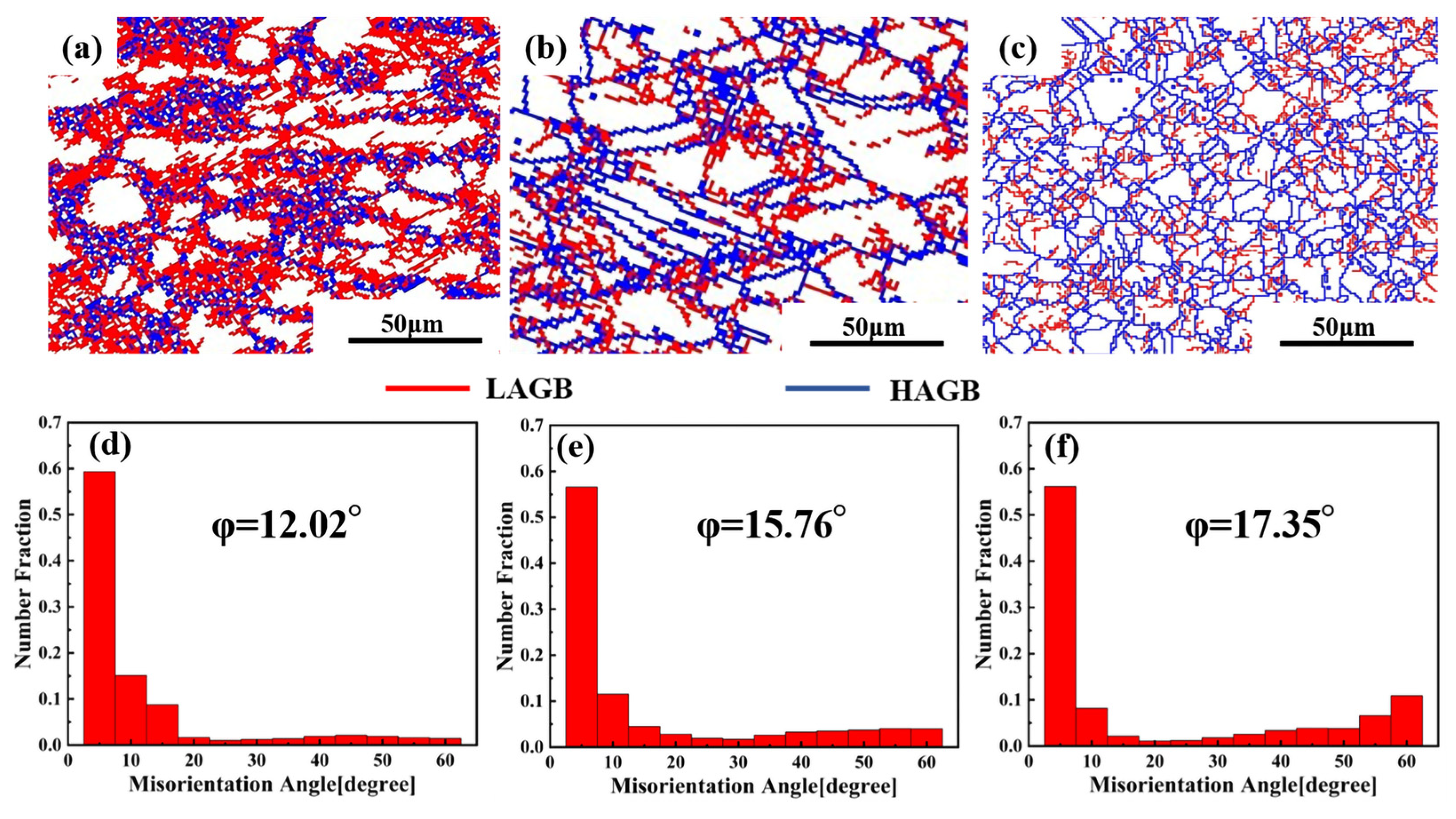
3.3. Microstructure Evolution
4. Conclusions
- (1)
- The PLC effect of Cu–2.0Be alloy is sensitive to the strain rate. Types A, B and C serrations occur at high, medium and low strain rates, respectively. In particular, at a strain rate of 1 s−1, temperature-sensitive serrations were discovered, and mixed type A + B serrations were produced when the temperature exceeded 983 K.
- (2)
- The Arrhenius-type constitutive equation was created using the stress–strain data in the following manner: . The activation energy increased with increasing strain rate and the ordinary activation energy Q = 303.68 kJ/mol.
- (3)
- The serrations type is determined by the interaction between the dislocation motion (grain boundary motion) and the diffusion of solute atoms. The flow stress serration is very sensitive to the pinning and unpinning of the mobile dislocations, which can be mainly affected by the solute atom diffusion velocity.
- (4)
- Under appropriate deformation conditions, the formation of fine β phases can hinder dislocation movement, resulting in temperature-sensitive serrations and the formation of the mixed type A + B serrations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, P.; Liu, G.; Sun, J. A critical review on the Portevin-Le Chatelier effect in aluminum alloys. J. Cent. South Univ. 2022, 29, 744–766. [Google Scholar] [CrossRef]
- Yilmaz, A. The Portevin-Le Chatelier effect: A review of experimental findings. Sci. Technol. Adv. Mater. 2011, 12, 063001. [Google Scholar] [CrossRef] [PubMed]
- Chandravathi, K.S.; Laha, K.; Parameswaran, P.; Mathew, M.D. Effect of microstructure on the critical strain to onset of serrated flow in modified 9Cr–1Mo steel. Int. J. Press. Vessel. Pip. 2012, 89, 162–169. [Google Scholar] [CrossRef]
- Shukla, A.K.; Murty, S.N.; Sharma, S.C.; Mondal, K. The serrated flow and recrystallization in dispersion hardened Cu–Cr–Nb alloy during hot deformation. Mater. Sci. Eng. A 2016, 673, 135–140. [Google Scholar] [CrossRef]
- Halim, H.; Wilkinson, D.S.; Niewczas, M. The Portevin–Le Chatelier (PLC) effect and shear band formation in an AA5754 alloy. Acta Mater. 2007, 55, 4151–4160. [Google Scholar] [CrossRef]
- Estrin, Y.; Kubin, L.P. Plastic instabilities: Phenomenology and theory. Mater. Sci. Eng. A 1991, 137, 125–134. [Google Scholar] [CrossRef]
- Mulford, R.A.; Kocks, U.F. New observations on the mechanisms of dynamic strain aging and of jerky flow. Acta Metall. 1979, 27, 1125–1134. [Google Scholar] [CrossRef]
- Beukel, A.V.D. On the mechanism of serrated yielding and dynamic strain ageing. Acta Metall. 1980, 28, 965–969. [Google Scholar] [CrossRef]
- Kubin, L.P.; Chihab, K.; Estrin, Y. The rate dependence of the portevin-Le chatelier effect. Acta Metall. 1988, 36, 2707–2718. [Google Scholar] [CrossRef]
- Jiang, H.F.; Zhang, Q.C.; Chen, X.D.; Chen, Z.Z.; Jiang, Z.Y.; Wu, X.P.; Fan, J.H. Three types of Portevin–Le Chatelier effects: Experiment and modelling. Acta Mater. 2007, 55, 2219–2228. [Google Scholar] [CrossRef]
- Onodera, R.; Ishibashi, T.; Koga, M.; Shimizu, M. The relation between the Portevin-Le chatelier effect and the solid solubility in some binary alloys. Acta Metall. 1983, 31, 535–540. [Google Scholar] [CrossRef]
- Jovanovic, M.; Djuric, B.; Drobnjak, D. Serrated yielding in commercial Cu-Be-Co alloy. Scr. Metall. 1981, 15, 469–473. [Google Scholar] [CrossRef]
- Era, H.; Ohura, N.; Onodera, R.; Shimizu, M. Precipitation and the Portevin-Le Chatelier effect in Cu-5.5, 11.6 and 14.2 at.% Ga alloy. Scr. Metall. 1984, 18, 1041–1044. [Google Scholar] [CrossRef]
- Qian, K.W.; Reed-Hill, R.E. A model for the flow stress and strain rate sensitivity of a substitutional alloy–Cu-3.1 at.% Sn. Acta Metall. 1983, 31, 87–94. [Google Scholar] [CrossRef]
- Onodera, R.; Ishibashi, T.; Era, H.; Shimizu, M. The portevin-le chatelier effects in Cu-Ti, Cu-P and Cu-Si alloys. Acta Metall. 1984, 32, 817–822. [Google Scholar] [CrossRef]
- Adams, S.M. Serrated flow in alpha-beta brass. Scr. Metall. 1973, 7, 173–177. [Google Scholar] [CrossRef]
- Mayer, M.; Vohringer, O.; Macherauch, E. Portevin-Le chatelier effect during tensile deformation in Cu-Zn and Cu-Ni-Zn alloys. Scr. Metall. 1975, 9, 1333–1339. [Google Scholar] [CrossRef]
- Jovanović, M.; Drobnjak, D. Onset of serrated flow in Cu-Be alloy. Scr. Metall. 1973, 7, 997–1002. [Google Scholar] [CrossRef]
- Hayes, R.W. The disappearance of serrated flow in two copper alloys. Mater. Sci. Eng. A 1986, 82, 85–92. [Google Scholar] [CrossRef]
- Zhou, Y.J.; Song, K.X.; Xing, J.D.; Zhang, Y.M. Precipitation behavior and properties of aged Cu-0.23Be-0.84Co alloy. J. Alloy. Compd. 2016, 658, 920–930. [Google Scholar] [CrossRef]
- Yagmur, L.; Duygulu, O.; Aydemir, B. Investigation of metastable γ’ precipitate using HRTEM in aged Cu–Be alloy. Mater. Sci. Eng. A 2011, 528, 4147–4151. [Google Scholar] [CrossRef]
- Xie, G.L.; Wang, Q.S.; Mi, X.J.; Xiong, B.Q.; Peng, L.J. The precipitation behavior and strengthening of a Cu–2.0wt% Be alloy. Mater. Sci. Eng. A 2012, 558, 326–330. [Google Scholar] [CrossRef]
- Zhu, D.B.; Liu, C.M.; Yu, H.J.; Han, T. Effects of Changing Hot Rolling Direction on Microstructure, Texture and Mechanical Properties of Cu-2.7Be Sheets. J. Mater. Eng. Perform. 2018, 27, 3532–3543. [Google Scholar] [CrossRef]
- Zhu, D.B.; Liu, C.M.; Liu, Y.D.; Han, T.; Gao, Y.H.; Jiang, S.N. Evolution of the texture, mechanical properties, and microstructure of Cu-2.7Be alloys during hot cross-rolling. Appl. Phys. A 2015, 120, 1605–1613. [Google Scholar] [CrossRef]
- Hui, J.; Feng, Z.X.; Xue, C.; Gao, W.F. Effects of hot compression on distribution of Σ3n boundary and mechanical properties in Cu–Sn alloy. J. Mater. Sci. 2018, 53, 15308–15318. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, P.; Tian, B.H.; Liu, Y.; Li, R.Q.; Xu, Q.Q. Hot deformation behavior and processing map of Cu–Ni–Si–P alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 2341–2347. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, H.g.; Peng, D.S. Hot deformation behavior of KFC copper alloy during compression at elevated temperatures. Trans. Nonferrous Met. Soc. China 2006, 16, 562–566. [Google Scholar] [CrossRef]
- Yang, J.Y.; Kim, W.J. The effect of addition of Sn to copper on hot compressive deformation mechanisms, microstructural evolution and processing maps. J. Mater. Res. Technol. 2020, 9, 749–761. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, H.G.; Li, L.X. Hot deformation behavior of Cu–Fe–P alloys during compression at elevated temperatures. J. Mater. Process. Technol. 2009, 209, 2892–2896. [Google Scholar] [CrossRef]
- Wang, W.H.; Wu, D.; Shah, S.S.A.; Chen, R.S.; Lou, C.S. The mechanism of critical strain and serration type of the serrated flow in Mg–Nd–Zn alloy. Mater. Sci. Eng. A 2016, 649, 214–221. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Doherty, R.D.; Szpunar, J.A. Kinetics of sub-grain coalescence-A reconsideration of the theory. Acta Metall. 1984, 32, 1789–1798. [Google Scholar] [CrossRef]
- Kabir, A.S.H.; Sanjari, M.; Su, J.; Jung, I.H.; Yue, S. Effect of strain-induced precipitation on dynamic recrystallization in Mg–Al–Sn alloys. Mater. Sci. Eng. A 2014, 616, 252–259. [Google Scholar] [CrossRef]
- Momeni, A.; Dehghani, K. Characterization of hot deformation behavior of 410 martensitic stainless steel using constitutive equations and processing maps. Mater. Sci. Eng. A 2010, 527, 5467–5473. [Google Scholar] [CrossRef]
- Cai, Y.L.; Tian, C.G.; Fu, S.H.; Han, G.M.; Cui, C.Y.; Zhang, Q.C. Influence of γ’ precipitates on Portevin–Le Chatelier effect of NI-based superalloys. Mater. Sci. Eng. A 2015, 638, 314–321. [Google Scholar] [CrossRef]
- Jiang, Z.W.; Zhu, L.L.; Yu, L.X.; Sun, B.A.; Cao, Y.; Zhao, Y.H.; Zhang, Y. The mechanism for the serrated flow induced by Suzuki segregation in a Ni alloy. Mater. Sci. Eng. A 2021, 820, 141575. [Google Scholar] [CrossRef]
- Zhu, D.B.; Liu, C.M.; Han, T.; Liu, Y.D.; Xie, H.P. Effects of secondary β and γ phases on the work function properties of Cu–Be alloys. Appl. Phys. A 2015, 120, 1023–1026. [Google Scholar] [CrossRef]
- Montecinos, S.; Cuniberti, A.; Sepúlveda, A. Grain size and pseudoelastic behaviour of a Cu–Al–Be alloy. Mater. Charact. 2008, 59, 117–123. [Google Scholar] [CrossRef]
- Castro, M.L.; Fornaro, O. Formation of dendritic precipitates in the beta phase of Cu-based alloys. J. Mater. Sci. 2009, 44, 5829–5835. [Google Scholar] [CrossRef]
- Li, Z.G.; Zhang, L.T.; Sun, N.R.; Fu, L.M.; Shan, A.D. Grain size dependence of the serrated flow in a nickel based alloy. Mater. Lett. 2015, 150, 108–110. [Google Scholar] [CrossRef]
- Peng, G.W.; Gan, X.P.; Jiang, Y.X.; Li, Z.; Zhou, K.C. Effect of dynamic strain aging on the deformation behavior and microstructure of Cu-15Ni-8Sn alloy. J. Alloys Compd. 2017, 718, 182–187. [Google Scholar] [CrossRef]
- Choudhary, B.K. Influence of strain rate and temperature on serrated flow in 9Cr–1Mo ferritic steel. Mater. Sci. Eng. A 2013, 564, 303–309. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Be | Fe | Al | Si | Pb | Others | Cu |
|---|---|---|---|---|---|---|---|
| Content (wt.%) | 2.02 | 0.045 | 0.009 | 0.02 | 0.0018 | 0.23 | Bal. |
| Temperature (K) | |||||
|---|---|---|---|---|---|
| 903 | 943 | 983 | 1023 | 1063 | |
| 0.01 | C | C | C | C | C |
| 0.1 | B | B | B | B | B |
| 1 | B | B | A + B | A + B | A + B |
| 10 | A | A | A | A | A |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, D.; Wu, N.; Liu, Y.; Liu, X.; Jiang, C.; Jiang, Y.; Zhao, H.; Cui, S.; Xie, G. The Portevin–Le Chatelier Effect of Cu–2.0Be Alloy during Hot Compression. Materials 2023, 16, 4455. https://doi.org/10.3390/ma16124455
Zhu D, Wu N, Liu Y, Liu X, Jiang C, Jiang Y, Zhao H, Cui S, Xie G. The Portevin–Le Chatelier Effect of Cu–2.0Be Alloy during Hot Compression. Materials. 2023; 16(12):4455. https://doi.org/10.3390/ma16124455
Chicago/Turabian StyleZhu, Daibo, Na Wu, Yang Liu, Xiaojin Liu, Chaohua Jiang, Yanbin Jiang, Hongyun Zhao, Shuhui Cui, and Guilan Xie. 2023. "The Portevin–Le Chatelier Effect of Cu–2.0Be Alloy during Hot Compression" Materials 16, no. 12: 4455. https://doi.org/10.3390/ma16124455
APA StyleZhu, D., Wu, N., Liu, Y., Liu, X., Jiang, C., Jiang, Y., Zhao, H., Cui, S., & Xie, G. (2023). The Portevin–Le Chatelier Effect of Cu–2.0Be Alloy during Hot Compression. Materials, 16(12), 4455. https://doi.org/10.3390/ma16124455