


Hybrid Additive and Subtractive Manufacturing Method Using Pulsed Arc Plasma



Abstract
:1. Introduction
2. Materials and Methods
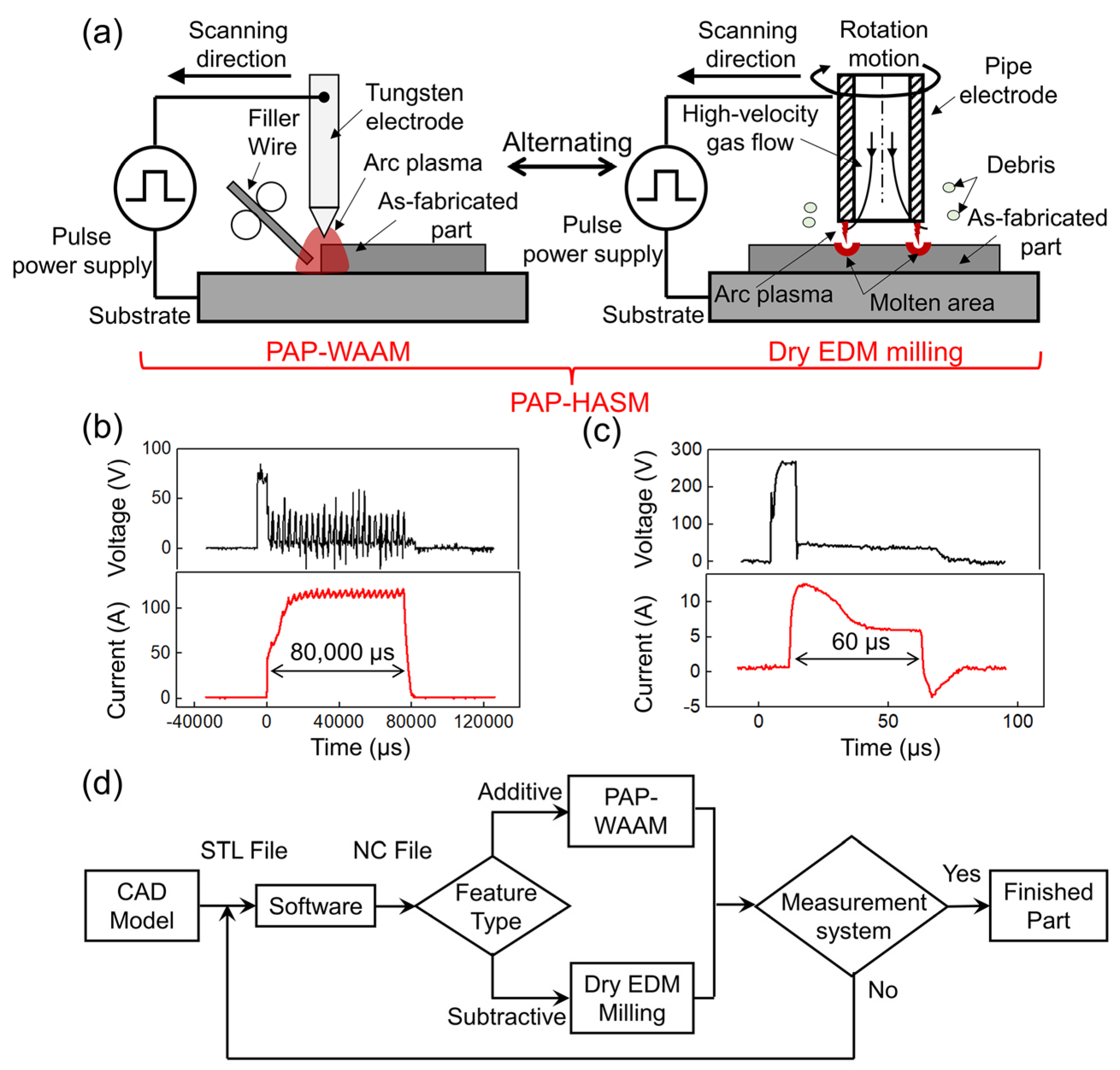
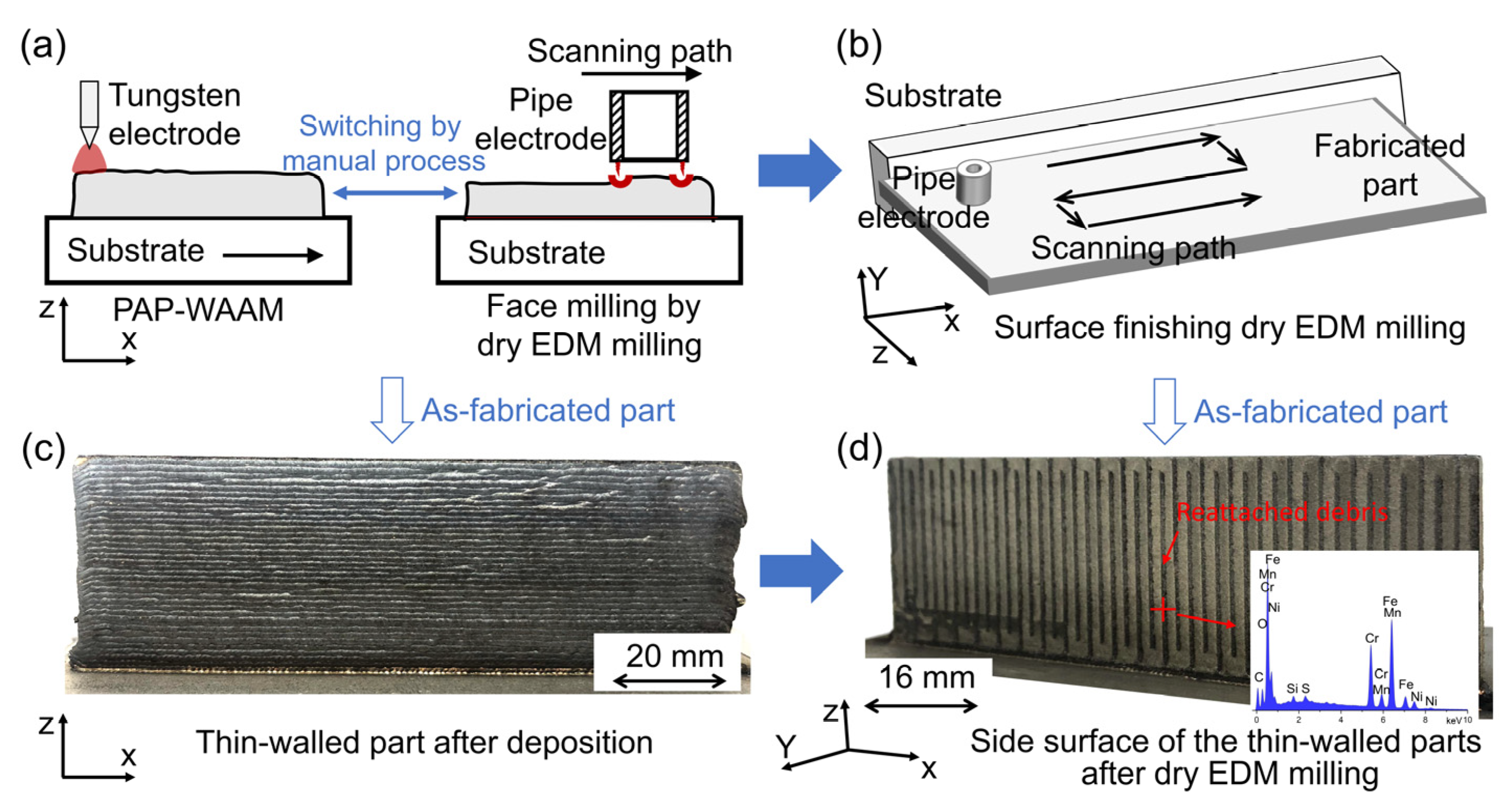
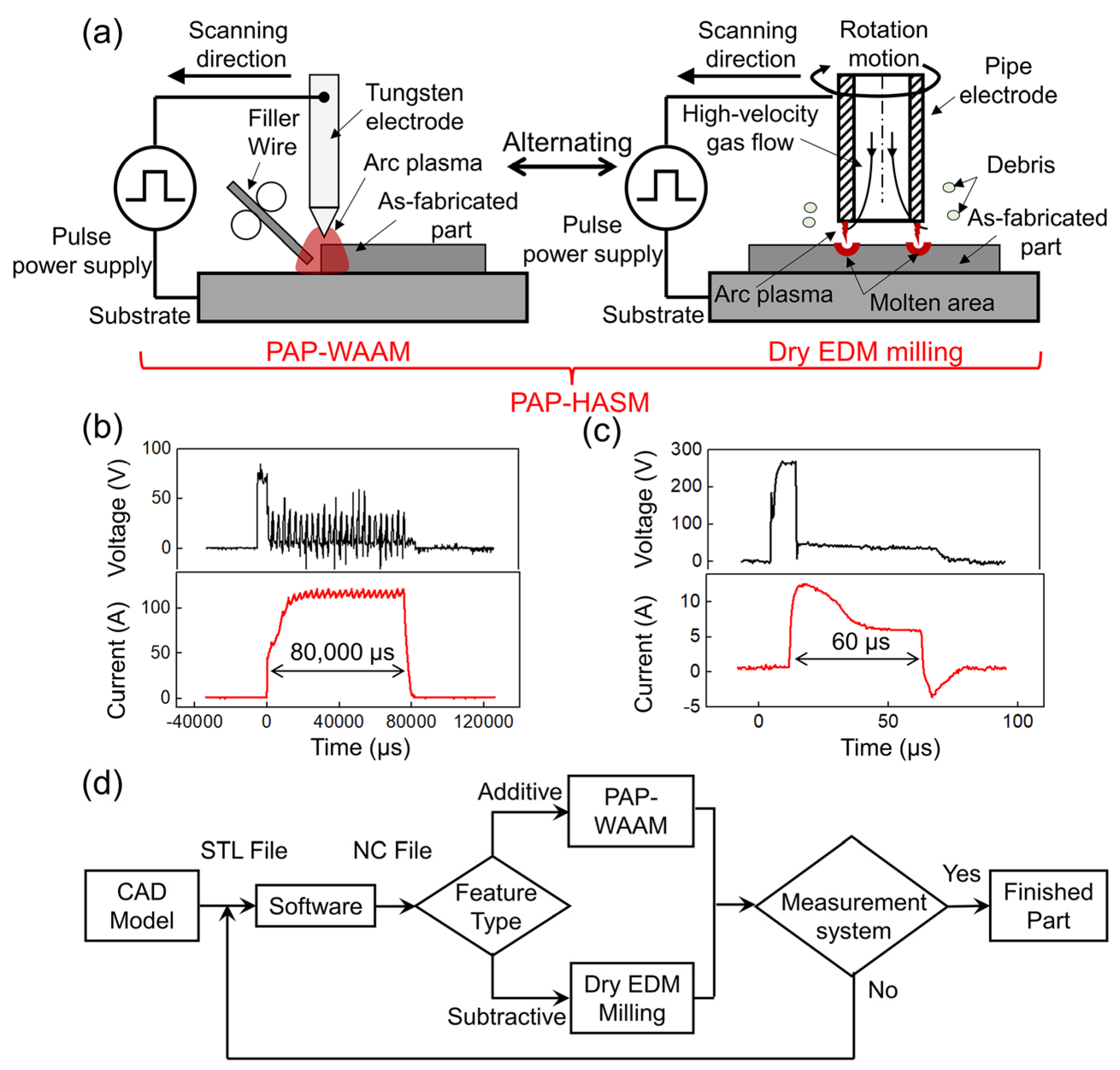
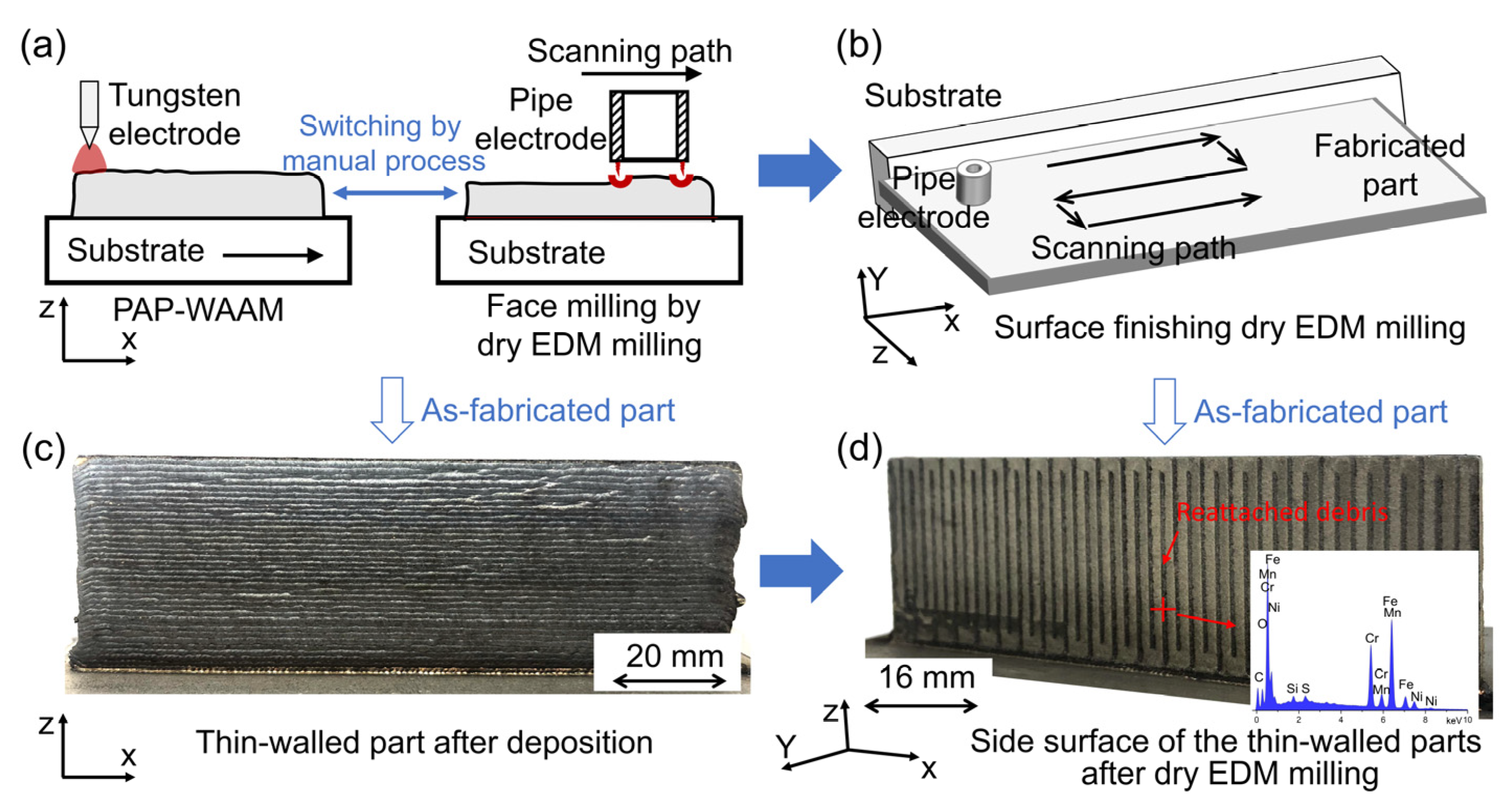
2.1. PAP-HASM
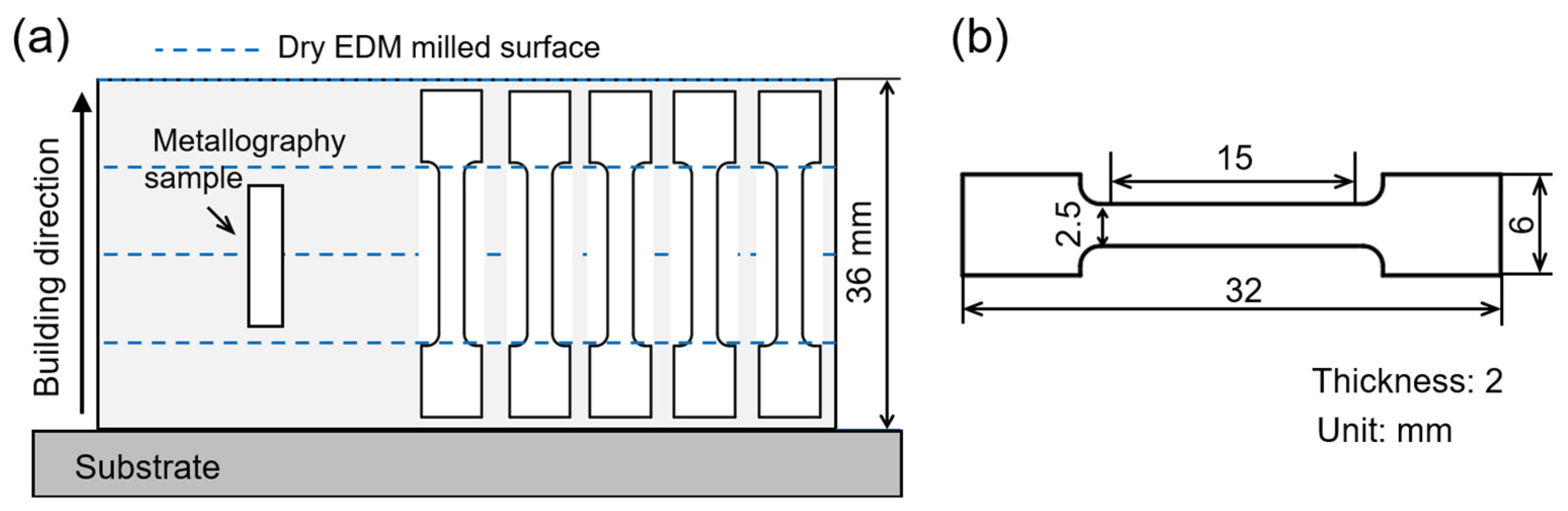
2.2. Experimental Procedures
2.2.1. Material Fabrication
2.2.2. Material Characterization
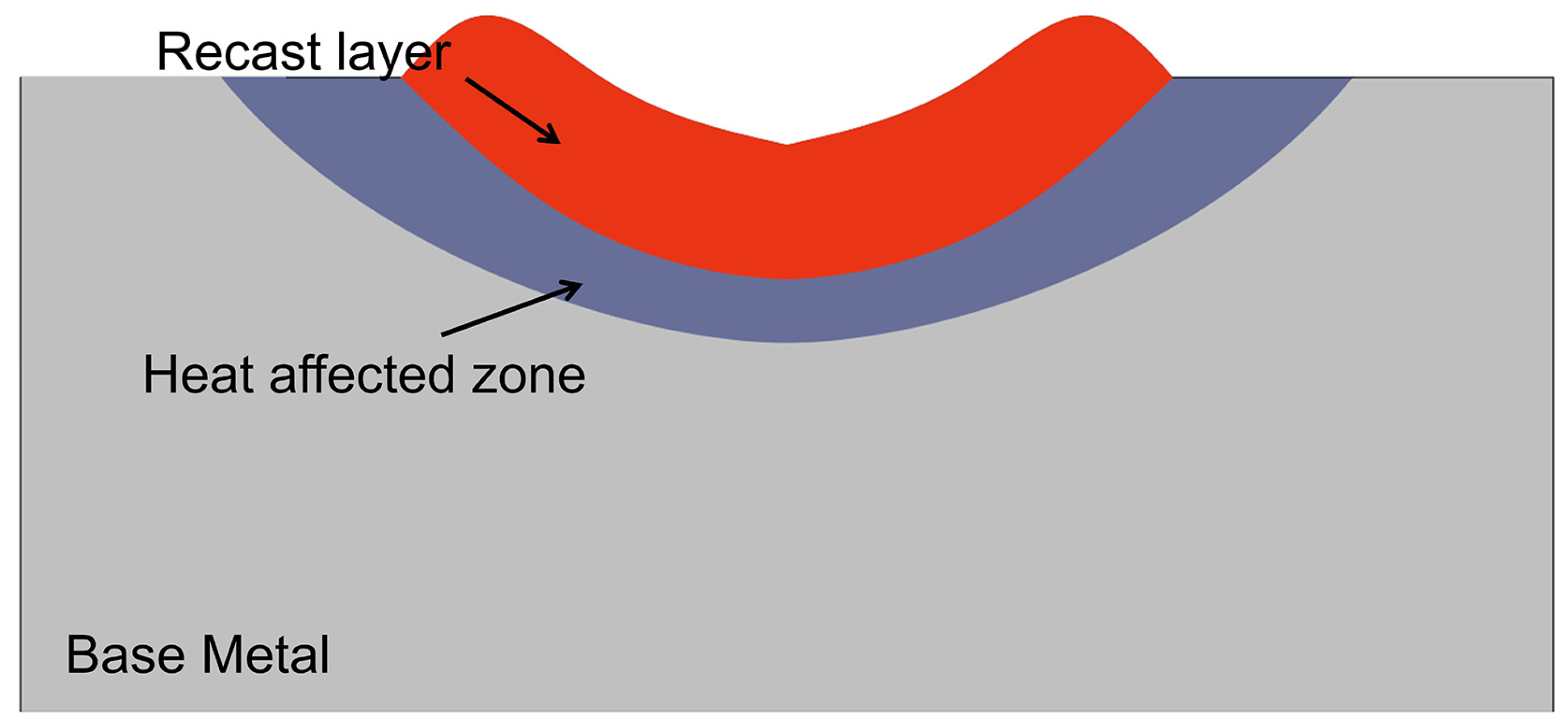
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hitzler, L.; Merkel, M.; Hall, W.; Ochsner, A. A Review of Metal Fabricated with Laser- and Powder-Bed Based Additive Manufacturing Techniques: Process, Nomenclature, Materials, Achievable Properties, and its Utilization in the Medical Sector. Adv. Eng. Mater. 2018, 20, 5. [Google Scholar] [CrossRef] [Green Version]
- Ostolaza, M.; Arrizubieta, J.I.; Lamikiz, A.; Plaza, S.; Ortega, N. Latest developments to manufacture metal matrix composites and functionally graded materials through AM: A state-of-the-art review. Materials 2023, 16, 1746. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Bernard, A.; Suryakumar, S.; Dembinski, L.; Taillandier, G. Rapid manufacturing of metallic objects. Rapid Prototyp. J. 2012, 18, 264–280. [Google Scholar] [CrossRef]
- Yilmaz, O.; Ugla, A.A. Shaped metal deposition technique in additive manufacturing: A review. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2016, 230, 1781–1798. [Google Scholar] [CrossRef]
- Han, P.L. Additive Design and Manufacturing of Jet Engine Parts. Eng.-Prc. 2017, 3, 648–652. [Google Scholar] [CrossRef]
- Zhang, X.-Y.; Fang, G.; Zhou, J. Additively manufactured scaffolds for bone tissue engineering and the prediction of their mechanical behavior: A review. Materials 2017, 10, 50. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components-Process, structure and properties. Prog. Mater Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Zhou, J.G.; Herscovici, D.; Chen, C.C. Parametric process optimization to improve the accuracy of rapid prototyped stereolithography parts. Int. J. Mach. Tools Manuf. 2000, 40, 363–379. [Google Scholar] [CrossRef]
- Dai, D.H.; Gu, D.D. Tailoring surface quality through mass and momentum transfer modeling using a volume of fluid method in selective laser melting of TiC/AlSi10Mg powder. Int. J. Mach. Tools Manuf. 2015, 88, 95–107. [Google Scholar] [CrossRef]
- Baufeld, B.; Van der Biest, O.; Gault, R. Additive manufacturing of Ti-6Al-4V components by shaped metal deposition: Microstructure and mechanical properties. Mater. Des. 2010, 31, S106–S111. [Google Scholar] [CrossRef]
- Yang, Y.Y.; Gong, Y.D.; Qu, S.S.; Yin, G.Q.; Liang, C.Y.; Li, P.F. Additive and Subtractive Hybrid Manufacturing (ASHM) of 316L Stainless Steel: Single-Track Specimens, Microstructure, and Mechanical Properties. Jom-Us 2021, 73, 759–769. [Google Scholar] [CrossRef]
- Davila, J.L.; Neto, P.I.; Noritomi, P.Y.; Coelho, R.T.; da Silva, J.V.L. Hybrid manufacturing: A review of the synergy between directed energy deposition and subtractive processes. Int. J. Adv. Manuf. Tech. 2020, 110, 3377–3390. [Google Scholar] [CrossRef]
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools-Research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar] [CrossRef] [Green Version]
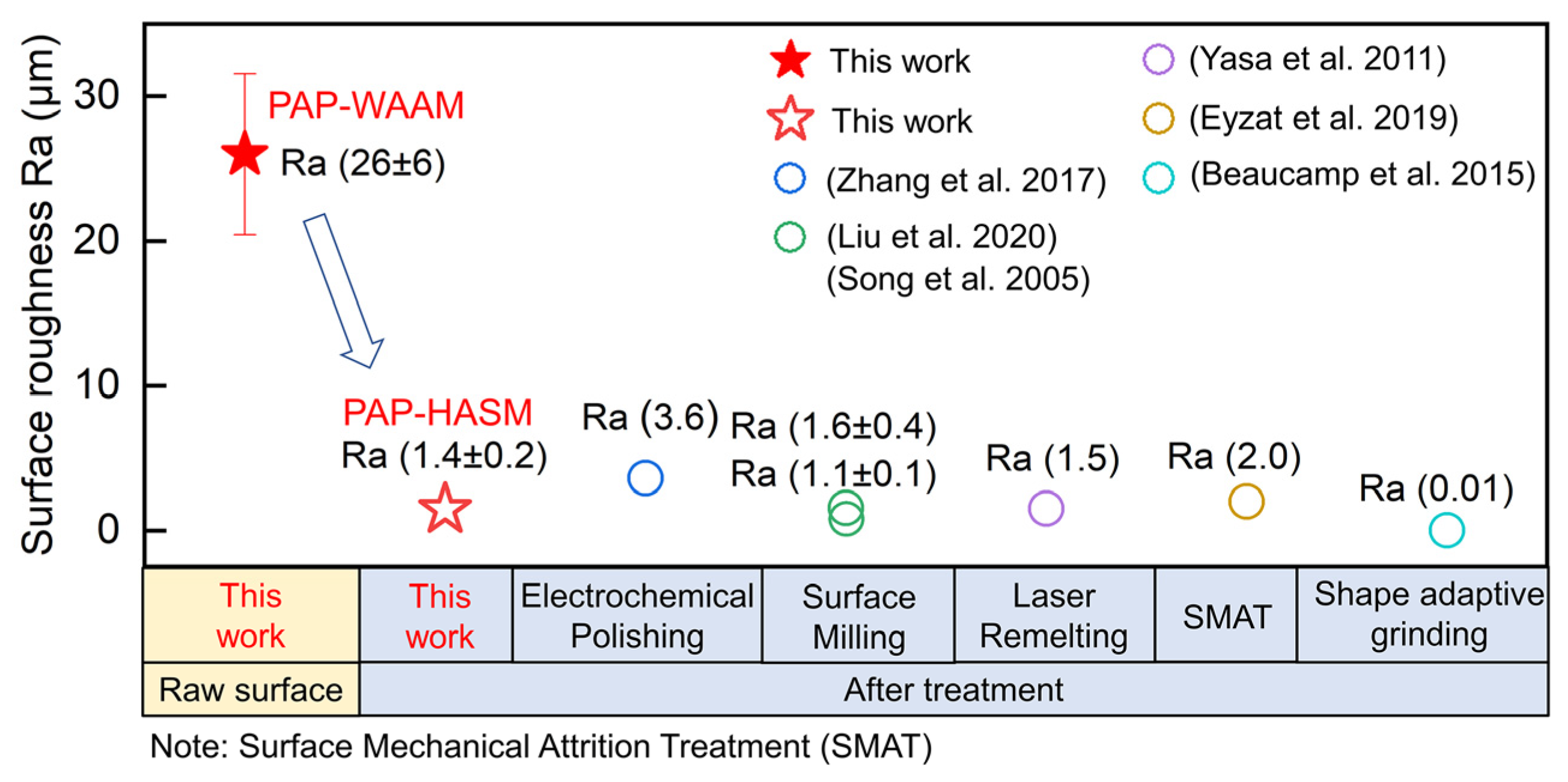
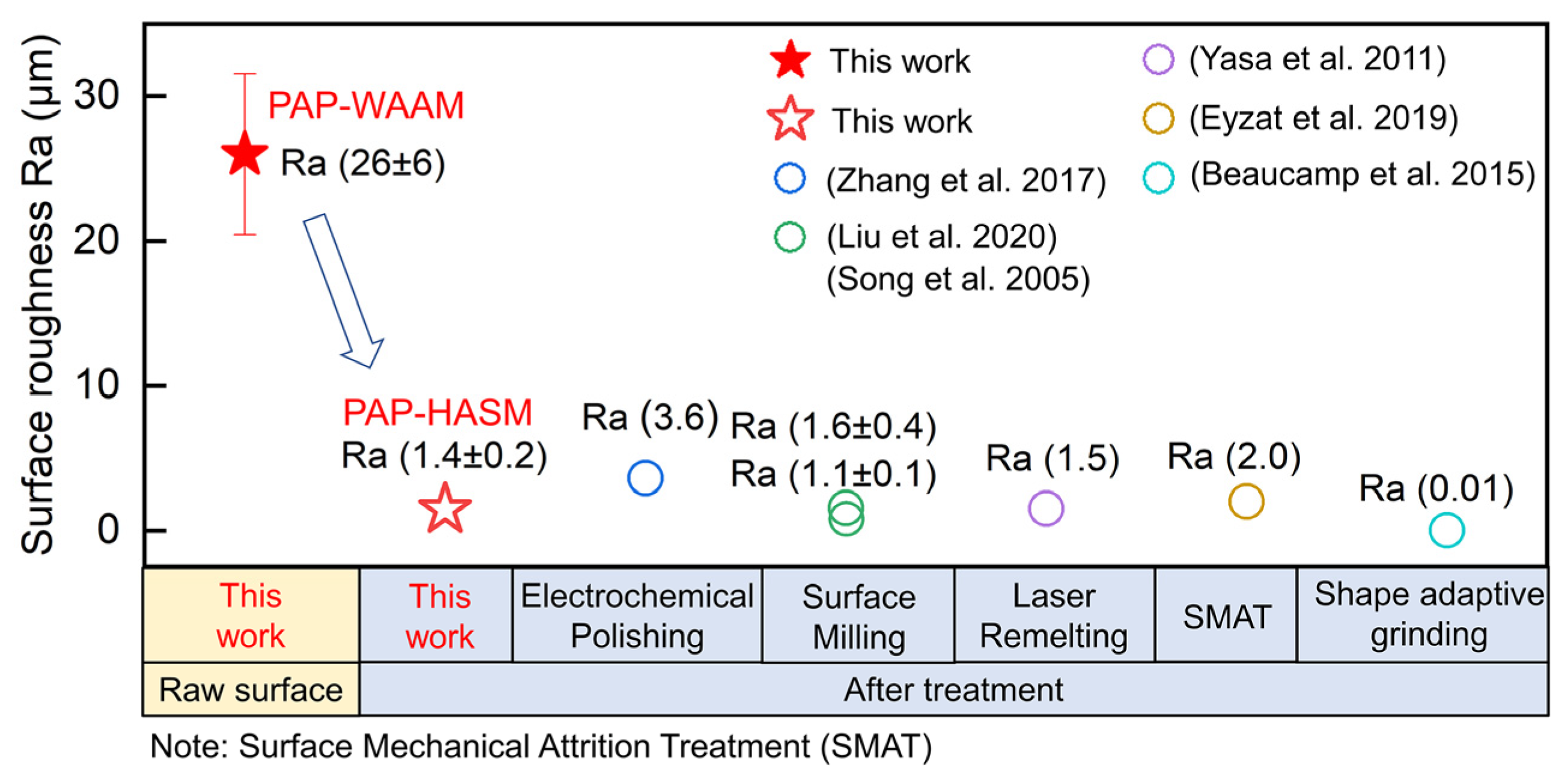
- Song, Y.A.; Park, S.; Choi, D.; Jee, H. 3D welding and milling: Part I-a direct approach for freeform fabrication of metallic prototypes. Int. J. Mach. Tools Manuf. 2005, 45, 1057–1062. [Google Scholar] [CrossRef]
- Li, L.; Haghighi, A.; Yang, Y.R. A novel 6-axis hybrid additive-subtractive manufacturing process: Design and case studies. J. Manuf. Process. 2018, 33, 150–160. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Suryakumar, S.; Pushpa, V.; Akula, S. Low cost integration of additive and subtractive processes for hybrid layered manufacturing. Robot. Comput.-Integr. Manuf. 2010, 26, 490–499. [Google Scholar] [CrossRef]
- Kerschbaumer, M.; Ernst, G. Hybrid manufacturing process for rapid high performance tooling combining high speed milling and laser cladding. In Proceedings of the 23rd International Congress on Applications of Lasers & Electro-Optics (ICALEO), San Francisco, CA, USA, 1 January 2004. [Google Scholar]
- Liu, C.Y.; Yan, D.; Tan, J.W.; Mai, Z.K.; Cai, Z.X.; Dai, Y.H.; Jiang, M.G.; Wang, P.; Liu, Z.Y.; Li, C.C.; et al. Development and experimental validation of a hybrid selective laser melting and CNC milling system. Addit. Manuf. 2020, 36, 101550. [Google Scholar] [CrossRef]
- Yan, L.; Zhang, Y.L.; Newkirk, J.W.; Liou, F.; Thomas, E.; Baker, A. Investigation of machining coolant residue cleaning methods for Ti6Al4V part fabrication through hybrid manufacturing process. Manuf. Lett. 2018, 16, 10–13. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Ukar, E.; Lamikiz, A. Analysis of the Influence of the Use of Cutting Fluid in Hybrid Processes of Machining and Laser Metal Deposition (LMD). Coatings 2018, 8, 61. [Google Scholar] [CrossRef] [Green Version]
- Bleys, P.; Kruth, J.P.; Lauwers, B.; Schacht, B.; Balasubramanian, V.; Froyen, L.; Van Humbeeck, J. Surface and sub-surface quality of steel after EDM. Adv. Eng. Mater. 2008, 8, 15–25. [Google Scholar] [CrossRef]
- Gong, S.R.; Wang, Z.L.; He, X.L.; Wang, Y.K. Material removal mechanisms, processing characteristics and surface analysis of C-f-ZrB2-SiC in micro-EDM. Ceram. Int. 2022, 48, 30164–30175. [Google Scholar] [CrossRef]
- Kunieda, M.; Yoshida, M.; Taniguchi, N. Electrical discharge machining in gas. CIRP Ann. 1997, 46, 143–146. [Google Scholar] [CrossRef]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through fundamental insight into the process. CIRP Ann.-Manuf. Technol. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Kunieda, M.; Miyoshi, Y.; Takaya, T.; Nakajima, N.; Yu, Z.B.; Yoshida, M. High speed 3D milling by dry EDM. CIRP Ann.-Manuf. Technol. 2003, 52, 147–150. [Google Scholar] [CrossRef]
- Duan, X.M.; Li, Q.; Xie, W.R.; Yang, X.D. Wire arc metal additive manufacturing using pulsed arc plasma (PAP-WAAM) for effective heat management. J. Mater. Process. Tech. 2023, 311, 117806. [Google Scholar] [CrossRef]
- Wang, L.L.; Xue, J.X.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mat. Sci. Eng. A Struct. 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Caballero, A.; Ding, J.L.; Bandari, Y.; Williams, S. Oxidation of Ti-6Al-4V During Wire and Arc Additive Manufacture. 3D Print. Addit. Manuf. 2019, 6, 91–98. [Google Scholar] [CrossRef]
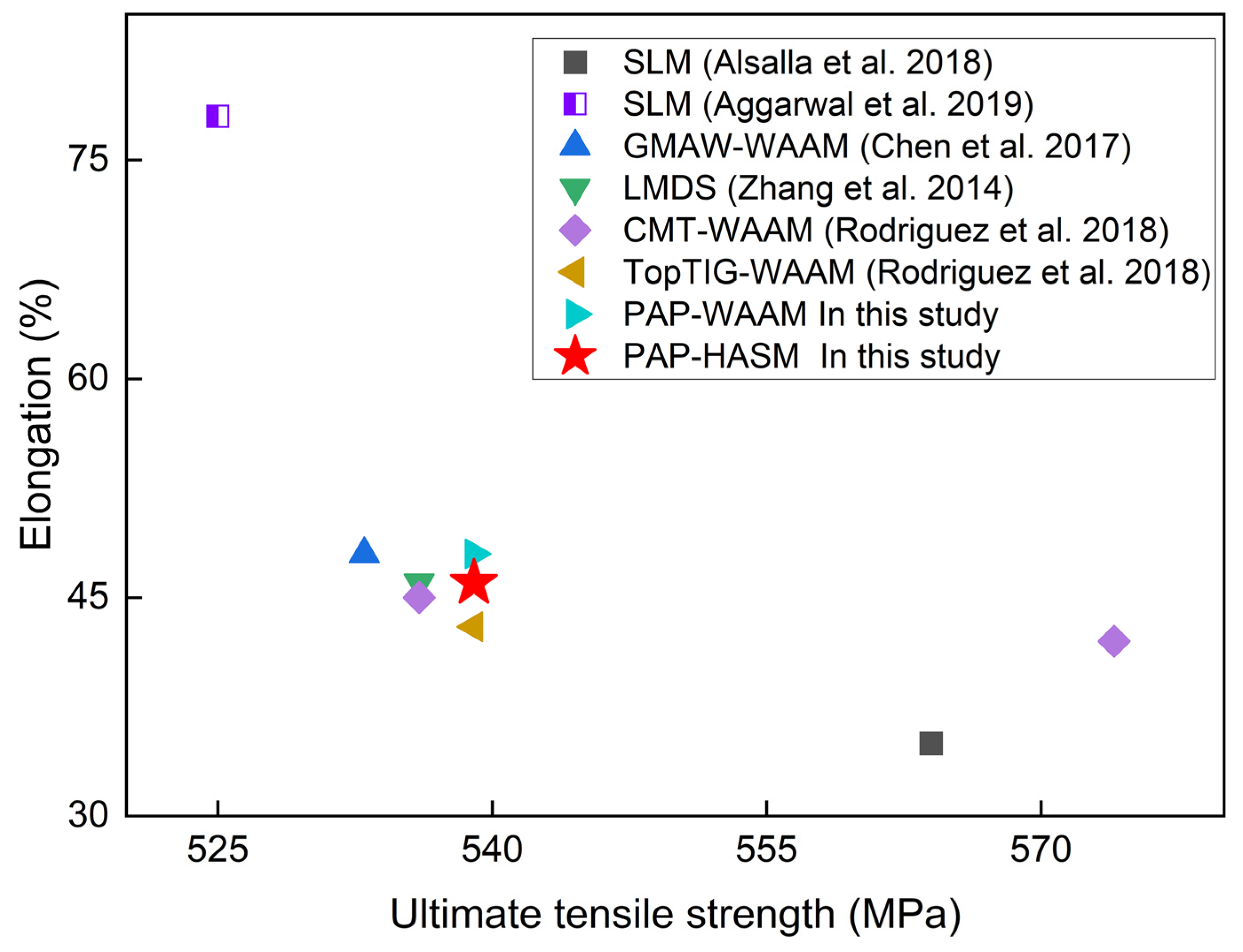
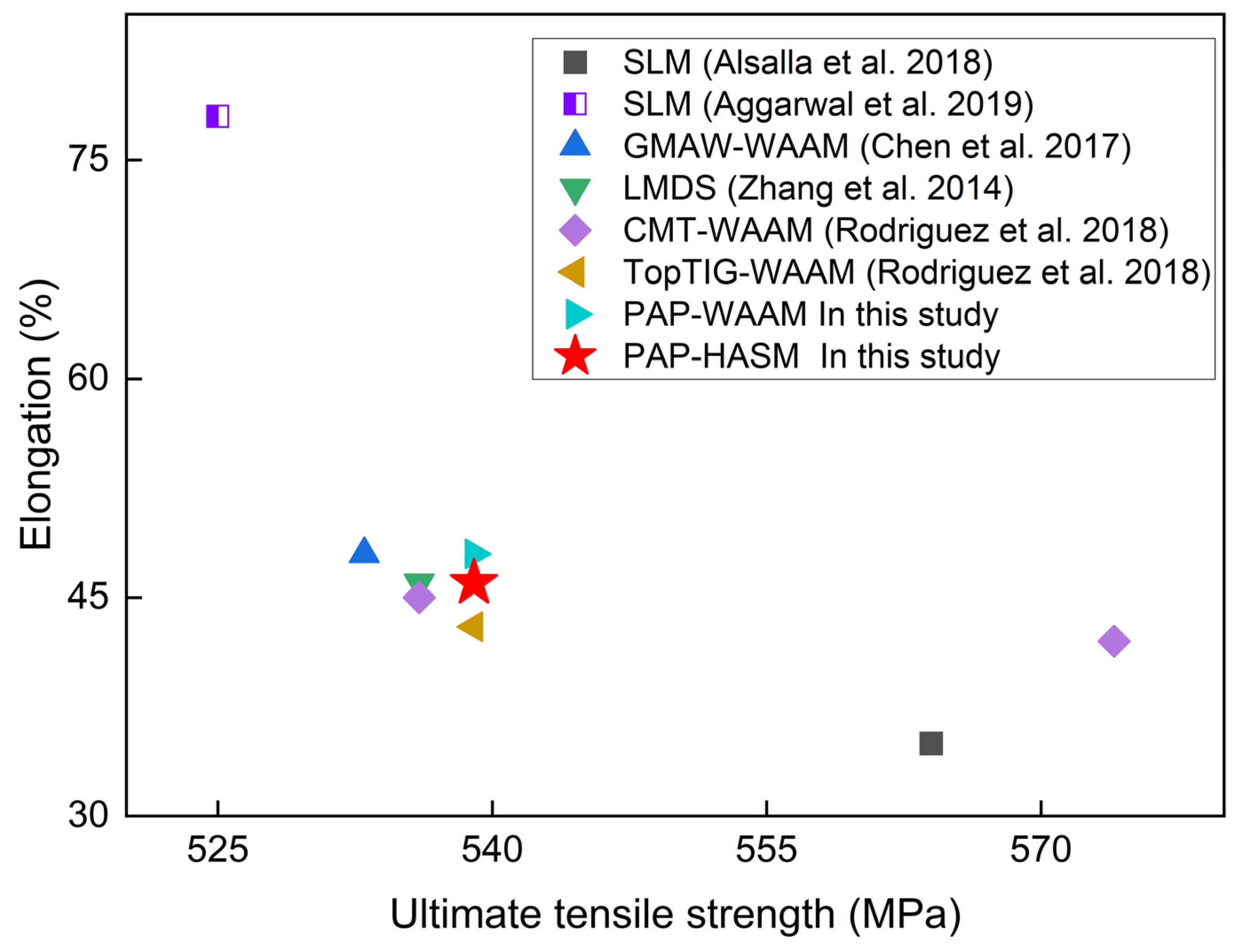
- Alsalla, H.H.; Smith, C.; Hao, L. Effect of build orientation on the surface quality, microstructure and mechanical properties of selective laser melting 316L stainless steel. Rapid Prototyping J. 2018, 24, 9–17. [Google Scholar] [CrossRef]
- Aggarwal, A.; Patel, S.; Kumar, A. Selective Laser Melting of 316L Stainless Steel: Physics of Melting Mode Transition and Its Influence on Microstructural and Mechanical Behavior. Jom-Us 2019, 71, 1105–1116. [Google Scholar] [CrossRef]
- Chen, X.H.; Li, J.; Cheng, X.; He, B.; Wang, H.M.; Huang, Z. Microstructure and mechanical properties of the austenitic stainless steel 316L fabricated by gas metal arc additive manufacturing. Mat. Sci. Eng. A Struct. 2017, 703, 567–577. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.J.; Liu, W.J.; Shang, X.F. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Rodriguez, N.; Vazquez, L.; Huarte, I.; Arruti, I.; Tabernero, I.; Alvarez, P. Wire and arc additive manufacturing: A comparison between CMT and TopTIG processes applied to stainless steel. Weld. World 2018, 62, 1083–1096. [Google Scholar] [CrossRef]
- Zhang, B.C.; Lee, X.H.; Bai, J.M.; Guo, J.F.; Wang, P.; Sun, C.N.; Nai, M.L.; Qi, G.J.; Wei, J. Study of selective laser melting (SLM) Inconel 718 part surface improvement by electrochemical polishing. Mater. Des. 2017, 116, 531–537. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P.; Deckers, J. Manufacturing by combining Selective Laser Melting and Selective Laser Erosion/laser re-melting. CIRP Ann.-Manuf. Technol. 2011, 60, 263–266. [Google Scholar] [CrossRef]
- Eyzat, Y.; Chemkhi, M.; Portella, Q.; Gardan, J.; Remond, J.; Retraint, D. Characterization and Mechanical Properties of As-Built SLM Ti-6Al-4V subjected to surface mechanical post-treatment. In Proceedings of the 52nd CIRP Conference on Manufacturing Systems (CMS), Ljubljana, Slovenia, 12–14 June 2019. [Google Scholar]
- Beaucamp, A.T.; Namba, Y.; Charlton, P.; Jain, S.; Graziano, A.A. Finishing of additively manufactured titanium alloy by shape adaptive grinding (SAG). Surf. Topogr. Metrol. Prop. 2015, 3, 2. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Details |
|---|---|
| Methods of AM | PAP-WAAM |
| Mean discharge current (A) | 109.9 |
| Mean discharge voltage (V) | 13.4 |
| Discharge duration (ms) | 80 |
| Discharge interval (ms) | 300 |
| Travel speed (mm/min) | 150 |
| Wire feed speed (mm/min) | 37 |
| Distance between electrode and workpiece (mm) | 2.3 |
| Shield gas flow rate (argon) (L/min) | 20 |
| Elements | C | Cr | Ni | Mn | Si | Mo | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 316L | 0.015 | 19.27 | 12.47 | 1.61 | 0.38 | 2.21 | 0.009 | 0.018 | Bal. |
| Roughing | 1st-Finishing | 2nd-Finishing | 3nd-Finishing | |
|---|---|---|---|---|
| Discharge current | 16 A | 16 A | 11 A | 6.8 A |
| Discharge duration | 60 μs | 10 μs | 5 μs | 2 μs |
| Discharge interval | 60 μs | 10 μs | 6 μs | 6 μs |
| Depth of cut | 100 μm | 40 μm | 10 μm | 5 μm |
| Open voltage | 270 V | |||
| Polarity | Workpiece (+) | |||
| Tool electrode | Cu Outer diameter: 4 mm Inner diameter: 3 mm | |||
| Rotating speed of tool electrode | 40 rpm | |||
| Assist gas | Compressed air (0.5 MPa) | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, X.; Cui, R.; Yang, H.; Yang, X. Hybrid Additive and Subtractive Manufacturing Method Using Pulsed Arc Plasma. Materials 2023, 16, 4561. https://doi.org/10.3390/ma16134561
Duan X, Cui R, Yang H, Yang X. Hybrid Additive and Subtractive Manufacturing Method Using Pulsed Arc Plasma. Materials. 2023; 16(13):4561. https://doi.org/10.3390/ma16134561
Chicago/Turabian StyleDuan, Xiaoming, Ruirui Cui, Haiou Yang, and Xiaodong Yang. 2023. "Hybrid Additive and Subtractive Manufacturing Method Using Pulsed Arc Plasma" Materials 16, no. 13: 4561. https://doi.org/10.3390/ma16134561
APA StyleDuan, X., Cui, R., Yang, H., & Yang, X. (2023). Hybrid Additive and Subtractive Manufacturing Method Using Pulsed Arc Plasma. Materials, 16(13), 4561. https://doi.org/10.3390/ma16134561