
Identification of Anisotropic Coefficients in the Non-Principal Axis Directions of Tubular Materials Using Hole Bulging Test
Abstract
:1. Introduction
2. Hole Bulging Test (HBT) and Hybrid Numerical–Experimental Method
2.1. Test Procedure of Hole Bulging Test
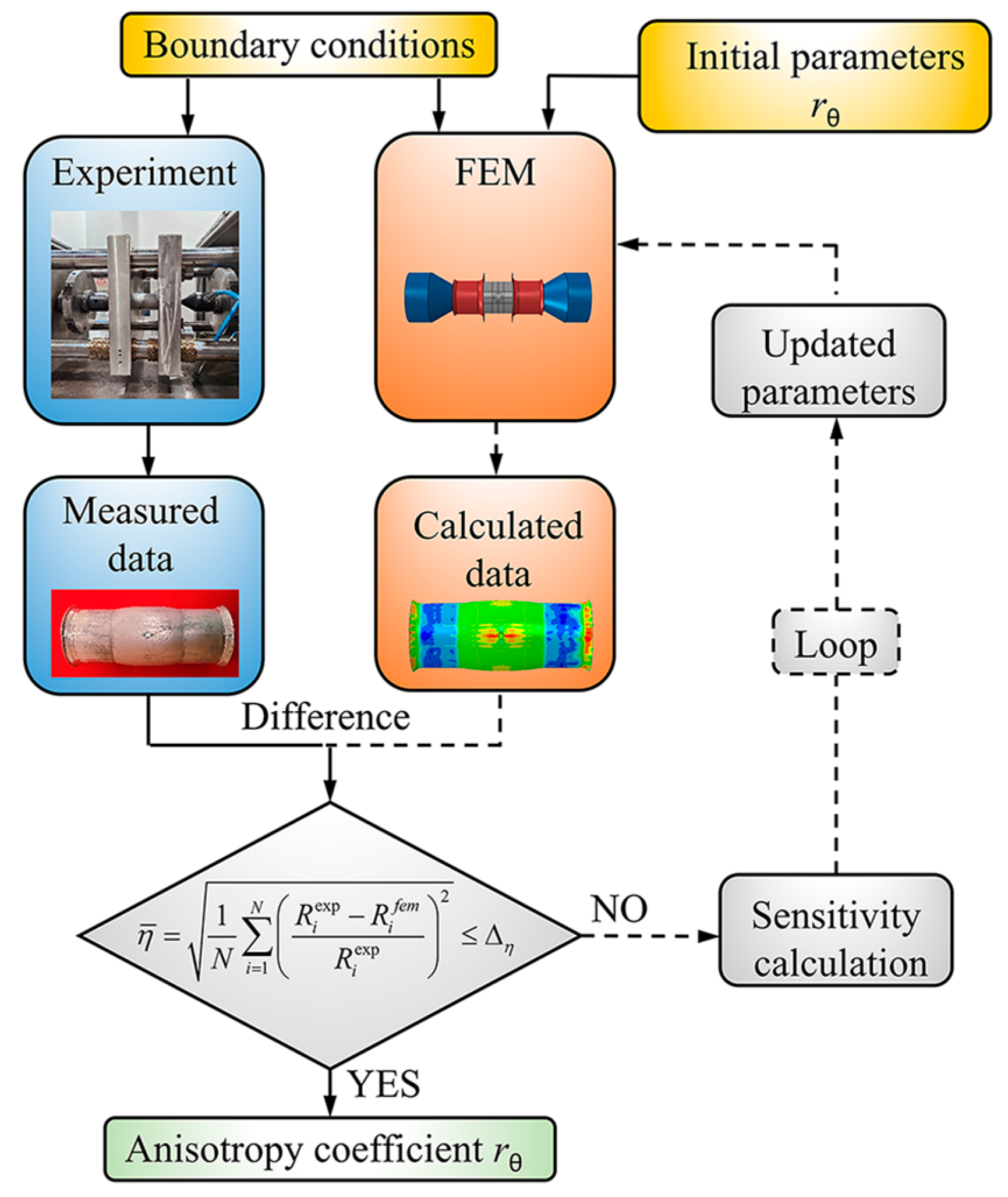
2.2. Identification of Anisotropy Coefficients by Hybrid Numerical–Experimental Method
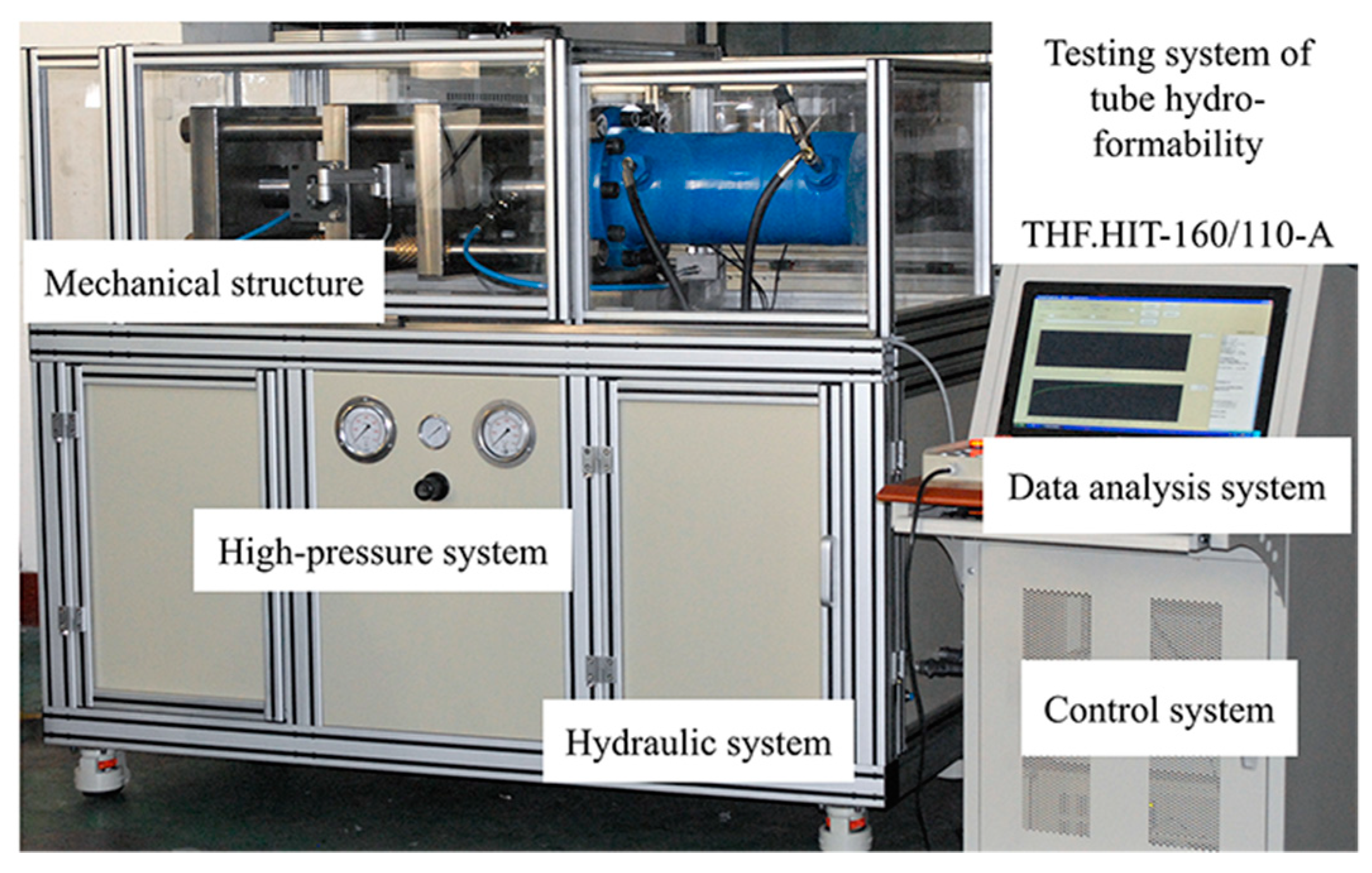
2.3. Experiment Equipment of Hole Bulging Test
2.4. Advantages and Disadvantages of the HBT
3. Material, and Anisotropy Coefficients in the Principal Axis Directions
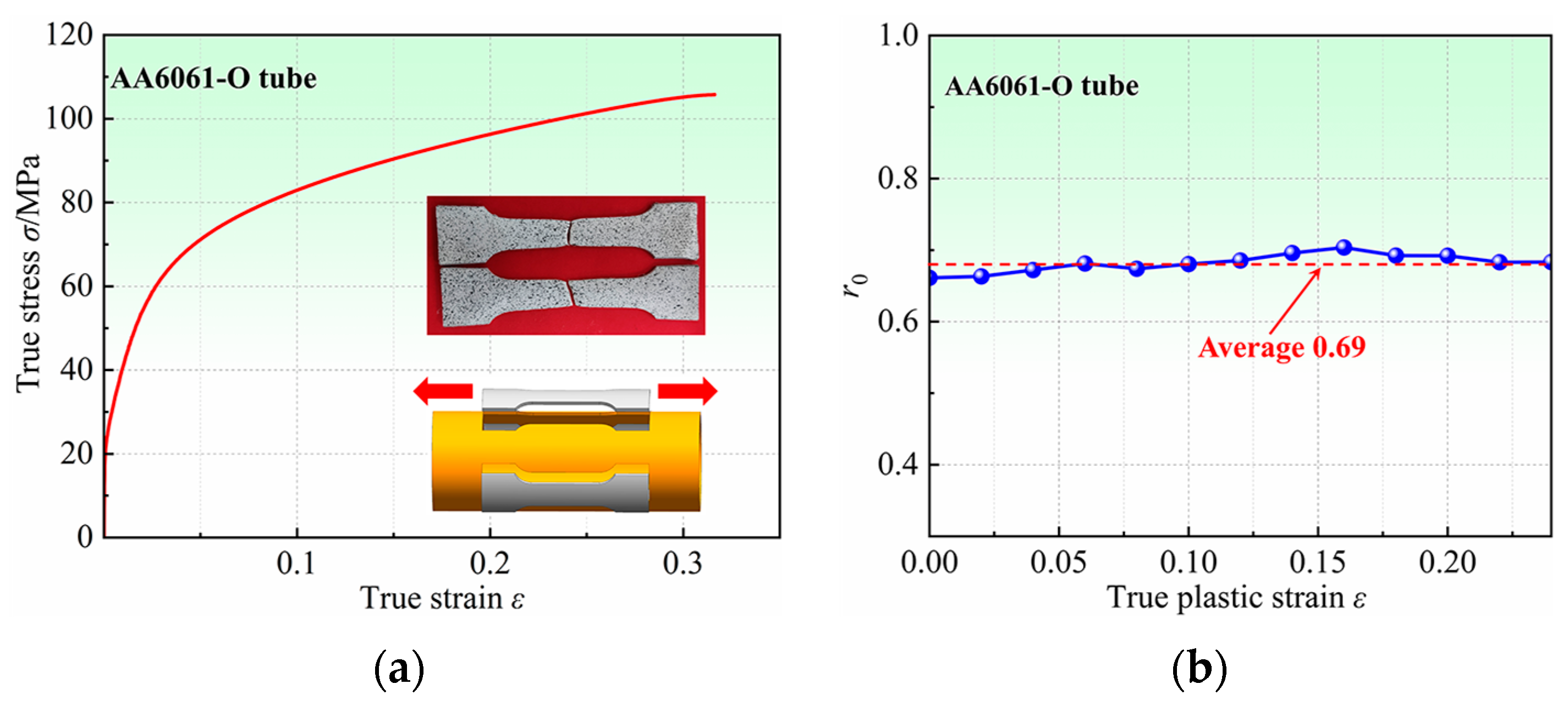
3.1. Material
3.2. Anisotropic Yield Criterion
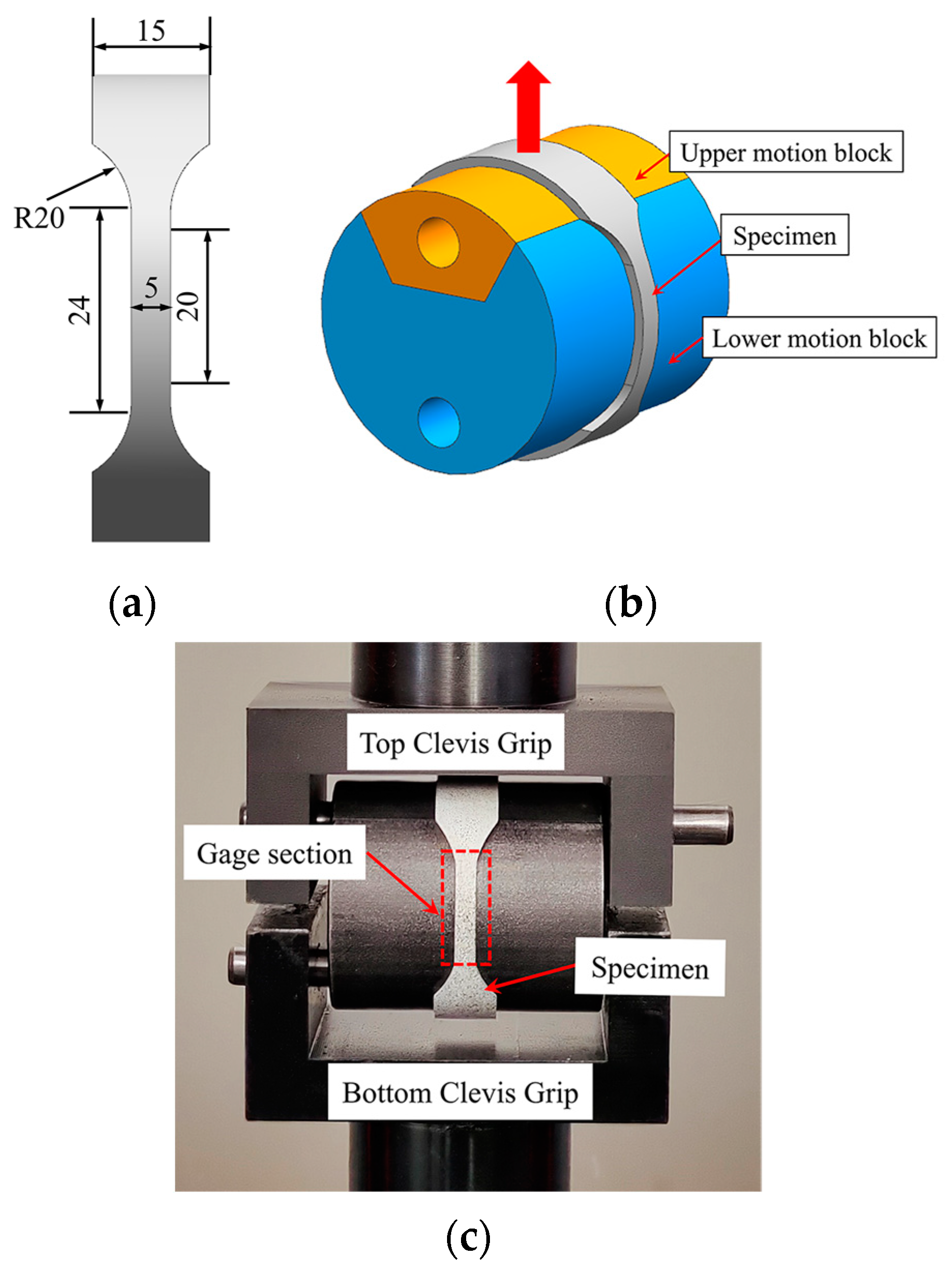
3.3. Measurement of Anisotropy Coefficients in the Principal Axis Directions
4. FE Simulation
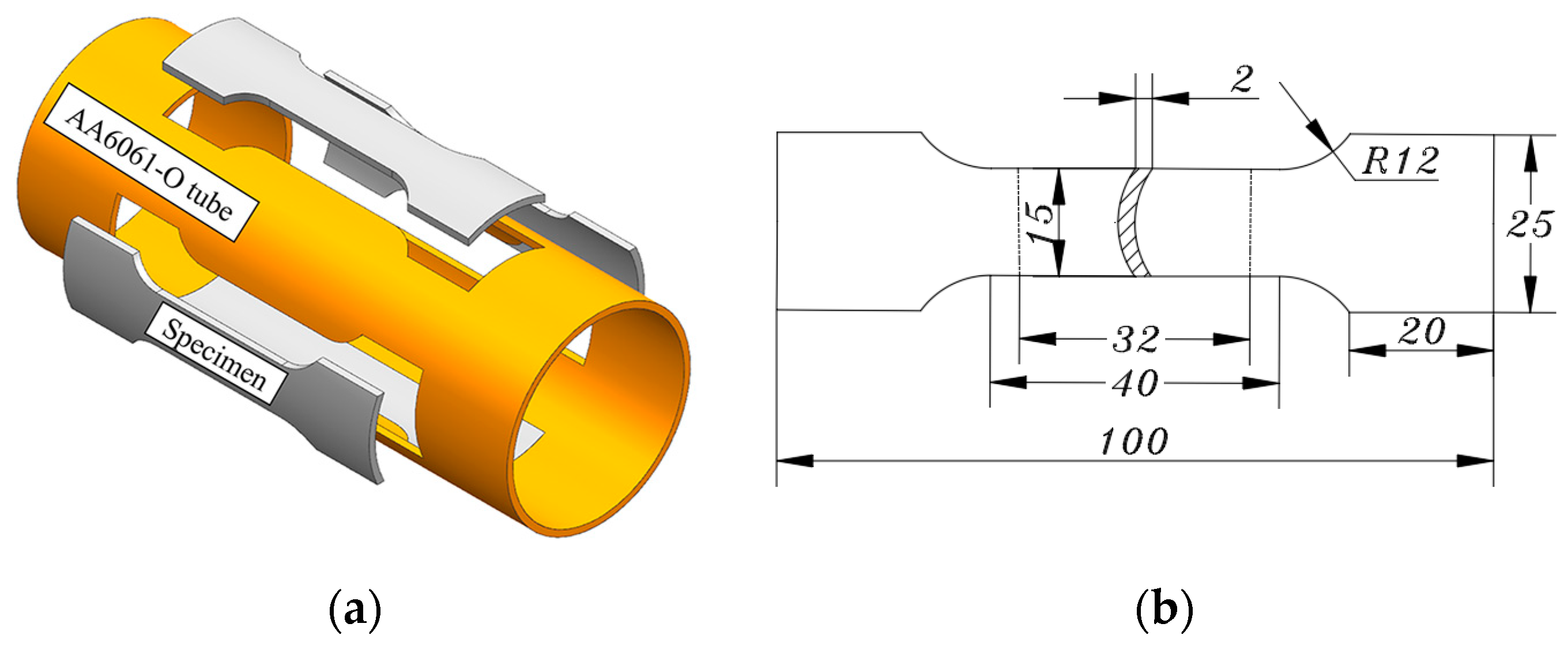
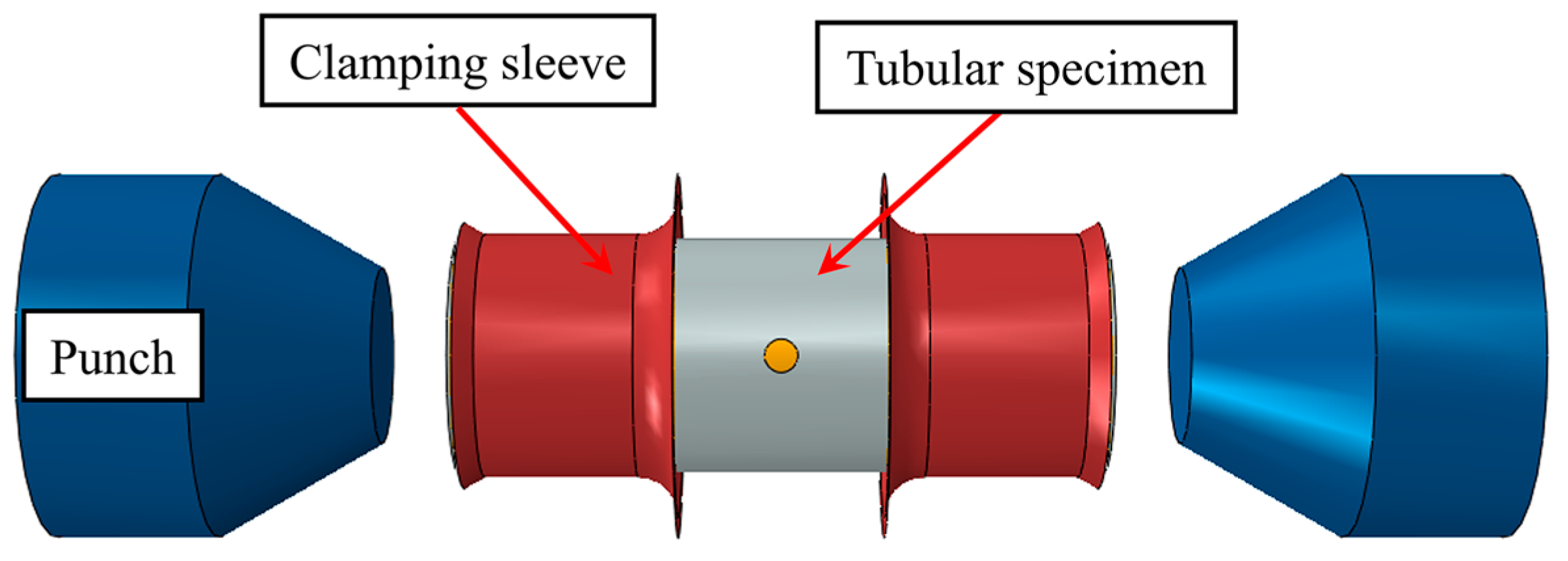
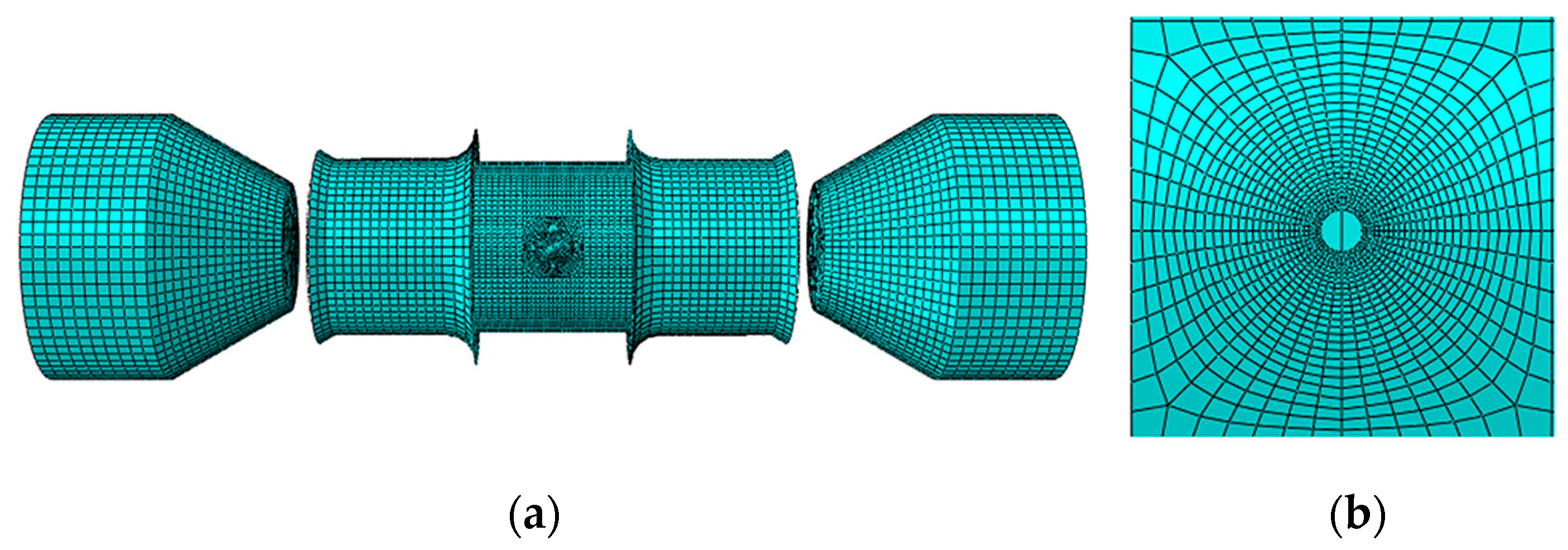
4.1. FE Model
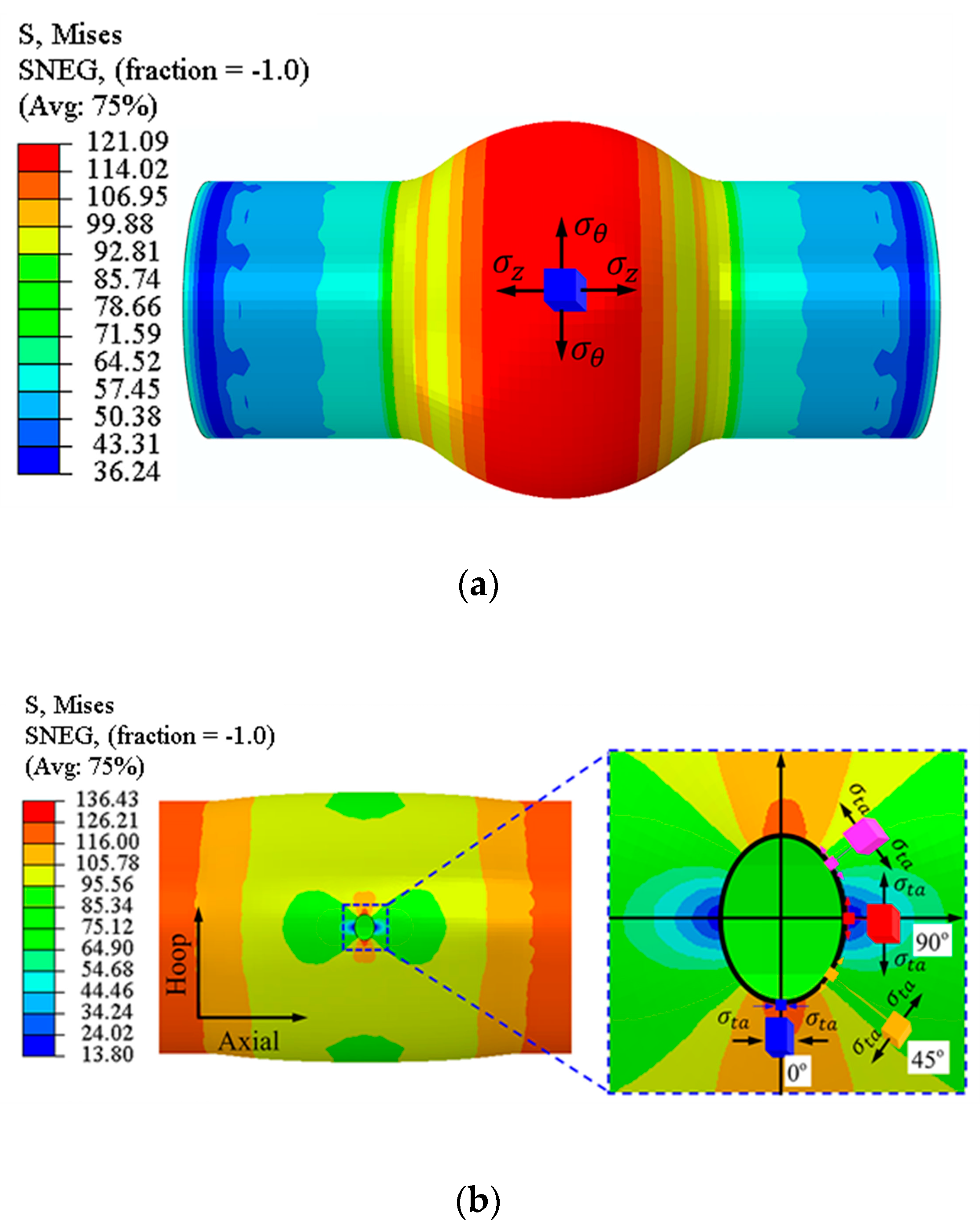
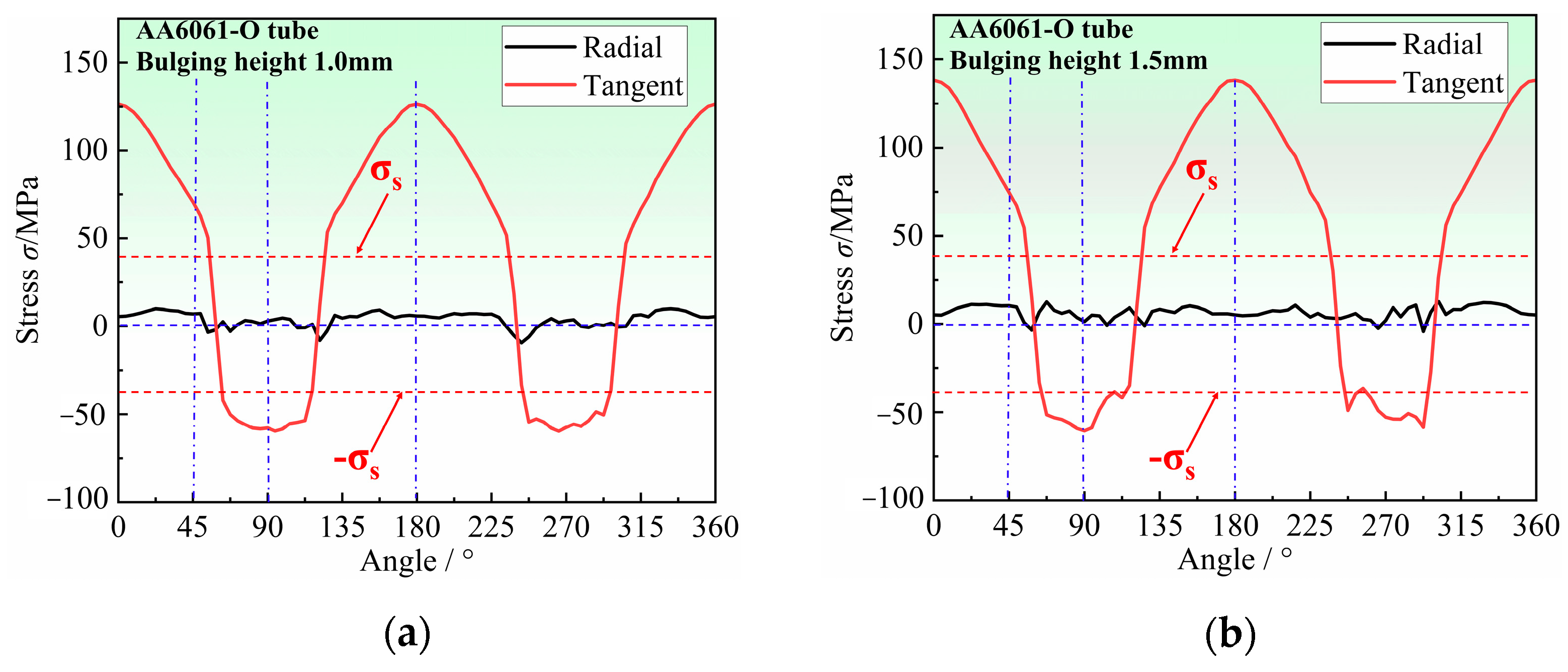
4.2. Stress–Strain Analysis of the Hole Periphery
4.3. Deformation Characteristics of the Hole Periphery
4.4. Influencing Factors of Hole Deformation
4.4.1. Strength Relationship between the Inner and Outer Tube
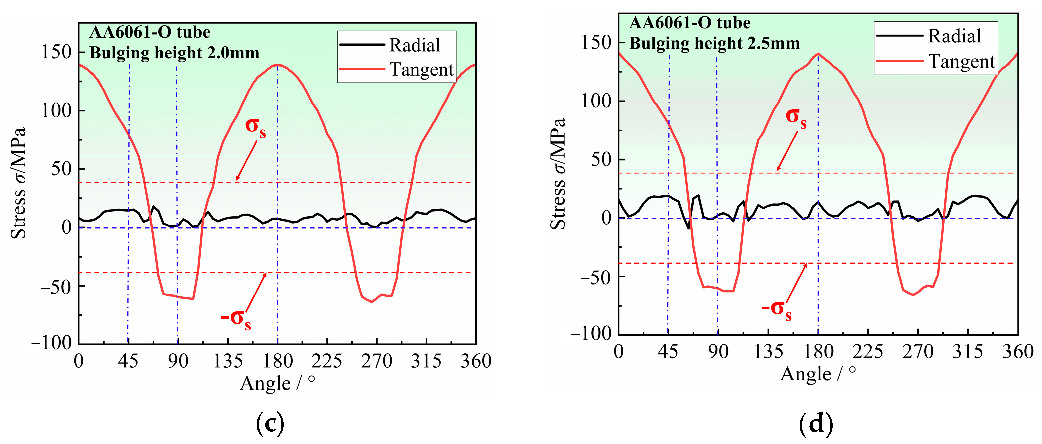
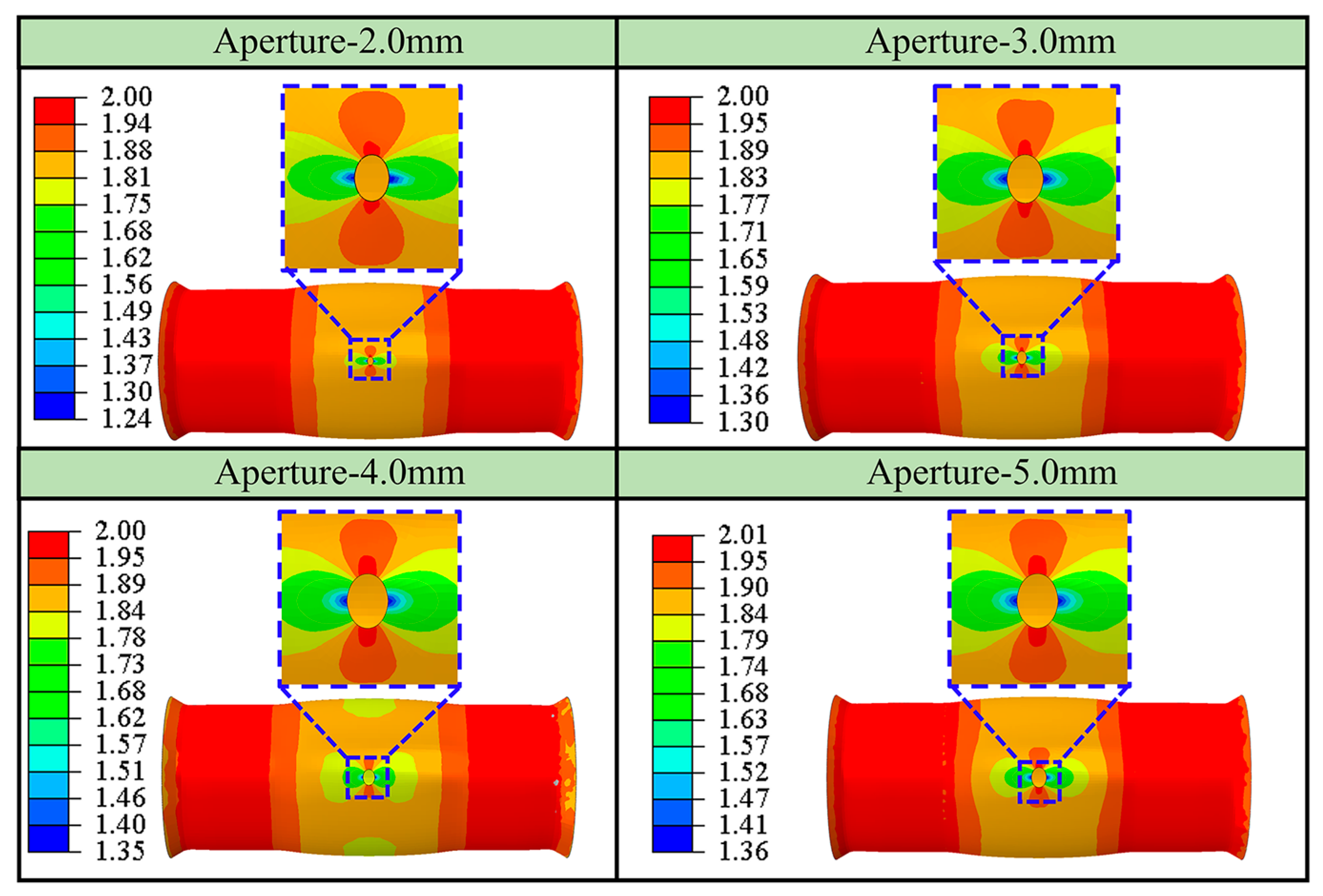
4.4.2. Effect of Initial Aperture
4.4.3. Friction between Inner and Outer Tubes
5. Hole Bulging Experiment
5.1. Experimental Process
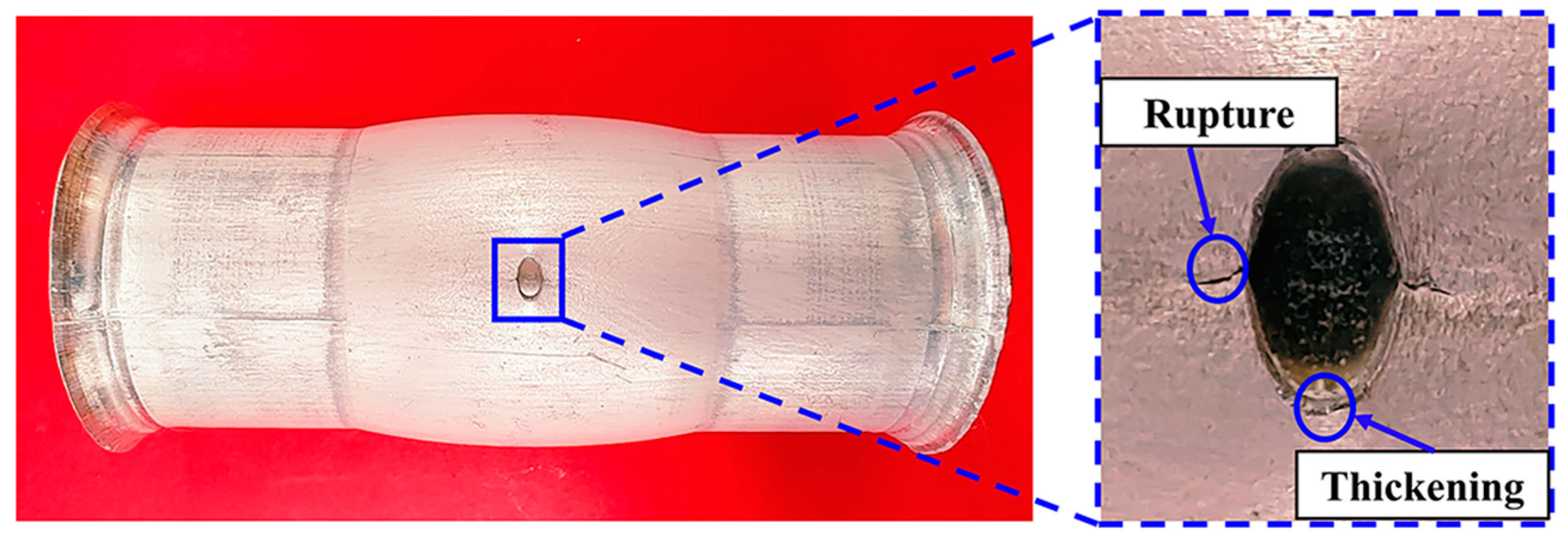
5.2. Experimental Results
6. Results and Verification
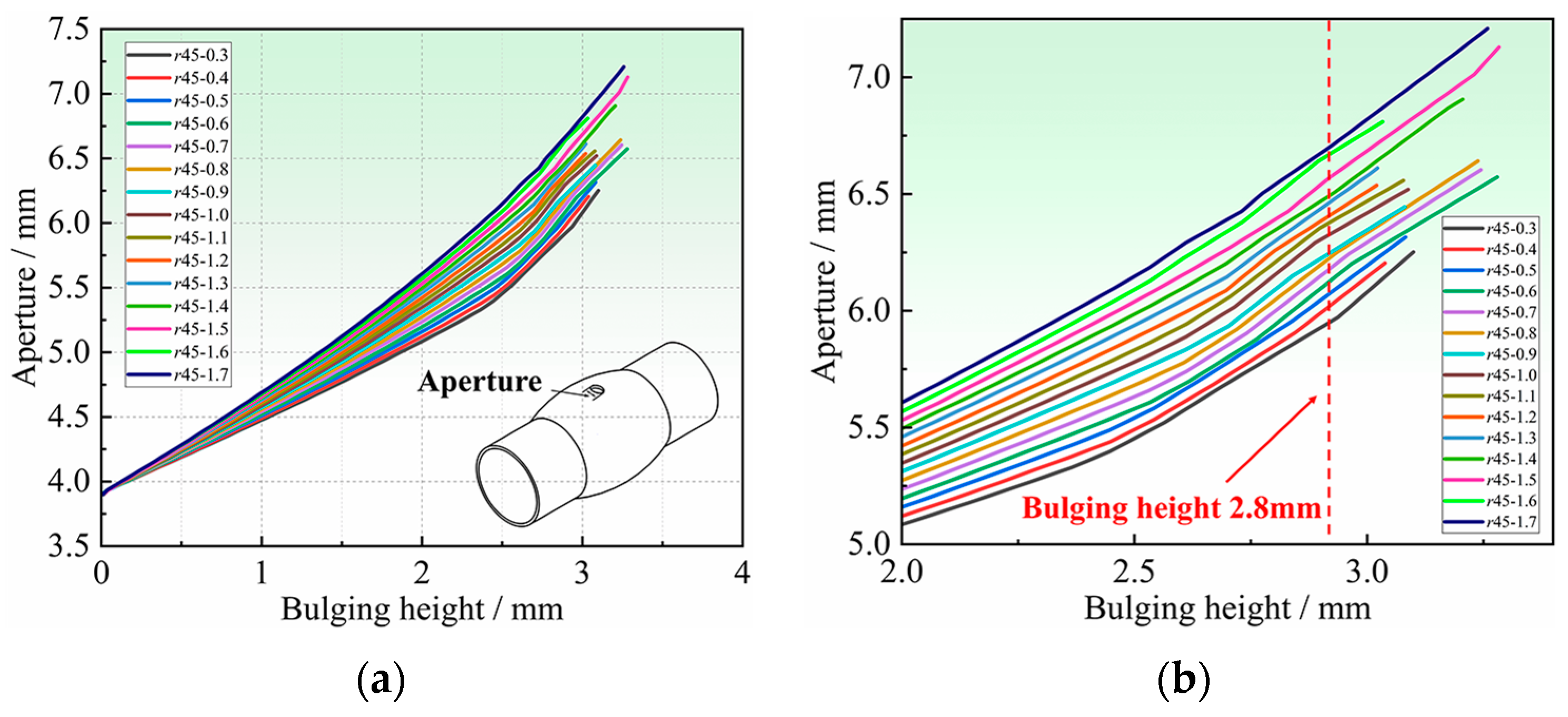
6.1. Results of r-Value
6.2. Verification
6.3. Results of AA6061-O in-Plane Anisotropy
7. Conclusions
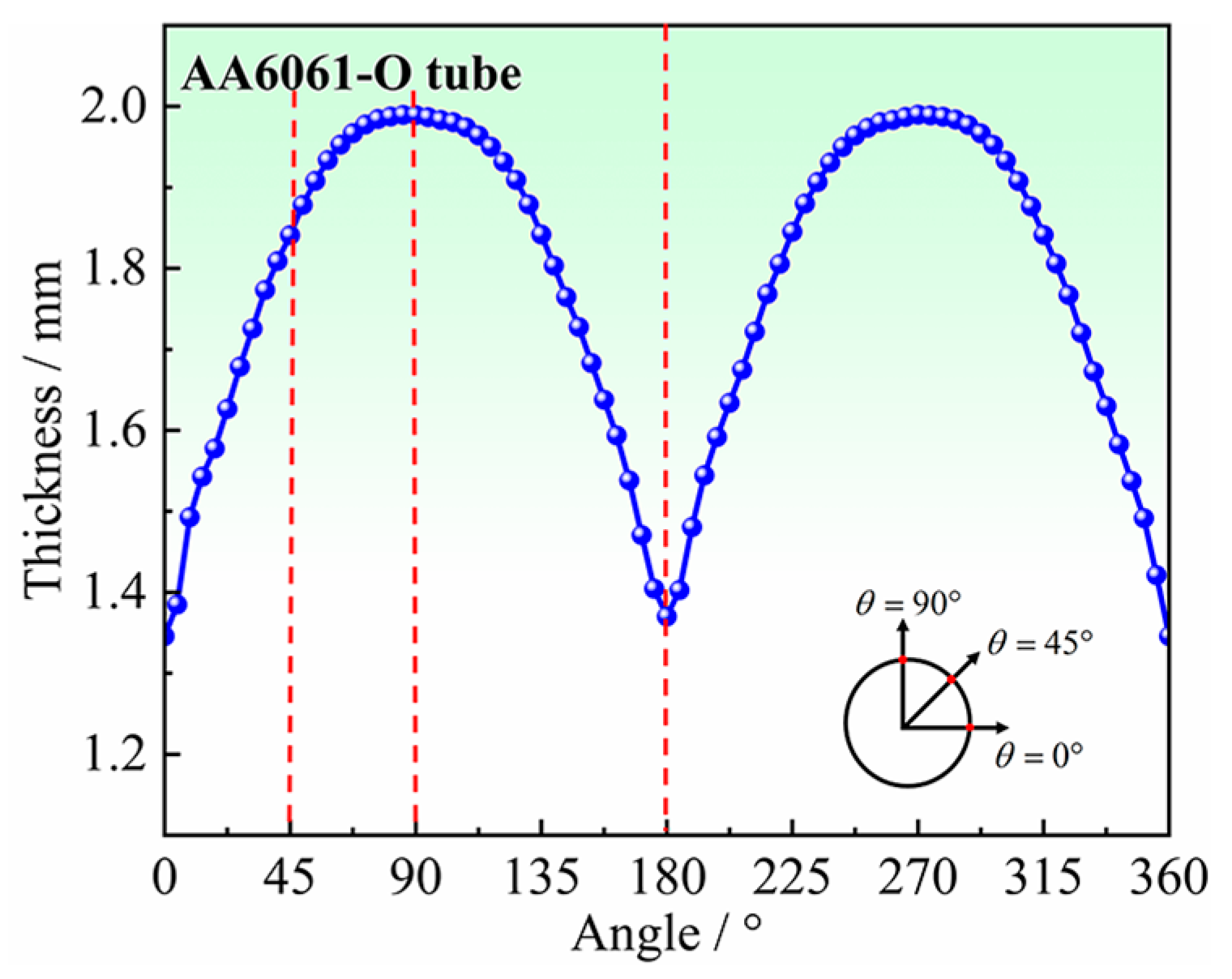
- In the HBT, the stress state around the hole is uniaxial, and the hole deformation is a comprehensive result of the deformations of various points around the hole, which can reflect the in-plane anisotropic plastic flow characteristics of the tube.
- The aperture of the hole and thickness around the hole after deformation vary significantly with the variation of anisotropy coefficients in the non-principal axis directions of thin-walled tubes, and can be used to determine them.
- For the HBT, a higher strength of the inner tube than the tubular specimen, and a smaller initial diameter of the circular hole are recommended. The friction coefficient between the double-layer tube has little effect on the hole deformation.
- Compared with the experimental results, both the average errors of the thickness around the hole and the profile of the bulging zone obtained from the final iterative simulation analysis do not exceed 2%, verifying the feasibility of the proposed method in this paper.
- The aluminum alloy AA6061-O extruded tube exhibits significant in-plane anisotropic plastic flow characteristics, and its in-plane anisotropic coefficients in any direction are given for the first time, which increase first and then decrease from 0° to 90°, reaching a maximum value of 1.13 at 60°, a minimum value of 0.69 at 0°.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| HBT | Hole bulging test, a new experiment proposed in this paper | HET | hole expansion test of sheet metal |
| Anisotropy coefficient of the tube, θ is the direction relative to the axial direction | the values of the iterative metric in the results of experiment | ||
| the values of the iterative metric in the results of simulation | the iteration step | ||
| the equivalent stress, which is the yield stress of the axial tensile test | Stress tensor | ||
| HIS | High internal strength, that is, the strength of the inner tube is higher than the strength of the tubular specimen | ES | Equal strength, that is the strength of the inner tube is equal to the strength of the tubular specimen |
| LIS | Low internal strength, that is, the strength of the inner tube is lower than the strength of the tubular specimen |
References
- Yuan, S.J.; Fan, X.B. Developments and Perspectives on the Precision Forming Processes for Ultra-Large Size Integrated Components. Int. J. Extrem. Manuf. 2019, 1, 22002. [Google Scholar] [CrossRef]
- Lang, L.H.; Liu, K.N.; Cai, G.; Yang, X.; Guo, C.; Bu, G. A Critical Review on Special Forming Processes and Associated Research for Lightweight Components Based on Sheet and Tube Materials. Manuf. Rev. 2014, 1, 9. [Google Scholar] [CrossRef]
- He, X.; Ding, J.; Habibi, M.; Safarpour, H.; Safarpourf, M. Non-polynomial Framework for Bending Responses of the Multi-scale Hybrid Laminated Nanocomposite Reinforced Circular/Annular Plate. Thin-Walled Struct. 2021, 166, 108019. [Google Scholar] [CrossRef]
- Liu, Z.; Su, S.; Xi, D.; Habibi, M. Vibrational Responses of a MHC Viscoelastic Thick Annular Plate in Thermal Environment Using GDQ Method. Mech. Based Des. Struct. Mach. 2020, 1, 108019. [Google Scholar] [CrossRef]
- Chen, X.; Yu, Z.; Hou, B.; Li, S.; Lin, Z. A Theoretical and Experimental Study on Forming Limit Diagram for a Seamed Tube Hydroforming. J. Mater. Process. Technol. 2011, 211, 2012–2021. [Google Scholar] [CrossRef]
- Hashemi, S.J.; Naeini, H.M.; Liaghat, G.; Tafti, R.A.; Rahmani, F. Forming Limit Diagram of Aluminum Aa6063 Tubes at High Temperatures by Bulge Tests. J. Mech. Sci. Technol. 2014, 28, 4745–4752. [Google Scholar] [CrossRef]
- Nikhare, C.; Weiss, M.; Hodgson, P.D. Fea Comparison of High and Low Pressure Tube Hydroforming of Trip Steel. Comput. Mater. Sci. 2009, 47, 146–152. [Google Scholar] [CrossRef]
- Christodoulou, N.; Turner, P.A.; Ho, E.T.C.; Chow, C.K.; Resta Levi, M. Anisotropy of Yielding in a Zr-2.5Nb Pressure Tube Material. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2000, 31, 409–420. [Google Scholar] [CrossRef]
- Matlock, D.K.; Cho, S.H.; Speer, J.G.; Al Jabr, H.M.; Zhang, P. Anisotropy of Mechanical Properties of Api-X70 Spiral Welded Pipe Steels. Mater. Sci. Forum 2013, 753, 538–541. [Google Scholar] [CrossRef]
- Yuan, S.J.; Xie, W.C.; Lin, Y.L.; He, Z.B. Analytical Model and Testing Method for Equivalent Stress-Strain Relation of Anisotropic Thin-Walled Steel Tube. J. Test. Eval. 2019, 47, 775–790. [Google Scholar] [CrossRef]
- Banabic, D. Sheet Metal Forming Processes: Constitutive Modelling and Numerical Simulation; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Cai, Y.; Wang, X.S.; Yuan, S.J. Pre-Form Design for Hydro-Forming of Aluminum Alloy Automotive Cross Members. Int. J. Adv. Manuf. Technol. 2016, 86, 463–473. [Google Scholar] [CrossRef]
- Jansson, M.; Nilsson, L.; Simonsson, K. On Constitutive Modeling of Aluminum Alloys for Tube Hydroforming Applications. Int. J. Plast. 2005, 21, 1041–1058. [Google Scholar] [CrossRef]
- Kuwabara, T.; Yoshida, K.; Narihara, K.; Takahashi, S. Anisotropic Plastic Deformation of Extruded Aluminum Alloy Tube Under Axial Forces and Internal Pressure. Int. J. Plast. 2005, 21, 101–117. [Google Scholar] [CrossRef]
- Kuwabara, T. Advances in Experiments on Metal Sheets and Tubes in Support of Constitutive Modeling and Forming Simulations. Int. J. Plast. 2007, 23, 385–419. [Google Scholar] [CrossRef]
- Dick, C.P.; Korkolis, Y.P. Mechanics and Full-Field Deformation Study of the Ring Hoop Tension Test. Int. J. Solids Struct. 2014, 51, 3042–3057. [Google Scholar] [CrossRef] [Green Version]
- Dick, C.P.; Korkolis, Y.P. Anisotropy of Thin-Walled Tubes by a New Method of Combined Tension and Shear Loading. Int. J. Plast. 2015, 71, 87–112. [Google Scholar] [CrossRef] [Green Version]
- Kamerman, D.; Cappia, F.; Wheeler, K.; Petersen, P.; Rosvall, E.; Dabney, T.; Yeom, H.; Sridharan, K.; Ševeček, M.; Schulthess, J. Development of Axial and Ring Hoop Tension Testing Methods for Nuclear Fuel Cladding Tubes. Nucl. Mater. Energy 2022, 31, 101175. [Google Scholar] [CrossRef]
- Venkatsurya, P.K.C.; Jia, Z.; Misra, R.D.K.; Mulholland, M.D.; Manohar, M.; Hartmann, J.E. Understanding Mechanical Property Anisotropy in High Strength Niobium-Microalloyed Linepipe Steels. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2012, 556, 194–210. [Google Scholar] [CrossRef]
- Korkolis, Y.P.; Kyriakides, S. Path-Dependent Failure of Inflated Aluminum Tubes. Int. J. Plast. 2009, 25, 2059–2080. [Google Scholar] [CrossRef]
- Yoshida, K.; Kuwabara, T. Effect of Strain Hardening Behavior on Forming Limit Stresses of Steel Tube Subjected to Nonproportional Loading Paths. Int. J. Plast. 2007, 23, 1260–1284. [Google Scholar] [CrossRef]
- Korkolis, Y.; Kyriakides, S. Inflation and Burst of Anisotropic Aluminum Tubes for Hydroforming Applications. Int. J. Plast. 2008, 24, 509–543. [Google Scholar] [CrossRef]
- Kuwabara, T.; Sugawara, F. Multiaxial Tube Expansion Test Method for Measurement of Sheet Metal Deformation Behavior under Biaxial Tension for a Large Strain Range. Int. J. Plast. 2013, 45, 103–118. [Google Scholar] [CrossRef]
- He, Z.B.; Zhang, K.; Lin, Y.L.; Yuan, S.J. An Accurate Determination Method for Constitutive Model of Anisotropic Tubular Materials with Dic-Based Controlled Biaxial Tensile Test. Int. J. Mech. Sci. 2020, 181, 105715. [Google Scholar] [CrossRef]
- Zhang, K.; He, Z.B.; Zheng, K.; Yuan, S.J. Experimental Verification of Anisotropic Constitutive Models under Tension-Tension and Tension-Compression Stress States. Int. J. Mech. Sci. 2020, 178, 105618. [Google Scholar] [CrossRef]
- Wang, X.; Hu, W.; Huang, S.; Ding, R. Experimental Investigations on Extruded 6063 Aluminium Alloy Tubes under Complex Tension-Compression Stress States. Int. J. Solids Struct. 2019, 168, 123–137. [Google Scholar] [CrossRef]
- Nazari Tiji, S.A.; Park, T.; Asgharzadeh, A.; Kim, H.; Athale, M.; Kim, J.H.; Pourboghrat, F. Characterization of Yield Stress Surface and Strain-Rate Potential for Tubular Materials Using Multiaxial Tube Expansion Test Method. Int. J. Plast. 2020, 133, 102838. [Google Scholar] [CrossRef]
- Parmar, A.; Mellor, P.B. Plastic Expansion of a Circular Hole in Sheet Metal Subjected to Biaxial Tensile Stress. Int. J. Mech. Sci. 1978, 20, 707–720. [Google Scholar] [CrossRef]
- Choi, Y.; Ha, J.; Lee, M.G.; Korkolis, Y.P. Effect of Plastic Anisotropy and Portevin-Le Chatelier Bands on Hole-Expansion in Aa7075 Sheets in -T6 and -W Tempers. J. Mater. Process. Technol. 2021, 296, 117211. [Google Scholar] [CrossRef]
- Ha, J.; Coppieters, S.; Korkolis, Y.P. On the Expansion of a Circular Hole in an Orthotropic Elastoplastic Thin Sheet. Int. J. Mech. Sci. 2020, 182, 105706. [Google Scholar] [CrossRef]
- Barlat, K.F. Numerical Modeling for Accurate Prediction of Strain Localization in Hole Expansion of a Steel Sheet. Int. J. Solids Struct. 2019, 156–157, 107–118. [Google Scholar]
- Suzuki, T.; Okamura, K.; Capilla, G.; Hamasaki, H.; Yoshida, F. Effect of Anisotropy Evolution on Circular and Oval Hole Expansion Behavior of High-Strength Steel Sheets. Int. J. Mech. Sci. 2018, 146–147, 556–570. [Google Scholar] [CrossRef]
- Liu, W.; Iizuka, T. Trials to Evaluate Distribution of Lankford Value Using Hole Expansion Test. Procedia Manuf. 2018, 15, 1754–1761. [Google Scholar] [CrossRef]
- Hill, R. A Theory of the Yielding and Plastic Flow of Anisotropic Metals. Proc. R. Soc. Lond. 1948, 193, 281–297. [Google Scholar] [CrossRef] [Green Version]
- GB/T 228.1-2010; Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature. Standards Press of China: Beijing, China, 2011.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strength Relationship | HIS | ES | LIS |
|---|---|---|---|
| Ultimate bulging height/mm | 3.20 | 3.11 | 2.95 |
| Aperture/mm | 3.60 | 3.05 | 2.97 |
| Deformation difference degree/% | 80.0 | 52.5 | 48.5 |
| Initial Aperture/mm | 2.0 | 3.0 | 4.0 | 5.0 |
|---|---|---|---|---|
| Ultimate bulging height/mm | 3.25 | 3.18 | 3.10 | 2.89 |
| Aperture/mm | 3.66 | 5.30 | 6.75 | 7.80 |
| Deformation difference degree/% | 83.0 | 76.7 | 68.8 | 56.0 |
| Friction Coefficient | 0.1 | 0.2 | 0.3 |
|---|---|---|---|
| r45 = 0.5 | 5.58 mm | 5.58 mm | 5.60 mm |
| r45 = 1.0 | 5.82 mm | 5.80 mm | 5.83 mm |
| r45 = 1.5 | 6.08 mm | 6.01 mm | 6.03 mm |
| Bulging Height/mm | Internal Pressure/MPa | Aperture/mm |
|---|---|---|
| 2.11 | 28.07 | 5.50 |
| 2.41 | 29.34 | 5.73 |
| 2.51 | 29.68 | 5.84 |
| 2.71 | 30.02 | 6.05 |
| 2.94 | 30.32 | 6.35 |
| 3.15 | 30.51 | 6.58 |
| 3.31 | 30.70 | Rupture |
| Iterative Methods | Number of Iterations | Iteration Step Size | r45 | |
|---|---|---|---|---|
| Bisection method | 0.9 | 1.47% | ||
| 1.1 | 0.53% | |||
| 1 | 0.1 | 1.0 | 0.68% | |
| 2 | 0.05 | 1.05 | 0.53% | |
| Fixed step method | 3-1 | 0.01 | 1.06 | 0.47% |
| 3-2 | 0.01 | 1.07 | 0.51% | |
| 3-3 | 0.01 | 1.08 | 0.60% | |
| 3-4 | 0.01 | 1.09 | 0.64% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.; Wang, Y.; Su, Y.; Liu, J.; Chen, K.; He, Z. Identification of Anisotropic Coefficients in the Non-Principal Axis Directions of Tubular Materials Using Hole Bulging Test. Materials 2023, 16, 4629. https://doi.org/10.3390/ma16134629
Lin Y, Wang Y, Su Y, Liu J, Chen K, He Z. Identification of Anisotropic Coefficients in the Non-Principal Axis Directions of Tubular Materials Using Hole Bulging Test. Materials. 2023; 16(13):4629. https://doi.org/10.3390/ma16134629
Chicago/Turabian StyleLin, Yanli, Yifan Wang, Yibo Su, Junpeng Liu, Kelin Chen, and Zhubin He. 2023. "Identification of Anisotropic Coefficients in the Non-Principal Axis Directions of Tubular Materials Using Hole Bulging Test" Materials 16, no. 13: 4629. https://doi.org/10.3390/ma16134629