
Study on the Semi-Solid Thixotropic Forging Forming Process for the Low-Carbon Steel Claw Pole




Abstract
:1. Introduction
2. Materials and Methods
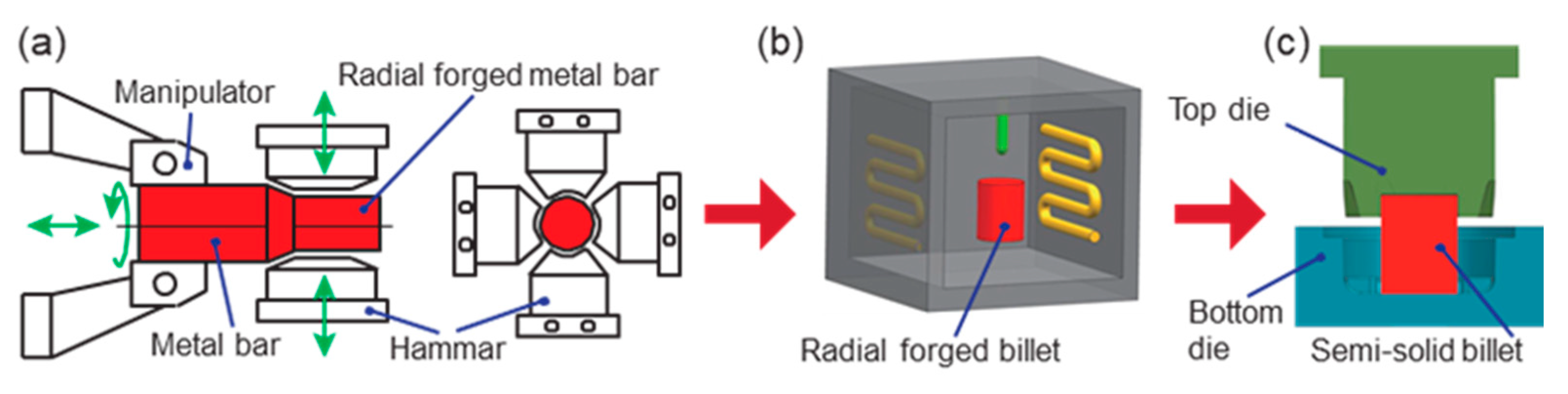
2.1. Semi-Solid Thixotropic Forging Forming Scheme
2.2. Simulation and Experimental Settings of Process Parameters
- (1)
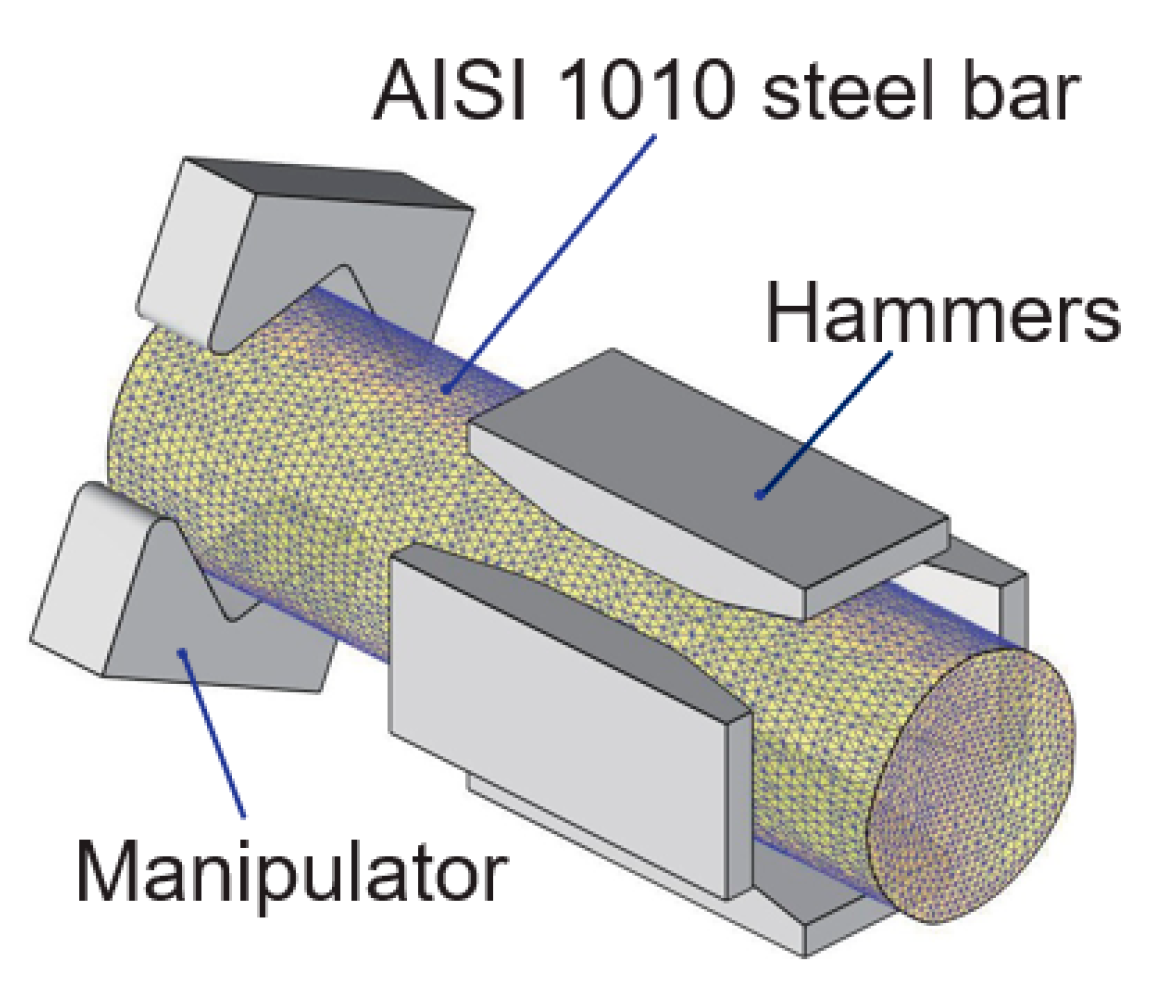
- The hammers were regarded as a rigid body in the simulation calculation process.
- (2)
- In the process of radial forging deformation, the elastic deformation of the billet is small, which has little influence on the deformation process. Therefore, the elastic deformation of the AISI 1010 steel bar was ignored, and only its plastic deformation was considered, and the AISI 1010 steel bar was regarded as a plastic body, and its own weight was ignored.
3. Results and Discussion
3.1. Effects of the Radial Forging Process on the Macroscopic Deformation and Microstructure
3.2. Effects of the Isothermal Holding Process on the Microstructures of the Radial-Forged Bar
3.3. Effects of the Thixotropic Forging Process on the Microstructure and Mechanical Properties
4. Conclusions
- (1)
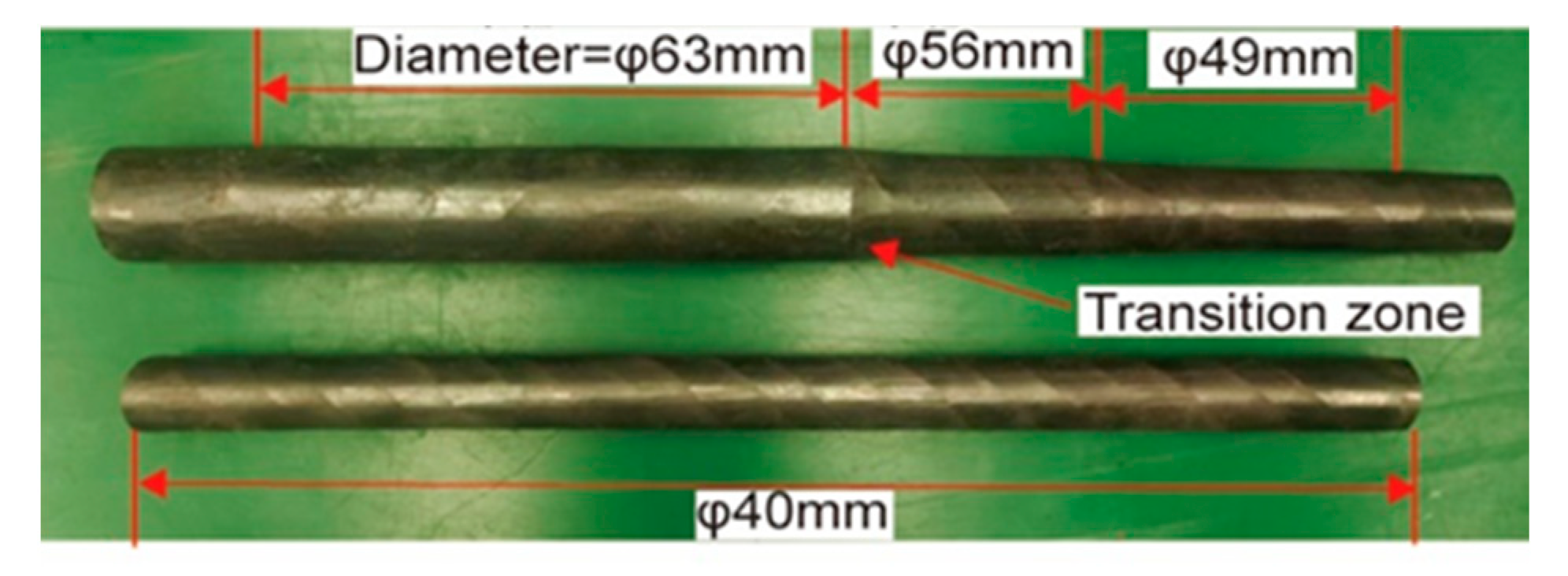
- When the AISI 1010 low-carbon steel bar was treated using the radial forging process, with an area reduction rate of 67%, the surface of the radial-forged steel bar with different diameters was smooth, and the shape of this forged bar was good. Moreover, the size error of this forged bar with different diameters was no more than 0.3 mm. Therefore, an excellent-quality radial-forged AISI 1010 low-carbon steel bar can be obtained using the radial forging process with different area reduction rates.
- (2)
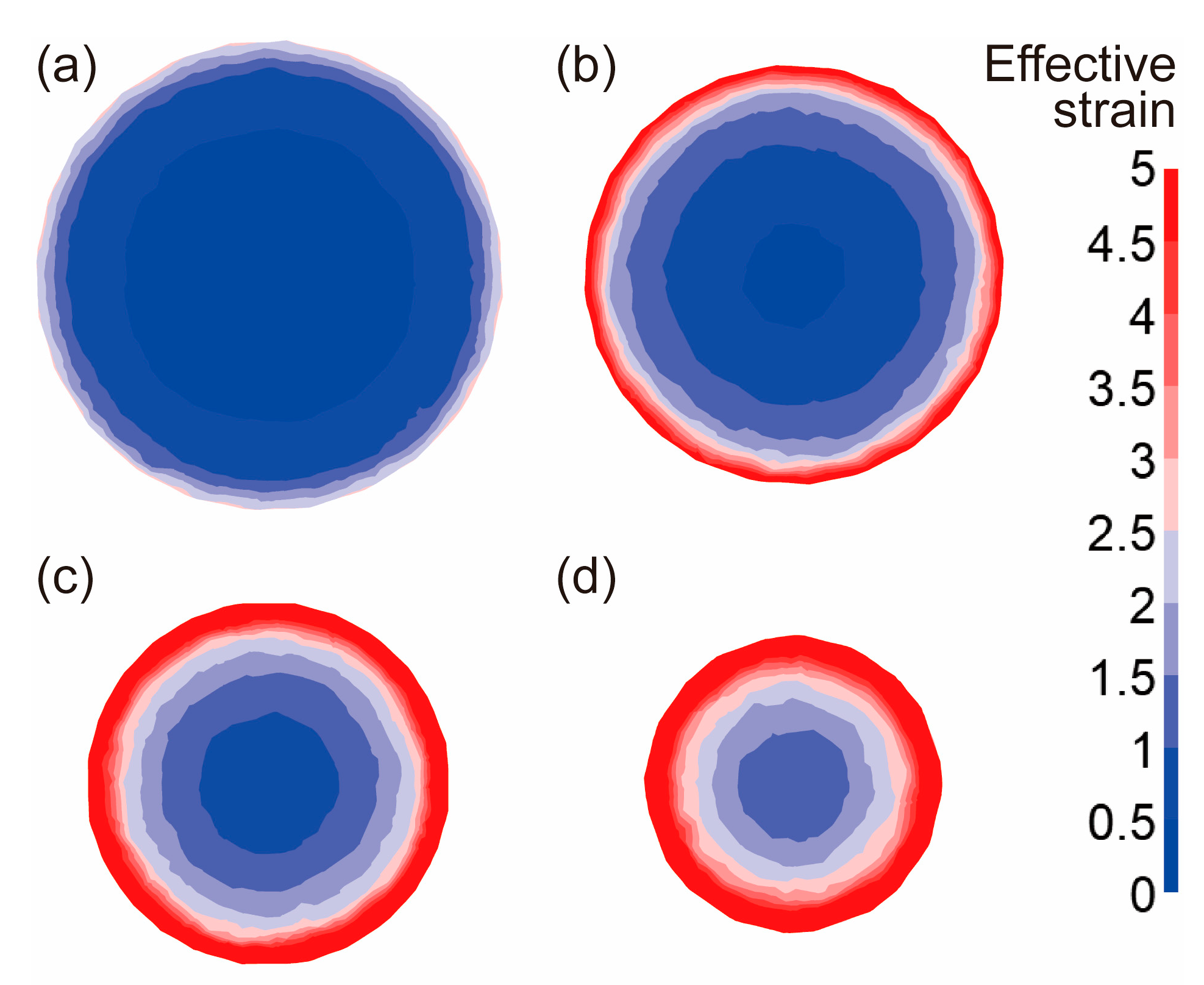
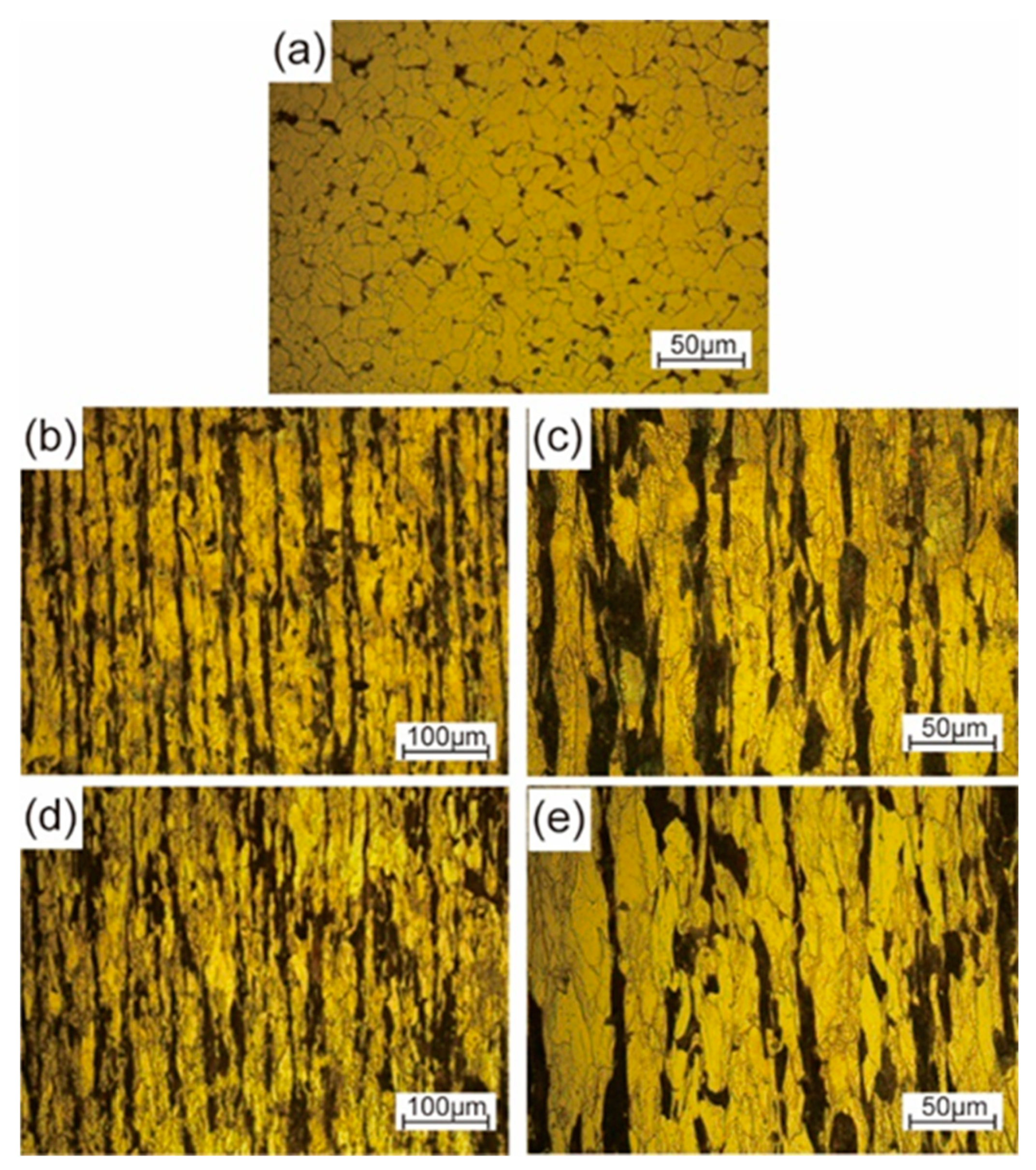
- When the AISI 1010 low-carbon steel bar was treated using the radial forging process with an area reduction rate of 67%, the microstructures of the AISI 1010 steel bar presented a fibrous shape, extending along the radial forging direction. The boundaries between the grains were elongated, and the phenomenon of grain breakage occurred, indicating that the radial-forged bar with an area reduction rate of 67% had been completely penetrated, from the center to the edge.
- (3)
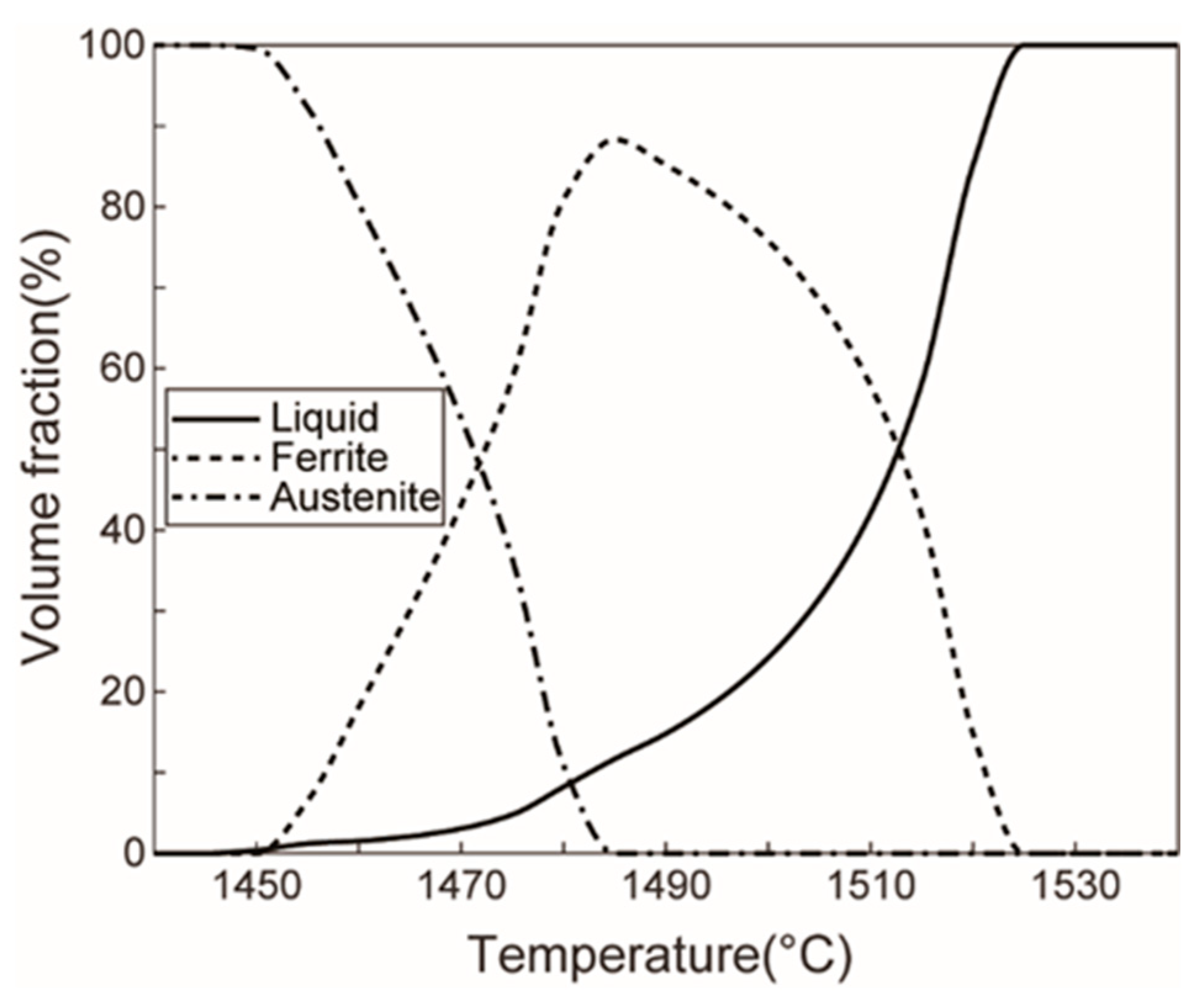
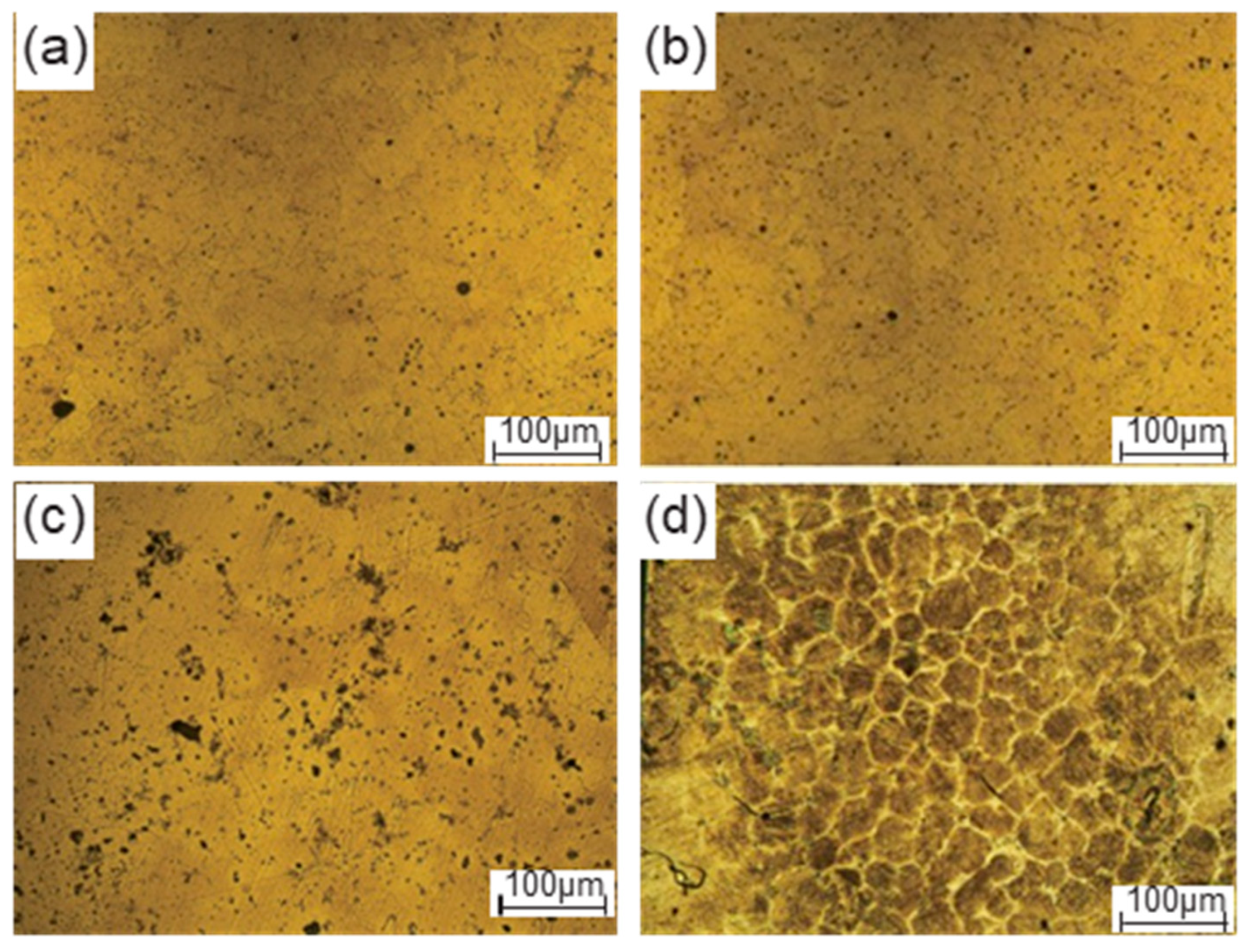
- Semi-solid AISI 1010 low-carbon steel with an average size of 56 μm can be prepared using the radial forging and isothermal treatment process, and the optimized operation parameters for preparing low-carbon steel semi-solid billets with fine and globular microstructures are an area reduction rate of 67%, an isothermal temperature of 1500 °C, and a duration time of 15 min.
- (4)
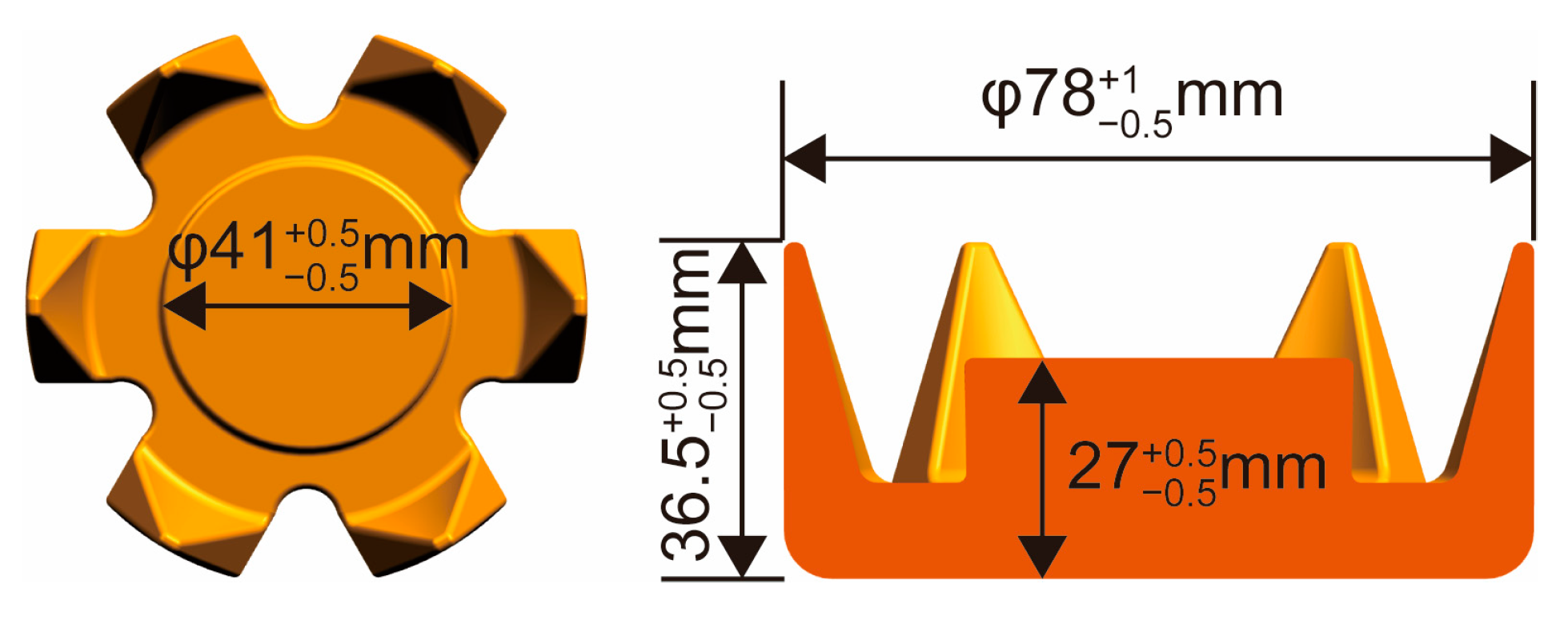
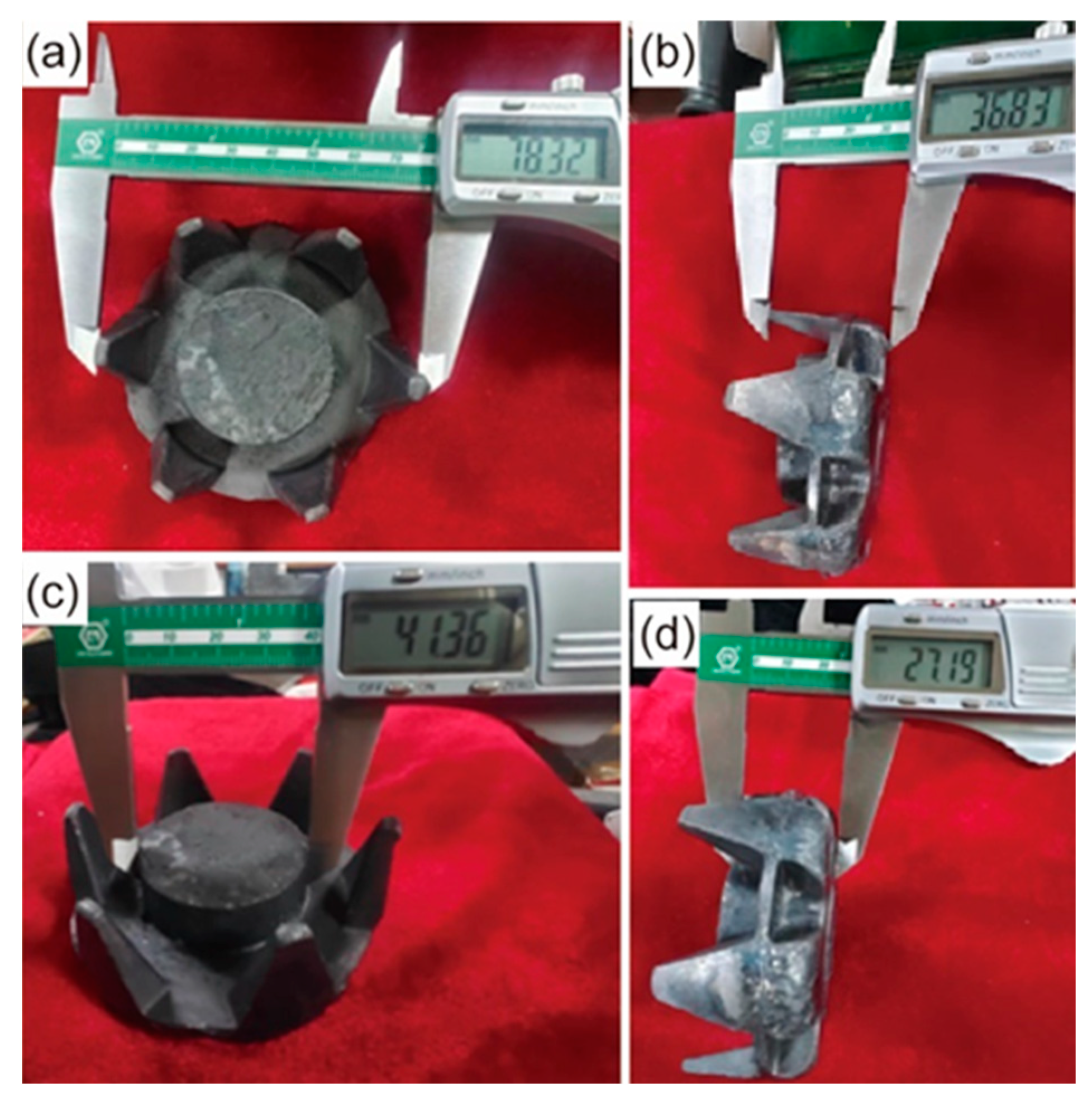
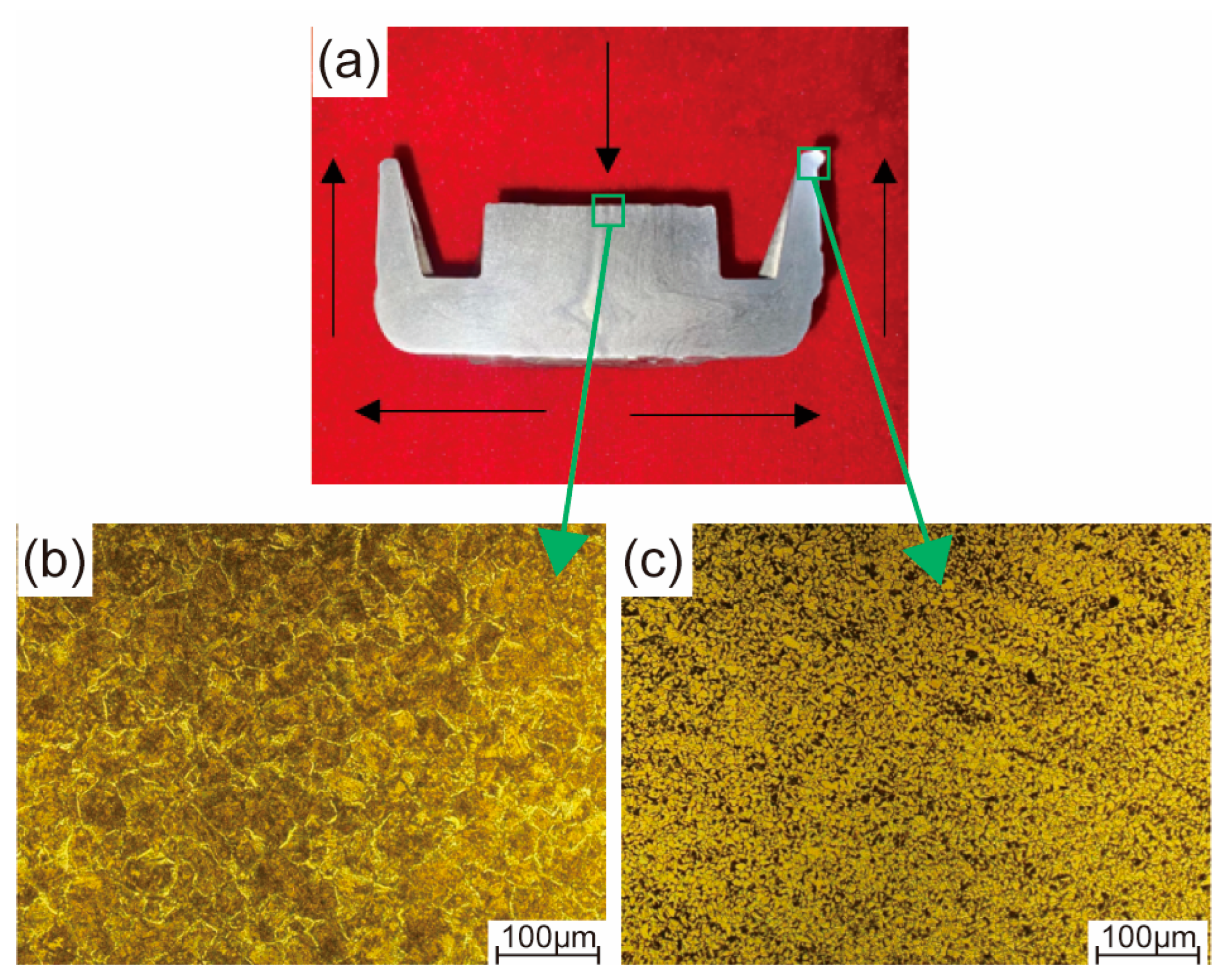
- It was found that the low-carbon steel claw pole fabricated using a semi-solid thixotropic forging forming process was fully filled with a sharp profile and a flat surface, the central position microstructures of the final claw pole were fine and spherical, and the pearlite was distributed among the ferrite grains, which were typical microstructures of the semi-solid forming parts. The yield strength and tensile strength from the AISI 1010 steel of the claw pole formed using the SSTFF process increased by 88.6% and 79.8%, respectively, compared to the starting materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rebhi, R.; Ibala, A.; Masmoudi, A. FEA-based investigation of the generating capability of a novel hybrid excited claw pole alternator with improved cost-effectiveness. COMPEL 2014, 33, 1642–1652. [Google Scholar] [CrossRef]
- Rumiche, F.; Indacochea, J.E.; Wang, M.L. Assessment of the Effect of Microstructure on the Magnetic Behavior of Structural Carbon Steels Using an Electromagnetic Sensor. J. Mater. Eng. Perform. 2008, 17, 586–593. [Google Scholar] [CrossRef]
- Kim, J.-H.; Ko, B.-H.; Kim, J.-H.; Lee, K.-H.; Moon, Y.-H.; Ko, D.-C. Evaluation of friction using double cup and spike forging test for dry-in-place coating and forming oils. Tribol. Int. 2020, 150, 106361. [Google Scholar] [CrossRef]
- D’Annibale, A.; Di Ilio, A.; Trozzi, M.; Bonaventura, L. The use of infrared thermography for maintenance purposes in the production process of components for automotive alternators. In Proceedings of the 4th International Conference on Through-Life Engineering Services (TESConf), Cranfield University, Wharley End, UK, 3–4 November 2015; Cranfield University: Wharley End, UK, 2015; pp. 143–146. [Google Scholar]
- Zhang, F.; Yang, Y.; Shan, Q.; Li, Z.; Bi, J.; Zhou, R. Microstructure Evolution and Mechanical Properties of 0.4C-Si-Mn-Cr Steel during High Temperature Deformation. Materials 2020, 13, 172. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Li, S.; Yan, F.; Zhang, Z.; Wu, Y. Microstructure Evolution and Mechanical Properties of AZ80 Mg Alloy during Annular Channel Angular Extrusion Process and Heat Treatment. Materials 2019, 12, 4223. [Google Scholar] [CrossRef] [Green Version]
- Spencer, D.B.; Flemings, M.C.; Mehrabian, R. Rheological Behavior of SN-15 PCT PB in Crystallization Range. Metall. Trans. 1972, 3, 1925–1932. [Google Scholar] [CrossRef]
- Laxmanan, V.; Flemings, M.C. Deformation of Semisolid SN-15 PCT PB Alloy. Metall. Trans. A 1980, 11, 1927–1937. [Google Scholar] [CrossRef]
- Lozares, J.; Plata, G.; Hurtado, I.; Sanchez, A.; Loizaga, I. Near Solidus Forming (NSF): Semi-Solid Steel Forming at High Solid Content to Obtain As-Forged Properties. Metals 2020, 10, 198. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Wang, Y.; Zhao, S. Experimental Investigation and Optimization of the Semisolid Multicavity Squeeze Casting Process for Wrought Aluminum Alloy Scroll. Materials 2020, 13, 5278. [Google Scholar] [CrossRef]
- Xiao, L.; Yu, H.; Qin, Y.; Liu, G.; Peng, Z.; Tu, X.; Su, H.; Xiao, Y.; Zhong, Q.; Wang, S.; et al. Microstructure and Mechanical Properties of Cast Al-Si-Cu-Mg-Ni-Cr Alloys: Effects of Time and Temperature on Two-Stage Solution Treatment and Ageing. Materials 2023, 16, 2675. [Google Scholar] [CrossRef]
- Chen, G.; Chen, Q.; Qin, J.; Du, Z.M. Effect of compound loading on microstructures and mechanical properties of 7075 aluminum alloy after severe thixoformation. J. Mater. Process. Technol. 2016, 229, 467–474. [Google Scholar] [CrossRef]
- Pola, A.; Tocci, M.; Kapranos, P. Microstructure and Properties of Semi-Solid Aluminum Alloys: A Literature Review. Metals 2018, 8, 181. [Google Scholar] [CrossRef] [Green Version]
- Ji, S.; Wang, K.; Dong, X. An Overview on the Process Development and the Formation of Non-Dendritic Microstructure in Semi-Solid Processing of Metallic Materials. Crystals 2022, 12, 1044. [Google Scholar] [CrossRef]
- Cao, M.; Zhang, Q.; Huang, K.; Wang, X.; Chang, B.; Cai, L. Microstructural evolution and deformation behavior of copper alloy during rheoforging process. J. Mater. Sci. Technol. 2020, 42, 19–29. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, S.; Zhang, H.; Han, F.; Wang, G.; Chen, Q.; Zhao, Z. Controlling liquid segregation of semi-solid AZ80 magnesium alloy by back pressure thixoextruding. J. Mater. Process. Technol. 2018, 259, 88–95. [Google Scholar] [CrossRef]
- Jia, Q.-J.; Liu, J.-Y.; Li, Y.-X.; Wang, W.-S. Microstructure and properties of electronic packaging box with high silicon aluminum-base alloy by semi-solid thixoforming. Trans. Nonferrous Met. Soc. China 2013, 23, 80–85. [Google Scholar] [CrossRef]
- Ragab, K.A.; Bouaicha, A.; Bouazara, M. Optimization of Casting Design Parameters on Fabrication of Reliable Semi-Solid Aluminum Suspension Control Arm. J. Mater. Eng. Perform. 2017, 26, 4450–4461. [Google Scholar] [CrossRef]
- Zheng, L.-J.; Wang, J.-J.; Zhang, H. Microstructural evolution of Ti-47Al-2Cr-2Nb-0.8B alloy prepared by semi-solid process. Rare Met. 2020, 39, 1262–1266. [Google Scholar] [CrossRef]
- Jiang, J.; Yan, J.; Liu, Y.; Hu, G.; Wang, Y.; Ding, C.; Zou, D. Numerical Simulation and Experimental Validation of Squeeze Casting of AlSi9Mg Aluminum Alloy Component with a Large Size. Materials 2022, 15, 4334. [Google Scholar] [CrossRef]
- Kazemi, A.; Nourouzi, S.; Kolahdooz, A.; Gorji, A. Experimental investigation of thixoforging process on microstructure and mechanical properties of the centrifugal pump flange. J. Mech. Sci. Technol. 2015, 29, 2957–2965. [Google Scholar] [CrossRef]
- Kolahdooz, A.; Nourouzi, S.; Jooybari, M.B.; Hosseinipour, S.J. Experimental investigation of thixoforging parameters effects on the microstructure and mechanical properties of the helical gearbox cap. J. Mech. Sci. Technol. 2014, 28, 4257–4265. [Google Scholar] [CrossRef]
- Chen, T.J.; Huang, L.K.; Huang, X.F.; Ma, Y.; Hao, Y. Effects of reheating temperature and time on microstructure and tensile properties of thixoforged AZ63 magnesium alloy. Mater. Sci. Technol. 2014, 30, 96–108. [Google Scholar] [CrossRef]
- Sugiyama, S.; Li, J.; Yanagimoto, J. Semisolid extrusion of low-carbon steel. Mater. Trans. 2007, 48, 807–812. [Google Scholar] [CrossRef] [Green Version]
- Becker, E.; Bigot, R.; Rivoirard, S.; Faverolle, P. Experimental investigation of the thixoforging of tubes of low-carbon steel. J. Mater. Process. Technol. 2018, 252, 485–497. [Google Scholar] [CrossRef] [Green Version]
- Aba-perea, P.-E.; Becker, E. Measurement and modeling of thermal evolution during induction heating and thixoforming of low carbon steel. J. Mater. Process. Technol. 2020, 283, 116717. [Google Scholar] [CrossRef]
- Samat, S.; Omar, M.Z.; Baghdadi, A.H.; Mohamed, I.F.; Aziz, A.M. Mechanical properties and microstructures of a modified Al-Si-Cu alloy prepared by thixoforming process for automotive connecting rods. J. Mater. Res. Technol. 2021, 10, 1086–1102. [Google Scholar] [CrossRef]
- Rogal, L.; Kania, A.; Berent, K.; Janus, K.; Litynska-Dobrzynska, L. Microstructure and mechanical properties of Mg-Zn-RE-Zr alloy after thixoforming. J. Mater. Res. Technol. 2019, 8, 1121–1131. [Google Scholar] [CrossRef]
- Li, H.; Cao, M.; Niu, L.; Huang, K.; Zhang, Q. Establishment of macro-micro constitutive model and deformation mechanism of semi-solid Al6061. J. Alloys. Compd. 2020, 854, 157124. [Google Scholar] [CrossRef]
- Saunders, N.; Guo, U.K.Z.; Li, X.; Miodownik, A.P.; Schillé, J.-P. Using JMatPro to model materials properties and behavior. JOM J. Miner. Met. Mater. Soc. 2003, 55, 60–65. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, X.; Fan, L.; Xu, C. Mechanical properties of steel gun barrel processed by cold radial forging with stepped mandrel under different forgingratios. J. Phys. Conf. Ser. 2020, 1507, 042004. [Google Scholar] [CrossRef]
- Ghaei, A.; Movahhedy, M.R.; Karimi Taheri, A. Finite element modelling simulation of radial forging of tubes without mandrel. Mater. Des. 2008, 29, 867–872. [Google Scholar] [CrossRef]
- Kim, J.G.; Enikeev, N.A.; Abramova, M.M.; Park, B.H.; Valiev, R.Z.; Kim, H.S. Effect of initial grain size on the microstructure and mechanical properties of high-pressure torsion processed twinning-induced plasticity steels. Mater. Sci. Eng. A 2017, 682, 164–167. [Google Scholar] [CrossRef]
- Al-Sahlani, K.; Broxtermann, S.; Lell, D.; Fiedler, T. Effects of particle size on the microstructure and mechanical properties of expanded glass-metal syntactic foams. Mater. Sci. Eng. A 2018, 728, 80–87. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, X.; Xi, R.; Li, G.; Wei, H.; Liu, J.; Zhang, B.; Kustov, S.; Vanmeensel, K.; Van Humbeeck, J.; et al. Size effect on the microstructure, phase transformation behavior, and mechanical properties of NiTi shape memory alloys fabricated by laser powder bed fusion. J. Mater. Sci. Technol. 2023, 157, 200–212. [Google Scholar] [CrossRef]
- Bhattacharya, B.; Bhattacharyya, T.; Haldar, A. Influence of Microstructure on the Mechanical Properties of a Pearlitic Steel. Metall. Mater. Trans. A 2020, 51, 3614–3626. [Google Scholar] [CrossRef]
- Schneider, M.; Werner, F.; Langenkämper, D.; Reinhart, C.; Laplanche, G. Effect of Temperature and Texture on Hall–Petch Strengthening by Grain and Annealing Twin Boundaries in the MnFeNi Medium-Entropy Alloy. Metals 2019, 9, 84. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Liu, L.; Liang, S.; Li, J. Evolution in Microstructures and Mechanical Properties of Pure Copper Subjected to Severe Plastic Deformation. Met. Mater. Int. 2020, 26, 1585–1595. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Liu, R.L.; Xu, S.W.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Achieving exceptionally high strength in Mg–3Al–1Zn-0.3Mn extrusions via suppressing intergranular deformation. Acta Mater. 2018, 160, 97–108. [Google Scholar] [CrossRef]
- Andani, M.T.; Lakshmanan, A.; Sundararaghavan, V.; Allison, J.; Misra, A. Quantitative study of the effect of grain boundary parameters on the slip system level Hall-Petch slope for basal slip system in Mg-4Al. Acta Mater. 2020, 200, 148–161. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Ni | Cr | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.10 | 0.18 | 0.35 | 0.035 | 0.035 | 0.3 | 0.15 | 0.25 | Bal. |
| Forging Step | Diameters after Forging/mm | Area Reduction Rate/% |
|---|---|---|
| 1 | 63 | 19 |
| 2 | 56 | 36 |
| 3 | 49 | 51 |
| 4 | 40 | 67 |
| Main Dimensions | Required Dimensions (mm) | Semi-Solid Thixotropic Forging Formed Dimensions (mm) |
|---|---|---|
| Outside diameter of the claw pole | 78.32 | |
| Height of the claw pole | 36. | 36.83 |
| Outside diameter of the claw pole boss | 41.36 | |
| Height of the claw pole boss | 27.19 |
| Different Materials | The Annealed AISI 1010 Steel (Starting Material in This Work) | The AISI 1010 Steel of the Claw Pole Formed Using the SSTFF Process | Mechanical Properties Improvement Ratio |
|---|---|---|---|
| Yield strength (MPa) | 210 | 396 | 88.6% |
| Tensile strength (MPa) | 350 | 629.4 | 79.8% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Wang, Y.; Li, Z.; Liu, X.; Zhao, S. Study on the Semi-Solid Thixotropic Forging Forming Process for the Low-Carbon Steel Claw Pole. Materials 2023, 16, 4790. https://doi.org/10.3390/ma16134790
Li S, Wang Y, Li Z, Liu X, Zhao S. Study on the Semi-Solid Thixotropic Forging Forming Process for the Low-Carbon Steel Claw Pole. Materials. 2023; 16(13):4790. https://doi.org/10.3390/ma16134790
Chicago/Turabian StyleLi, Shuangjiang, Yongfei Wang, Zeyuan Li, Xiaoming Liu, and Shengdun Zhao. 2023. "Study on the Semi-Solid Thixotropic Forging Forming Process for the Low-Carbon Steel Claw Pole" Materials 16, no. 13: 4790. https://doi.org/10.3390/ma16134790
APA StyleLi, S., Wang, Y., Li, Z., Liu, X., & Zhao, S. (2023). Study on the Semi-Solid Thixotropic Forging Forming Process for the Low-Carbon Steel Claw Pole. Materials, 16(13), 4790. https://doi.org/10.3390/ma16134790