


Comparison of Optical and Stylus Methods for Surface Texture Characterisation in Industrial Quality Assurance of Post-Processed Laser Metal Additive Ti-6Al-4V


Abstract
:1. Introduction
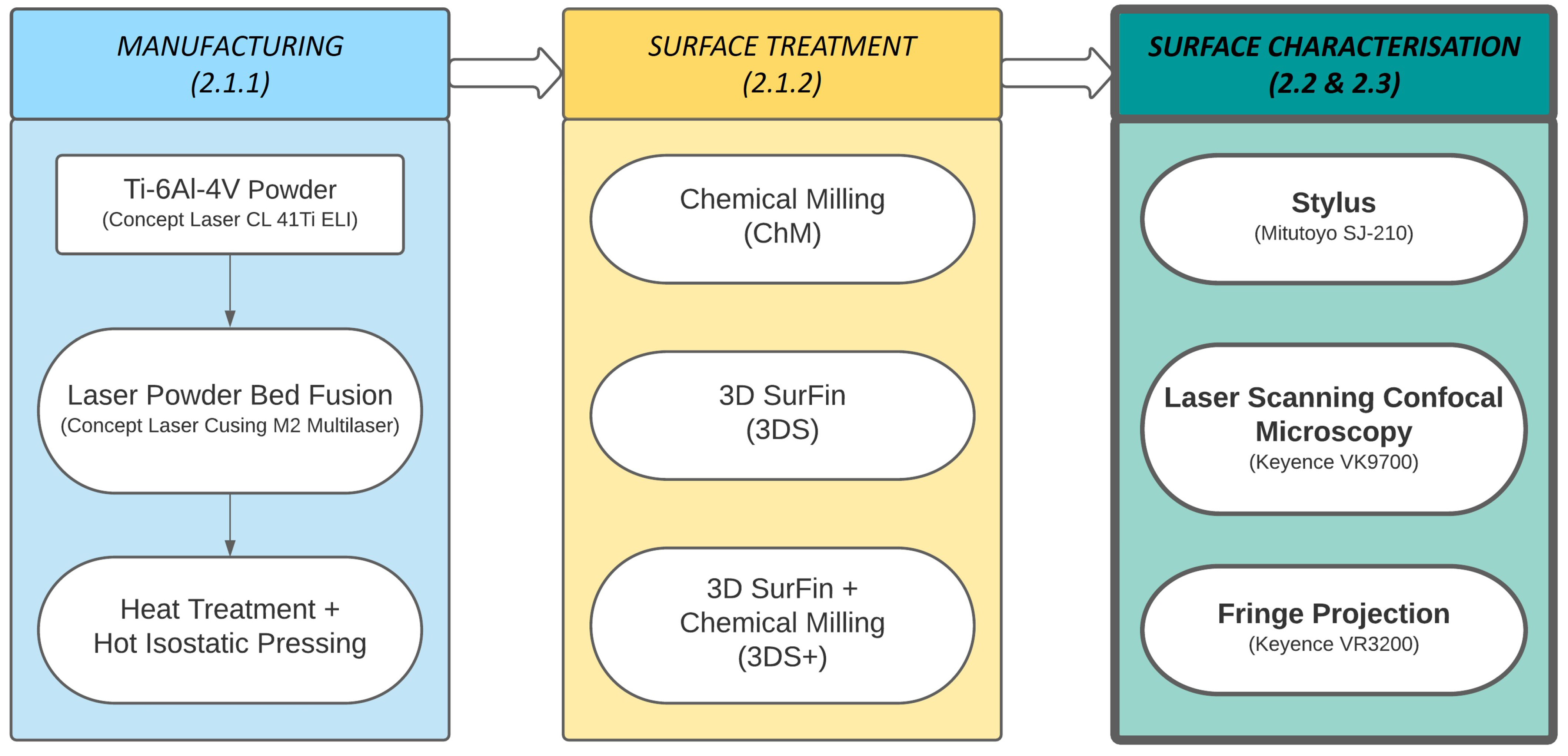
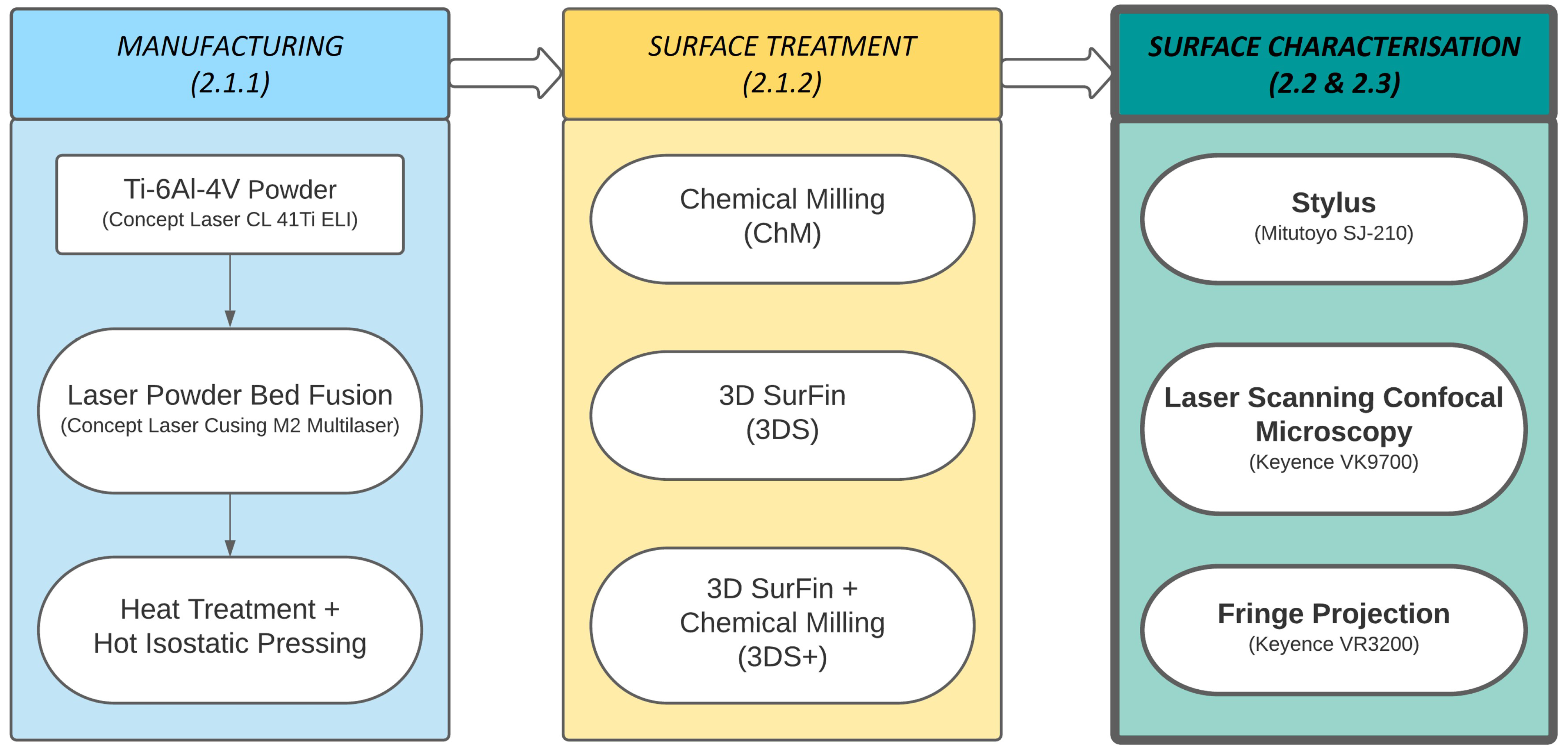
2. Materials and Methods
2.1. Samples
2.1.1. Manufacturing
2.1.2. Surface Treatment
3D SurFin®
Chemical Milling
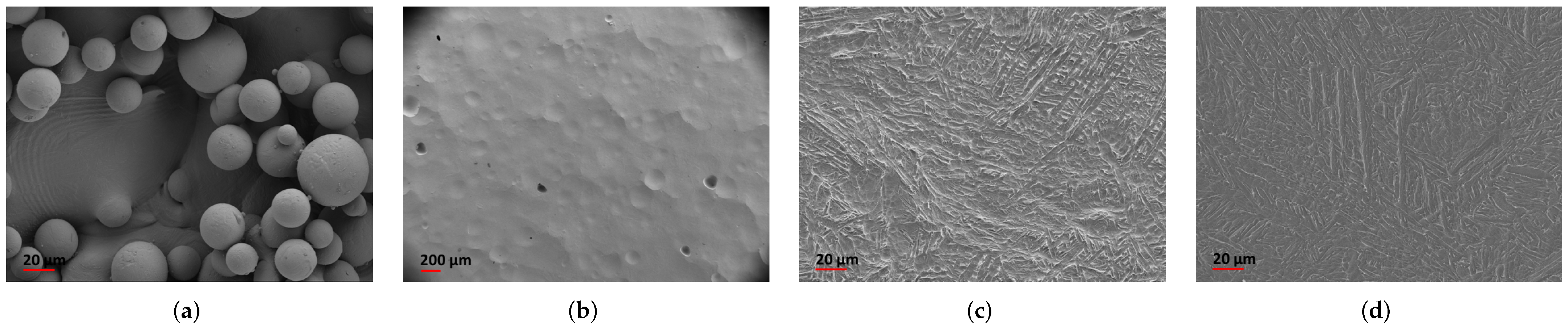
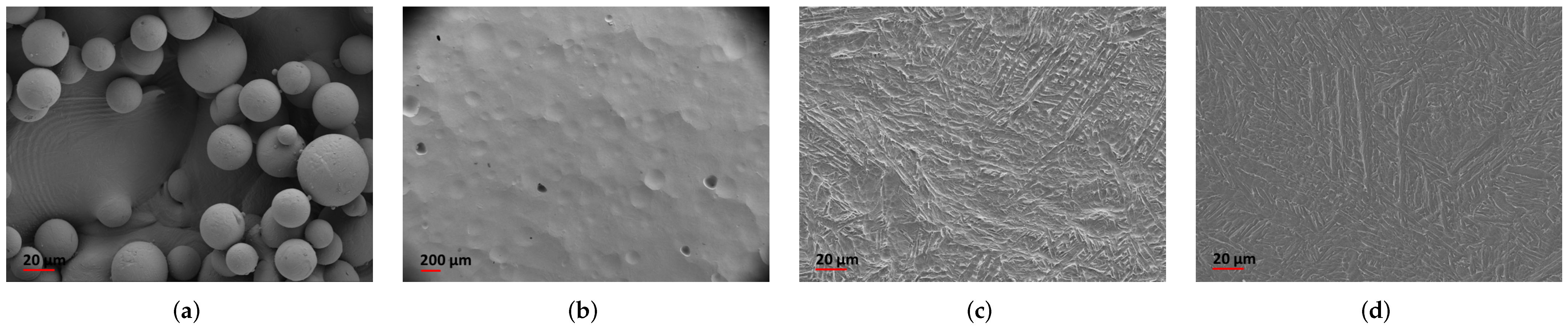
2.1.3. Macroscopic and Microscopic Visual Inspection
2.2. Surface Texture Characterisation-Theory
2.2.1. Methods for Surface Texture Characterisation
Laser Scanning Confocal Microscopy (LSCM)
Fringe Projection (FP)
Stylus Profilometry

2.2.2. Parameters for Surface Texture Characterisation
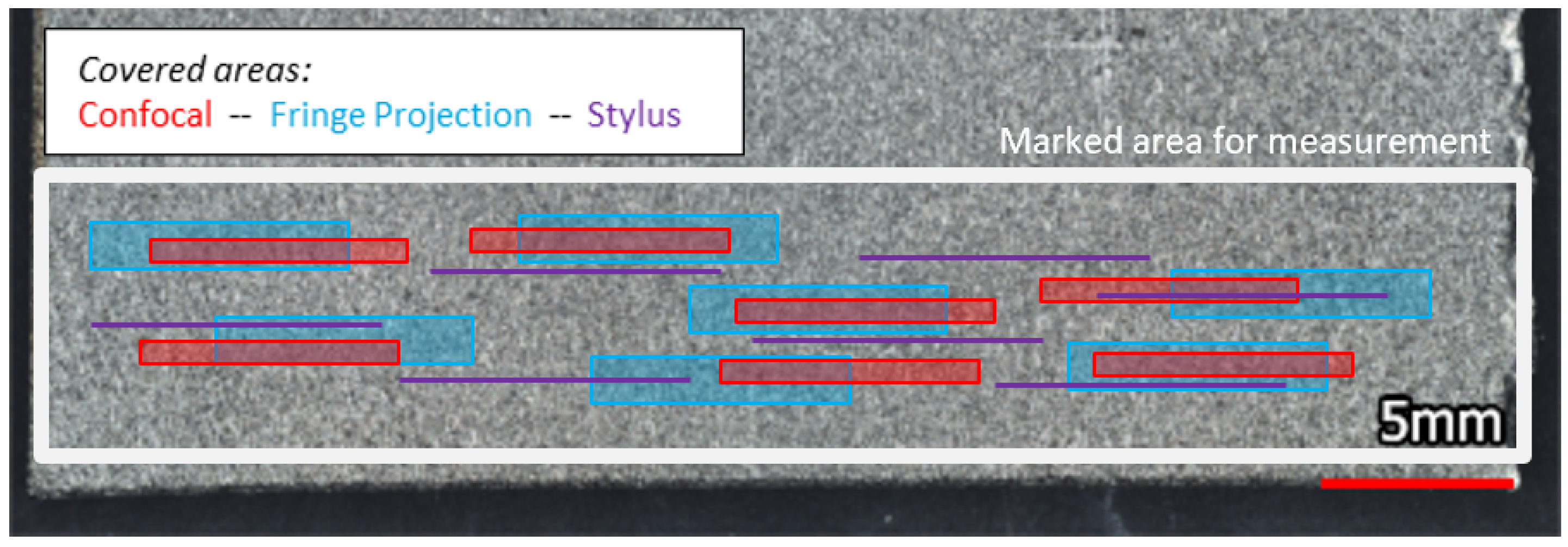
2.3. Surface Texture Characterisation-Experimental Approach
- Initial surface condition (AsB);
- Chemically milled surface condition (ChM);
- Surface condition after 3D SurFin® (3DS);
- Surface condition after combined 3D SurFin® and subsequent chemical milling (3DS+).
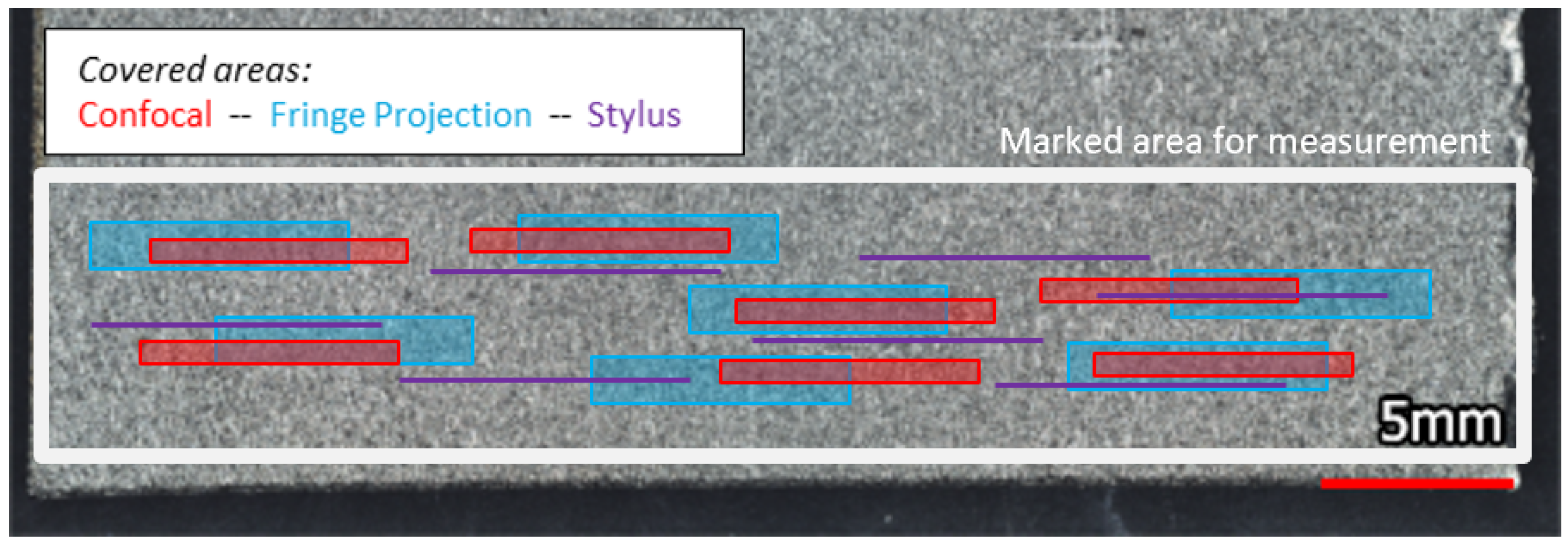
2.3.1. Measurement Setup
2.3.2. Preparation of Measurement Data
2.3.3. Evaluation of Surface Texture Parameters
3. Results and Discussion
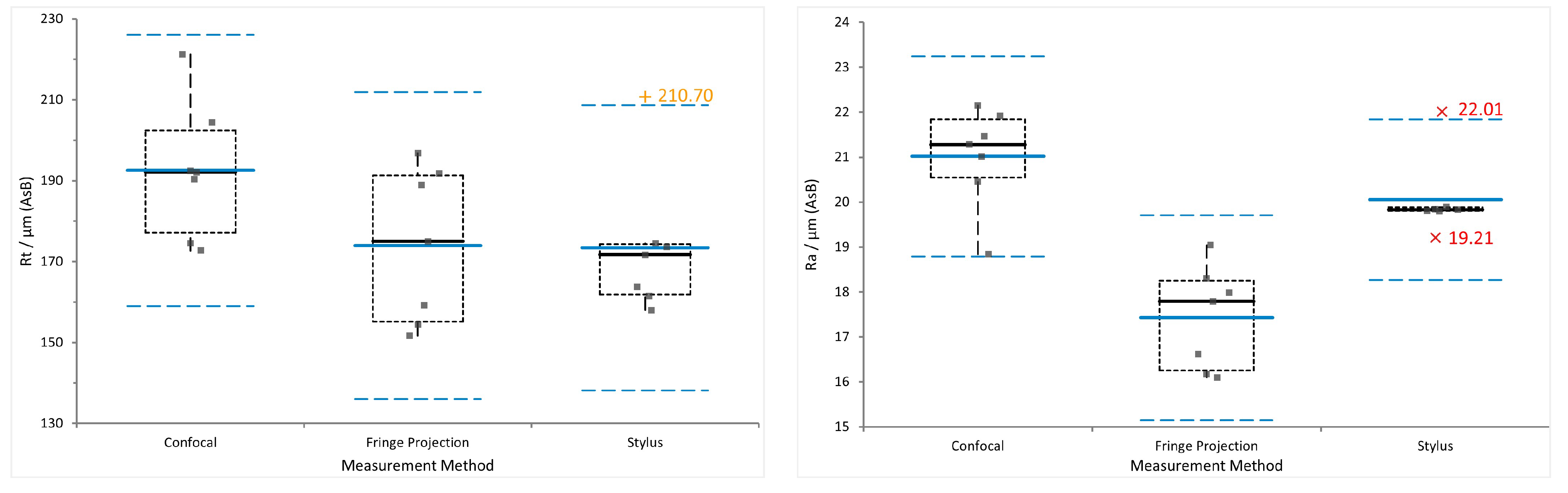
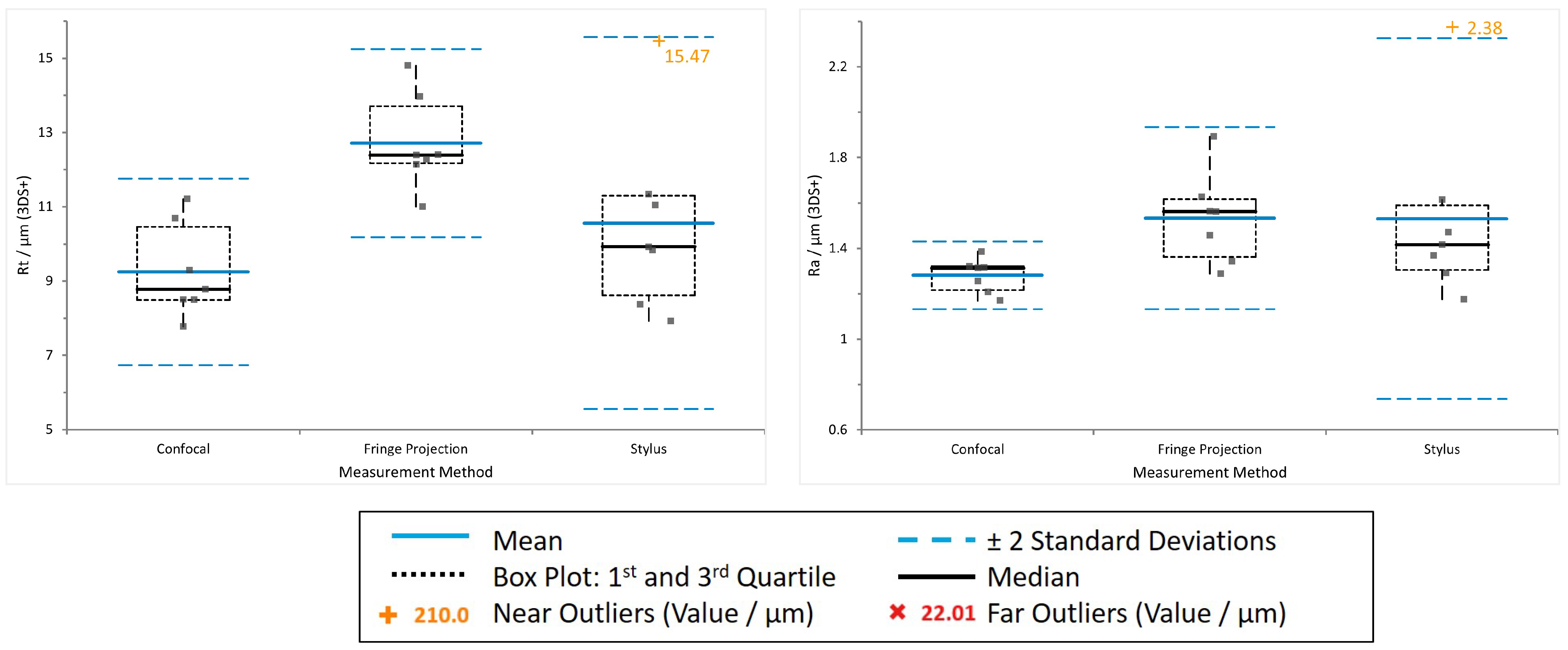
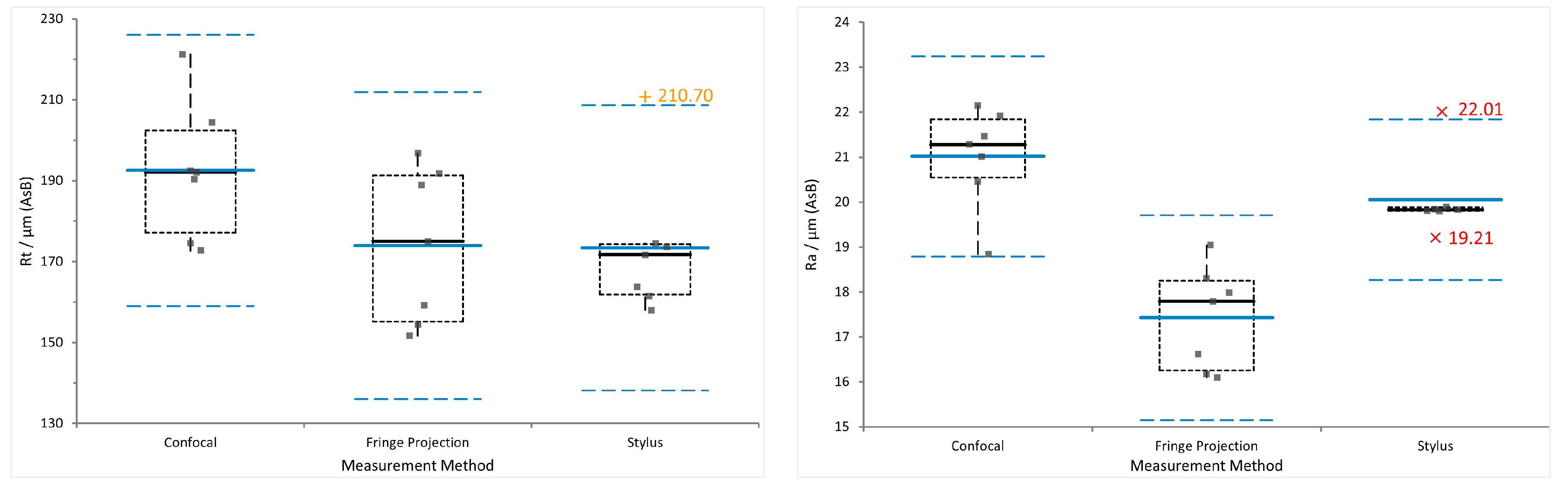
3.1. Comparison of and from Confocal, Fringe Projection and Stylus Data
3.2. Correlation of Results from Evaluated Methods
3.3. Discussion of Method-Specific Challenges
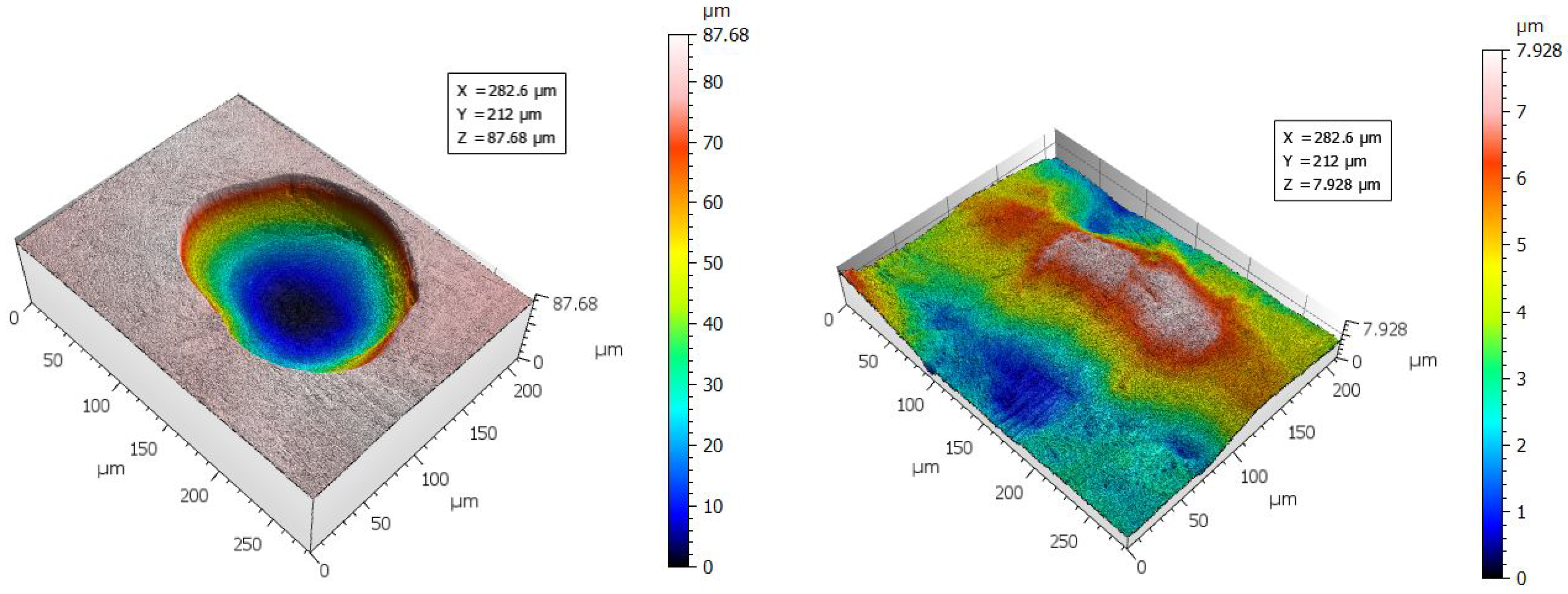
3.3.1. Laser Scanning Confocal Microscopy (LSCM)
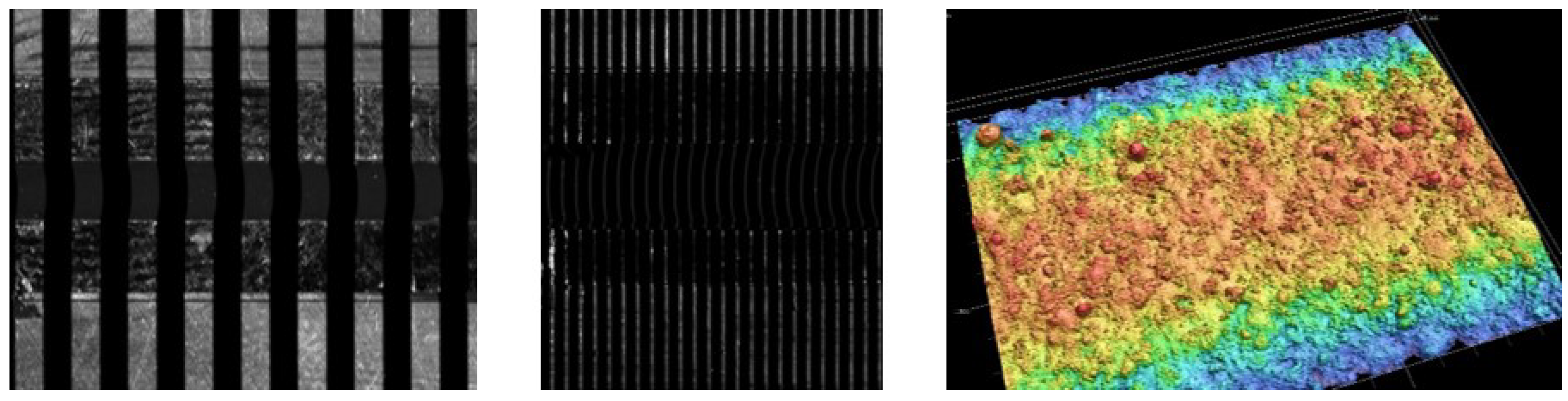
3.3.2. Fringe Projection
3.3.3. Stylus Profilometry
4. Conclusions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Confocal Microscopy | Fringe Projection | Stylus Profilometry | |
|---|---|---|---|
| Acquisition time | very long–large z-range required to capture entire evaluation length in one meas. | short–larger FOV, stitching of few images for full evaluation length | long (multiple individual line measurements necessary, restricted tip movement due to surface features) |
| Lateral/spatial resolution | high | sufficient | sufficient |
| Representative surface coverage | yes | yes | no |
| Linear/areal parameters | both | both | linear |
| Standardization | listed as suitable method | listed as suitable method | fully standardized (instrument, data processing, parameters) |
| Physical principle | optical/non-contact; layering of in-focus z-data | optical/non-contact; pattern projection, triangulation | contact measurement |
| Surface damage | no | no | possible |
| Detection of re-entrant features | no | no | no |
| Reproducibility | medium/high—localisation of small area portions is possible but challenging using macroscopic markers | high—large area portions can been measured and located by means of macroscopic markers | low—individual lines unlikely to be located when repeating measurement, surface may be influenced by first (contact) measurement |
| Measurability | good | good | restriction of tip movement (powder particle agglomerations, craters), limited z-range (handheld devices) |
| Operator skill | high level of proficiency required to select measurement settings appropriately and perform data processing | medium high level of proficiency required to select measurement settings appropriately and perform data processing | handheld devices are easy to use, process is fully standardised, alignment of multiple (parallel) measurements is highly difficult |
| Operator effort | medium/low – complex initial setup, automated measurement | low – fairly straightforward initial setup, automated measurement | labour-intensive – every location has to be selected and measured individually (for handheld devices) |
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Correction Statement
References
- Gibson, I.; Rosen, D.W.; Stucker, B.; Rosenbloom, D.H. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2014; p. 17. [Google Scholar]
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The present and future of additive manufacturing in the aerospace sector: A review of important aspects. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2015, 229, 2132–2147. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Askeland, D. Materialwissenschaften; Spektrum: Heidelberg, Germany, 1996. [Google Scholar]
- Inagaki, I.; Shirai, Y.; Takechi, T.; Ariyasu, N. Application and Features of Titanium for the Aerospace Industry; Technical Report 106; Nippon Steel & Sumitomo Metal: Tokyo, Japan, 2014; p. 7. [Google Scholar]
- Boyer, R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Gomez, A.; Mandal, P.; Gonzalez, D.; Zuelli, N.; Blackwell, P. Studies on titanium alloys for aerospace application. Defect Diffus. Forum 2018, 385, 7. [Google Scholar]
- Reichelt, S. Einfluss Chemischer Oberflächennachbehandlungen auf Additiv Gefertigtes Ti-6Al-4V; Berichte aus dem IW, TEWISS Verlag: Garbsen, Germany, 2018. [Google Scholar]
- Safdar, A.; He, H.; Wei, L.-Y.; Snis, A.; de Paz, L.E.C. Effect of process parameters settings and thickness on surface roughness of EBM produced Ti-6Al-4V. Rapid Prototyp. J. 2012, 18, 5. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Maskery, I.; Ashcroft, I.; Tuck, C. Selective laser melting of aluminum alloys. MRS Bull. 2017, 42, 311–319. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; de Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Cutler, S.; Gao, N. The impact of metal additive manufacturing on the aerospace industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef]
- Rometsch, A.; Zhu, Y.; Wu, X.; Huang, A. Review of high-strength aluminium alloys for additive manufacturing by laser powder bed fusion. Mater. Des. 2022, 5, 110779. [Google Scholar] [CrossRef]
- Greitemeier, D.; Donne, C.D.; Syassen, F.; Eufinger, J.; Melz, T. Effect of surface roughness on fatigue performance of additive manufactured Ti–6Al–4V. Mater. Sci. Technol. 2016, 32, 629–634. [Google Scholar] [CrossRef]
- Zerbst, U.; Bruno, G.; Buffiere, J.-Y.; Wegener, T.; Niendorf, T.; Wu, T.; Zhang, X.; Kashaev, N.; Meneghetti, G.; Hrabe, N.; et al. Damage tolerant design of additively manufactured metallic components subjected to cyclic loading: State of the art and challenges. Progress Mater. Sci. 2021, 121, 100786. [Google Scholar] [CrossRef] [PubMed]
- Leach, R. Characterisation of Areal Surface Texture; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef]
- Todhunter, L.D.; Leach, R.; Lawes, S.D.; Blateyron, F. Industrial survey of iso surface texture parameters. CIRP J. Manuf. Technol. 2017, 19, 84–92. [Google Scholar] [CrossRef]
- Thompson, A.; Senin, N.; Giusca, C.; Leach, R. Topography of selectively laser melted surfaces: A comparison of different measurement methods. CIRP Ann. 2017, 66, 543–546. [Google Scholar] [CrossRef]
- Senin, N.; Thompson, A.; Leach, R.K. Characterisation of the topography of metal additive surface features with different measurement technologies. Meas. Sci. Technol. 2017, 28, 095003. [Google Scholar] [CrossRef]
- Tato, W.; Blunt, L.; Llavori, I.; Aginagalde, A.; Townsend, A.; Zabala, A. Surface integrity of additive manufacturing parts: A comparison between optical topography measuring techniques. Procedia CIRP 2020, 87, 403–408. [Google Scholar] [CrossRef]
- Pastre, M.-A.D.; Thompson, A.; Quinsat, Y.; García, J.A.A.; Senin, N.; Leach, R. Polymer powder bed fusion surface texture measurement. Meas. Sci. Technol. 2020, 31, 055002. [Google Scholar] [CrossRef]
- Whip, B.; Sheridan, L.; Gockel, J. The effect of primary processing parameters on surface roughness in laser powder bed additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 4411–4422. [Google Scholar] [CrossRef]
- Beevers, E.; Ao, A.D.B.; Gumpinger, J.; Gschweitl, M.; Seyfert, C.; Hofbauer; Rohr, T.; Ghidini, T. Fatigue properties and material characteristics of additively manufactured AlSi10Mg–effect of the contour parameter on the microstructure, density, residual stress, roughness and mechanical properties. Int. J. Fatigue 2018, 117, 148–162. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Analysis of the effect of surface roughness on fatigue performance of powder bed fusion additive manufactured metals. Theor. Appl. Fract. Mech. 2020, 108, 102638. [Google Scholar] [CrossRef]
- Beretta, S.; Gargourimotlagh, M.; Foletti, S.; Plessis, A.D.; Riccio, M. Fatigue strength assessment of “as built” AlSi10Mg manufactured by SLM with different build orientations. Int. J. Fatigue 2020, 139, 105737. [Google Scholar] [CrossRef]
- Nagalingam, A.; Vohra, M.S.; Kapur; Yeo, S.H. Effect of cut-off, evaluation length, and measurement area in profile and areal surface texture characterization of as-built metal additive manufactured components. Appl. Sci. 2021, 11, 5089. [Google Scholar] [CrossRef]
- Cacace, S.; Demir, A.G.; Sala, G.; Grande, A.M. Influence of production batch related parameters on static and fatigue resistance of LPBF produced AlSi7Mg0.6. Int. J. Fatigue 2022, 165, 107227. [Google Scholar] [CrossRef]
- Bagehorn, S.; Mertens, T.; Seack, O.; Maier, H. Reduction of the surface roughness of additively manufactured metallic parts by enhanced electrolytic smoothening. In Proceedings of the Rapid.Tech–International Trade Show & Conference for Additive Manufacturing, Erfurt, Germany, 14–16 June 2016. [Google Scholar]
- Zhang, Y. Electropolishing Mechanism of Ti-6Al-4V Alloy Fabricated by Selective Laser Melting. Int. J. Electrochem. Sci. 2018, 13, 4792–4807. [Google Scholar] [CrossRef]
- Bagehorn, S.; Wehr, J.; Nixon, S.; Balastrier, A.; Mertens, T.; Maier, H. Electrochemical Enhancement of the Surface Morphology and the Fatigue Performance of Ti-6Al-4V Parts Manufactured by Laser Beam Melting. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, Texas, 7–9 August 2017. [Google Scholar]
- ASTM B600-11(2017); Standard Guide for Descaling and Cleaning Titanium and Titanium Alloy Surfaces. ASTM International: West Conshohocken, PA, USA, 2017.
- Brunette, D.; Tengvall, M.; Thomsen, T. Titanium in Medicine: Material Science, Surface Science, Engineering, Biological Responses and Medical Applications; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Nicoletto, G. Directional and notch effects on the fatigue behavior of as-built DMLS Ti6Al4V. Int. J. Fatigue 2018, 106, 124–131. [Google Scholar] [CrossRef]
- Chanbai, S.; Weber, M.; Wiora, G. On the theory of resolution in conventional and confocal microscopes, Optische 3D-Messtechnik: Beiträge der Oldenburger 3D-Tage; Verlag Herbert Wichmann: Berlin, Germany, 2008. [Google Scholar]
- Leach, R. Optical Measurement of Surface Topography; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Grimm, T.; Wiora, G.; Witt, G. Characterization of typical surface effects in additive manufacturing with confocal microscopy. SurfaceTopography: Metrol. Prop. 2015, 3, 014001. [Google Scholar] [CrossRef]
- ISO 25178; Geometric Product Specifications (GPS)–Surface Texture: Areal–Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2021.
- ISO 25178; Geometric Product Specifications (GPS)–Surface Texture: Areal–Part 6: Classification of Methods for Measuring Surface Texture. ISO: Geneva, Switzerland, 2010.
- Grimm, T.; Wiora, G.; Witt, G. Quality control of laser-beam-melted parts by a correlation between their mechanical properties and a three-dimensional surface analysis. JOM 2017, 69, 544–550. [Google Scholar] [CrossRef]
- Bagehorn, S.; Mertens, T.; Greitemeier, D.; Carton, L.; Schoberth, A. Surface finishing of additive manufactured Ti-6Al-4V—A comparison of electrochemical and mechanical treatments. In Proceedings of the 6th European Conference for Aerospace Sciences, KrakOw, Poland, 29 June–3 July 2015. [Google Scholar]
- Sciammarella, F. An optical approach to accurately determine surface finish for additive manufacturing. Rapid Prototyp. J. 2018, 24, 2. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, X.; Wang, S.; Li, Q.; Qin, H.; Li, B. Similarity evaluation of topography measurement results by different optical metrology technologies for additive manufactured parts. Opt. Lasers Eng. 2020, 126, 105920. [Google Scholar] [CrossRef]
- ISO 21920-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2021.
- Leach, R.; Bourell, D.; Carmignato, S.; Donmez, A.; Senin, N.; Dewulf, W. Geometrical metrology for metal additive manufacturing. CIRP Ann. 2019, 68, 677–700. [Google Scholar] [CrossRef]
- Schwab, X.; Kohler, C.; Körner, K.; Eichhorn, N.; Osten, W. Improved micro topography measurement by lcos-based fringe projection and z-stitching-art. no. 69950q. Proc SPIE 2008, 6995, 5. [Google Scholar]
- Liu, C.-Y.; Yen, T.-P.; Chen, C.-W. High-resolution three-dimensional surface imaging microscope based on digital fringe projection technique. Meas. Sci. Rev. 2020, 20, 139–144. [Google Scholar] [CrossRef]
- Southon, N.; Stavroulakis; Goodridge, R.; Leach, R. In-process measurement and monitoring of a polymer laser sintering powder bed with fringe projection. Mater. Des. 2018, 157, 227–234. [Google Scholar] [CrossRef]
- Dickins, A.; Widjanarko, T.; Sims-Waterhouse, D.; Thompson, A.; Lawes, S.; Senin, N.; Leach, A.R. Multi-view fringe projection system for surface topography measurement during metal powder bed fusion. J. Opt. Soc. Am. A 2020, 37, B93–B105. [Google Scholar] [CrossRef]
- Zhang, X.; Zheng, Y.; Suresh, V.; Wang, S.; Li, Q.; Li, B.; Qin, H. Correlation approach for quality assurance of additive manufactured parts based on optical metrology. J. Manuf. Process. 2020, 53, 310–317. [Google Scholar] [CrossRef]
- Liu, Y.; Blunt, L.; Zhang, Z.; Rahman, H.A.; Gao, F.; Jiang, X. In-situ areal inspection of powder bed for electron beam fusion system based on fringe projection profilometry. Addit. Manuf. 2020, 31, 100940. [Google Scholar] [CrossRef]
- Buchenau, T.; Amkreutz, M.; Brüning, H. Surface texture and high cycle fatigue of as-built metal additive AlSi7Mg0.6. J. Addit. Technol. 2021, 1, 531. [Google Scholar]
- Buchenau, T.; Amkreutz, M.; Bruening, H.; Mayer, B. Influence of Contour Scan Variation on Surface, Bulk and Mechanical Properties of LPBF-Processed AlSi7Mg0.6. Materials 2023, 16, 3169. [Google Scholar] [CrossRef]
- ISO 21920-3:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 3: Specification Operators. ISO: Geneva, Switzerland, 2021.
- ISO 3274; Geometric Product Specifications (GPS)–Surface Texture: Profile Method–Nominal Characteristics of Contact (Stylus) Instruments. ISO: Geneva, Switzerland, 1996.
- Leach, R.K. Good Practice Guide No. 37–The Measurement of Surface Texture Using Stylus Instruments. Technol. Report; Engineering Measurement Division, National Physical Laboratory. 2014. Available online: https://eprintspublications.npl.co.uk/2041 (accessed on 22 May 2023).
- Haitjema, H.; Leach, R. Surface Texture Metrological Characteristics; Springer: Berlin/Heidelberg, Germany, 2018; pp. 1–5. [Google Scholar]
- Nicoletto, G.; Konečná, R.; Frkáň, M.; Riva, E. Surface roughness and directional fatigue behavior of as-built EBM and DMLS Ti6Al4V. Int. J. Fatigue 2018, 116, 140–148. [Google Scholar] [CrossRef]
- Triantaphyllou, A.; Giusca, C.L.; Macaulay, G.D.; Roerig, F.; Hoebel, M.; Leach, R.K.; Tomita, B.; Milne, K.A. Surface texture measurement for additive manufacturing. Surf. Topogr. Metrol. Prop. 2015, 3, 024002. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Kenneth, E.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Mumtaz, K.; Hopkinson, N. Top surface and side roughness of inconel 625 parts processed using selective laser melting. Rapid Prototyp. J. 2009, 15, 2. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.; Iuliano, L.; Fino, A. Influence of process parameters on surface roughness of aluminum parts produced by DMLS. Int. J. Adv. Manuf. Technol. 2013, 67, 2743–2751. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J. Application of laser re-melting on selective laser melting parts. Adv. Prod. Eng. Manag. 2011, 6, 259–270. [Google Scholar]
- Krishna, A.V. Towards Topography Characterization of Additive Manufacturing Surfaces. Licentiate Engineering Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2020. [Google Scholar]
- Sasaki, H.; Takeo, F.; Soyama, H. Cavitation erosion resistance of the titanium alloy Ti–6Al–4V manufactured through additive manufacturing with various peening methods. Wear 2020, 3, 203518. [Google Scholar] [CrossRef]
- Bhushan, B. Surface Roughness Analysis and Measurement Techniques; CRC Press: Boca Raton, FL, USA, 2000; Volume 1, pp. 49–119. [Google Scholar]
- ISO 4288; Geometric Product Specifications (GPS)–Surface Texture: Profile Method–Rules and Procedures for the Assessment of Surface Texture. ISO: Geneva, Switzerland, 1996.
- ISO 4287; Geometric Product Specifications (GPS)–Surface Texture: Profile Method–Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 1997.
- Buchenau, T.; Bruening, H.; Amkreutz, M. Post-Processing of Surface Topography Data for As-Built Metal Additive Surface Texture Characterization. Engineering, 2023; preprints. [Google Scholar]
- Jiang, X.; Scott; Whitehouse, D.; Blunt, L. Paradigm shifts in surface metrology. part ii. the current shift. Proc. R. A Math. Phys. Eng. Sci. 2007, 463, 2071–2099. [Google Scholar] [CrossRef]
- Piska, M.; Metelkova, J. On the comparison of contact and non-contact evaluations of a machined surface. MM Sci. J. 2014, 2, 476–480. [Google Scholar] [CrossRef]
- Thompson, A.; Körner, L.; Senin, N.; Lawes, S.; Maskery, I.; Leach, R.K. Measurement of internal surfaces of additively manufactured parts by x-ray computed tomography. In Proceedings of the 2017-03 7th Conference on Industrial Computed Tomography (iCT) 2017, Leuven, Belgium, 7–9 February 2017. [Google Scholar]
- Townsend, A.; Racasan, R.; Leach, R.; Senin, N.; Thompson, A.; Ramsey, A.; Bate, D.; Woolliams; Brown, S.; Blunt, L. An interlaboratory comparison of x-ray computed tomography measurement for texture and dimensional characterisation of additively manufactured parts. Addit. Manuf. 2018, 23, 422–432. [Google Scholar] [CrossRef]
- ISO 25178; Geometric Product Specifications (GPS)–Surface Texture: Areal–Part 3: Specification Operators. ISO: Geneva, Switzerland, 2012.
- Newton, L.; Senin, N.; Smith, B.; Chatzivagiannis, E.; Leach, R. Comparison and validation of surface topography segmentation methods for feature-based characterisation of metal powder bed fusion surfaces. Surf. Topogr. Metrol. Prop. 2019, 7, 045020. [Google Scholar] [CrossRef]
- Amkreutz, M.; Aumund-Kopp, C.; Brüning, H.; Buchenau, T.; Norda, M.; Sukowski, F.; Suth, D. APOLLO-Additive Teilefertigung, -prüfung und Oberflächenbehandlung für Aluminiumkomponenten; Teilvorhaben PROMOTIVE - Prozessoptimierung, Materialcharakterisierung und Oberflächenschutz additiv gefertigter Aluminiumbauteile, Laufzeit 01.01.2018 bis 30.06.2021; Technol Report; Fraunhofer IFAM, Fraunhofer EZRT: Bremen, Germany, 2021. [Google Scholar]
- Lou, S.; Jiang, X.; Scott, J. Correlating motif analysis and morphological filters for surface texture analysis. Measurement 2013, 46, 993–1001. [Google Scholar] [CrossRef]





| Sample | Size (Approx.) | Surface Treatment | Treatment Duration |
|---|---|---|---|
| AsB | 42 mm × 25 mm | n/a | n/a |
| ChM | 25 mm × 40 mm | Chemical milling | 20 min |
| 3DS | 30 mm × 40 mm | 3D SurFin® | 15 min |
| 3DS+ | 30 mm × 45 mm | 3D SurFin® + | 15 min + 20 min |
| Chemical milling |
| Treatment Process | 3D SurFin | Chemical Milling |
|---|---|---|
| Temperature (range)/°C | 80 | 55 |
| Removal rate (range)/μm/min | 8 | 12 |
| Bath size/L | 100 | 17 |
| Bath components | , , | , |
| water based | water based |
| Method | Evaluation Length/mm | Measured Area Length/mm | Measured Area Width/mm (Approx.) | Magnification | Lateral Resolution/μm for Stylus: Point Distance | Tip Diameter | Approx. Acquisition Time/min | |
|---|---|---|---|---|---|---|---|
| Confocal | AsB | 40.00 | 7 × 9.36 | 0.50 | 20x | 1.38 | 380 |
| Keyence VK9700 | ChM | 12.50 | 7 × 8.12 | 0.50 | 20x | 1.38 | 80 |
| 3DS | 12.50 | 7 × 15.54 | 0.50 | 20x | 1.38 | 60 | |
| 3DS+ | 12.50 | 7 × 17.39 | 0.50 | 20x | 1.38 | 40 | |
| Fringe projection | AsB | 40.00 | 7 × 10.22 | 5.17 | 80x | 3.70 | 12 |
| Keyence VR3200 | ChM | 12.50 | 7 × 3.61 | 2.84 | 80x | 3.70 | 4 |
| 3DS | 12.50 | 7 × 3.61 | 2.84 | 80x | 3.70 | 4 | |
| 3DS+ | 12.50 | 7 × 3.61 | 2.84 | 80x | 3.70 | 4 | |
| Stylus | AsB | 40.00 | 21 × 17.50 | n/a | n/a | 1.50 | 2.00 | 70 |
| Mitutoyo SJ-210 | ChM | 12.50 | 7 × 15.00 | n/a | n/a | 1.50 | 2.00 | 25 |
| 3DS | 12.50 | 7 × 15.00 | n/a | n/a | 1.50 | 2.00 | 15 | |
| 3DS+ | 12.50 | 7 × 15.00 | n/a | n/a | 1.50 | 2.00 | 15 |
| Sample | mm | /μm |
|---|---|---|
| AsB | 8.0 | 25.0 |
| ChM | 2.5 | 8.0 |
| 3DS | 2.5 | 8.0 |
| 3DS+ | 2.5 | 8.0 |
| AsB | ChM | 3DS | 3DS+ | ||
|---|---|---|---|---|---|
| Confocal | Mean | 192.53 | 71.27 | 29.52 | 9.25 |
| N = 7 | St.-dev. | 15.52 | 10.47 | 6.87 | 1.16 |
| % St.-dev. | 8.06% | 14.69% | 23.28% | 12.57% | |
| Fringe projection | Mean | 173.97 | 48.66 | 34.23 | 12.71 |
| N = 7 | St.-dev. | 17.57 | 13.69 | 5.08 | 1.17 |
| % St.-dev. | 10.10% | 28.12% | 14.85% | 9.20% | |
| Stylus | Mean | 173.40 | 41.75 | 27.22 | 10.56 |
| N = 7 | St.-dev. | 16.33 | 9.42 | 2.28 | 2.32 |
| % St.-dev. | 9.42% | 22.57% | 8.37% | 21.94% |
| AsB | ChM | 3DS | 3DS+ | ||
|---|---|---|---|---|---|
| Confocal | Mean | 21.02 | 5.78 | 4.11 | 1.28 |
| N = 7 | St.-dev. | 1.03 | 0.85 | 0.66 | 0.00 |
| % St.-dev. | 4.90% | 14.68% | 15.98% | 0.00% | |
| Fringe projection | Mean | 17.43 | 5.10 | 5.04 | 1.53 |
| N = 7 | St.-dev. | 1.05 | 1.09 | 0.73 | 0.19 |
| % St.-dev. | 6.05% | 21.30% | 14.55% | 12.11% | |
| Stylus | Mean | 20.06 | 4.65 | 3.91 | 1.53 |
| N = 7 | St.-dev. | 0.83 | 0.48 | 0.38 | 0.37 |
| % St.-dev. | 4.12% | 10.29% | 9.75% | 24.03% |
| Confocal | Fringe Projection | Stylus | |||||
|---|---|---|---|---|---|---|---|
| CC | R2 | CC | R2 | CC | R2 | ||
| Confocal | CC | 0.987 | 0.992 | ||||
| R2 | 0.969 | 0.984 | |||||
| Fringe | CC | 0.987 | 0.984 | ||||
| Projection | R2 | 0.969 | 0.967 | ||||
| Stylus | CC | 0.992 | 0.984 | ||||
| R2 | 0.984 | 0.967 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buchenau, T.; Mertens, T.; Lohner, H.; Bruening, H.; Amkreutz, M. Comparison of Optical and Stylus Methods for Surface Texture Characterisation in Industrial Quality Assurance of Post-Processed Laser Metal Additive Ti-6Al-4V. Materials 2023, 16, 4815. https://doi.org/10.3390/ma16134815
Buchenau T, Mertens T, Lohner H, Bruening H, Amkreutz M. Comparison of Optical and Stylus Methods for Surface Texture Characterisation in Industrial Quality Assurance of Post-Processed Laser Metal Additive Ti-6Al-4V. Materials. 2023; 16(13):4815. https://doi.org/10.3390/ma16134815
Chicago/Turabian StyleBuchenau, Theresa, Tobias Mertens, Hubertus Lohner, Hauke Bruening, and Marc Amkreutz. 2023. "Comparison of Optical and Stylus Methods for Surface Texture Characterisation in Industrial Quality Assurance of Post-Processed Laser Metal Additive Ti-6Al-4V" Materials 16, no. 13: 4815. https://doi.org/10.3390/ma16134815
APA StyleBuchenau, T., Mertens, T., Lohner, H., Bruening, H., & Amkreutz, M. (2023). Comparison of Optical and Stylus Methods for Surface Texture Characterisation in Industrial Quality Assurance of Post-Processed Laser Metal Additive Ti-6Al-4V. Materials, 16(13), 4815. https://doi.org/10.3390/ma16134815