

Evaluation of Mechanical Properties and Filler Interaction in the Field of SLA Polymeric Additive Manufacturing
 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
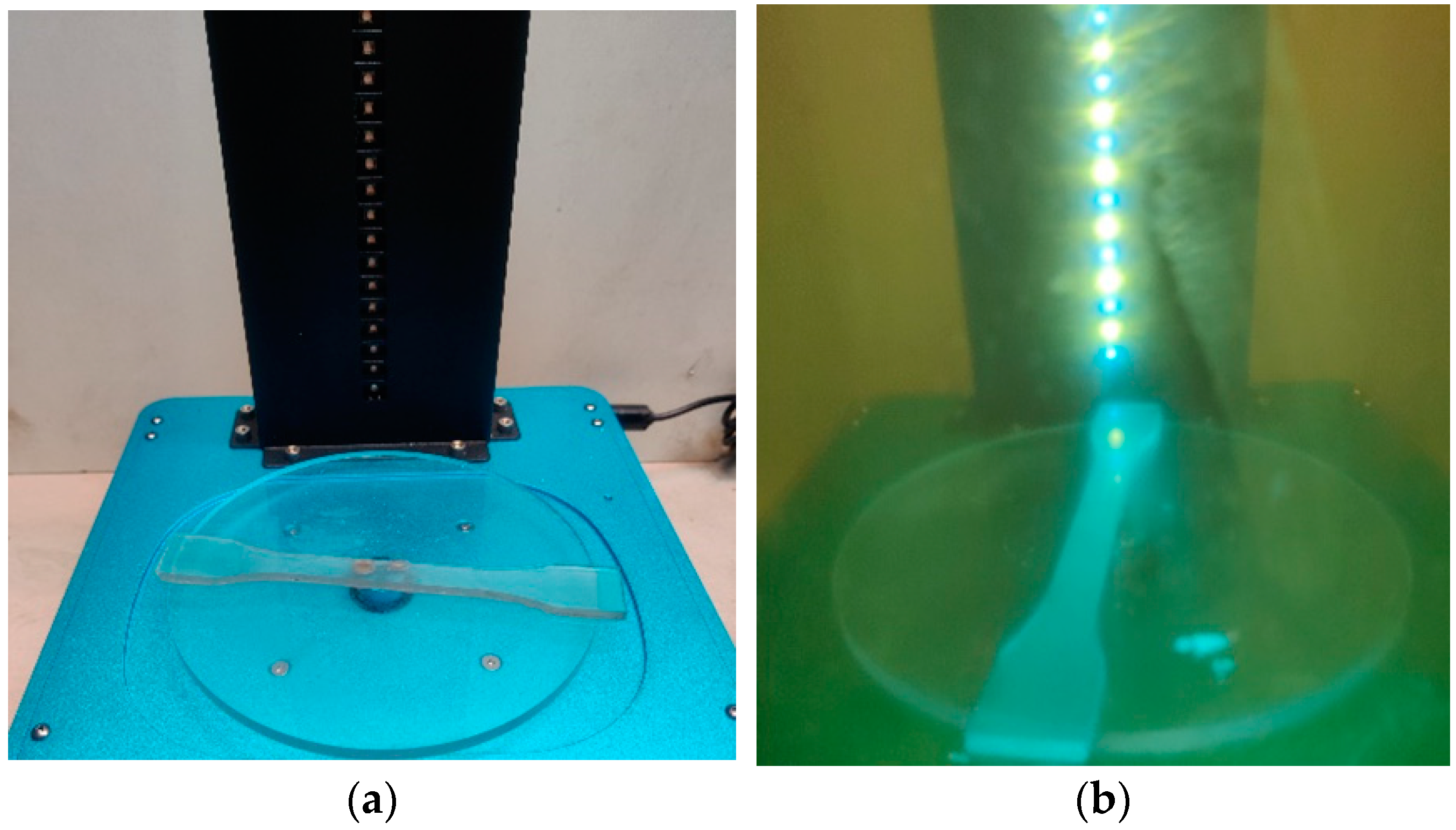
2.1. 3D Printer and Printing Parameters
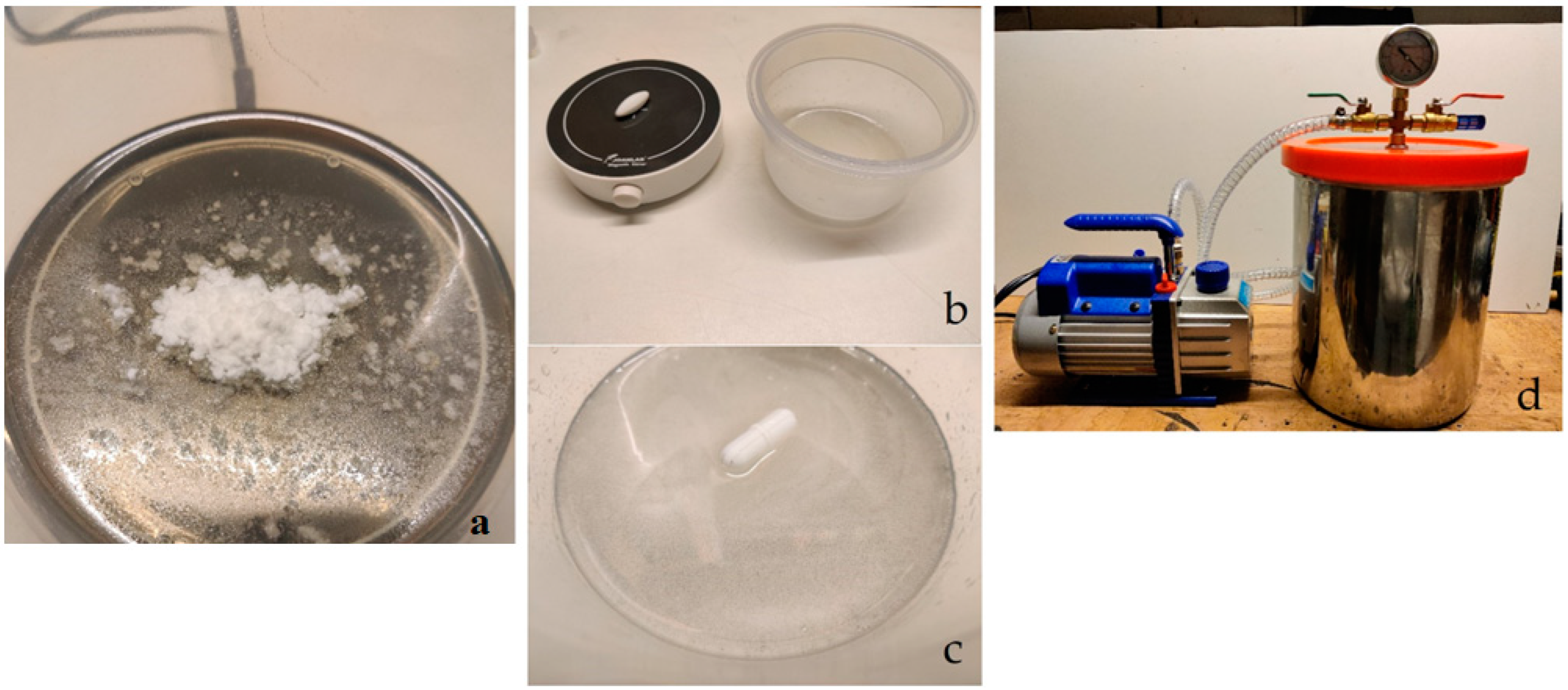
2.2. Resin, Fillers, and Their Preparation
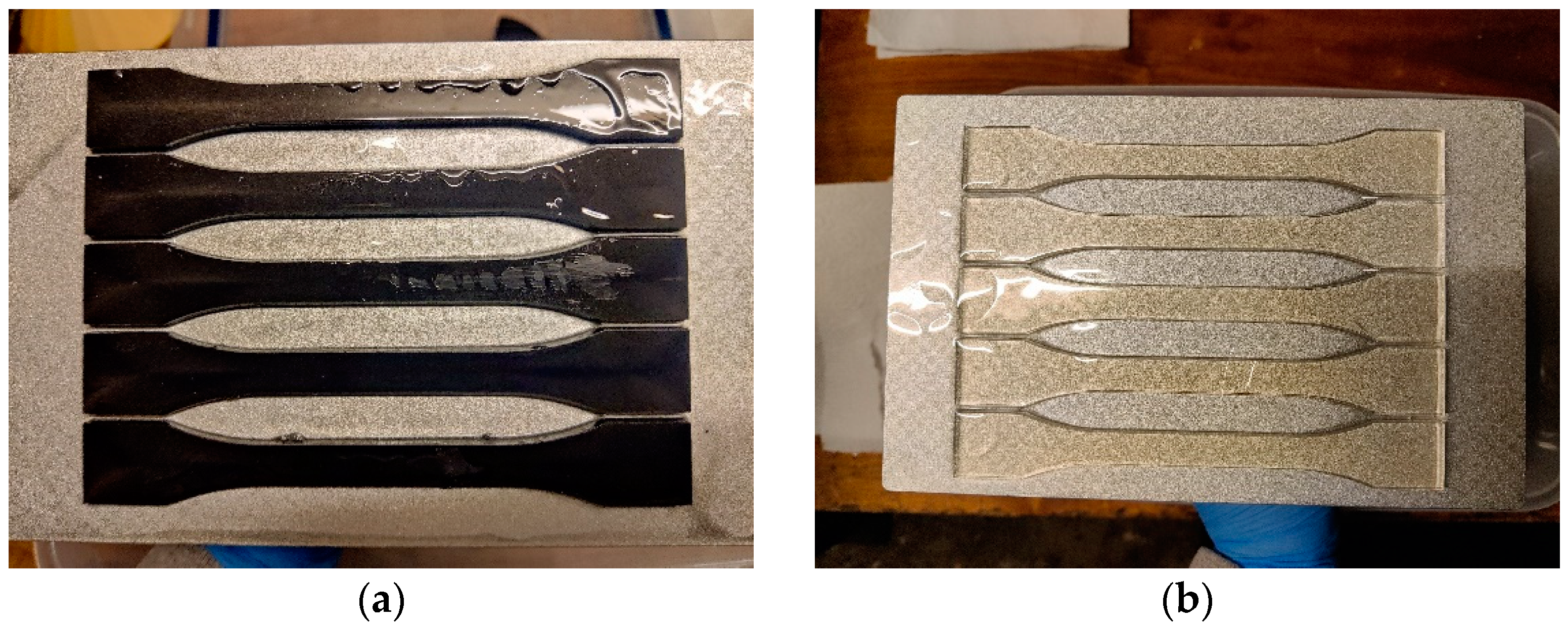
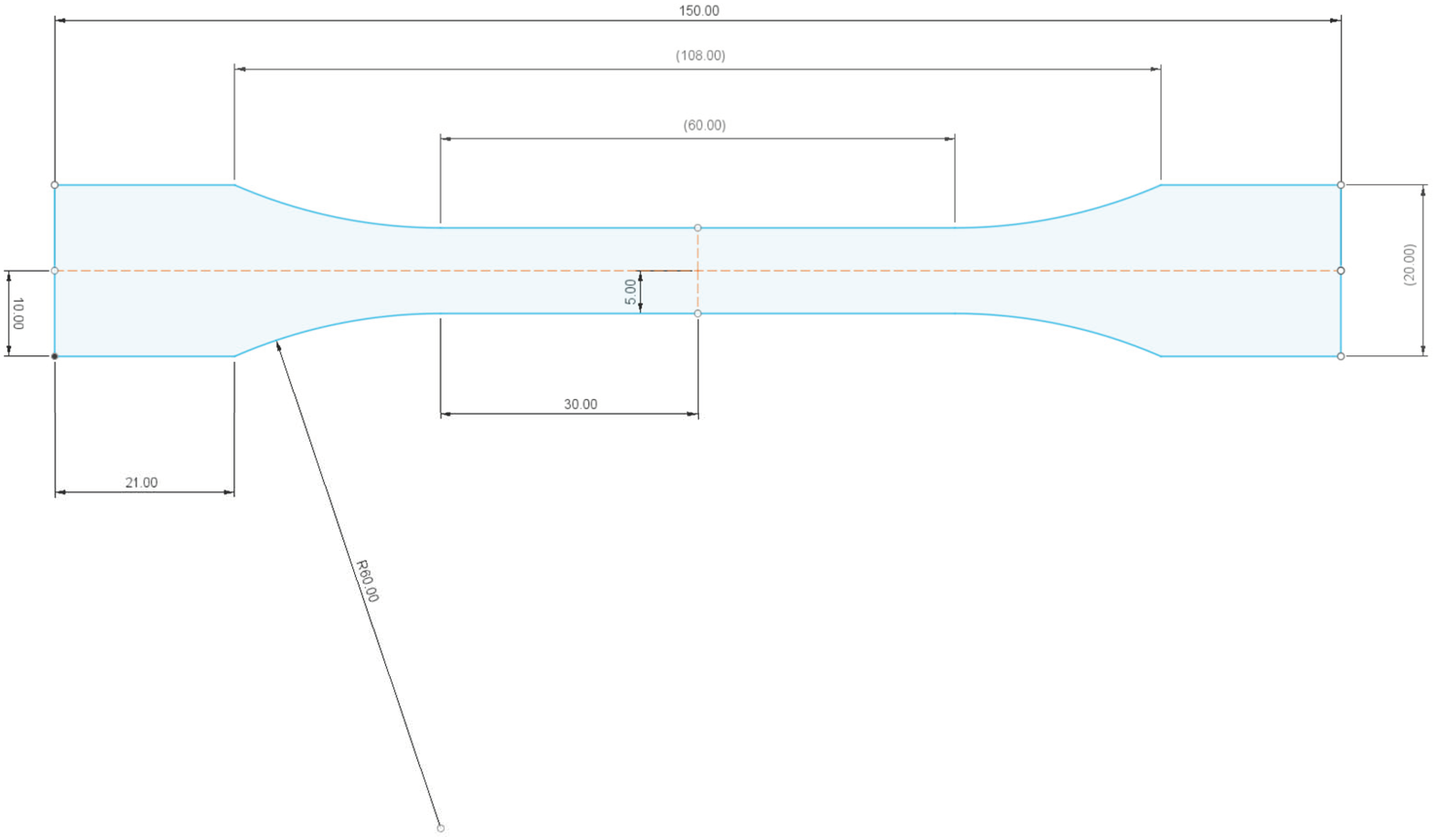
2.3. Test Bodies/Samples
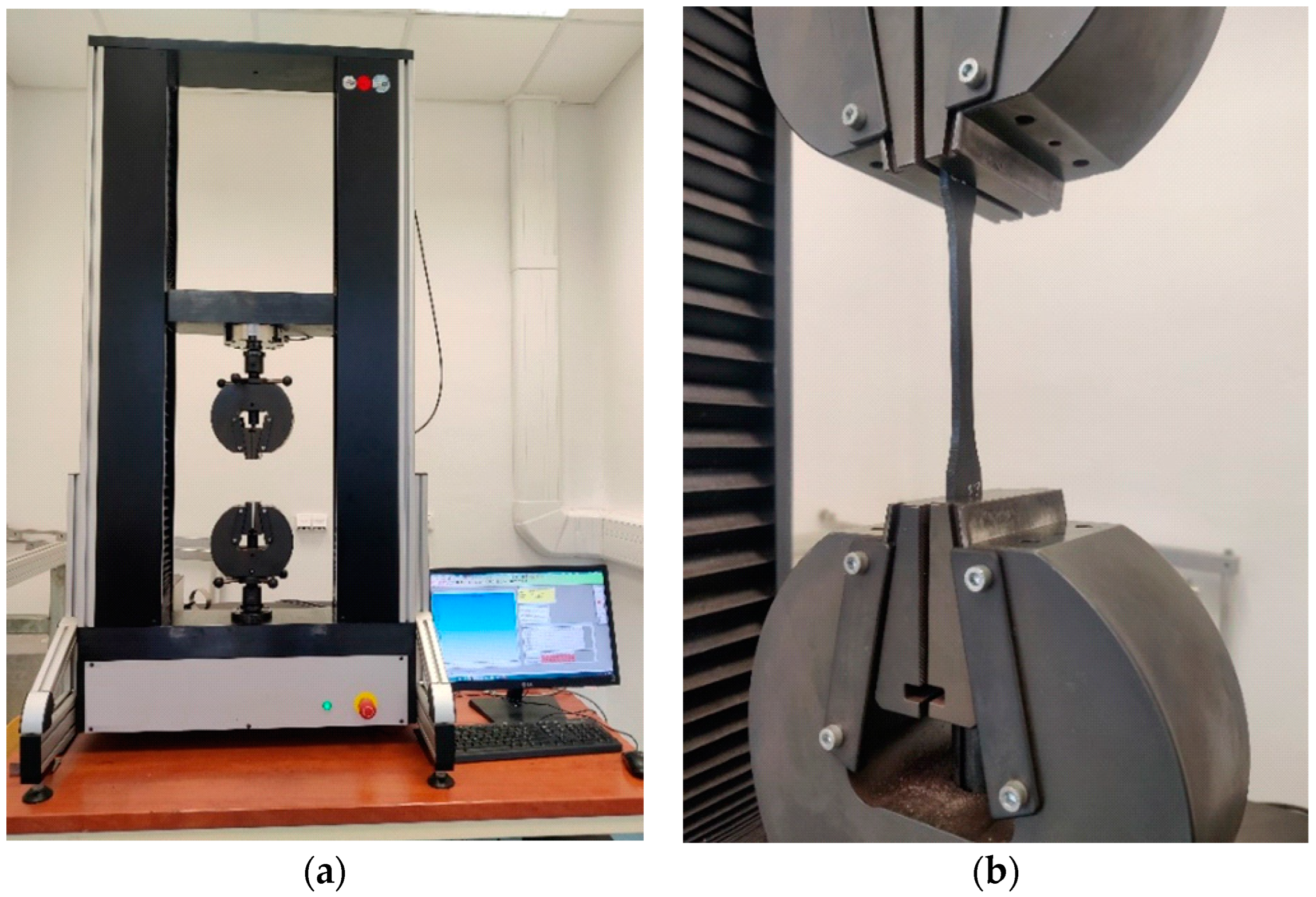
2.4. Testing of Mechanical Properties
2.5. Statistical Evaluation of the Measured Data
2.6. Scanning Electron Microscopy (SEM) Analysis
3. Results and Discussion
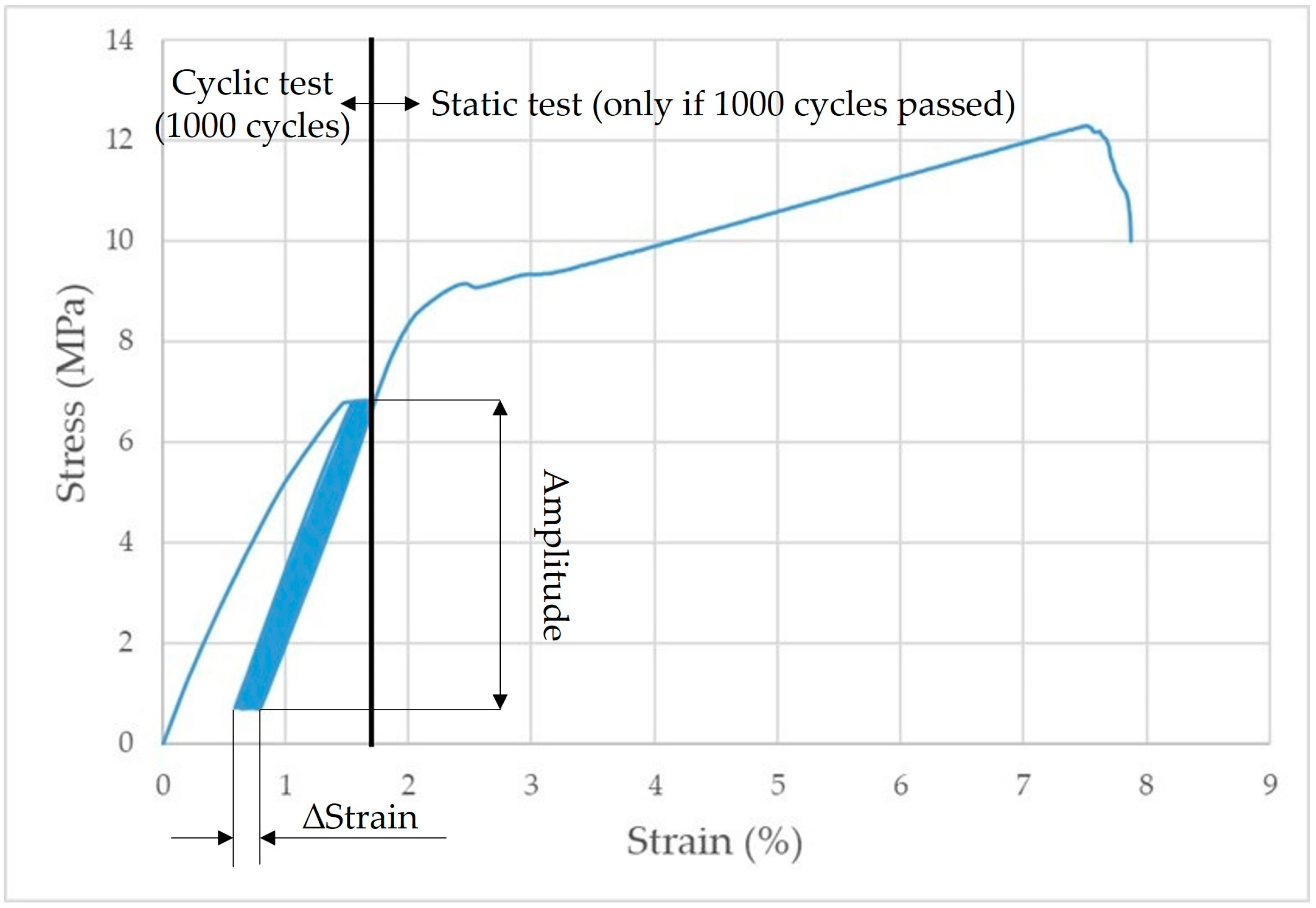
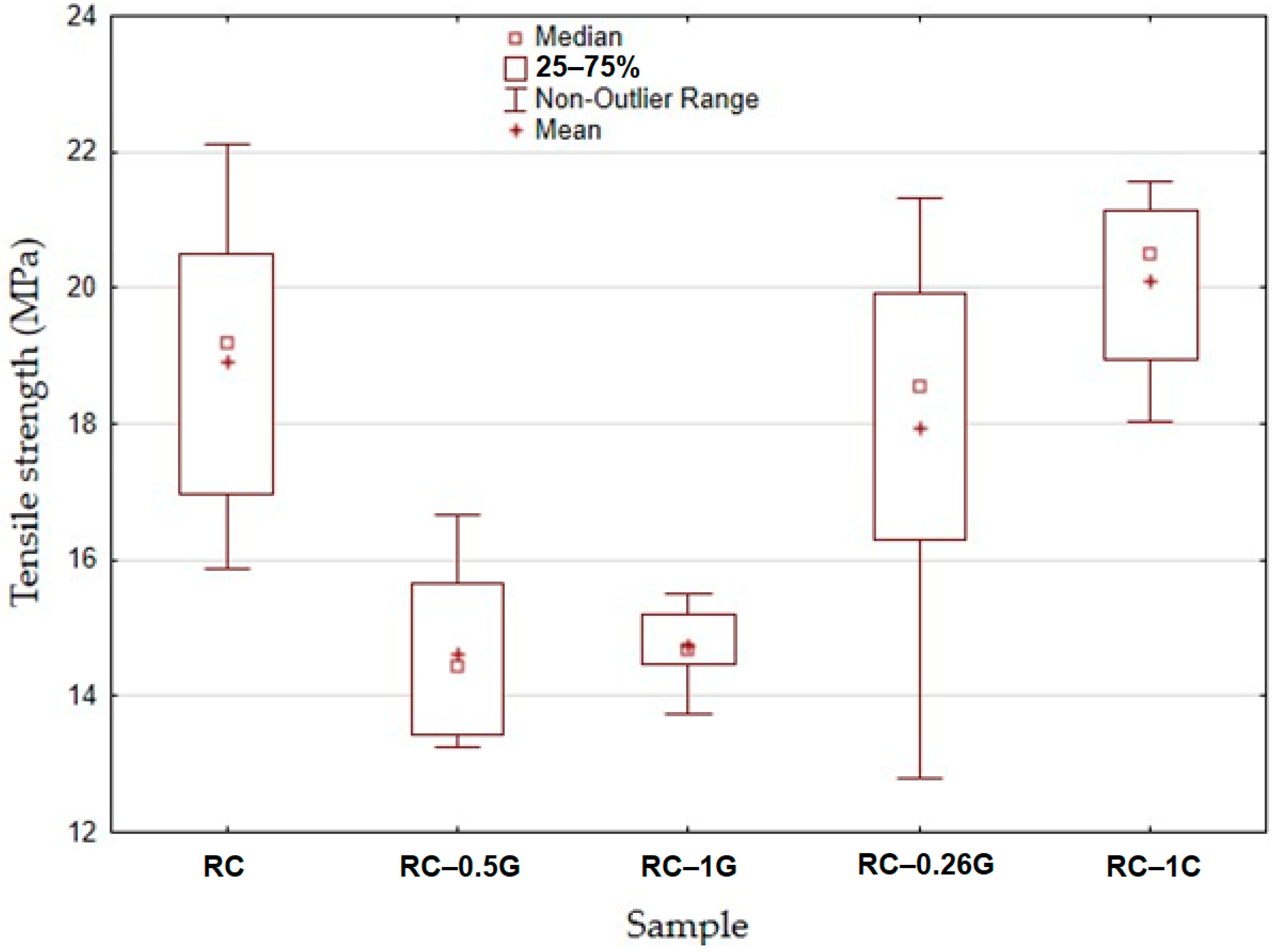
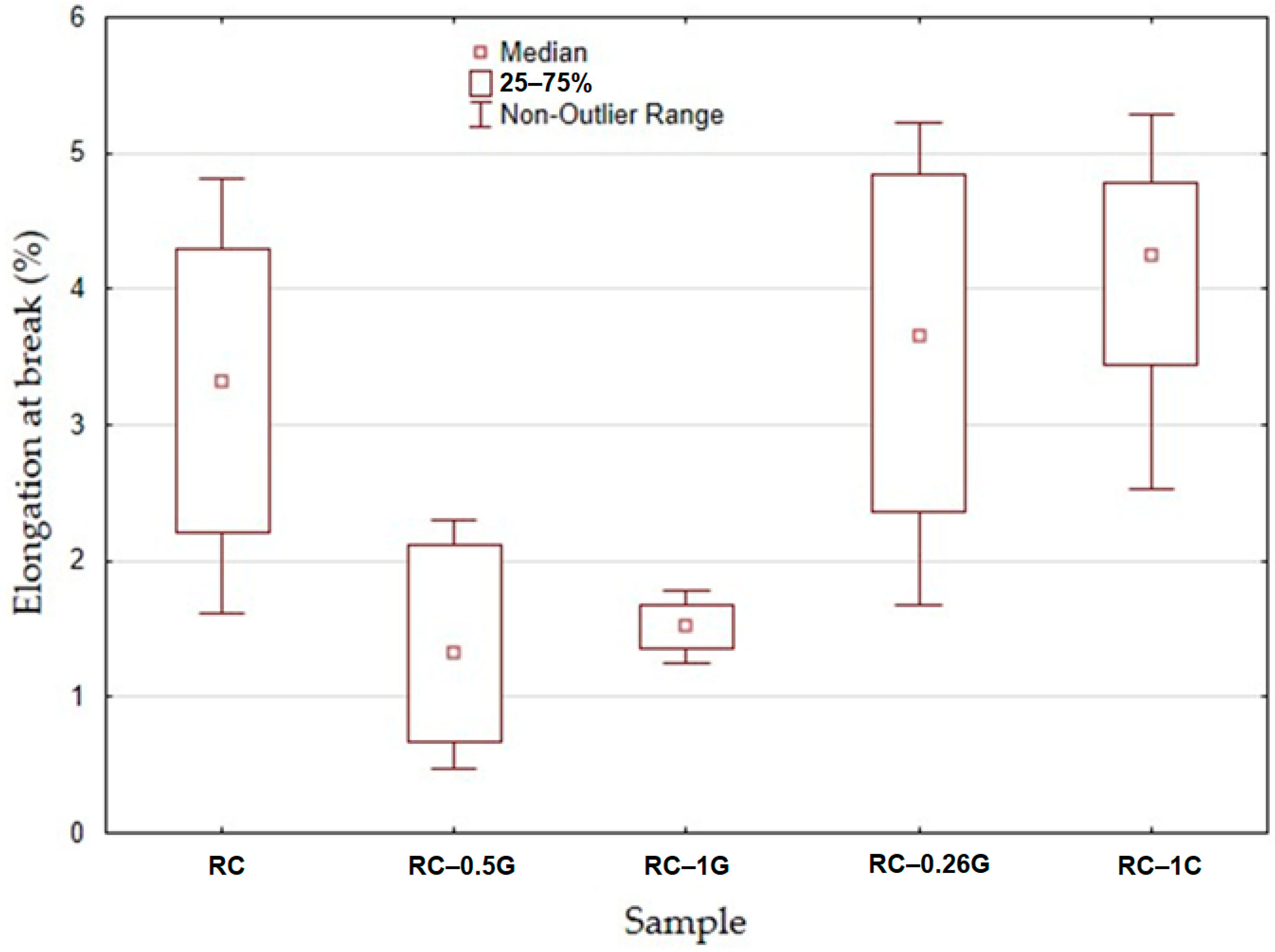
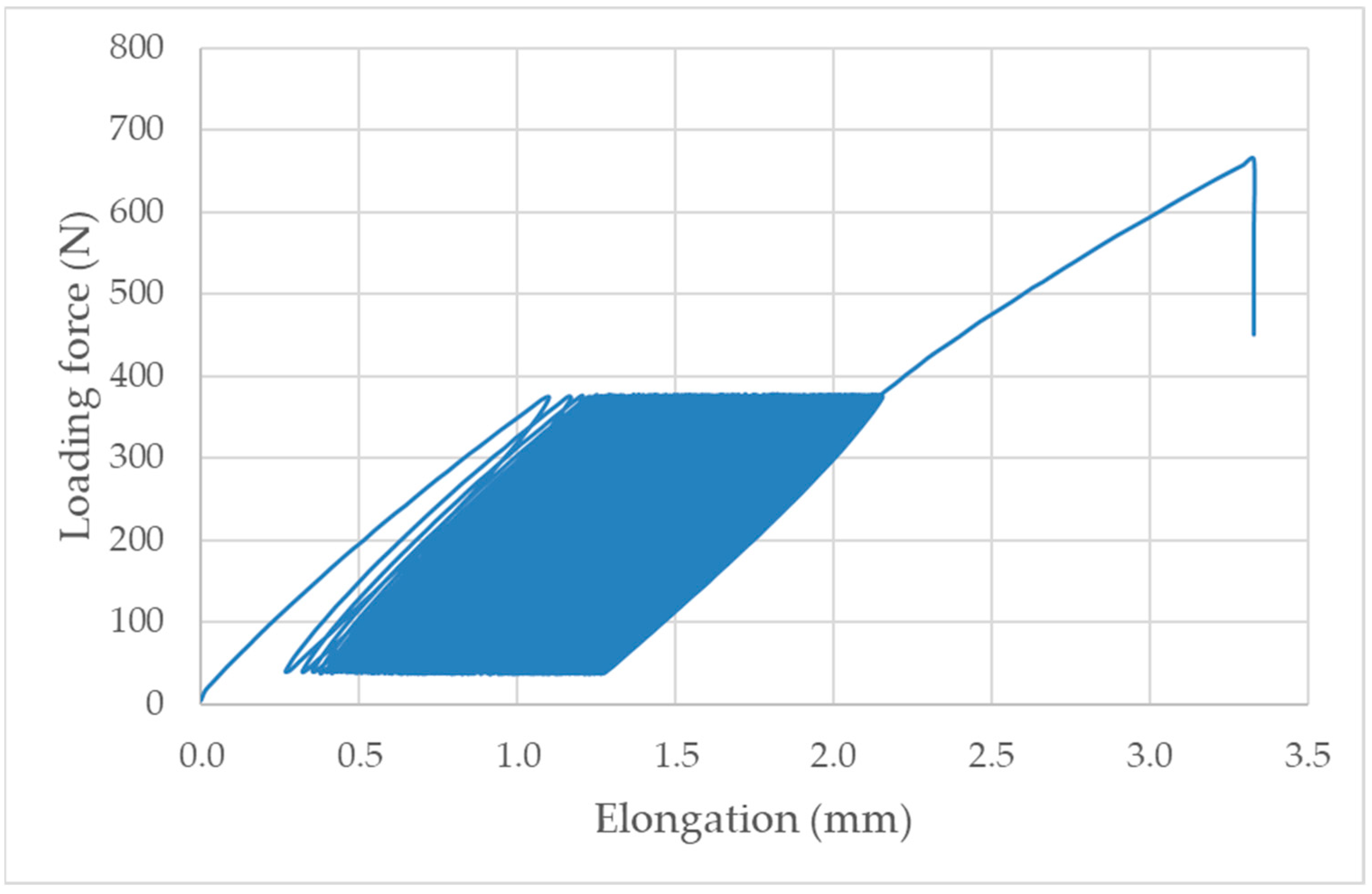
3.1. Mechanical Test—Static and Cyclic Tensile Test
3.2. Hardness Test
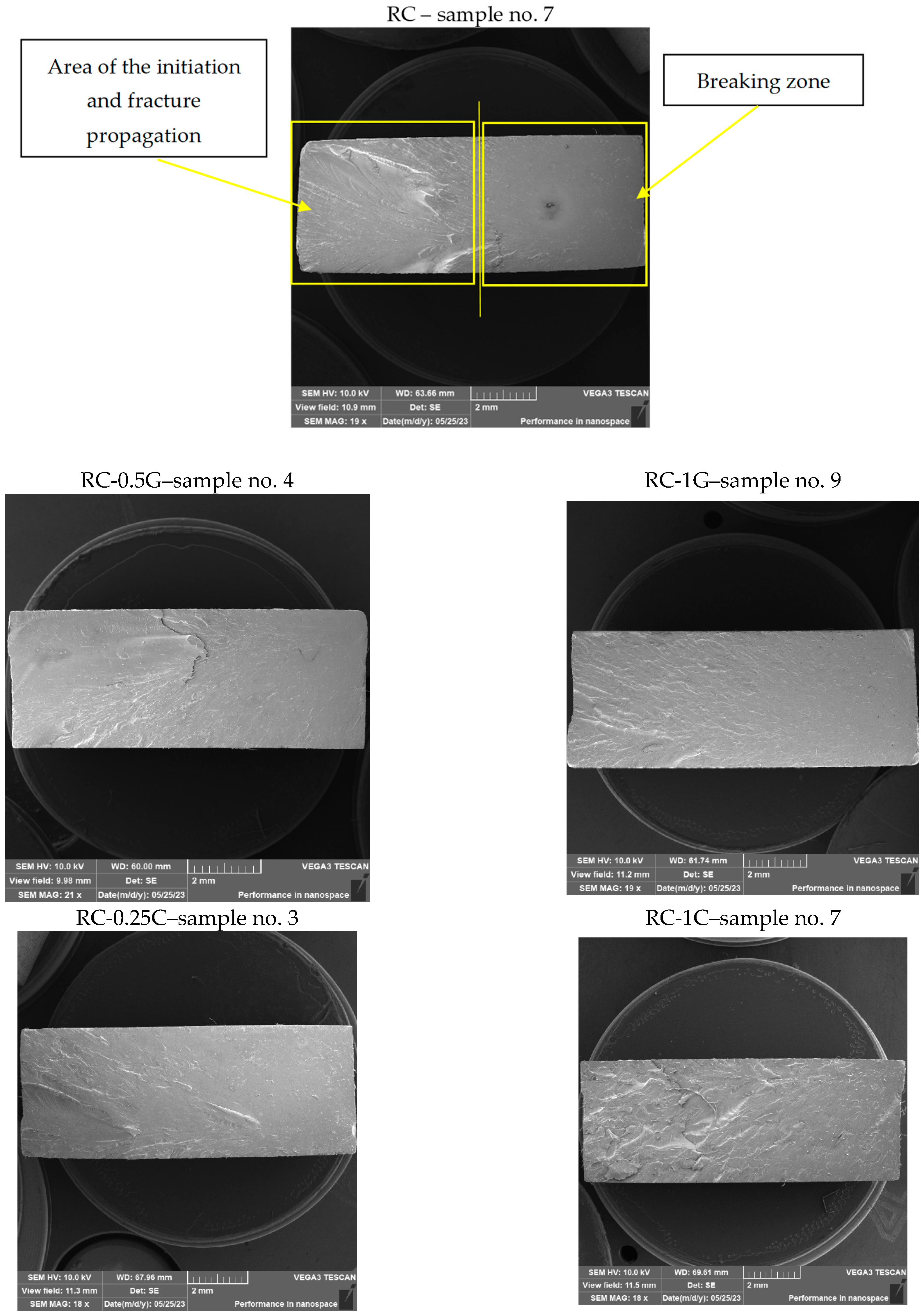
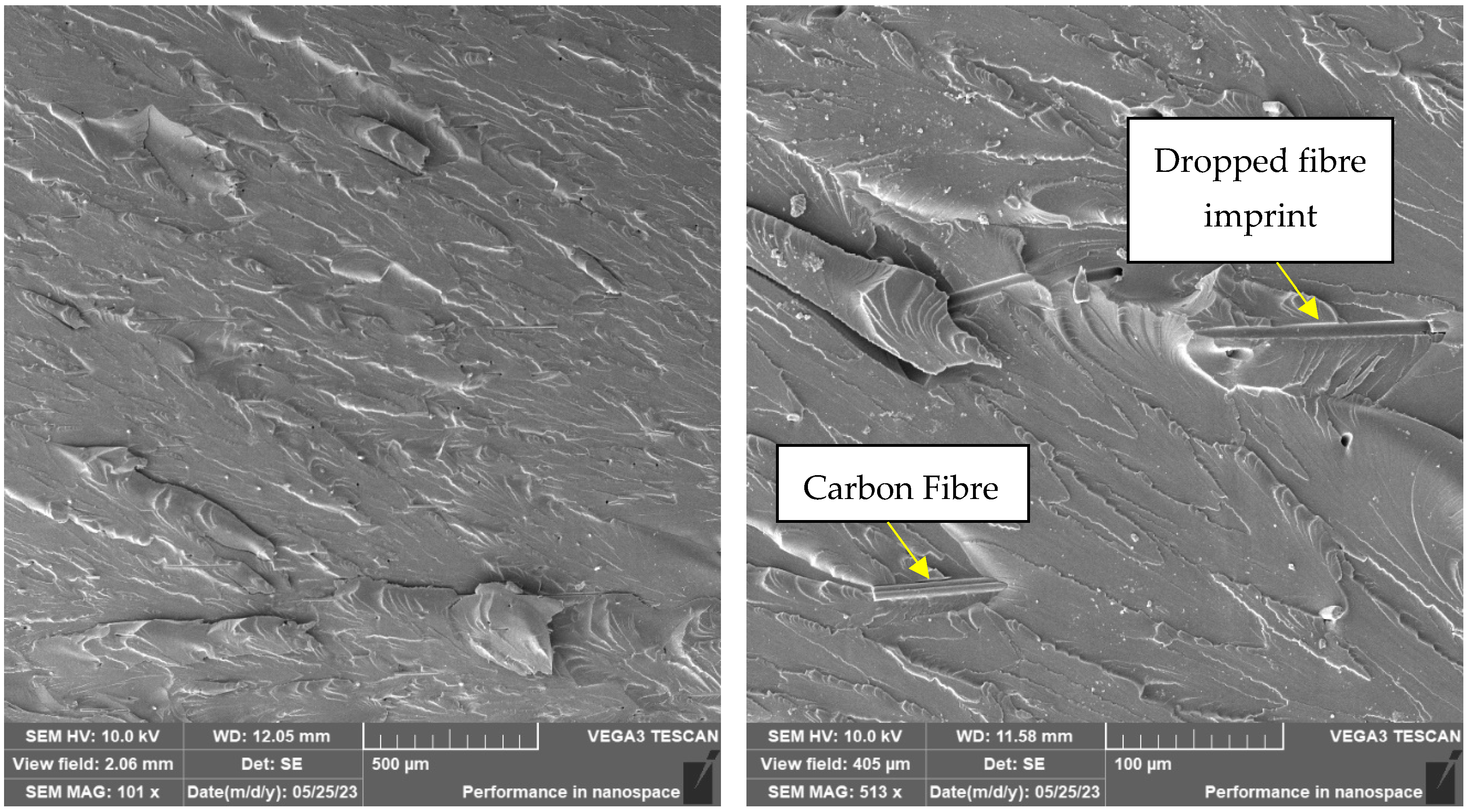
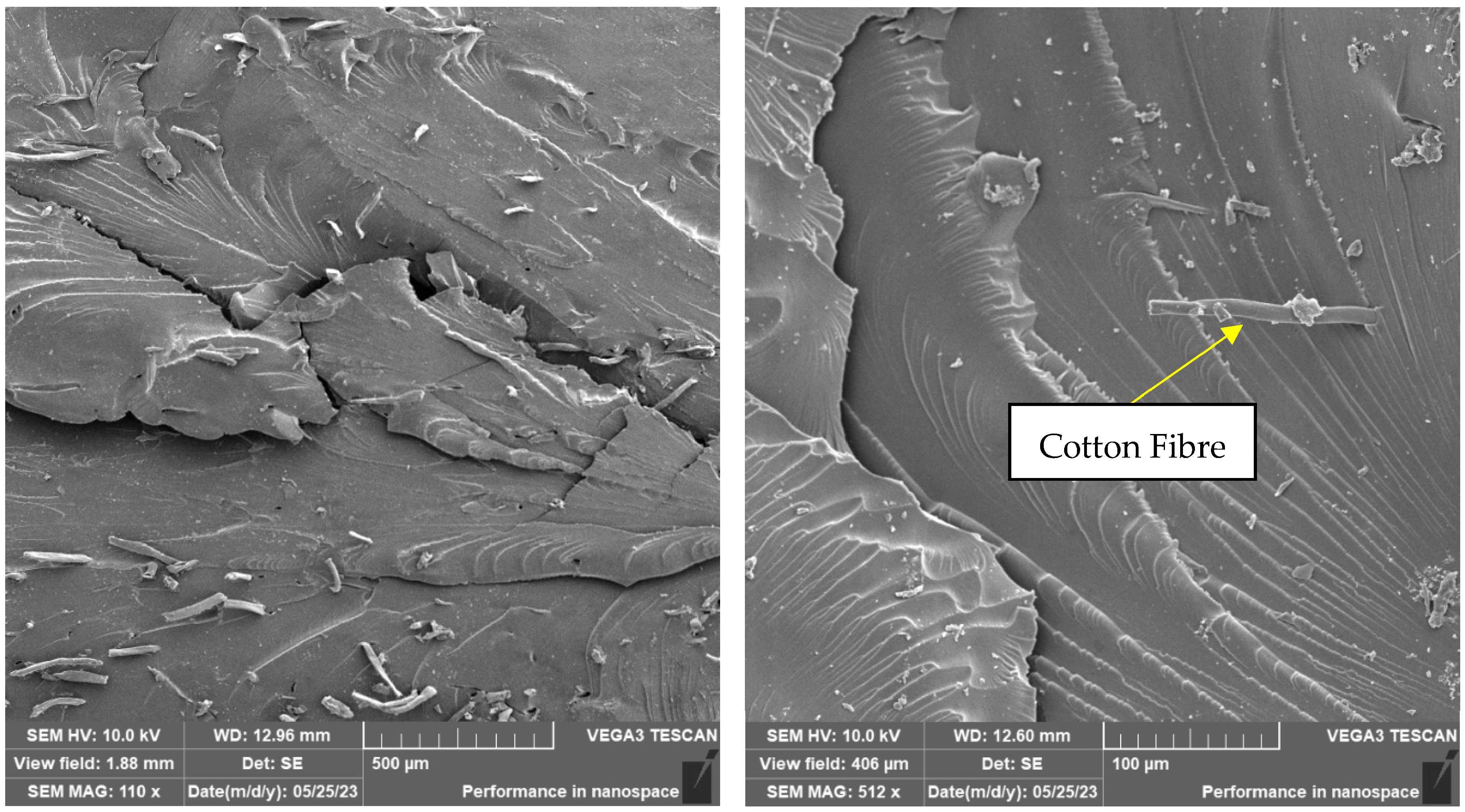
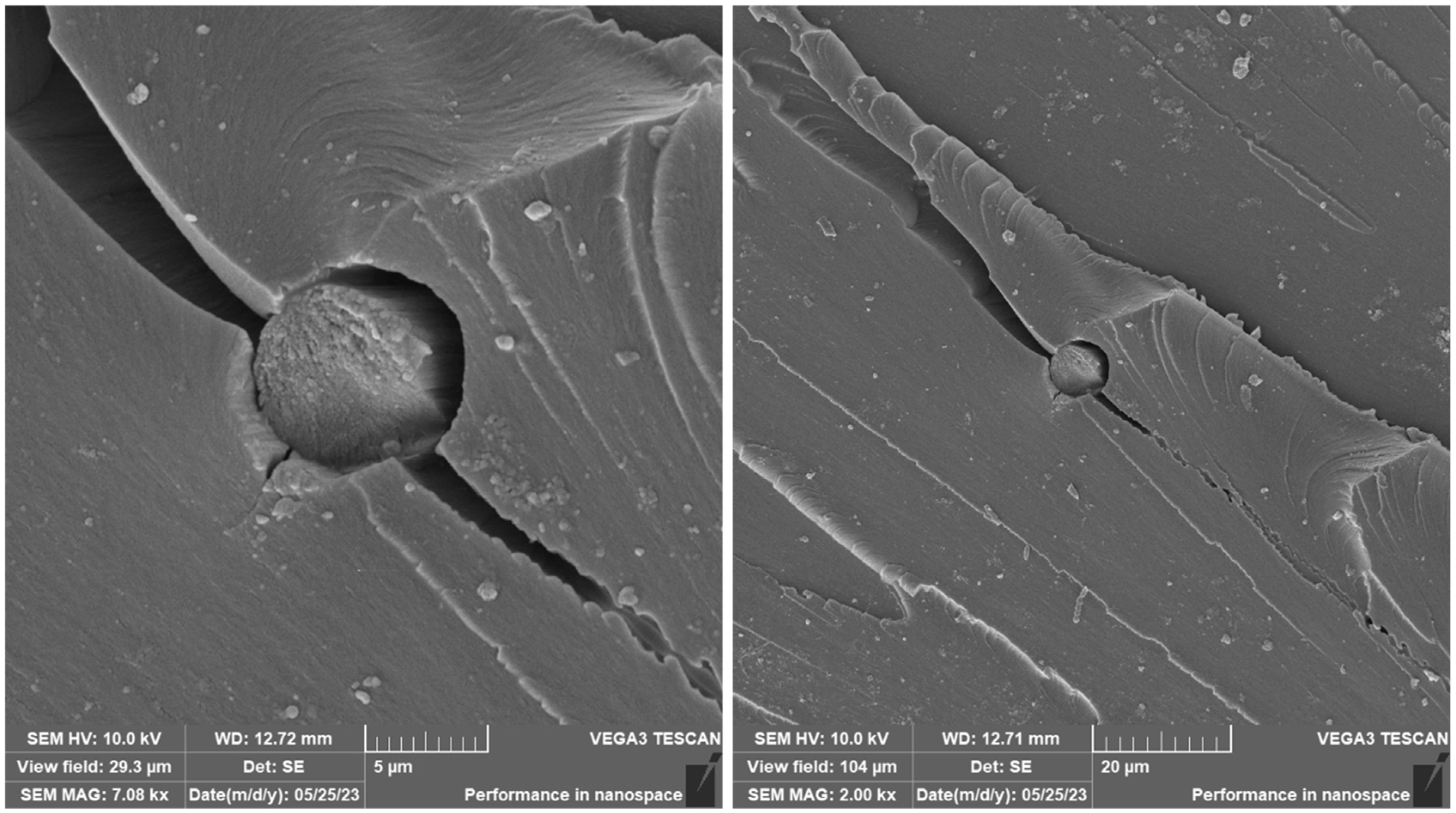
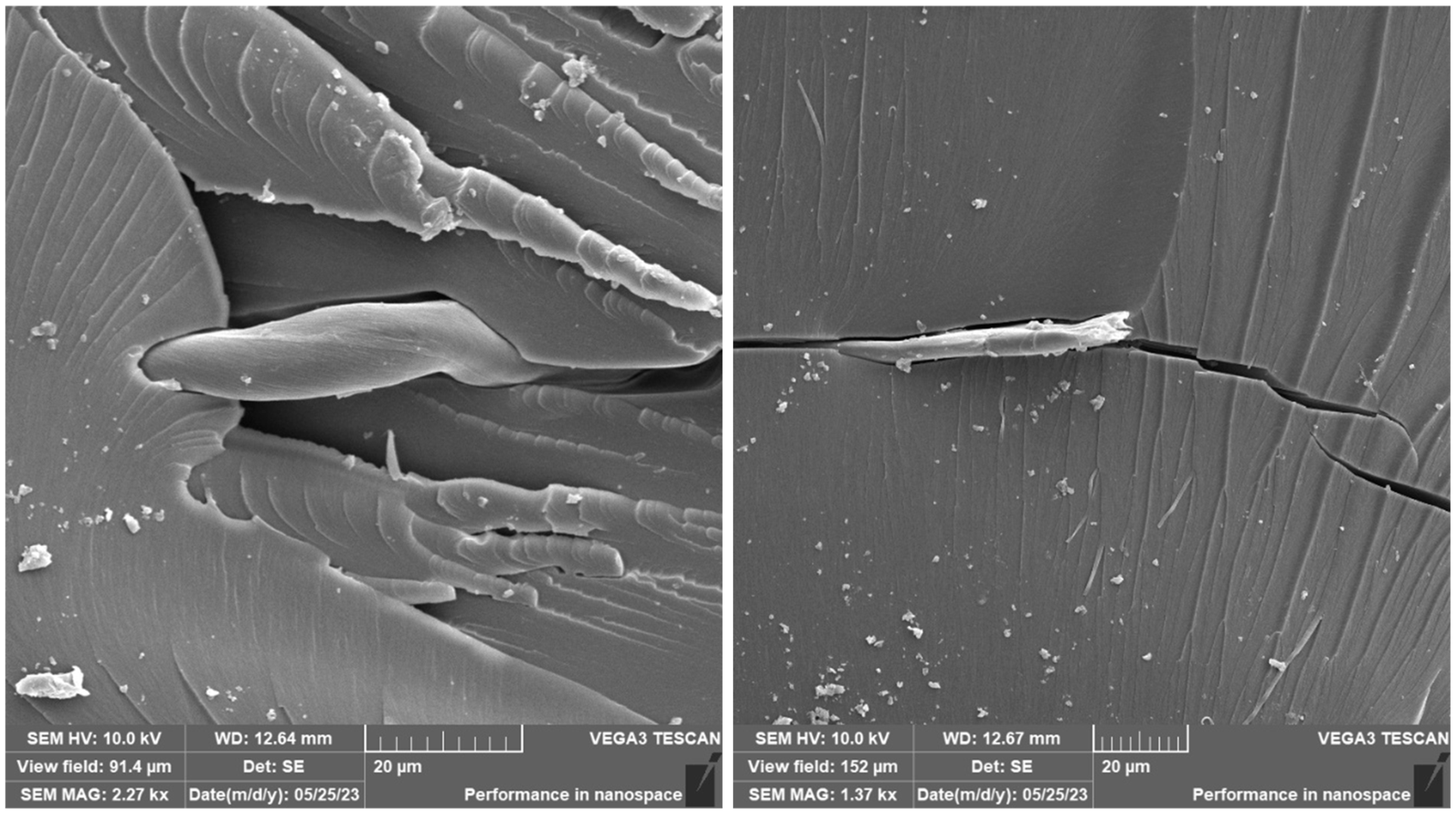
3.3. SEM Analysis of Carbon Fibre and Cotton Fibre/Flakes
4. Conclusions
- The addition of a carbon-based filler resulted in a reduction in tensile strength.
- The addition of cotton flake filler resulted in a slight improvement in tensile strength.
- The addition of carbon-based and cotton flake-based filler increased the number of completed cycles during low-cycle tests of tested materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cosmi, F.; Dal Maso, A. A mechanical characterization of SLA 3D-printed specimens for low-budget applications. Mater. Today Proc. 2020, 32, 194–201. [Google Scholar] [CrossRef]
- Romero-Ocaña, I.; Delgado, N.F.; Molina, S.I. Biomass waste from rice and wheat straw for developing composites by stereolithography additive manufacturing. Ind. Crops Prod. 2022, 189, 115832. [Google Scholar] [CrossRef]
- Müller, M.; Jirků, P.; Šleger, V.; Mishra, R.K.; Hromasová, M.; Novotný, J. Effect of Infill Density in FDM 3D Printing on Low-Cycle Stress of Bamboo-Filled PLA-Based Material. Polymers 2022, 14, 4930. [Google Scholar] [CrossRef]
- Romero-Ocaña, I.; Molina, S.I. Cork photocurable resin composite for stereolithography (SLA): Influence of cork particle size on mechanical and thermal properties. Addit. Manuf. 2022, 51, 102586. [Google Scholar] [CrossRef]
- Urban, J. Výzkum Mechanických Vlastností Polymerních Materiálů Vyrobených Aditivní Technologií; Czech University of Life Sciences: Prague, Czech, 2023. [Google Scholar]
- Quagliato, L.; Yeon Kim, S.; Ryu, S.C. Quasi-ductile to brittle transitional behavior and material properties gradient for additively manufactured SLA acrylate. Mater. Lett. 2022, 329, 133121. [Google Scholar] [CrossRef]
- Mukhtarkhanov, M.; Perveen, A.; Talamona, D. Application of stereolithography based 3D printing technology in investment casting. Micromachines 2020, 11, 946. [Google Scholar] [CrossRef]
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Additive manufacturing of polymer composites: Processing and modeling approaches. Compos. Part B Eng. 2019, 171, 166–182. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef]
- Zhang, S.; Bhagia, S.; Li, M.; Meng, X.; Ragauskas, A.J. Wood-reinforced composites by stereolithography with the stress whitening behavior. Mater. Des. 2021, 206, 109773. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Bui, P.H.B.; Schille, C.; Geis-Gerstorfer, J.; Huettig, F.; Spintzyk, S. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithographically printed resin. Dent. Mater. 2018, 34, e324–e333. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Yang, T.; Xiong, X.; Mishra, R.; Novák, J. Acoustic evaluation of struto nonwovens and their relationship with thermal properties. Text. Res. J. 2018, 88, 426–437. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Jagannathan, N.; Gururaja, S.; Manjunatha, C.M. Matrix cracking in polymer matrix composites under bi-axial loading. Procedia Struct.Integr. 2019, 14, 864–871. [Google Scholar] [CrossRef]
- Chen, Y.; Smith, L.V. Ratcheting and recovery of adhesively bonded joints under tensile cyclic loading. Mech. Time-Depend. Mater. 2021, 27, 59–78. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Li, H.Y.; Wei, X.L. Uniaxial ratchetting and low-cycle fatigue failure behaviors of adhesively bonded butt-joints under cyclic tension deformation. Int. J. Adhes. Adhes. 2019, 95, 102399. [Google Scholar] [CrossRef]
- Kelly, G. Quasi-static strength and fatigue life of hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 2006, 72, 119–129. [Google Scholar] [CrossRef]
- Kolář, V.; Müller, M.; Mishra, R.; Rudawska, A.; Šleger, V.; Tichý, M.; Hromasová, M.; Valášek, P. Quasi-static tests of hybrid adhesive bonds based on biological reinforcement in the form of eggshell microparticles. Polymers 2020, 12, 1391. [Google Scholar] [CrossRef] [PubMed]
- Müller, M.; Valášek, P.; Kolář, V.; Šleger, V.; Kagan Gürdil, G.A.; Hromasová, M.; Hloch, S.; Moravec, J.; Pexa, M. Material utilization of cotton post-harvest line residues in polymeric composites. Polymers 2019, 11, 1106. [Google Scholar] [CrossRef] [Green Version]
- Hafiz, T.A.; Abdel Wahab, M.; Crocombe, A.D.; Smith, P. Mixed-mode fracture of adhesively bonded metallic joints under quasi-static loading. Eng. Fract. Mech. 2010, 77, 3434–3445. [Google Scholar] [CrossRef] [Green Version]
- Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; Piš, D.; Mishra, R.K. Low-Cycle Fatigue Behavior of 3D-Printed PLA Reinforced with Natural Filler. Polymers 2022, 14, 1301. [Google Scholar] [CrossRef] [PubMed]
- Ayrilmis, N. Effect of layer thickness on surface properties of 3D printed materials produced from wood flour/PLA filament. Polym. Test. 2018, 71, 163–166. [Google Scholar] [CrossRef]
- Bhagia, S.; Bornani, K.; Agarwal, R.; Satlewal, A.; Ďurkovič, J.; Lagaňa, R.; Bhagia, M.; Yoo, C.G.; Zhao, X.; Kunc, V.; et al. Critical review of FDM 3D printing of PLA biocomposites filled with biomass resources, characterization, biodegradability, upcycling and opportunities for biorefineries. Appl. Mater. Today 2021, 24, 101078. [Google Scholar] [CrossRef]
- ČSN EN ISO 2039-1 (64 0619); Plastics—Determination of Hardness—Part 1: Ball Indentation Method. ISO: Geneva, Switzerland, 2001.
- Shahar, F.S.; Hameed Sultan, M.T.; Safri, S.N.A.; Jawaid, M.; Abu Talib, A.R.; Basri, A.A.; Md Shah, A.U. Fatigue and Impact Properties of 3D Printed PLA reinforced with Kenaf particles. J. Mater. Res. Technol. 2021, 16, 461–470. [Google Scholar] [CrossRef]
- Awaja, F.; Zhang, S.; Tripathi, M.; Nikiforov, A.; Pugno, N. Cracks, microcracks and fracture in polymer structures: Formation, detection, autonomic repair. Prog. Mater. Sci. 2016, 83, 536–573. [Google Scholar] [CrossRef]
- da Silva, L.F.M.; Öchsner, A.; Adams, R.D. Handbook of Adhesion Technology; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 978-3-319-55410-5. [Google Scholar]
- Tao, G.; Xia, Z. Ratcheting behavior of an epoxy polymer and its effect on fatigue life. Polym. Test. 2007, 26, 451–460. [Google Scholar] [CrossRef]
- Xia, Z.; Shen, X.; Ellyin, F. Biaxial cyclic deformation of an epoxy resin: Experiments and constitutive modeling. J. Mater. Sci. 2005, 40, 643–654. [Google Scholar] [CrossRef]
- Broughton, W.R.; Mera, R.D.; Hinopoulos, G. Cyclic Fatigue Testing of Adhesive Joints Test Method Assessment; National Physical Laboratory: Teddington, UK, 1999. [Google Scholar]
- Senatov, F.S.; Niaza, K.V.; Stepashkin, A.A.; Kaloshkin, S.D. Low-cycle fatigue behavior of 3d-printed PLA-based porous scaffolds. Compos. Part B Eng. 2016, 97, 193–200. [Google Scholar] [CrossRef]
- Yang, D.; Zhang, H.; Wu, J.; McCarthy, E.D. Fibre flow and void formation in 3D printing of short-fibre reinforced thermoplastic composites: An experimental benchmark exercise. Addit. Manuf. 2021, 37, 101686. [Google Scholar] [CrossRef]
- Alomayri, T.; Shaikh, F.; Low, I.-M. Characterisation of cotton fibre-reinforced geopolymer composites. Compos. Part B Eng. 2013, 50, 1–6. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Name | Parameter Value |
|---|---|
| Layer height | 0.05 mm |
| Exposure Time | 2 s |
| Bottom Exposure Time | 23 s |
| Bottom Layer Count | 6 |
| Anti-aliasing | 1 |
| Lifting Distance | 8 mm |
| Lifting Speed | 2 mm/s |
| Matrix | Filler | Proportion of Filler with Matrix [wt.%] | Marking |
|---|---|---|---|
| UV Resin Clear | - | - | RC |
| UV Resin Clear | Carbon fibre | 0.5 | RC-0.5G |
| UV Resin Clear | Carbon fibre | 1 | RC-1G |
| UV Resin Clear | Cotton Flakes | 0.25 | RC-0.25C |
| UV Resin Clear | Cotton Flakes | 1 | RC-1C |
| P-Parameter | |||||
|---|---|---|---|---|---|
| Material | RC | RC-0.5G | RC-1G | RC-0.25C | RC-1C |
| Tensile strength (MPa) | - | 0.0003 | 0.0002 | 0.4570 | 0.2058 |
| Elongation at break (%) | - | 0.0021 | 0.0010 | 0.9115 | 0.1353 |
| 5–50% | Number of Completed Tests (1000 Cycles)/Total Number of Tests | Number of Completed Cycles |
|---|---|---|
| RC | 0/3 | 168 ± 29 |
| RC-0.5G | 0/3 | 404 ± 139 |
| RC-1G | 0/3 | 541 ± 54 |
| RC-0.25C | 1/3 | 2 tests—912 and 936 cycles 1 test—1000 cycles |
| RC-1C | 2/3 | 1 test—963 cycles 2 tests—1000 cycles |
| Material | HB 5/132 |
|---|---|
| RC | 48.29 ± 1.96 |
| RC-0.5G | 40.36 ± 2.45 |
| RC-1G | 49.78 ± 2.35 |
| RC-0.25C | 59.58 ± 3.22 |
| RC-1C | 58.4 ± 4.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jirků, P.; Urban, J.; Müller, M.; Kolář, V.; Chandan, V.; Svobodová, J.; Mishra, R.K.; Jamshaid, H. Evaluation of Mechanical Properties and Filler Interaction in the Field of SLA Polymeric Additive Manufacturing. Materials 2023, 16, 4955. https://doi.org/10.3390/ma16144955
Jirků P, Urban J, Müller M, Kolář V, Chandan V, Svobodová J, Mishra RK, Jamshaid H. Evaluation of Mechanical Properties and Filler Interaction in the Field of SLA Polymeric Additive Manufacturing. Materials. 2023; 16(14):4955. https://doi.org/10.3390/ma16144955
Chicago/Turabian StyleJirků, Petr, Jiří Urban, Miroslav Müller, Viktor Kolář, Vijay Chandan, Jaroslava Svobodová, Rajesh Kumar Mishra, and Hafsa Jamshaid. 2023. "Evaluation of Mechanical Properties and Filler Interaction in the Field of SLA Polymeric Additive Manufacturing" Materials 16, no. 14: 4955. https://doi.org/10.3390/ma16144955