
Stellite-6/(WC+TiC) Composite Coatings Produced by Laser Alloying on S355 Steel
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Laser Alloying
2.3. Characterization of Research Methods
3. Results
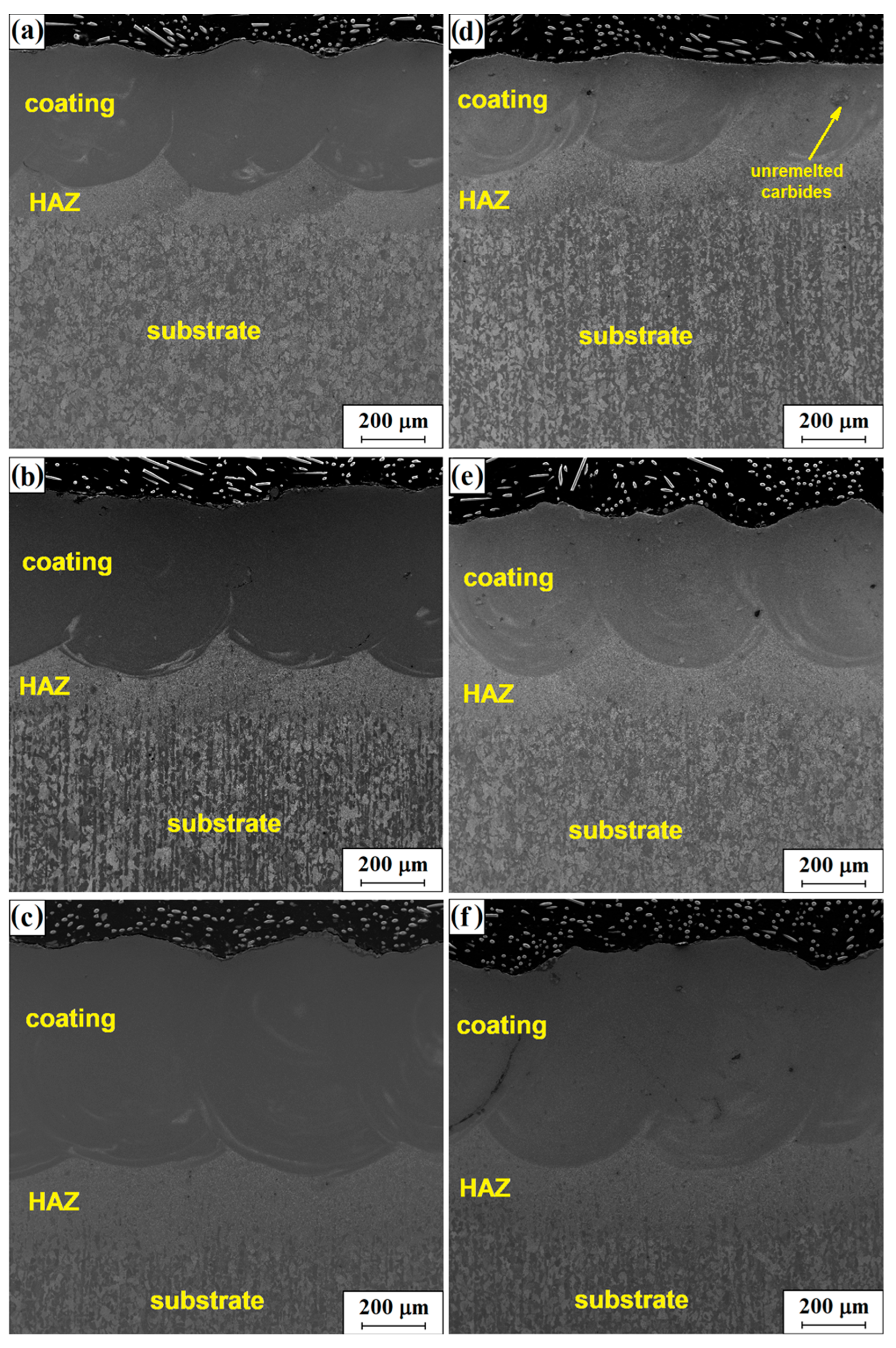
3.1. Microstructure and Chemical Composiion
3.2. Microharndess
3.3. Wear Resistance
4. Conclusions
- With an increase in laser beam power density, the depth and width of the remelted zone increased due to a greater amount of heat supplied to the substrate;
- For both types of coatings, as the laser beam power density increased, the effective thickness of the remelting zone approached the thickness of the remelted zone obtained in the laser track axis;
- The produced structures were characterized by low porosity and occasionally occurring porosities were caused by the presence of gas bubbles which were retained in the volume of the material by the solidification front;
- In both types of coatings (regardless of the amount of carbides) the maximum microhardness obtained is similar and is 980 ± 20 HV0.05;
- During wear resistance tests, the coatings produced at the lowest laser beam power density were analyzed, for specimens with coatings a small and gradual loss of material was observed in the test. The produced coatings were characterized by almost a 10-fold greater resistance to frictional wear in comparison with S355 steel. The coating with a lower carbide proportion showed a slightly higher wear resistance, which may be due to a lower tendency of carbides to chip away from the matrix;
- Observation of the coating surface subjected to wear test and EDS analysis showed a share of abrasive wear resulting from micro cutting and wear as a result of oxidation, as well as mass losses resulting from carbide chipping.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schaaf, P. Laser Processing of Materials: Fundamentals, Applications and Developments; Springer: Berlin/Heidelberg, Germany; GmbH & Co. KG: Berlin, Germany, 2010; ISBN 9783642132810. [Google Scholar]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: London, UK, 2010. [Google Scholar] [CrossRef]
- Lawrence, J.R.; Waugh, D. Laser surface engineering: Processes and applications. In Woodhead Publishing Series in Metals and Surface Engineering Book, 1st ed.; Kindle Edition; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Kruusing, A. Handbook of Liquids-Assisted Laser Processing; Elsevier: Amsterdam, The Netherlands, 2008; ISBN 978-0-08-044498-7. [Google Scholar] [CrossRef]
- Dowden, J.; Schulz, W. The Theory of Laser Materials Processing: Heat and Mass Transfer in Modern Technology, 2nd ed.; Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2017; ISBN 978-3319567105. [Google Scholar]
- Yutao, L.; Hanguang, F.; Tiejun, M.; Kaiming, W.; Xiaojun, Y.; Jian, L. Microstructure and wear resistance of AlCoCrFeNi-WC/TiC composite coating by laser cladding. Mater. Charact. 2022, 194, 112479. [Google Scholar] [CrossRef]
- Li, S.; Huang, K.; Zhang, Z.; Zheng, C.; Li, M.; Wang, L.; Wu, K.; Tan, H.; Yi, X. Wear mechanisms and micro-evaluation of WC + TiC particle-reinforced Ni-based composite coatings fabricated by laser cladding. Mater. Charact. 2023, 197, 112699. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Z.; Li, G.; Du, F.; Yu, M. Microstructure and Wear Resistance of Ni–WC–TiC Alloy Coating Fabricated by Laser. Lubricants 2023, 11, 170. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Jurci, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Zhong, M.; Yao, K.; Liu, W.; Goussain, J.; Mayer, C.; Becker, A. High-power laser cladding Stellite-6+WC with various volume rates. J. Laser Appl. 2001, 13, 247–251. [Google Scholar] [CrossRef]
- Zhong, M.; Liu, W.; Yao, K.; Goussain, J.; Mayer, C.; Becker, A. Microstructural evolution in high power laser cladding of Stellite 6+WC layers. Surf. Coat. Technol. 2002, 157, 128–137. [Google Scholar] [CrossRef]
- Xu, G.; Kutsuna, M.; Liu, Z.; Sun, L. Characteristic behaviours of clad layer by a multi-layer laser cladding with powder mixture of Stellite-6 and tungsten carbide. Surf. Coat. Technol. 2006, 201, 3385–3392. [Google Scholar] [CrossRef]
- Chen, Y.; Chiang, K. Laser cladding for wear-resistant cobalt base alloy and tungsten carbide composite coatings. J. Chin. Inst. Eng. 2006, 29, 423–431. [Google Scholar] [CrossRef]
- Bartkowski, D.; Młynarczak, A.; Piasecki, A.; Dudziak, B.; Gościański, M.; Bartkowska, A. Microstructure, microhardness and corrosion resistance of Stellite-6 coatings reinforced with WC particles using laser cladding. Opt. Laser Technol. 2015, 68, 191–201. [Google Scholar] [CrossRef]
- Bartkowski, D.; Kinal, G. Microstructure and wear resistance of Stellite-6/WC MMC coatings produced by laser cladding using Yb:YAG disk laser. Int. J. Refract. Met. Hard Mater. 2016, 58, 157–164. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, J.; Shu, R.; Yang, S. High temperature wear resistance and thermal fatigue behavior of Stellite-6/WC coatings produced by laser cladding with Co-coated WC powder. Int. J. Refract. Met. Hard Mater. 2019, 81, 63–70. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, D.; Yang, J.; Peng, Y. Study on microstructure and properties of Stellite 6/WC composite coating. J. Mech. Strength 2020, 42, 1081–1087. [Google Scholar]
- Karmakar, D.; Muvvala, G.; Nath, A. High-temperature abrasive wear characteristics of H13 steel modified by laser remelting and cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coat. Technol. 2021, 422, 127498. [Google Scholar] [CrossRef]
- Wang, W.; Dong, X.; Yan, H.; Xie, J.; Wang, A. Microstructure and Properties of Laser Cladding Stellite 12/TiC/CaF2 Composite Coating on Copper Substrate. Adv. Mater. Res. 2010, 139–141, 422–425. [Google Scholar] [CrossRef]
- Tong, W.; Zhao, Z.; Zhang, X.; Wang, J.; Guo, X.; Duan, X.; Liu, Y. Microstructure and Properties of TiC/Co-Based Alloy by Laser Cladding on the Surface of Nodular Graphite Cast Iron. Acta Metall. Sin. 2017, 53, 472–478. [Google Scholar]
- Shahroozi, A.; Afsari, A.; Khakan, B.; Khalifeh, A. Microstructure and mechanical properties investigation of Stellite 6 and Stellite 6/TiC coating on ASTM A105 steel produced by TIG welding process. Surf. Coat. Technol. 2018, 350, 648–658. [Google Scholar] [CrossRef]
- Li, G.; Li, Y. Microstructure and Properties of TiC Reinforced Stellite 6 Alloy Prepared by Laser Cladding. In Proceedings of the 2021 3rd International Academic Exchange Conference on Science and Technology Innovation (IAECST), Guangzhou, China, 10–12 December 2021. [Google Scholar] [CrossRef]
- Zhu, G.; Yan, H.; Li, Z.; Zhang, P.; Yu, Z.; Lu, Q.; Guo, J. Evaluation of wear and corrosion resistances of laser cladding TaC/TiC/Stellite X-40 Co-based composite coatings on copper surface. Mater. Technol. 2021, 37, 980–991. [Google Scholar] [CrossRef]
- Abbas, G.; West, D.R.F. Laser surface cladding of Stellite and Stellite-SiC composite deposits for enhanced hardness and wear. Wear 1991, 143, 353–363. [Google Scholar] [CrossRef]
- Xu, G.; Yin, D.; Hang, Z. Microstructure and property of laser overlaid layer of mixed Co-based alloy and VC powder. J. Shenyang Univ. Technol. 2012, 34, 26–30. [Google Scholar]
- Xu, G.; Yang, W.; Hang, Z.; Liu, X. Performance of Clad Layer Using Mixed Powder of Stellite 6 and VC. J. Mech. Eng. 2017, 14, 165–170. [Google Scholar] [CrossRef]
- Choo, S.; Kim, C.; Euh, K.; Lee, S.; Jung, J.; Ahn, S. Correlation of microstructure with the wear resistance and fracture toughness of hardfacing alloys reinforced with complex carbides. Metall. Mater. Trans. A 2000, 31, 3041–3052. [Google Scholar] [CrossRef] [Green Version]
- Lee, K.; Cha, S.; Kim, B.; Hong, S. Effect of WC/TiC grain size ratio on microstructure and mechanical properties of WC–TiC–Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2006, 24, 109–114. [Google Scholar] [CrossRef]
- Kwok, C.T.; Cheng, F.T.; Man, H.C. Laser-fabricated Fe-Ni-Co-Cr-B austenitic alloy on steels. Part I> Microstructures and cavitation erosion behabiour. Surf. Coat. Technol. 2001, 145, 198–205. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Material | C | Si | Mn | P | S | Cu | Fe | Cr | W | Ni | Co |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S355 | 0.21 | 0.51 | 1.53 | 0.032 | 0.031 | 0.35 | rest | - | - | - | - |
| Stellite-6 | 1.2 | 1.81 | - | - | - | - | 1.75 | 28.5 | 4.6 | 1.52 | rest |
| Laser Beam Power P [W] | Laser Beam Power Density q [kW/cm2] | Percentage of Powders in the Pre-Coat |
|---|---|---|
| 600 | 76 | Stellite-6/40% (WC+TiC) |
| 900 | 115 | |
| 1200 | 153 | |
| 600 | 76 | Stellite-6/60% (WC+TiC) |
| 900 | 115 | |
| 1200 | 153 |
| Dimensions of Individual Zones of the Laser Track [μm] | Type of Coating | |||||
|---|---|---|---|---|---|---|
| Stellite-6/40% (WC+TiC) | Stellite-6/60% (WC+TiC) | |||||
| q [kW/cm2] | q [kW/cm2] | |||||
| 76 | 115 | 153 | 76 | 115 | 153 | |
| A Average width of the laser track | 877 | 986 | 1009 | 774 | 863 | 1014 |
| B Average depth of laser track (MZ+HAZ) | 605 | 747 | 1007 | 476 | 628 | 886 |
| C Average depth of remelting zone | 485 | 584 | 777 | 377 | 483 | 702 |
| Average depth of HAZ B–C | 120 | 163 | 230 | 99 | 145 | 184 |
| D Average effective depth of remelting | 343 | 433 | 694 | 224 | 316 | 555 |
| Designation | No | Fe | C | W | Ti | Co | Cr | Ni |
|---|---|---|---|---|---|---|---|---|
| Stellite-6/ 40% (WC+TiC) 76 kW/cm2 | 1 | 57.6 | 6.1 | 10.0 | 9.6 | 11.4 | 4.9 | 0.5 |
| 2 | 55.9 | 6.6 | 9.4 | 9.5 | 11.7 | 5.4 | 1.5 | |
| 3 | 72.4 | 4.9 | 4.5 | 2.7 | 10.7 | 4.8 | 0.0 | |
| Stellite-6/ 40% (WC+TiC) 115 kW/cm2 | 1 | 30.5 | 9.1 | 21.4 | 23.8 | 9.4 | 4.5 | 1.3 |
| 2 | 39.8 | 8.5 | 15.5 | 17.2 | 12.2 | 5.5 | 1.2 | |
| 3 | 66.3 | 3.6 | 4.0 | 1.4 | 17.3 | 6.8 | 0.7 | |
| Stellite-6/ 40% (WC+TiC) 153 kW/cm2 | 1 | 39.4 | 9.5 | 17.0 | 23.8 | 6.8 | 3.5 | 0.0 |
| 2 | 62.1 | 6.5 | 7.8 | 7.1 | 11.0 | 4.2 | 1.3 | |
| 3 | 72.1 | 3.8 | 3.4 | 1.5 | 13.5 | 5.6 | 0.0 | |
| Stellite-6/ 60% (WC+TiC) 76 kW/cm2 | 1 | 28.1 | 14.6 | 25.1 | 30.3 | 1.0 | 1.0 | 0.1 |
| 2 | 31.4 | 14.9 | 22.7 | 28.2 | 1.9 | 0.9 | 0.0 | |
| 3 | 78.8 | 7.1 | 4.3 | 2.4 | 4.4 | 1.8 | 1.2 | |
| Stellite-6/ 60% (WC+TiC) 115 kW/cm2 | 1 | 39.0 | 12.5 | 30.7 | 24.1 | 2.2 | 1.1 | 0.4 |
| 2 | 69.9 | 8.6 | 7.2 | 5.8 | 5.2 | 2.7 | 0.6 | |
| 3 | 78.7 | 7.5 | 5.2 | 1.9 | 4.7 | 2.0 | 0.0 | |
| Stellite-6/ 60% (WC+TiC) 153 kW/cm2 | 1 | 10.7 | 14.7 | 31.7 | 41.4 | 0.4 | 0.8 | 0.3 |
| 2 | 19.6 | 13.8 | 26.8 | 36.2 | 1.4 | 0.9 | 1.3 | |
| 3 | 77.9 | 6.8 | 4.6 | 1.8 | 5.7 | 2.3 | 0.8 |
| Designation | No | Fe | C | W | Ti | Co | Cr | Ni | O |
|---|---|---|---|---|---|---|---|---|---|
| Stellite-6/ 40% (WC+TiC) 76 kW/cm2 | 1 | 55.3 | 3.1 | 2.2 | 2.5 | 5.6 | 2.3 | 0.0 | 29.1 |
| 2 | 60.9 | 3.4 | 5.9 | 5.0 | 12.5 | 5.5 | 0.0 | 6.8 | |
| 3 | 52.4 | 5.2 | 10.0 | 8.8 | 13.7 | 6.9 | 0.0 | 3.1 | |
| Stellite-6/ 40% (WC+TiC) 115 kW/cm2 | 1 | 55.7 | 9.2 | 2.3 | 1.3 | 6.7 | 2.8 | 0.1 | 21.9 |
| 2 | 59.8 | 4.5 | 7.8 | 6.0 | 12.7 | 4.9 | 0.0 | 4.3 | |
| 3 | 49.8 | 10.4 | 5.7 | 4.7 | 9.1 | 3.5 | 0.6 | 16.2 | |
| Stellite-6/ 40% (WC+TiC) 153 kW/cm2 | 1 | 49.6 | 13.9 | 2.4 | 1.4 | 4.6 | 2.4 | 0.8 | 24.9 |
| 2 | 71.2 | 4.0 | 4.8 | 3.8 | 9.2 | 4.5 | 0.0 | 2.4 | |
| 3 | 72.1 | 7.6 | 3.2 | 3.2 | 5.4 | 2.0 | 0.0 | 5.6 | |
| Stellite-6/ 60% (WC+TiC) 76 kW/cm2 | 1 | 0.6 | 6.7 | 78.1 | 13.0 | 0.9 | 0.0 | 0.3 | 0.5 |
| 2 | 67.5 | 5.1 | 9.8 | 9.8 | 3.2 | 1.8 | 0.0 | 2.8 | |
| 3 | 55.7 | 7.9 | 4.40 | 3.4 | 2.6 | 0.9 | 0.0 | 25.1 | |
| Stellite-6/ 60% (WC+TiC) 115 kW/cm2 | 1 | 4.4 | 6.9 | 71.7 | 13.0 | 0.3 | 0.1 | 0.0 | 3.6 |
| 2 | 68.4 | 3.2 | 3.5 | 4.6 | 1.1 | 0.9 | 0.0 | 18.2 | |
| 3 | 14.4 | 13.4 | 27.4 | 29.2 | 0.0 | 0.3 | 0.2 | 15.2 | |
| Stellite-6/ 60% (WC+TiC) 153 kW/cm2 | 1 | 69.7 | 5.2 | 1.0 | 1.0 | 1.7 | 0.4 | 0.5 | 20.6 |
| 2 | 91.7 | 3.2 | 1.8 | 1.4 | 1.0 | 0.3 | 0.0 | 0.6 | |
| 3 | 56.2 | 13.9 | 1.7 | 1.3 | 0.2 | 0.2 | 1.3 | 25.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bartkowski, D.; Bartkowska, A.; Olszewska, J.; Przestacki, D.; Ulbrich, D. Stellite-6/(WC+TiC) Composite Coatings Produced by Laser Alloying on S355 Steel. Materials 2023, 16, 5000. https://doi.org/10.3390/ma16145000
Bartkowski D, Bartkowska A, Olszewska J, Przestacki D, Ulbrich D. Stellite-6/(WC+TiC) Composite Coatings Produced by Laser Alloying on S355 Steel. Materials. 2023; 16(14):5000. https://doi.org/10.3390/ma16145000
Chicago/Turabian StyleBartkowski, Dariusz, Aneta Bartkowska, Joanna Olszewska, Damian Przestacki, and Dariusz Ulbrich. 2023. "Stellite-6/(WC+TiC) Composite Coatings Produced by Laser Alloying on S355 Steel" Materials 16, no. 14: 5000. https://doi.org/10.3390/ma16145000