
Effect of Supercritical Bending on the Mechanical & Tribological Properties of Inconel 625 Welded Using the Cold Metal Transfer Method on a 16Mo3 Steel Pipe

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
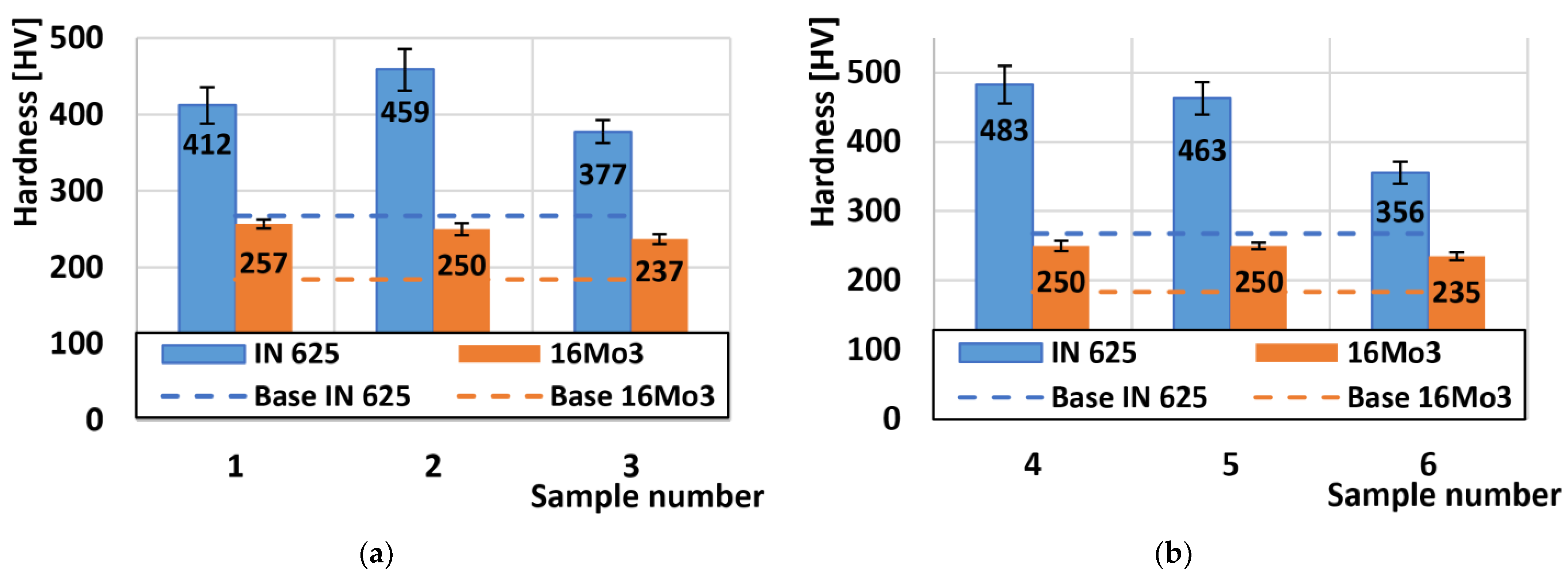
3.1. Hardness Analysis
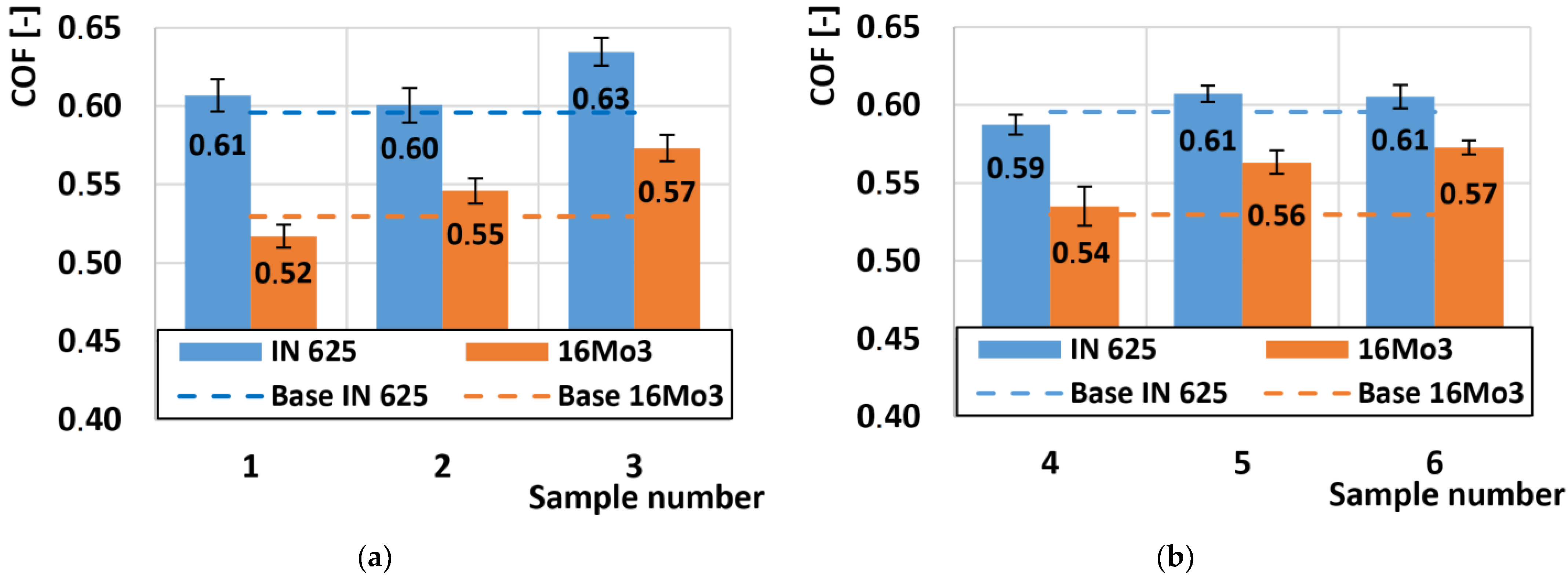
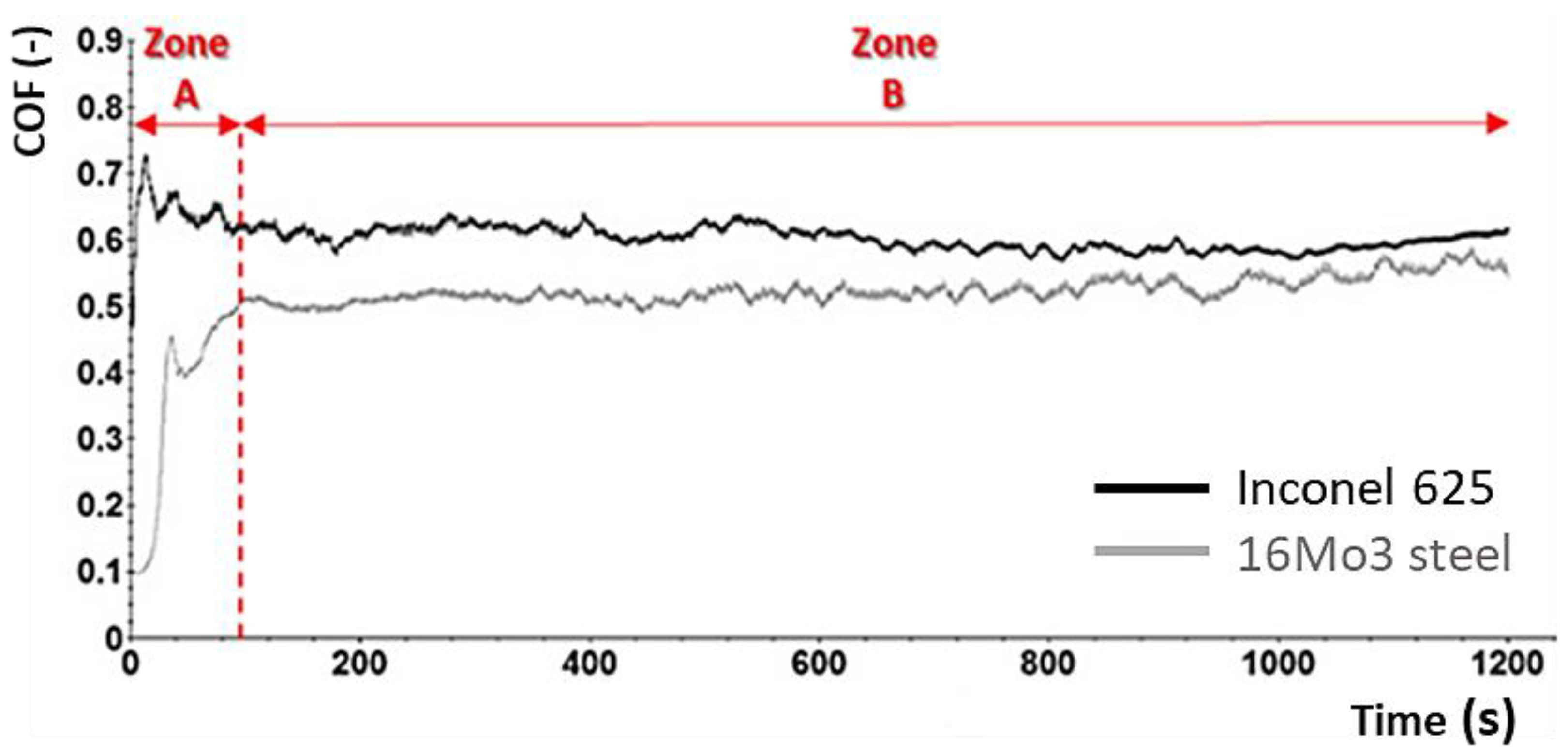
3.2. Coefficient of Friction Aanalysis (COF)
3.3. Wear Rate Analysis
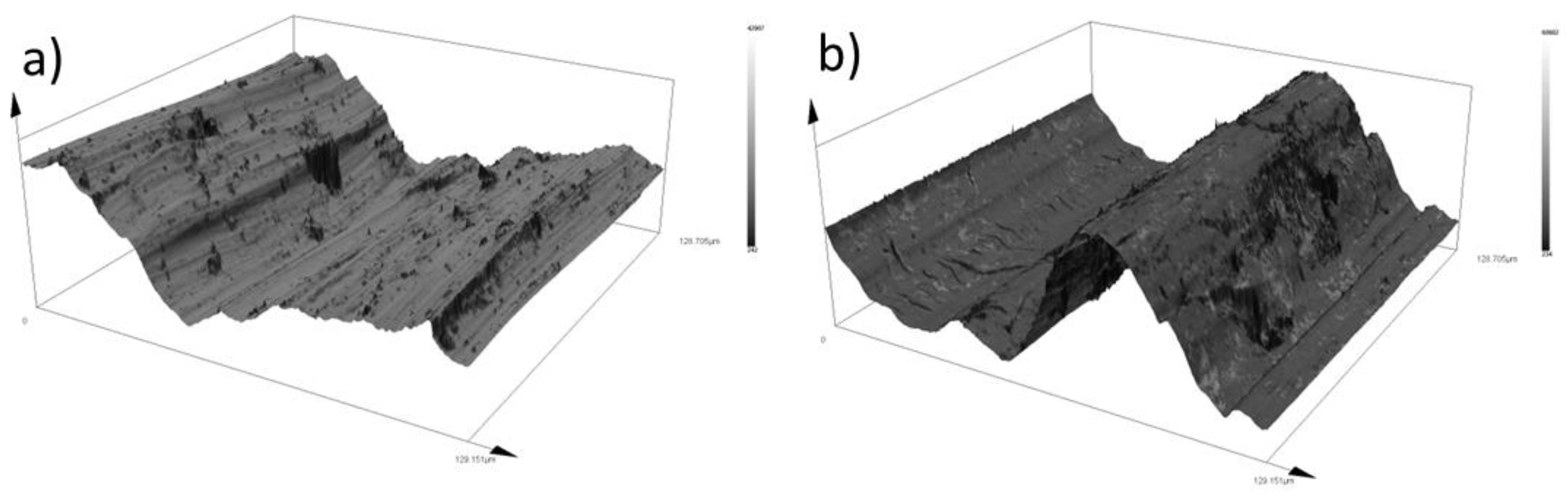
Wear Mechanisms
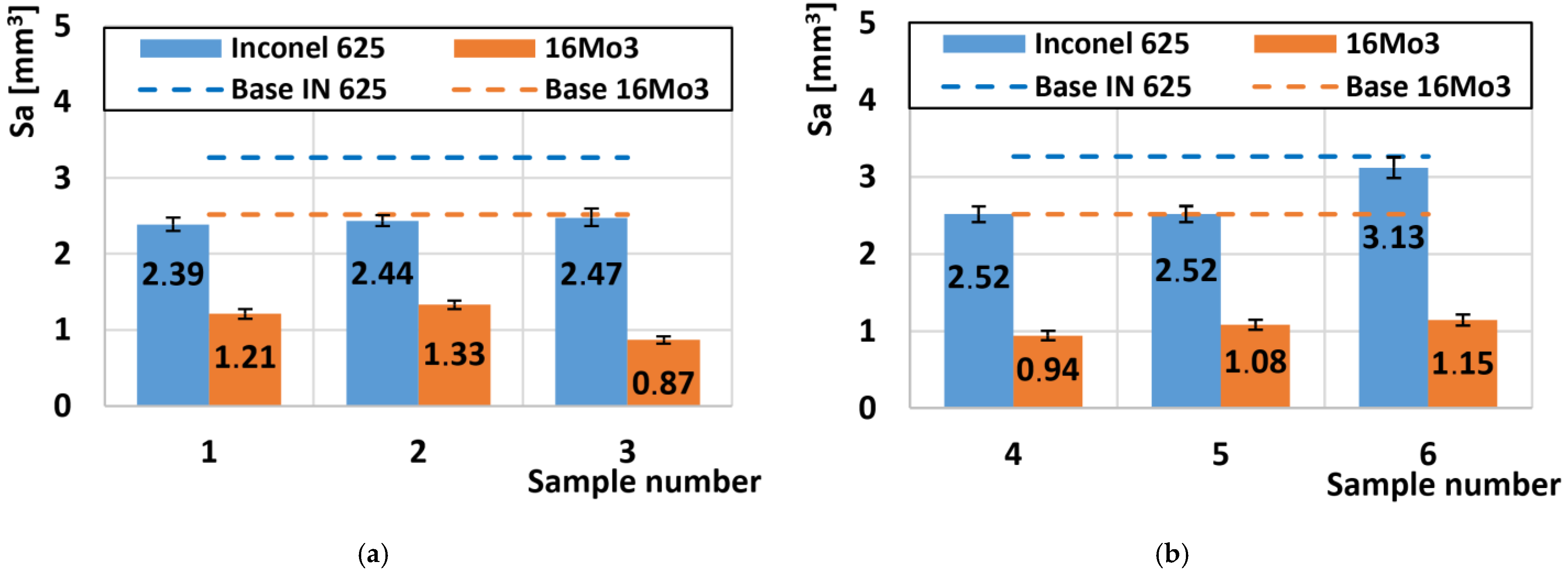
3.4. Analysis of Surface Roughness
4. Discussion
5. Conclusions
- The hardness of both types of materials (Inconel 625 and Steel 16Mo3) was increased after the supercritical bending process due to plastic deformation.
- The highest hardness value of the Inconel superalloy was achieved on sample no. 4, on which the greatest degree of plastic deformation occurs during the bending process. This highest degree of deformation is caused by bending, which is caused by a compressive force on the inner radius of the pipe, and at the same time, the material is supported by a mandrel during bending, which causes additional strengthening in the direction perpendicular to the axis of the pipe.
- The lowest hardness values were achieved for both radii on samples no. 3 and 6 where the degree of deformation was the smallest because the pipe is almost only aligned at this angle.
- Deformation due to bending leads to only a minimal increase in COF for both materials. The COF of Inconel 625 reaches higher values compared to 16Mo3 steel. This result is caused by the formation of a more uniform oxidation layer on the surface of the friction groove of 16Mo3 steel, which acts as a solid lubricating film.
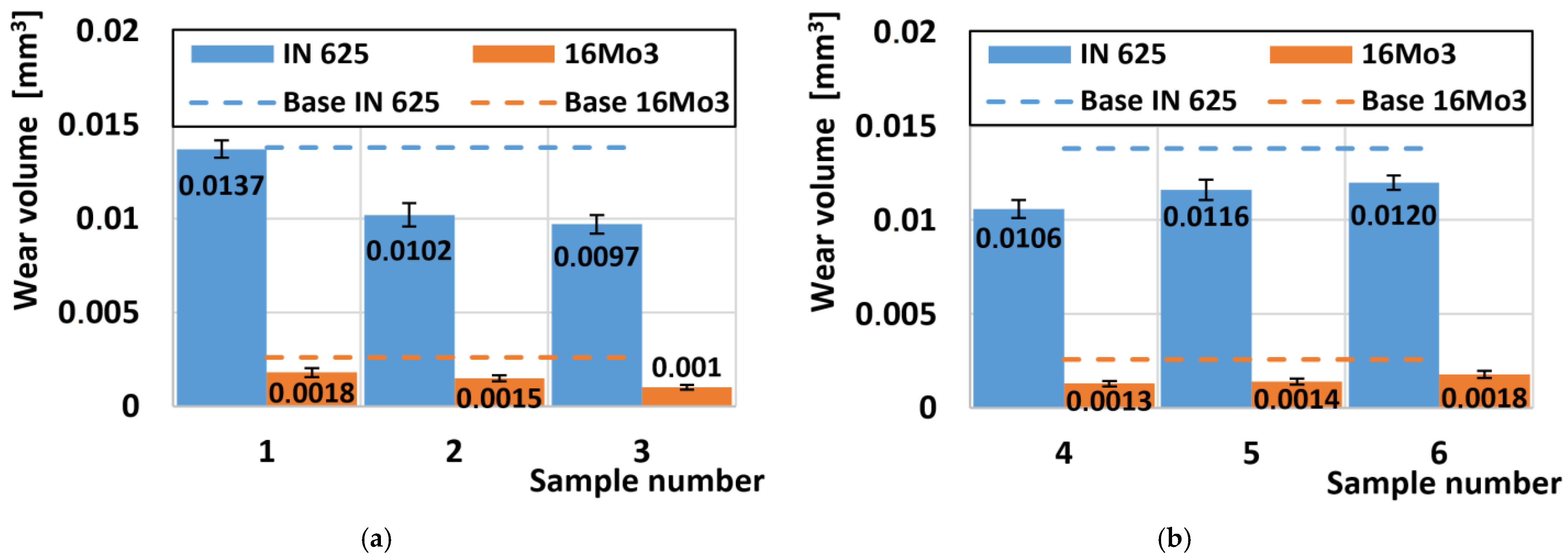
- The location of the supercritical bend shows a reduction in the rate of wear with respect to the basic undeformed material Inconel 625 and also to steel 16Mo3.
- Superalloy Inconel 625 shows approximately seven times higher wear rate than 16Mo3 steel. Lower COF values for 16Mo3 steel also led to reduced degradation of the friction surface.
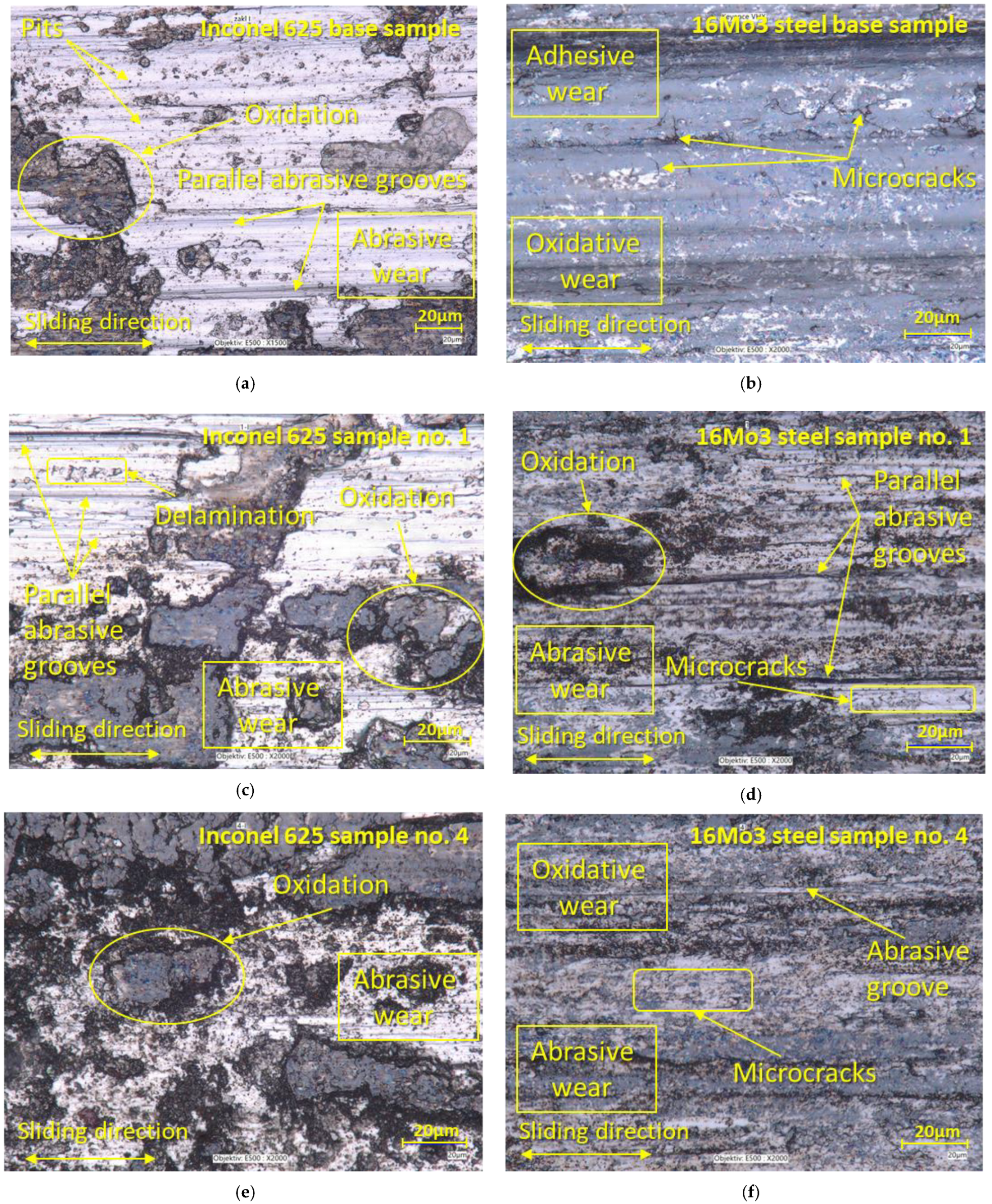
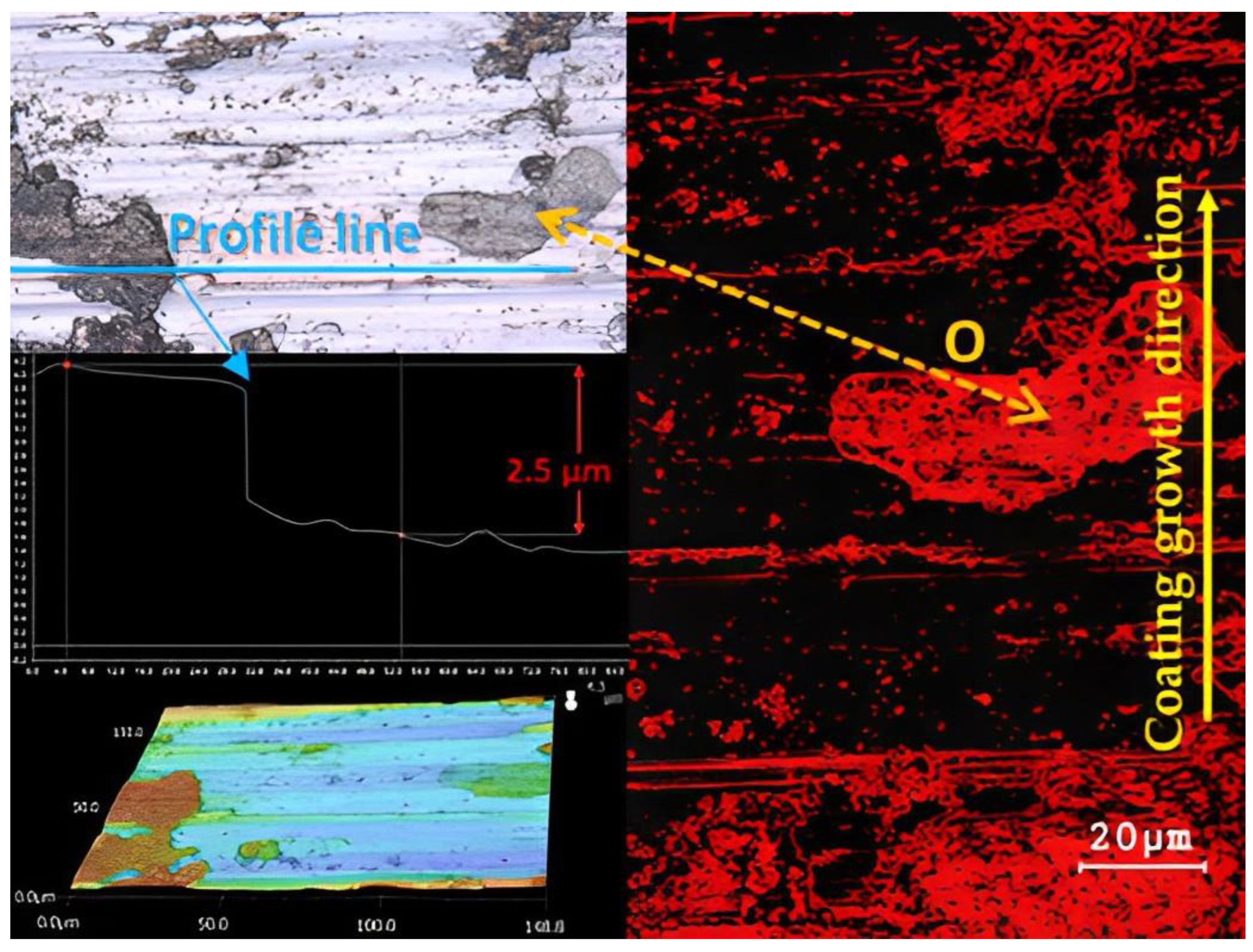
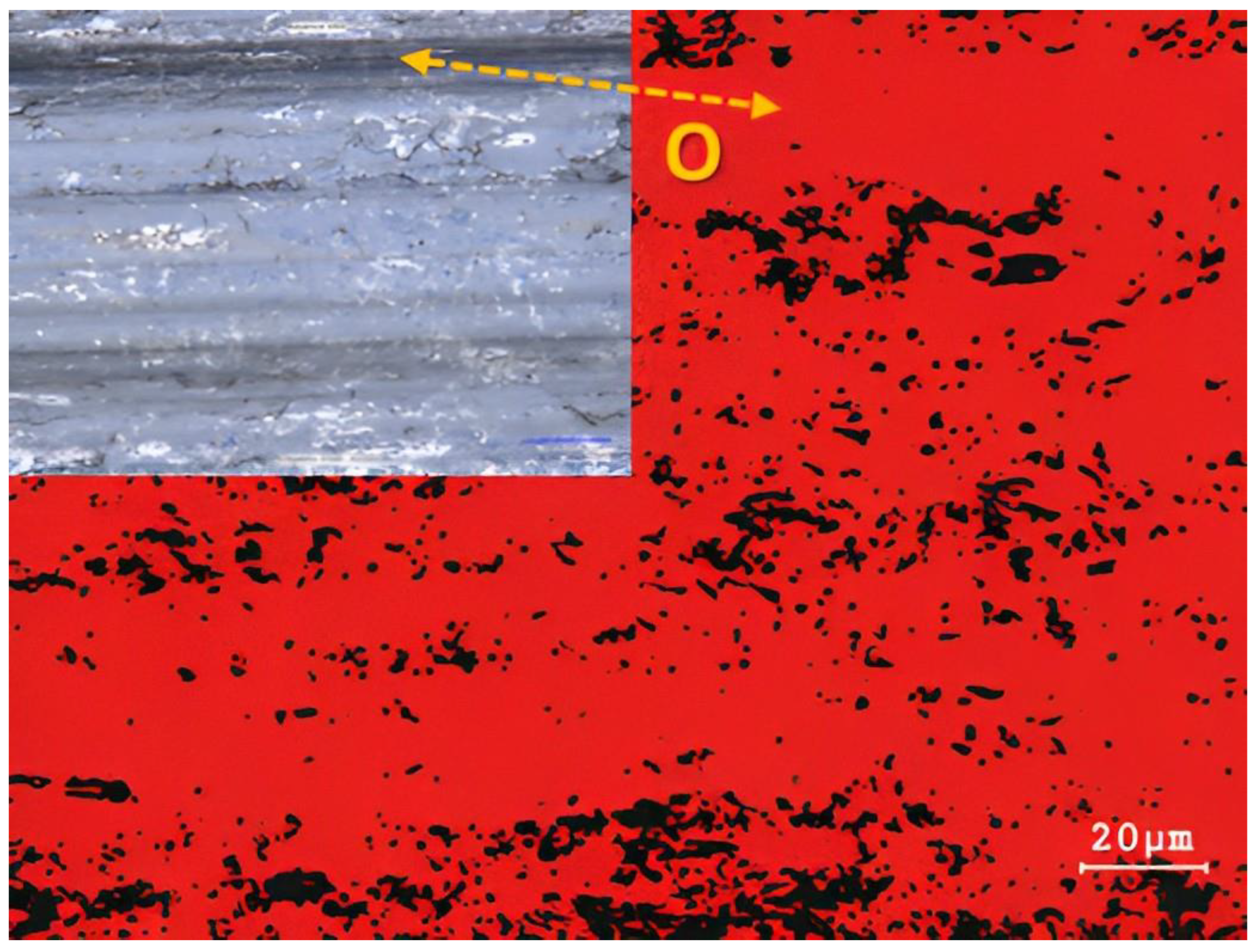
- The friction process causes oxidation wear on Inconel 625 superalloy, which is characterized by the formation of limited oxidation islands. While the 16Mo3 steel shows a uniform distribution of the oxidation layer over the surface.
- Deformation hardening leads to an increase in the rate of oxidative wear in Inconel 625 friction rods.
- Strain hardening after the friction process reduces the roughness of the friction groove, compared to the basic non-deformed experimental materials Inconel 625 and 16Mo3.
- Superalloy Inconel 625 shows predominantly abrasive wear, which is supported by the formation of hard microparticles that are released from coarse oxidation islands. A combination of abrasive, adhesive and oxidative wear occurs on 16Mo3 steel, which with increasing strength leads to a predominance of adhesive and oxidative wear with a small occurrence of abrasive grooves.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Persson, B.N.; Tosatti, E. (Eds.) Physics of Sliding Friction; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013; Volume 311. [Google Scholar] [CrossRef]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials; Butterworth-Heinemann: Waltham, MA, USA, 2017. [Google Scholar]
- Martínez-Nogués, V.; Medel, F.J.; Mariscal, M.D.; Endrino, J.L.; Krzanowski, J.; Yubero, F.; Puértolas, J.A. Tribological performance of DLC coatings on UHMWPE. J. Phys. Conf. Ser. 2010, 252, 012006. [Google Scholar] [CrossRef]
- Votava, J. Using Welding for Renovations of Machine Parts Made of Aluminium Alloy. Acta Technol. Agric. 2014, 17, 91–95. [Google Scholar] [CrossRef]
- Meng, Y.; Xu, J.; Jin, Z.; Prakash, B.; Hu, Y. A review of recent advances in tribology. Friction 2020, 8, 221–300. [Google Scholar] [CrossRef]
- Barényi, I.; Majerík, J. Výskum Materiálových Vlastností Návaru Vrstvy Zliatiny Inconel 625 na Rúrku s Ocele 16Mo3 Po Jej Ohybe; Research Report; FŠT TnUAD in Trenčín: Trenčín-Záblatie, Slovakia, 2020. [Google Scholar]
- Metals Special. Inconel Alloy 625; Special Metals PCC Company: Huntington, WV, USA, 2013. [Google Scholar]
- Haynes International, Inc. Haynes 25 Alloy; Haynes International, Inc.: Kokomo, IN, USA, 2022; Available online: https://www.haynesintl.com/docs/default-source/pdfs/new-alloy-brochures/high-temperature-alloys/brochures/25-brochure.pdf?sfvrsn=ba7229d4_42 (accessed on 14 April 2023).
- VDM Metals GmbH. VDM® Alloy 625Nicrofer 6020 hMo; VDM Metals GmbH: Werdohl, Germany, 2014; Available online: http://www.vdm-metals.com/de/downloads/data-sheets (accessed on 14 April 2023).
- ATI 625™ Nickel-Base Superalloy; ATI 625 Technical Datasheet; Allegheny Technologies Incorporated: Pittsburgh, PA, USA, 2013.
- Lemos, G.V.B.; Farina, A.B.; Piaggio, H.; Bergmann, L.; Ferreira, J.Z.; Dos Santos, J.F.; Voort, G.V.; Reguly, A. Mitigating the susceptibility to intergranular corrosion of alloy 625 by friction-stir welding. Sci. Rep. 2022, 12, 3482. [Google Scholar] [CrossRef] [PubMed]
- AZO Materials. Super Alloy Altemp 625™ (UNS N06625); AZO Materials: London, UK, 2012. [Google Scholar]
- EOS GmbH—Electro Optical Systems. EOS Nickel Alloy IN625, Material Data Sheet; EOS GmbH: Krailling, Germany, 2010. [Google Scholar]
- Renishaw. In625-0402 Powder for Additive Manufacturing; Data Sheet; Renishaw: Wotton-under-Edge, UK, 2017. [Google Scholar]
- Lass, E.A.; Stoudt, M.R.; Williams, M.E.; Katz, M.B.; Levine, L.E.; Phan, T.Q.; Gnaeupel-Herold, T.H.; Ng, D.S. Formation of the Ni3Nb δ-Phase in Stress-Relieved Inconel 625 Produced via Laser Powder-Bed Fusion Additive Manufacturing. Met. Mater. Trans. A 2017, 48, 5547–5558. [Google Scholar] [CrossRef]
- Marchese, G.; Colera, X.G.; Calignano, F.; Lorusso, M.; Biamino, S.; Minetola, P.; Manfredi, D. Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition. Adv. Eng. Mater. 2016, 19, 1600635. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; De Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process. Technol. 2018, 255, 536–546. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.; Shidid, D.; Farahbod-Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.-W.; Calignano, F.; Manfredi, D.; Terner, M.; Hong, H.-U.; Ugues, D.; et al. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Hu, Y.; Lin, X.; Zhang, S.; Jiang, Y.; Lu, X.; Yang, H.; Huang, W. Effect of solution heat treatment on the microstructure and mechanical properties of Inconel 625 superalloy fabricated by laser solid forming. J. Alloys Compd. 2018, 767, 330–344. [Google Scholar] [CrossRef]
- Gonzalez, J.; Mireles, J.; Stafford, S.; Perez, M.; Terrazas, C.; Wicker, R. Characterization of Inconel 625 fabricated using powder-bed-based additive manufacturing technologies. J. Mater. Process. Technol. 2018, 264, 200–210. [Google Scholar] [CrossRef]
- Zhong, C.; Kittel, J.; Gasser, A.; Schleifenbaum, J.H. Study of nickel-based super-alloys Inconel 718 and Inconel 625 in high-deposition-rate laser metal deposition. Opt. Laser Technol. 2019, 109, 352–360. [Google Scholar] [CrossRef]
- Solecka, M.; Kopia, A.; Radziszewska, A.; Rutkowski, B. Microstructure, microsegregation and nanohardness of CMT clad layers of Ni-base alloy on 16Mo3 steel. J. Alloys Compd. 2018, 751, 86–95. [Google Scholar] [CrossRef]
- Czupryński, A. Research on 16Mo3 steel pipe overlaid with superalloys Inconel 625 using robotized PPTAW. Weld. Technol. Rev. 2019, 91, 9–16. [Google Scholar] [CrossRef]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C. Machinability of Nickel Based Superalloys: A Review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Comparison the machinability of Inconel 718, Inconel 625 and Monel 400 in hot turning operation. Eng. Sci. Technol. Int. J. 2018, 21, 364–370. [Google Scholar] [CrossRef]
- Zhao, L.; Xin, A.; Liu, F.; Zhang, J.; Hu, N. Secondary bending effects in progressively damaged single-lap, single-bolt composite joints. Results Phys. 2016, 6, 704–711. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, Q.; Ma, G.; Guo, Y.; Guo, D. Laser bending of brittle materials. Opt. Lasers Eng. 2010, 48, 405–410. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, X.; Su, C. Microstructure and mechanical properties of Inconel 625 fabricated by wire-arc additive manufacturing. Surf. Coat. Technol. 2019, 374, 116–123. [Google Scholar] [CrossRef]
- Klučiar, P.; Barenyi, I.; Majerík, J. Nanoindentation Analysis of Inconel 625 Alloy Weld Overlay on 16Mo3 Steel. Manuf. Technol. 2022, 22, 26–33. [Google Scholar] [CrossRef]
- Dubiel, B.; Sieniawski, J. Precipitates in additively manufactured Inconel 625 superalloy. Materials 2019, 12, 1144. [Google Scholar] [CrossRef]
- Abioye, T.; McCartney, D.; Clare, A. Laser cladding of Inconel 625 wire for corrosion protection. J. Mater. Process. Technol. 2015, 217, 232–240. [Google Scholar] [CrossRef]
- Malej, S.; Medved, J.; Batič, B.Š.; Tehovnik, F.; Godec, M. Microstructural evolution of inconel 625 during thermal aging. Metalurgija 2017, 56, 319–322. [Google Scholar]
- Li, C.; White, R.; Fang, X.Y.; Weaver, M.; Guo, Y.B. Microstructure evolution characteristics of Inconel 625 alloy from selective laser melting to heat treatment. Mater. Sci. Eng. A 2017, 705, 20–31. [Google Scholar] [CrossRef]
- Safarzade, A.; Sharifitabar, M.; Afarani, M.S. Effects of heat treatment on microstructure and mechanical properties of Inconel 625 alloy fabricated by wire arc additive manufacturing process. Trans. Nonferrous Met. Soc. China 2020, 30, 3016–3030. [Google Scholar] [CrossRef]
- Amato, K.; Hernandez, J.; Murr, L.E.; Martinez, E.; Gaytan, S.M.; Shindo, P.W.; Collins, S. Comparison of Microstructures and Properties for a Ni-Base Superalloy (Alloy 625) Fabricated by Electron Beam Melting. J. Mater. Sci. Res. 2012, 1, 1–41. [Google Scholar] [CrossRef]
- Zhang, F.; Levine, L.E.; Allen, A.J.; Campbell, C.E.; Lass, E.A.; Cheruvathur, S.; Stoudt, M.R.; Williams, M.E.; Idell, Y. Homogenization kinetics of a nickel-based superalloy produced by powder bed fusion laser sintering. Scr. Mater. 2017, 131, 98–102. [Google Scholar] [CrossRef]
- Lass, E.A.; Stoudt, M.R.; Katz, M.B.; Williams, M.E. Precipitation and dissolution of δ and γ″ during heat treatment of a laser powder-bed fusion produced Ni-based superalloy. Scr. Mater. 2018, 154, 83–86. [Google Scholar] [CrossRef]
- Dinda, G.; Dasgupta, A.; Mazumder, J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Golański, G.; Lachowicz, M.; Słania, J.; Jasak, J.; Marszałek, P.L. Research on 16Mo3 (16M) steel pipes overlaid with haynes nicro625 alloy using MIG Method. Arch. Metall. Mater. 2015, 60, 2521–2524. [Google Scholar] [CrossRef]
- Kurgan, N.; Varol, R. Mechanical properties of P/M 316L stainless steel materials. Powder Technol. 2010, 201, 242–247. [Google Scholar] [CrossRef]
- Chu, Q.; Zhang, M.; Li, J.; Yan, C. Experimental and numerical investigation of microstructure and mechanical behavior of titanium/steel interfaces prepared by explosive welding. Mater. Sci. Eng. A 2017, 689, 323–331. [Google Scholar] [CrossRef]
- Ishimaru, E.; Hamasaki, H.; Yoshida, F. Deformation-induced martensitic transformation behavior of type 304 stainless steel sheet in draw-bending process. J. Mater. Process. Technol. 2015, 223, 34–38. [Google Scholar] [CrossRef]
- Yin, M.; Thibaut, C.; Wang, L.; Nélias, D.; Zhu, M.; Cai, Z. Impact-sliding wear response of 2.25Cr1Mo steel tubes: Experimental and semi-analytical method. Friction 2021, 10, 473–490. [Google Scholar] [CrossRef]
- Krbata, M.; Eckert, M.; Bartosova, L.; Barenyi, I.; Majerik, J.; Mikuš, P.; Rendkova, P. Dry Sliding Friction of Tool Steels and Their Comparison of Wear in Contact with ZrO2 and X46Cr13. Materials 2020, 13, 2359. [Google Scholar] [CrossRef]
- Günen, A. Properties and high temperature dry sliding wear behavior of boronized Inconel 718. Metall. Mater. Trans. A 2020, 51, 927–939. [Google Scholar] [CrossRef]
- Khader, I.; Renz, A.; Kailer, A. A wear model for silicon nitride in dry sliding contact against a nickel-base alloy. Wear 2017, 376, 352–362. [Google Scholar] [CrossRef]
- Vo, T.D.; Tran, B.; Tieu, A.K.; Wexler, D.; Deng, G.; Nguyen, C. Effects of oxidation on friction and wear properties of eutectic high-entropy alloy AlCoCrFeNi2. 1. Tribol. Int. 2021, 160, 107017. [Google Scholar] [CrossRef]
- Cheng, X.; Jiang, Z.; Kosasih, B.; Wu, H.; Luo, S.; Jiang, L. Influence of Cr-Rich oxide scale on sliding wear mechanism of ferritic stainless steel at high temperature. Tribol. Lett. 2016, 63, 1–13. [Google Scholar] [CrossRef]
- Mengis, L.; Grimme, C.; Galetz, M.C. High-temperature sliding wear behavior of an intermetallic γ-based TiAl alloy. Wear 2019, 426, 341–347. [Google Scholar] [CrossRef]
- Mishra, A. Reduction of sliding wear of alloys by using oxides. Int. J. Mech. Eng. Robot. Res. 2014, 3, 598–602. [Google Scholar]
- Velkavrh, I.; Ausserer, F.; Klien, S.; Voyer, J.; Ristow, A.; Brenner, J.; Forêt, P.; Diem, A. The influence of temperature on friction and wear of unlubricated steel/steel contacts in different gaseous atmospheres. Tribol. Int. 2016, 98, 155–171. [Google Scholar] [CrossRef]
- Wang, M.; Wang, Y.; Liu, H.; Wang, J.; Yan, F. Interrelated effects of temperature and load on fretting behavior of SAF 2507 super duplex stainless steel. Tribol. Int. 2019, 136, 140–147. [Google Scholar] [CrossRef]
- Lavella, M.; Botto, D. Fretting wear of alloy steels at the blade tip of steam turbines. Wear 2019, 426–427, 735–740. [Google Scholar] [CrossRef]
- Jin, X.; Shipway, P.H.; Sun, W. The Role of Temperature and Frequency on Fretting Wear of a Like-on-Like Stainless Steel Contact. Tribol. Lett. 2017, 65, 77. [Google Scholar] [CrossRef]
- Feng, K.; Shao, T. The evolution mechanism of tribo-oxide layer during high temperature dry sliding wear for nickel-based superalloy. Wear 2021, 476, 203747. [Google Scholar] [CrossRef]
- Krbaťa, M.; Majerík, J.; Barényi, I.; Mikušová, I.; Kusmič, D. Mechanical and Tribological Features of the 90MnCrV8 Steel after Plasma Nitriding. Manuf. Technol. 2019, 19, 238–242. [Google Scholar] [CrossRef]
- Vashishtha, N.; Sapate, S.; Bagde, P.; Rathod, A. Effect of heat treatment on friction and abrasive wear behaviour of WC-12Co and Cr3C2-25NiCr coatings. Tribol. Int. 2018, 118, 381–399. [Google Scholar] [CrossRef]
- Krbata, M.; Eckert, M.; Majerik, J.; Barenyi, I. Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals 2020, 10, 756. [Google Scholar] [CrossRef]
- Marques, F.; da Silva, W.; Pardal, J.; Tavares, S.; Scandian, C. Influence of heat treatments on the micro-abrasion wear resistance of a superduplex stainless steel. Wear 2011, 271, 1288–1294. [Google Scholar] [CrossRef]
- Hardell, J.; Hernandez, S.; Mozgovoy, S.; Pelcastre, L.; Courbon, C.; Prakash, B. Effect of oxide layers and near surface transformations on friction and wear during tool steel and boron steel interaction at high temperatures. Wear 2015, 330–331, 223–229. [Google Scholar] [CrossRef]
- Kumar, S.; Nagaraj, M.; Khedkar, N.K.; Bongale, A. Influence of deep cryogenic treatment on dry sliding wear behaviour of AISI D3 die steel. Mater. Res. Express 2018, 5, 116525. [Google Scholar] [CrossRef]
- Terwey, J.T.; Fourati, M.A.; Pape, F.; Poll, G. Energy-Based Modelling of Adhesive Wear in the Mixed Lubrication Regime. Lubricants 2020, 8, 16. [Google Scholar] [CrossRef]
- Goh, K.-L.; Thomas, S.; De Silva, R.-T.; Aswathi, M. (Eds.) Interfaces in Particle and Fibre Reinforced Composites: Current Perspectives on Polymer, Ceramic, Metal and Extracellular Matrices; Elsevier: London, UK, 2019. [Google Scholar]
- Bumbalek, M.; Joska, Z.; Pokorny, Z.; Sedlak, J.; Majerik, J.; Neumann, V.; Klima, K. Cyclic Fatigue of Dental NiTi Instruments after Plasma Nitriding. Materials 2021, 14, 2155. [Google Scholar] [CrossRef]
- Studeny, Z.; Krbata, M.; Dobrocky, D.; Eckert, M.; Ciger, R.; Kohutiar, M.; Mikus, P. Analysis of Tribological Properties of Powdered Tool Steels M390 and M398 in Contact with Al2O3. Materials 2022, 15, 7562. [Google Scholar] [CrossRef]
- Wang, J.; Zafar, M.Q.; Chen, Y.; Pan, P.; Zuo, L.; Zhao, H.; Zhang, X. Tribological Properties of Brake Disc Material for a High-Speed Train and the Evolution of Debris. Lubricants 2022, 10, 168. [Google Scholar] [CrossRef]
- Wang, L.; Zeng, Q.; Xie, Z.; Zhang, Y.; Gao, H. High Temperature Oxidation Behavior of an Equimolar Cr-Mn-Fe-Co High-Entropy Alloy. Materials 2021, 14, 4259. [Google Scholar] [CrossRef]
- Xu, L.; Shao, C.; Tian, L.; Zhang, J.; Han, Y.; Zhao, L.; Jing, H. Intergranular corrosion behavior of Inconel 625 deposited by CMT/GTAW. Corros. Sci. 2022, 201, 110295. [Google Scholar] [CrossRef]
- Evangeline, A.; Sathiya, P. Cold metal arc transfer (CMT) metal deposition of Inconel 625 superalloy on 316L austenitic stainless steel: Microstructural evaluation, corrosion and wear resistance properties. Mater. Res. Express 2019, 6, 066516. [Google Scholar] [CrossRef]
- Li, Y.; Lu, Z.; Li, T.; Li, D.; Lu, J.; Liaw, P.K.; Zou, Y. Effects of Surface Severe Plastic Deformation on the Mechanical Behavior of 304 Stainless Steel. Metals 2020, 10, 831. [Google Scholar] [CrossRef]
- Köhnen, P.; Haase, C.; Bültmann, J.; Ziegler, S.; Schleifenbaum, J.H.; Bleck, W. Mechanical properties and deformation behavior of additively manufactured lattice structures of stainless steel. Mater. Des. 2018, 145, 205–217. [Google Scholar] [CrossRef]
- KKosbe, P.E.; Patil, P.A.; Manickam, M.; Ramamurthy, G. Experimental Investigation of Physical and Mechanical Properties of Steel Powder Filled Disc Brake Friction Materials. J. Phys. Sci. 2019, 30, 81–97. [Google Scholar] [CrossRef]
- Zhang, C.; Fujii, M. Tribological Behavior of Thermally Sprayed WC Coatings under Water Lubrication. Mater. Sci. Appl. 2016, 7, 527–541. [Google Scholar] [CrossRef]
- Yue, T.; Wahab, M.A. Finite element analysis of fretting wear under variable coefficient of friction and different contact regimes. Tribol. Int. 2017, 107, 274–282. [Google Scholar] [CrossRef]
- Straffelini, G. Friction and Wear; Springer Tracts in Mechanical Engineering; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cr | Mo | Co | Nb | Ti | Fe | C | Mn | Si | Al | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Inconel 625 | 24.40 | 8.57 | 0.05 | 4.74 | 0.20 | 0.89 | 0.08 | 0.01 | 0.05 | 0.26 | 60.30 |
| 16Mo3 | 0.02 | 0.31 | - | - | - | 98.50 | 0.19 | 0.69 | 0.20 | 0.02 | 0.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krbata, M.; Ciger, R.; Kohutiar, M.; Sozańska, M.; Eckert, M.; Barenyi, I.; Kianicova, M.; Jus, M.; Beronská, N.; Mendala, B.; et al. Effect of Supercritical Bending on the Mechanical & Tribological Properties of Inconel 625 Welded Using the Cold Metal Transfer Method on a 16Mo3 Steel Pipe. Materials 2023, 16, 5014. https://doi.org/10.3390/ma16145014
Krbata M, Ciger R, Kohutiar M, Sozańska M, Eckert M, Barenyi I, Kianicova M, Jus M, Beronská N, Mendala B, et al. Effect of Supercritical Bending on the Mechanical & Tribological Properties of Inconel 625 Welded Using the Cold Metal Transfer Method on a 16Mo3 Steel Pipe. Materials. 2023; 16(14):5014. https://doi.org/10.3390/ma16145014
Chicago/Turabian StyleKrbata, Michal, Robert Ciger, Marcel Kohutiar, Maria Sozańska, Maroš Eckert, Igor Barenyi, Marta Kianicova, Milan Jus, Naďa Beronská, Bogusław Mendala, and et al. 2023. "Effect of Supercritical Bending on the Mechanical & Tribological Properties of Inconel 625 Welded Using the Cold Metal Transfer Method on a 16Mo3 Steel Pipe" Materials 16, no. 14: 5014. https://doi.org/10.3390/ma16145014