
Analysis of the Effectiveness of Technological Lubricants with the Addition of Boric Acid in Sheet Metal Forming




Abstract
:1. Introduction
2. Goal and Range of Tests
- -
- -
- -
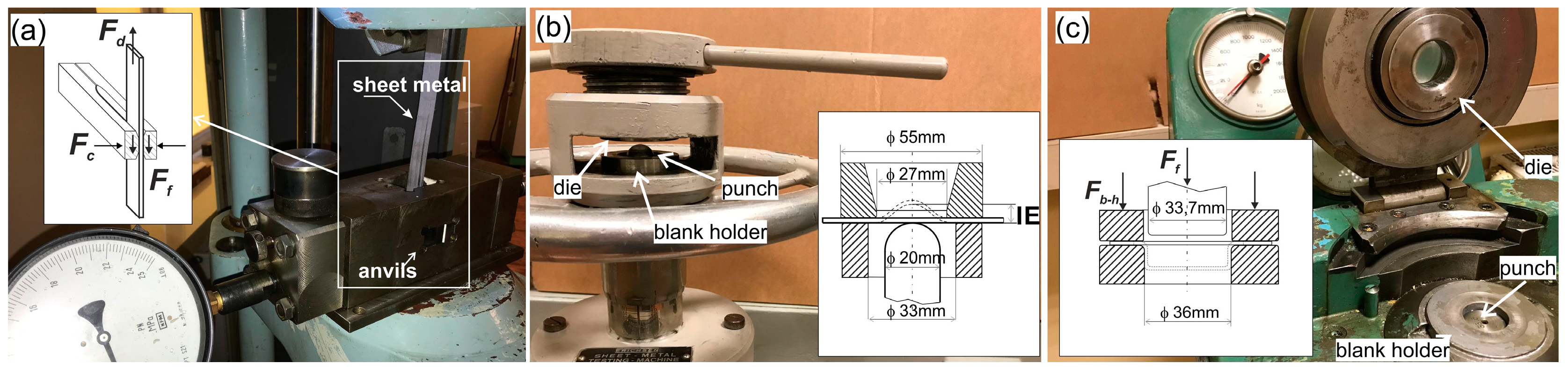
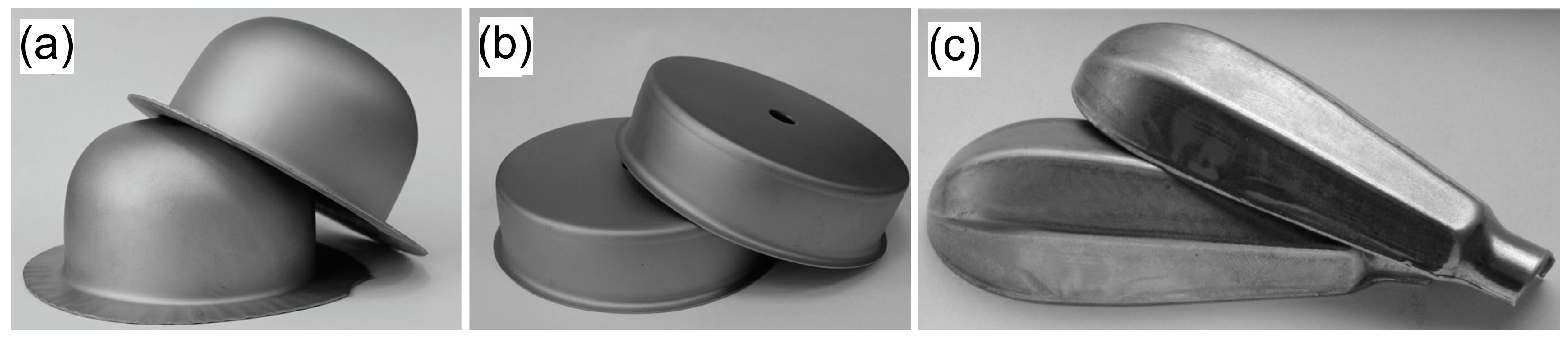
- The deep drawing of the cylindrical cup with diameter of 35 mm (Figure 1c).

- -
- Rapeseed oil—lubricant No. 1,
- -
- Rapeseed oil with boric acid additive applied to the sheet surface according to the patent [41]—lubricant No. 2,
- -
- 25% boric acid solution in methyl alcohol—lubricant No. 3.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Roughness Parameter | |
|---|---|---|
| Ra, µm | Rz, µm | |
| EN AW-2017A | ~0.22 | ~1.4 |
| EN AW-1050A | ~0.35 | ~2.5 |
| EN DC01 | ~1.43 | ~8.5 |
| EN X5CrNi18-10 | ~0.15 | ~1.2 |
3. Results and Discussion




4. Conclusions
- -
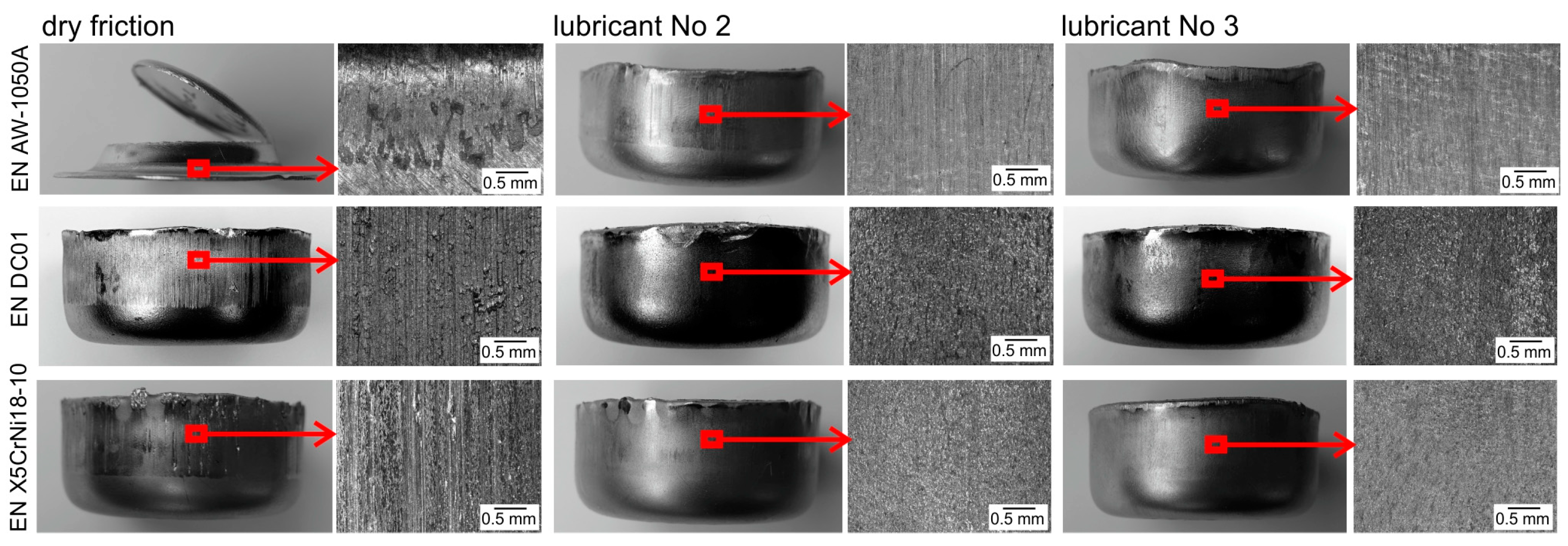
- The role of technological lubricants in sheet metal forming processes is not limited to reducing frictional resistance only. Technological lubricants must also separate contact surfaces such that no buildups of the formed material occur at the forming tools.
- -
- The commonly used strip drawing test is insufficient to assess the effectiveness of lubricants in sheet metal forming processes. Tests of sheet drawability, such as the Erichsen cupping test, may be helpful.
- -
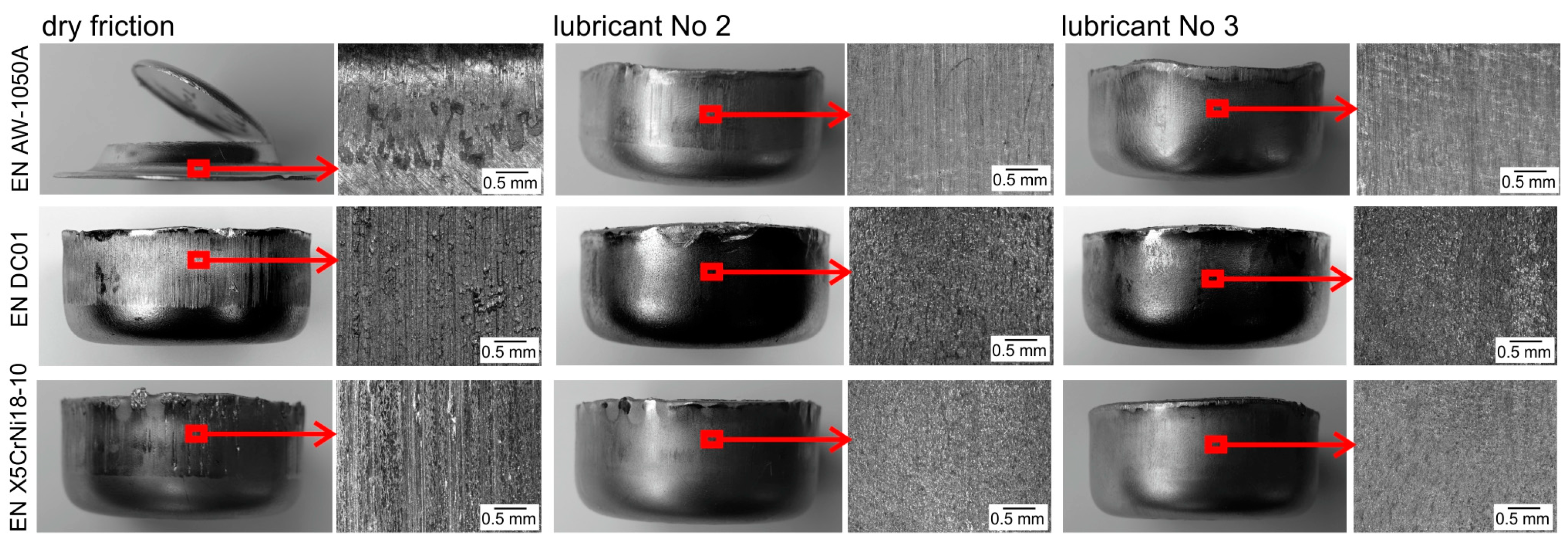
- The tests carried out showed that the effectiveness of lubrication is not unambiguous for all frictional pairs, but depends on the type of the deformed material, the method of preparing the working surface of the tool, and the method of applying lubricant; therefore, lubrication should be selected individually for a given technological process.
- -
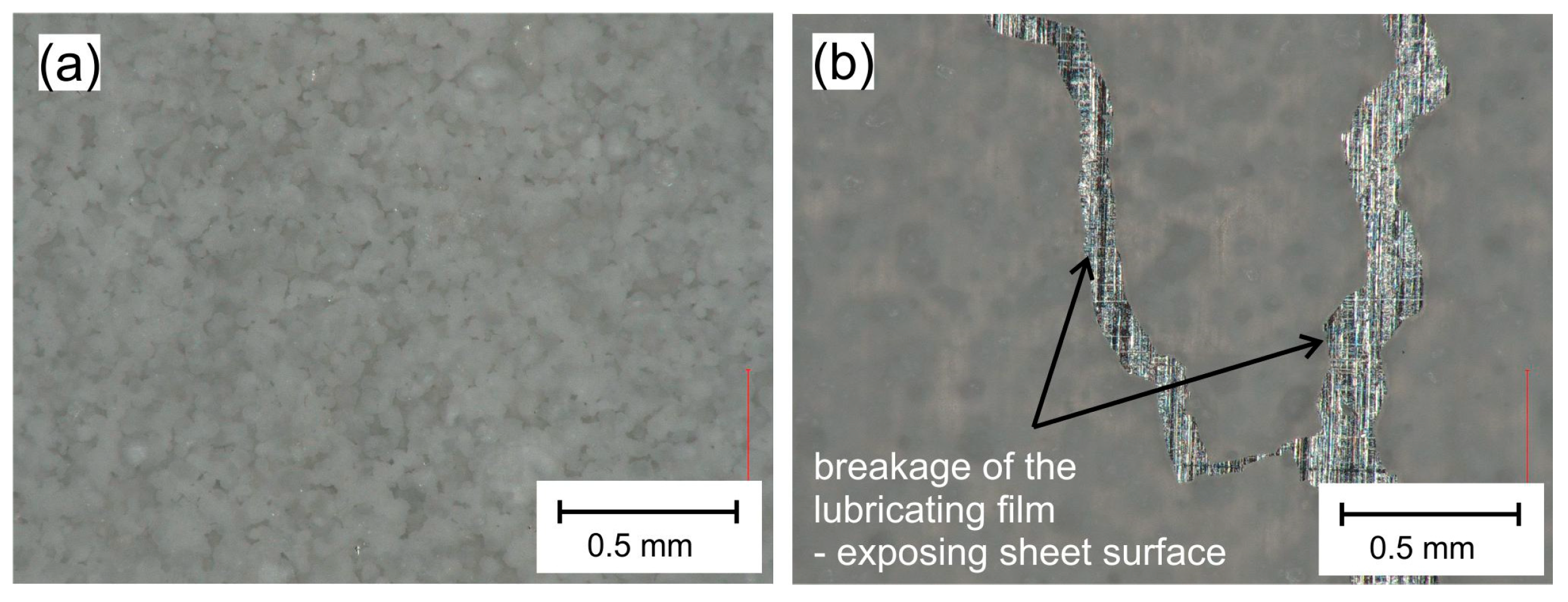
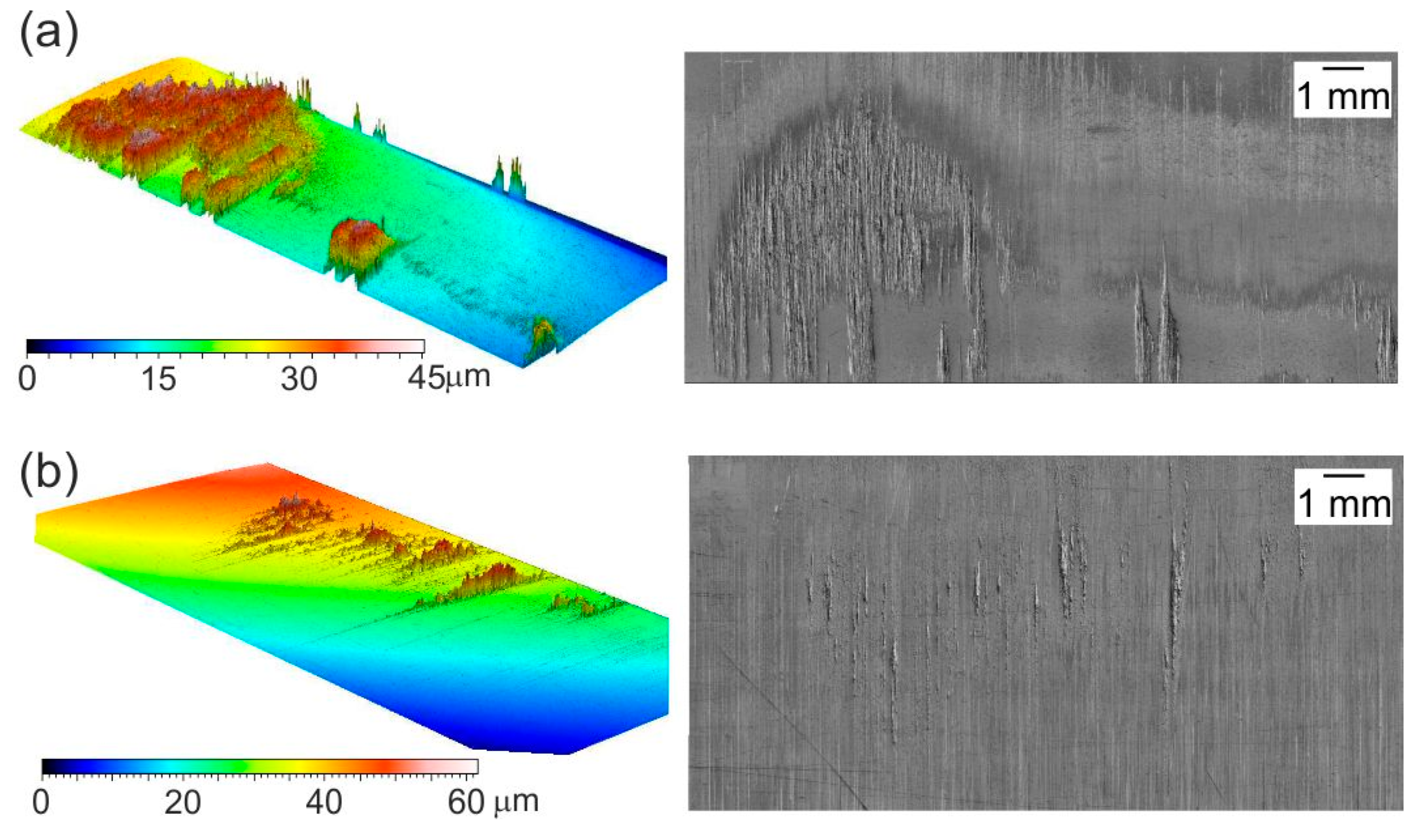
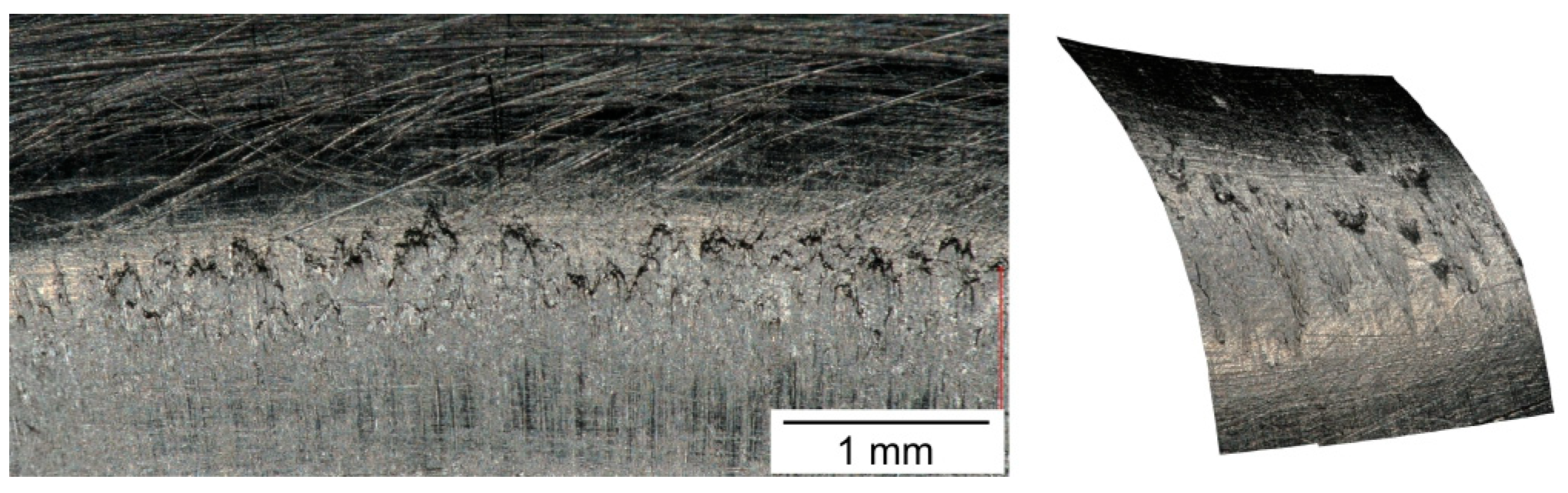
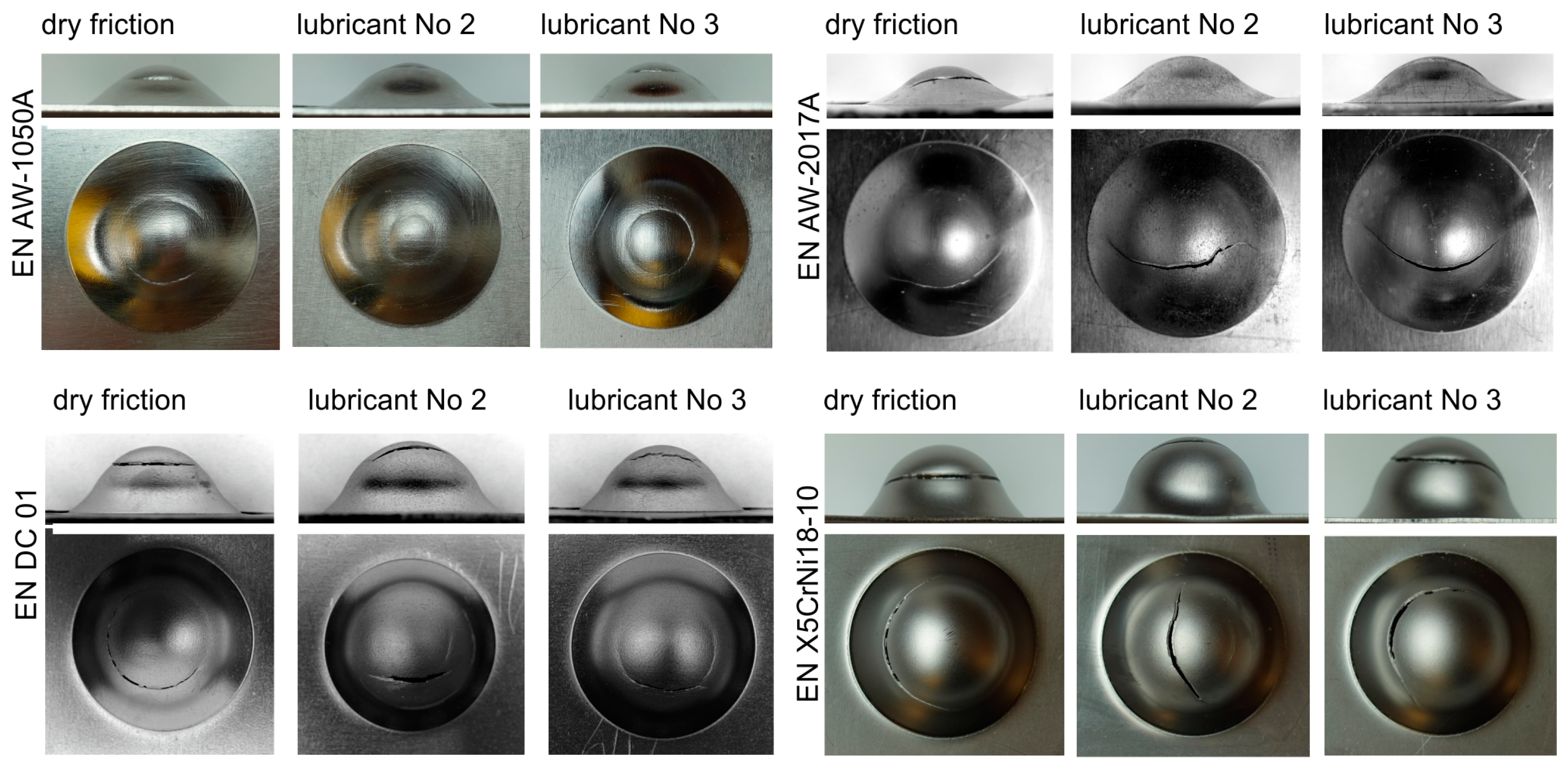
- Tests showed that the coating of 25% boric acid solution in methyl alcohol (lubricant No. 3), after alcohol evaporation, is not very flexible, and that, when the sheet material becomes plasticized, i.e., when the sheet material is stretched, the coating cracks and peels off the sheet, not ensuring full protection against direct contact of surfaces. Thus, better results were achieved with the use of No. 2 lubricant, i.e., boric acid sprayed at the layer of rapeseed oil applied to the sheet. This was especially observed in sheet metal forming of EN AW-1050A.
- -
- An effective way to apply boric acid to the sheet before forming is to spray the powdered acid onto a thin layer of oil previously applied to the sheet.
- -
- Boric acid as a lubricant is an excellent alternative to graphite, whose main disadvantage is the occurrence of difficult-to-remove dirt on the surface of the drawn parts. Boric acid can be used in the form of colorless crystals.
- -
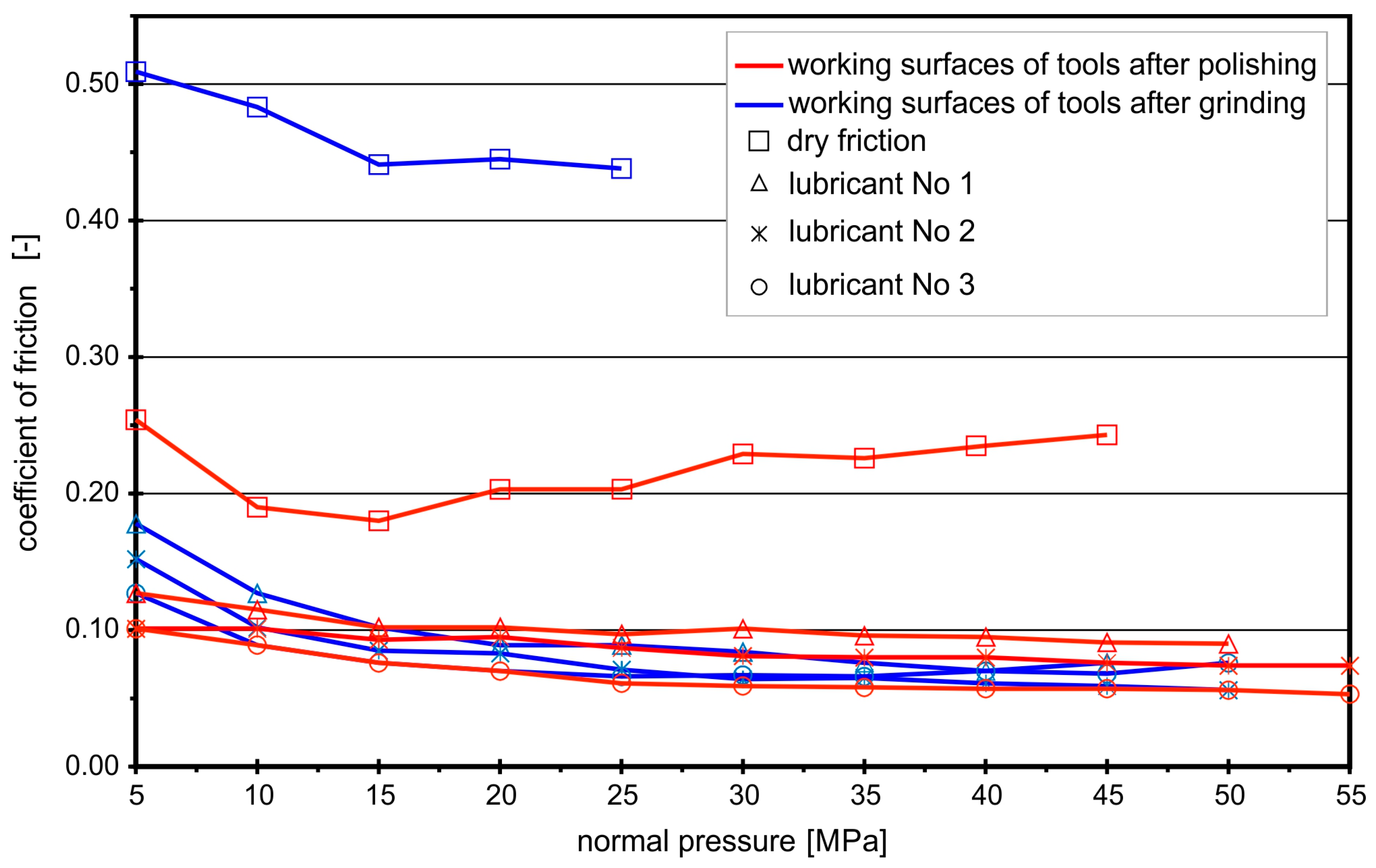
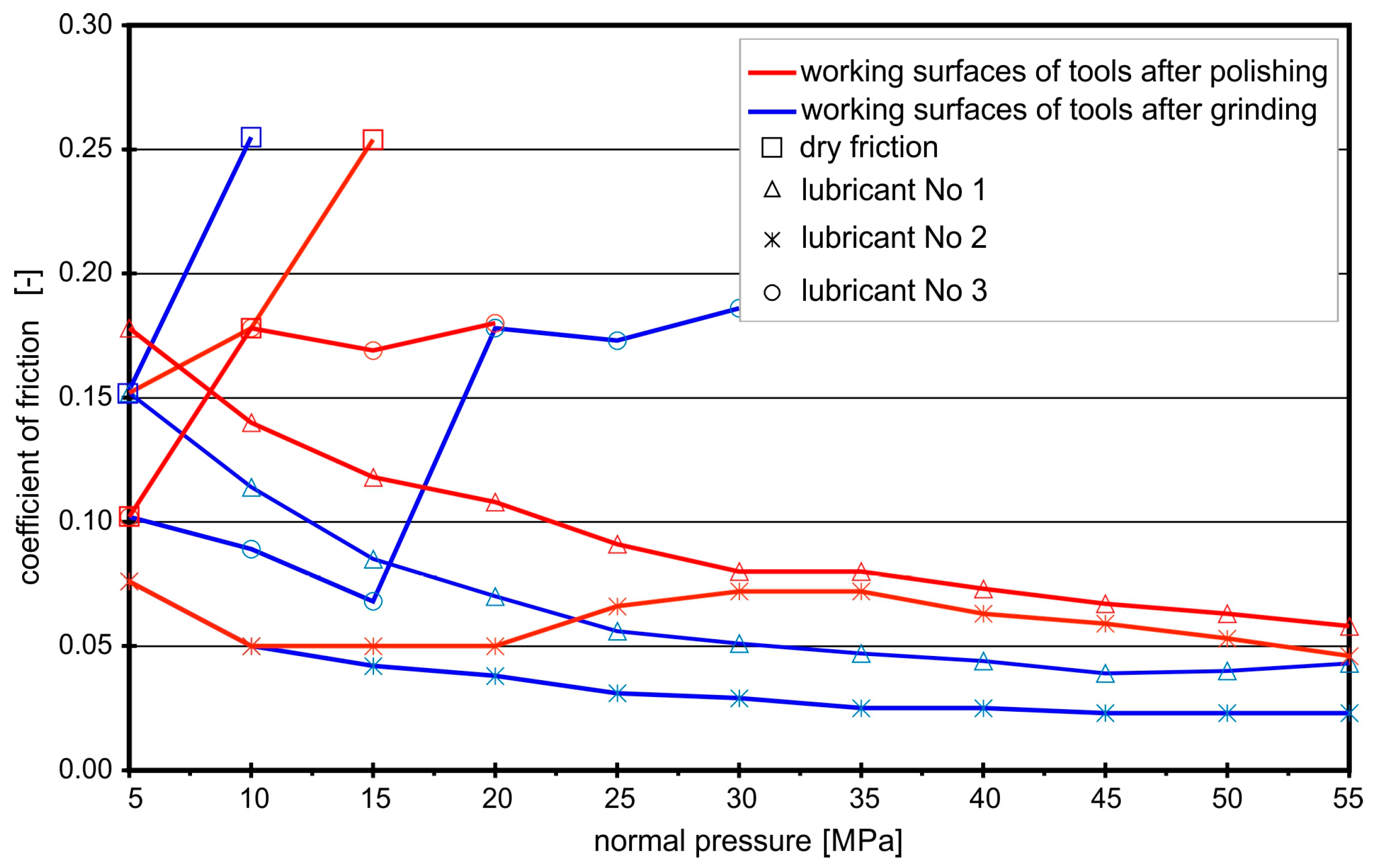
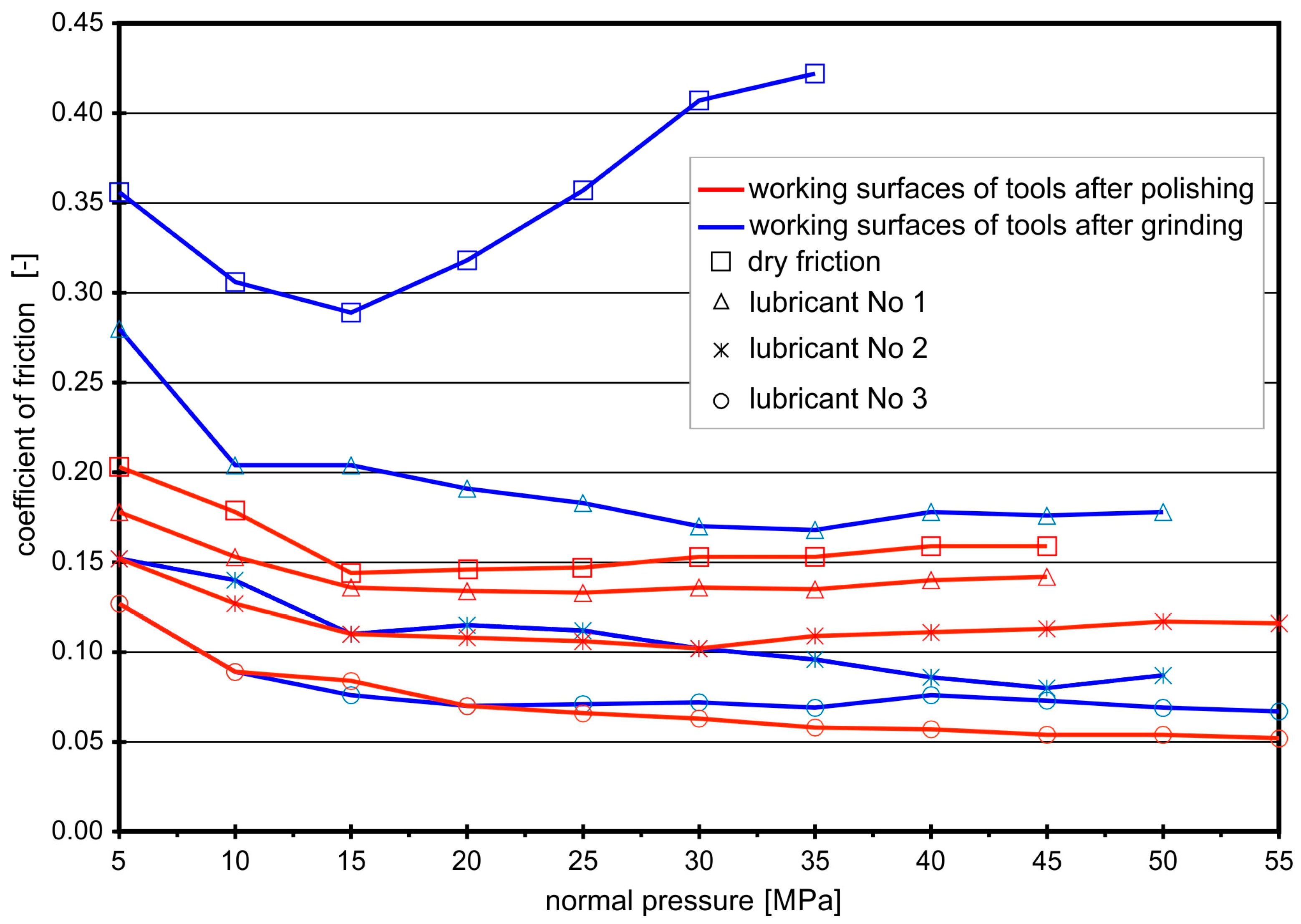
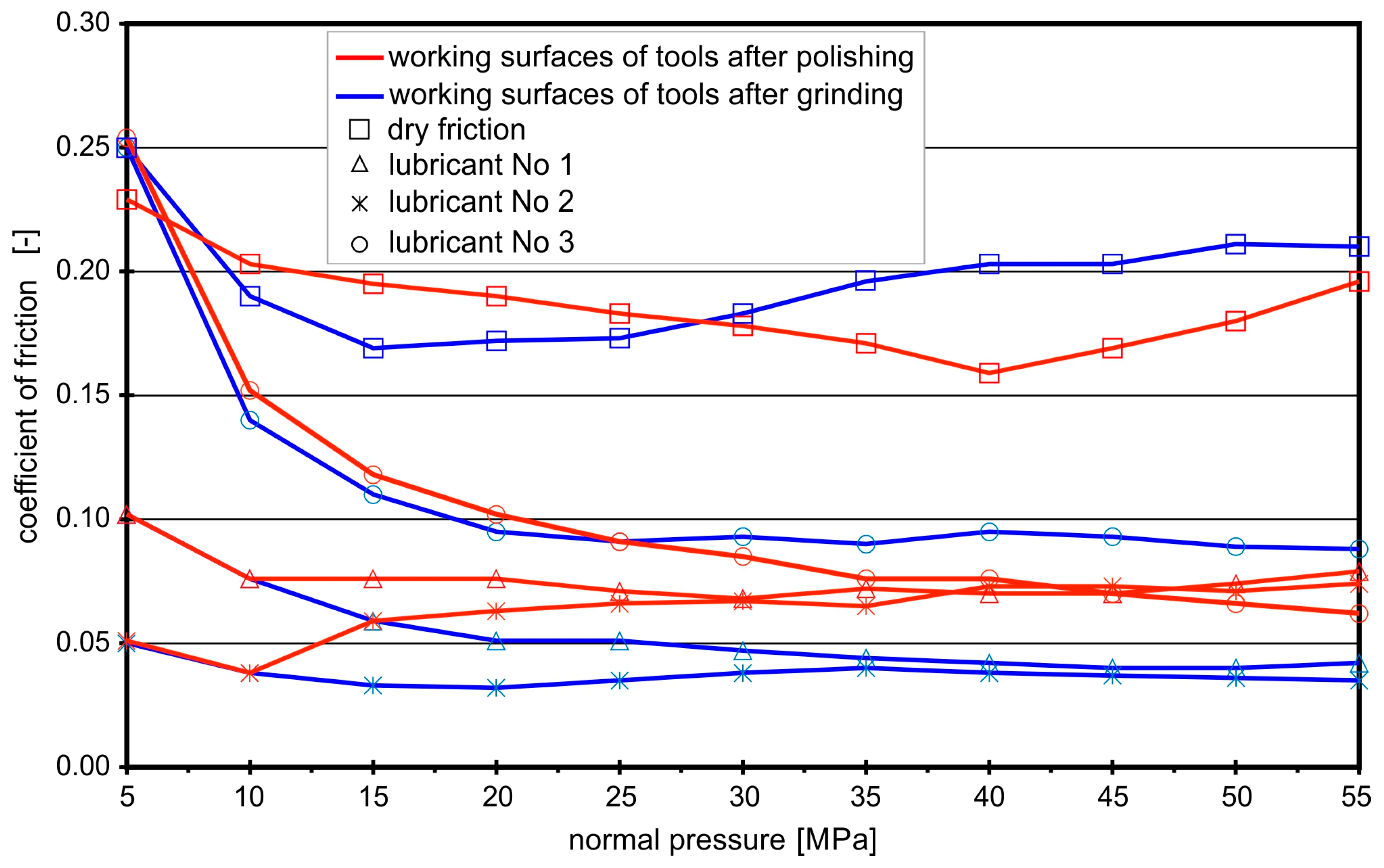
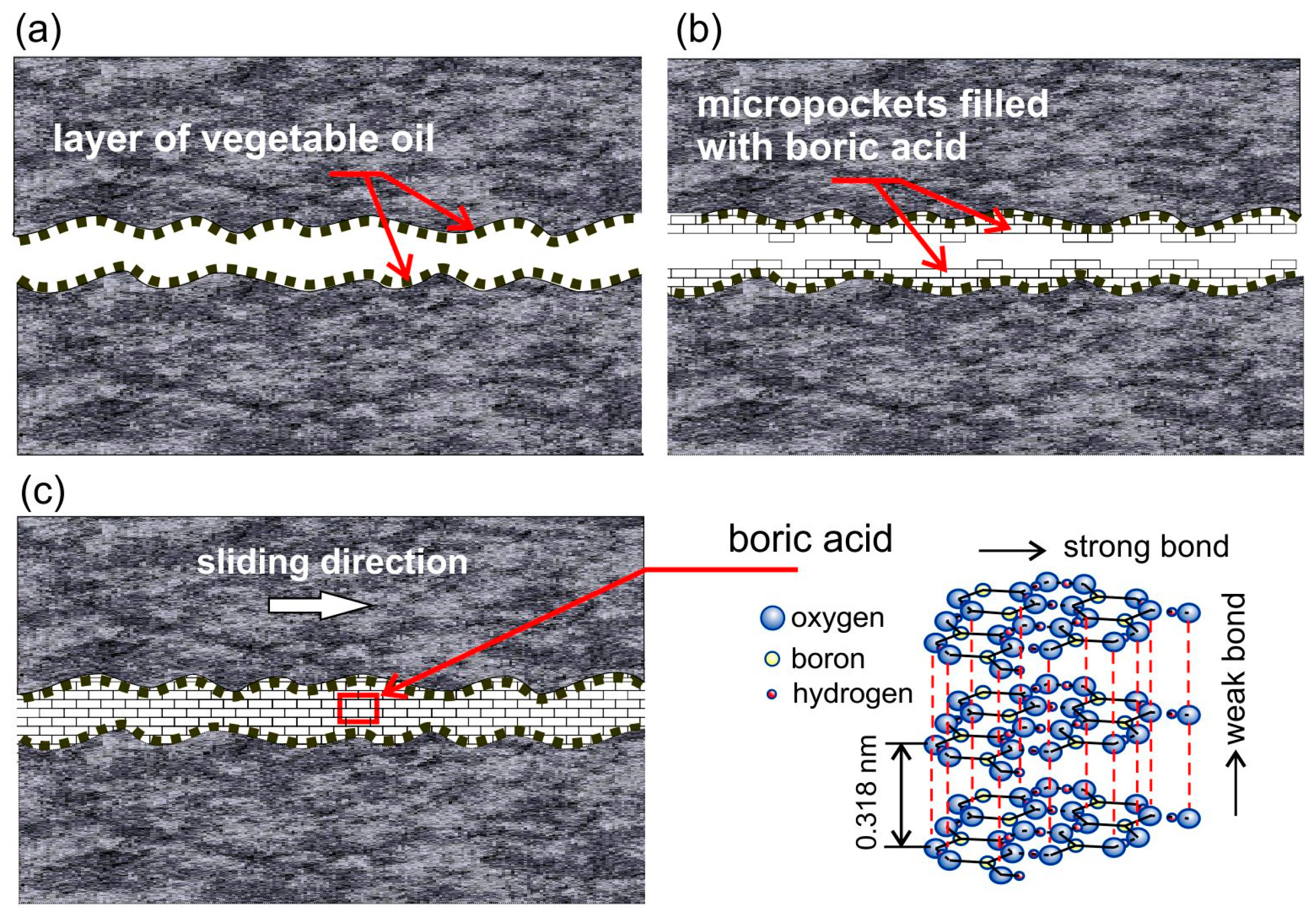
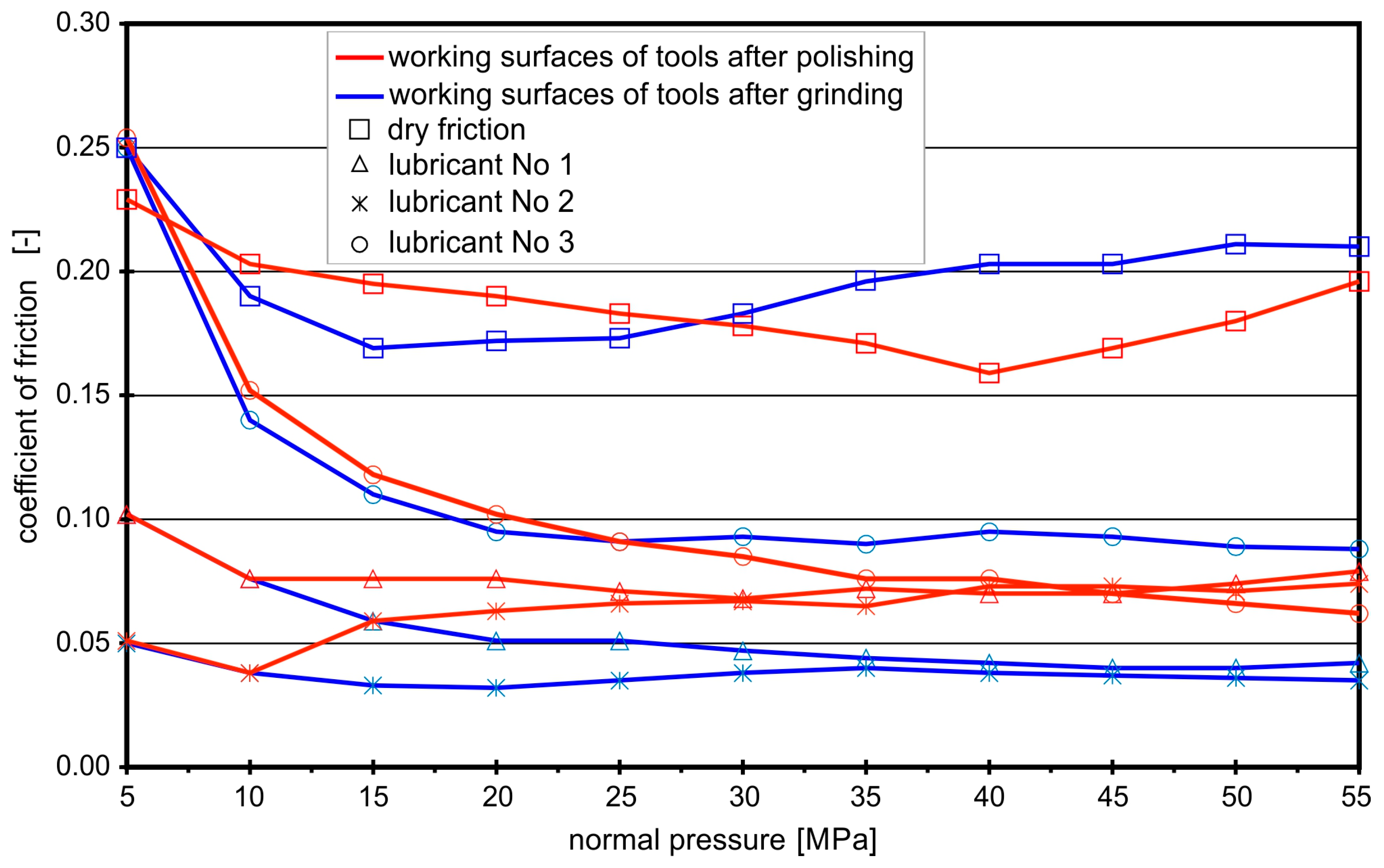
- The preparation of the working surfaces of the tools has a significant impact on the amount of frictional resistance between the rubbing surfaces. Greater surface roughness of the tools after grinding is conducive to the formation of lubricating micropockets, which, when filled with boric acid, cause the mutual movement of the rubbing surfaces in the layer of boric acid along the planes of easy sliding. This lubrication mechanism effectively helps to reduce the coefficient of friction.
- -
- The roughness of the working surface of the tools affects the formation of the so-called lubrication pockets. More favorable lubrication conditions were observed in the case of ground tools, for which the decrease in coefficient of friction was within the range of 80–90% in relation to nonlubricated surfaces.
- -
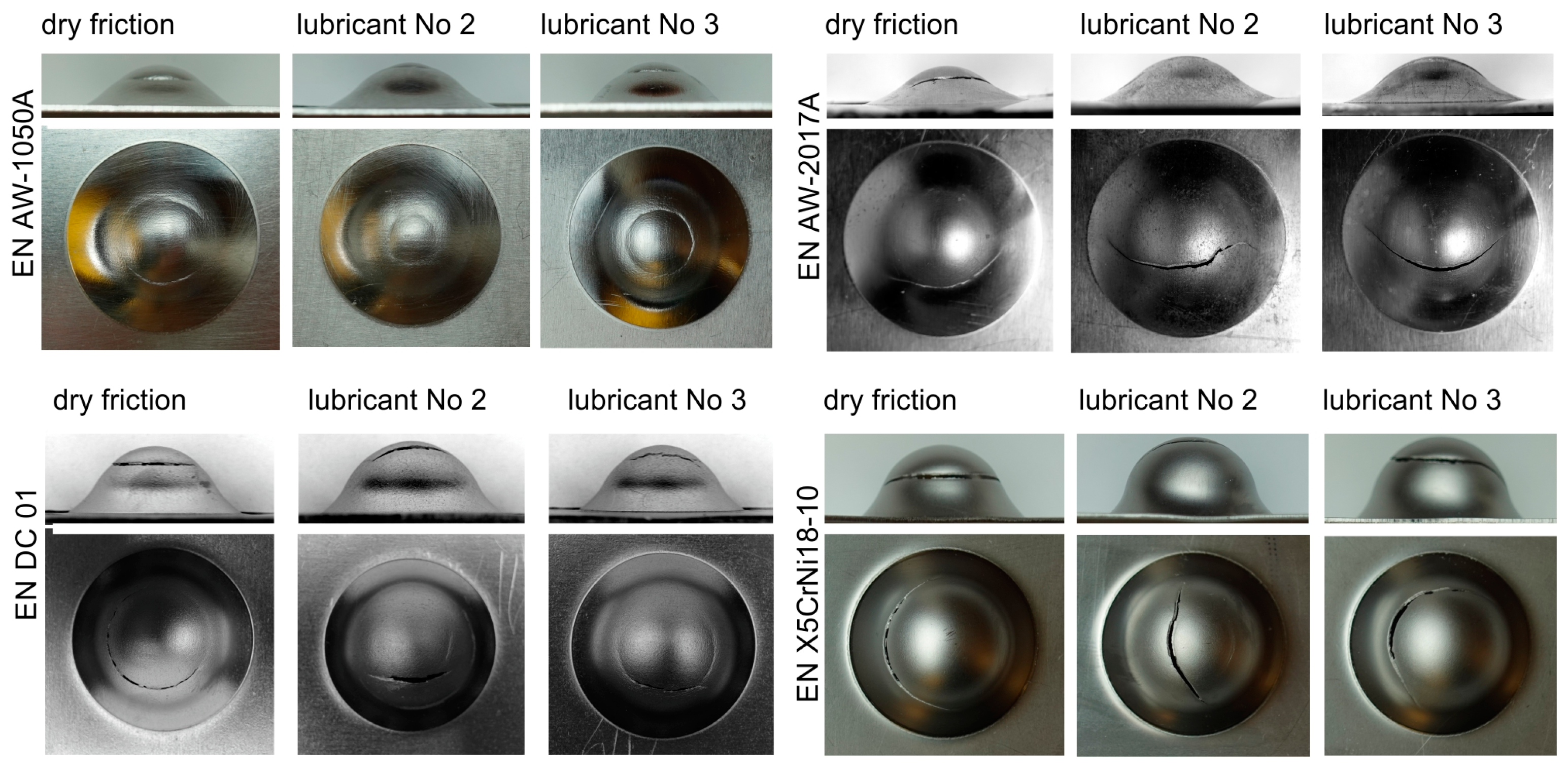
- Lubrication always facilitates the flow of the deformed material, resulting in deeper drawn parts. In the case of the Erichsen cupping test, the effect of lubrication was the most visible for EN X5CrNi18-10 steel, for which lubricant No. 2 caused an increase in the depth of the cups by about 25%, and lubricant No. 3 caused an increase by about 15% compared to forming without lubrication.
- -
- The use of lubrication resulted in a reduction in the forming force by about 30–40% compared to forming without lubrication. The method of applying the boric acid to the sheet had no significant effect on the value of the forming force.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cooper, D.R.; Rossie, K.E.; Gutowski, T.G. The energy requirements and environmental impacts of sheet metal forming: An analysis of five forming processes. J. Mater. Process. Technol. 2017, 244, 116–135. [Google Scholar] [CrossRef] [Green Version]
- Cooper, D.R.; Rossie, K.E.; Gutowski, T.G. An environmental and cost analysis of stamping sheet metal parts. J. Manuf. Sci. Eng. 2017, 139, 41012. [Google Scholar] [CrossRef] [Green Version]
- Mori, K. Stamping Processes for Lightweighting Automobiles. J. Jpn. Soc. Precis. 2018, 84, 773–776. [Google Scholar] [CrossRef]
- Dewang, Y.; Sharma, V. Sheet metal shrink flanging process: A critical review of current scenario and future prospects. Mater. Manuf. Process. 2023, 38, 629–658. [Google Scholar] [CrossRef]
- Abe, Y.; Sugiura, K.; Mori, K. Ironing limit of aluminium alloy cups with lubricants containing nanoparticles and tool steel die. Procedia Manuf. 2020, 50, 114–118. [Google Scholar] [CrossRef]
- Abe, Y.; Daodon, W.; Takahashi, N.; Mori, K. Improvement of seizure resistance by roughening surface of stainless steel drawn cup in ironing using die having lubricant pockets. Prod. Eng. 2016, 10, 551–562. [Google Scholar] [CrossRef]
- Tan, C.J.; Aslian, A.; Abe, Y.; Mori, K. Improved seizure resistance of ultra-high-strength steel ironedcups with a lubricant containing SiO2 nanoparticles. Int. J. Adv. Manuf. Technol. 2016, 87, 1705–1711. [Google Scholar] [CrossRef]
- Wieckowski, W.; Dyja, K. The effect of the use of technological lubricants based on vegetable oils on the process of titanium sheet metal forming. Arch. Met. Mater. 2017, 62, 489–494. [Google Scholar] [CrossRef] [Green Version]
- Wieckowski, W.; Motyka, M.; Adamus, J.; Lacki, P.; Dyner, M. Numerical and Experimental Analysis of Titanium Sheet Forming for Medical Instrument Parts. Materials 2022, 15, 1735. [Google Scholar] [CrossRef]
- Jivan, R.B.; Eskandarzade, M.; Bewsher, S.R.; Leighton, M.; Mohammadpour, M.; Saremi-Yarahmadi, S. Application of solid lubricant for enhanced frictional efficiency of deep drawing process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 624–634. [Google Scholar] [CrossRef]
- Arinbjarnar, U.; Moghadam, M.; Nielsen, C.V. Application of calcium carbonate as green lubricant additive in sheet metal forming. Key Eng. Mater. 2021, 926, 1133–1142. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Szewczyk, M.; Szwajka, K. The use of non-edible green oils to lubricate DC04 steel sheets in sheet metal forming process. Lubricants 2022, 10, 210. [Google Scholar] [CrossRef]
- Trzepiecinski, T. Polynomial multiple regression analysis of the lubrication effectiveness of deep drawing quality steel sheets by eco-friendly vegetable oils. Materials 2022, 15, 1151. [Google Scholar] [CrossRef] [PubMed]
- Kabir, M.A.; Higgs, C.F.; Lovell, M. Development of a novel green lubricant for sheet metal forming Operation. In International Joint Tribology Conference (IJTC) IJTC2007-44289; ASME: New York, NY, USA, 2009; pp. 121–123. [Google Scholar] [CrossRef]
- Shankar, S.; Manikandan, M.; Raja, G.; Priyadharashini, G.S. Experimental studies on viscosity, thermal and tribological properties of vegetable oil (kapok oil) with boric acid as an additive. Micro Nano Lett. 2021, 16, 290–298. [Google Scholar] [CrossRef]
- Kumar, R.; Gautam, R.K. Tribological investigation of sunflower and soybean oil with metal oxide nanoadditives. Biomass Conv. Bioref. 2022. [Google Scholar] [CrossRef]
- Trzepiecinski, T. Tribological Performance of Environmentally Friendly Bio-Degradable Lubricants Based on a Combination of Boric Acid and Bio-Based Oils. Materials 2020, 13, 3892. [Google Scholar] [CrossRef]
- Sikdar, S.; Rahman, M.H.; Menezes, P.L. Synergistic Study of Solid Lubricant Nano-Additives Incorporated in canola oil for Enhancing Energy Efficiency and Sustainability. Sustainability 2022, 14, 290. [Google Scholar] [CrossRef]
- Reeves, C.J.; Menezes, P.L. Advancements in eco-friendly lubricants for tribological applications: Past, present, and future. In Ecotribology; Springer: Berlin/Heidelberg, Germany, 2016; pp. 41–61. [Google Scholar] [CrossRef]
- Bartz, W.J. Ecotribology: Environmentally acceptable tribological practices. Tribol. Int. 2006, 39, 728–733. [Google Scholar] [CrossRef]
- Bachchhav, B.D. Challenges in Formulating Vegetable Based Metalworking Lubricants: A Review. In Proceedings of the TRIBOINDIA-2018 an International Conference on Tribology; SSRN: Rochester, NY, USA, 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Liu, Y.; Binks, B.P. Foams of vegetable oils containing long-chain triglycerides. J. Colloid Interf. Sci. 2021, 583, 522–534. [Google Scholar] [CrossRef]
- Deshmukh, P.; Lovell, M.; Sawyer, W.G.; Mobley, A. On the friction and wear performance of boric acid lubricant combinations in extended duration operations. Wear 2006, 260, 1295–1304. [Google Scholar] [CrossRef]
- Chowdary, K.; Kotia, A.; Lakshmanan, V.; Elsheikh, A.H.; Ali, M.K.A. A review of the tribological and thermo-physical mechanisms of bio-lubricants based nanomaterials in automotive applications. J. Mol. Liq. 2021, 339, 116717. [Google Scholar] [CrossRef]
- Ye, Q.; Liu, S.; Xu, F.; Zhang, J.; Liu, S.J.; Liu, W.M. Nitrogen-phosphorus codoped carbon nanospheres as lubricant additives for antiwear and friction reduction. ACS Appl. Nano Mater. 2020, 3, 5362–5371. [Google Scholar] [CrossRef]
- Manu, B.R.; Gupta, A.; Jayatissa, A.H. Tribological Properties of 2D Materials and Composites—A Review of Recent Advances. Materials 2021, 14, 1630. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Zhou, M.; Jin, L.; Li, L.; Mo, Y.; Su, G.; Li, X.; Zhu, H.; Tian, Y. Recent advances in friction and lubrication of graphene and other 2D materials: Mechanisms and applications. Friction 2019, 7, 199–216. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Wang, J.; Gao, S.; Chen, Q.; Peng, L.; Liu, K.; Wei, X. Superlubricity between MoS2 Monolayers. Adv. Mater. 2017, 29, 1701474. [Google Scholar] [CrossRef] [PubMed]
- Vazirisereshk, M.R.; Martini, A.; Strubbe, D.A.; Baykara, M.Z. Solid lubrication with MoS2: A review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- Pena-Parás, L.; Maldonado, D.; Taha-Tijerina, J. Eco-friendly nanoparticle additives for lubricants and their tribological characterization. In Handbook of Ecomaterials; Martínez, L., Kharissova, O., Kharisov, B., Eds.; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Reeves, C.J.; Menezes, P.L. Evaluation of boron nitride particles on the tribological performance of avocado and canola oil for energy conservation and sustainability. Int. J. Adv. Manuf. Technol. 2017, 89, 3475–3486. [Google Scholar] [CrossRef]
- Rao, K.P.; Xie, C.L. A comparative study on the performance of boric acid with several conventional lubricants in metal forming processes. Tribol. Int. 2006, 39, 663–668. [Google Scholar] [CrossRef]
- Shekhar, H.; Dumpala, R. Overcoming friction and steps towards superlubricity: A review of underlying mechanisms. Appl. Surf. Sci. Adv. 2021, 6, 100175. [Google Scholar] [CrossRef]
- Hod, O.; Meyer, E.; Zheng, Q.; Urbakh, M. Structural superlubricity and ultralow friction across the length scales. Nature 2018, 563, 485–492. [Google Scholar] [CrossRef]
- Luo, J.; Zhou, X. Superlubricitive engineering-Future industry nearly getting rid of wear and frictional energy consumption. Friction 2020, 8, 643–665. [Google Scholar] [CrossRef]
- De Barros Bouchet, M.; Martin, J.; Avila, J.; Kano, M.; Yoshida, K.; Tsuruda, T.; Bai, S.; Higuchi, Y.; Ozawa, N.; Kubo, M.; et al. Diamond-like carbon coating under oleic acid lubrication: Evidence for graphene oxide formation in superlow friction. Sci. Rep. 2017, 7, 46394. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhai, W.; Zhou, K. Nanomaterials in Superlubricity. Adv. Funct. Mater. 2019, 29, 1806395. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Y.; Li, C.; Zhou, Z.; Nie, X.; Chen, Y.; Cao, H.; Liu, B.; Zhang, N.; Said, Z.; et al. Extreme pressure and antiwear additives for lubricant: Academic insights and perspectives. Int. J. Adv. Manuf. Technol. 2022, 120, 1–27. [Google Scholar] [CrossRef]
- Sen, N.; Sirin, S.; Kivak, T.; Civek, T.; Seçgin, O. A new lubrication approach in the SPIF process: Evaluation of the applicability and tribological performance of MQL. Tribol. Int. 2022, 171, 107546. [Google Scholar] [CrossRef]
- Lovell, M.R.; Higgs, C.F.; Deshmukh, P.; Mobley, A. Increasing formability in sheet metal stamping operations using environmentally friendly lubricants. J. Mater. Process. Technol. 2006, 177, 87–90. [Google Scholar] [CrossRef]
- Adamus, J.; Więckowski, W.; Dyja, K.; Podlewski, J. Method of Applying Lubricant on Surface of Sheet Made of Hard to Deform Material before Cold Sheet Metal Forming. Patent No. PL229731, 21 October 2014. [Google Scholar]
- Więckowski, W.; Adamus, J.; Dyner, M. Sheet metal forming using environmentally benign lubricant. Arch. Civ. Mech. Eng. 2020, 20, 51. [Google Scholar] [CrossRef]
- PN-EN ISO 20482:2014-2; Metallic Materials—Sheet and Strip—Erichsen Cupping Test. Polish Committee for Standardization: Warsaw, Poland, 2014.
- PN-EN 573-3+A1:2022-11; Aluminium and Aluminium Alloys. Chemical Composition and Form of Wrought Products. Part 3: Chemical Composition and Form of Products. Polish Committee for Standardization: Warsaw, Poland, 2022.
- PN EN 10130:2009; Cold Rolled Low Carbon Steel Flat Products for Cold Forming. Technical Delivery Conditions. Polish Committee for Standardization: Warsaw, Poland, 2009.
- PN-EN 10088-3:2015-01; Stainless Steels. Part 3: Technical Delivery Conditions for Semi-Finished Products, Bars, Rods, Wire, Sections and Bright Products of Corrosion Resisting Steels for General Purposes. Polish Committee for Standardization: Warsaw, Poland, 2015.
- PN-EN ISO 4957:2002; Tool Steels. Polish Committee for Standardization: Warsaw, Poland, 2002.




| Material | Offset Yield Point Rp0.2, MPa | Tensile Strength Rm, MPa | Elongation A10, % |
|---|---|---|---|
| EN AW-2017A | 282 | 442 | 16 |
| EN AW-1050A | 95 | 110 | 9 |
| EN DC01 | 181 | 320 | 33 |
| EN X5CrNi18-10 | 279 | 654 | 60 |
| Material | Erichsen Index (Cupping Depth at Moment of Fracture), mm | ||
|---|---|---|---|
| Technically Dry Friction | Lubricant No. 2 | Lubricant No. 3 | |
| EN AW-1050A, t = 1 mm | 7.8 ± 0.1 | 8.5 ± 0.1 | 8.4 ± 0.1 |
| EN AW-2017A, t = 1 mm | 6.9 ± 0.1 | 7.7 ± 0.1 | 7.7 ± 0.1 |
| EN DC01, t = 0.9 mm | 11.2 ± 0.1 | 11.8 ± 0.1 | 11.4 ± 0.1 |
| EN X5CrNi18-10, t = 1 mm | 13.1 ± 0.1 | 16.5 ± 0.1 | 15.0 ± 0.1 |
| Material | Maximum Forming Force Ff, kN | ||
|---|---|---|---|
| Dry Friction | Lubricant No. 2 | Lubricant No. 3 | |
| EN AW-2017A | Fracture | Fracture | Fracture |
| EN AW-1050A, t = 1 mm, Fb-h = 1 kN Fb-h = 0.5 kN | Fracture of drawn part, sheet wrinkling | 6.2 ± 0.2 | 6.5 ± 0.2 |
| EN DC01, t = 0.9 mm, Fb-h = 2.5 kN | 31.5 ± 1 | 18.7 ± 1 | 18.8 ± 1 |
| EN X5CrNi18-10, t = 1 mm, Fb-h = 2.5 kN | 53.0 ± 1 | 39.0 ± 1 | 41.0 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adamus, J.; Więckowski, W.; Lacki, P. Analysis of the Effectiveness of Technological Lubricants with the Addition of Boric Acid in Sheet Metal Forming. Materials 2023, 16, 5125. https://doi.org/10.3390/ma16145125
Adamus J, Więckowski W, Lacki P. Analysis of the Effectiveness of Technological Lubricants with the Addition of Boric Acid in Sheet Metal Forming. Materials. 2023; 16(14):5125. https://doi.org/10.3390/ma16145125
Chicago/Turabian StyleAdamus, Janina, Wojciech Więckowski, and Piotr Lacki. 2023. "Analysis of the Effectiveness of Technological Lubricants with the Addition of Boric Acid in Sheet Metal Forming" Materials 16, no. 14: 5125. https://doi.org/10.3390/ma16145125
APA StyleAdamus, J., Więckowski, W., & Lacki, P. (2023). Analysis of the Effectiveness of Technological Lubricants with the Addition of Boric Acid in Sheet Metal Forming. Materials, 16(14), 5125. https://doi.org/10.3390/ma16145125