

Preparation of Microporous Molding Activated Carbon Derived from Bamboo Pyrolysis Gasification Byproducts for Toluene Gas Adsorption

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of MBAC
2.3. Characterization
3. Results and Discussion
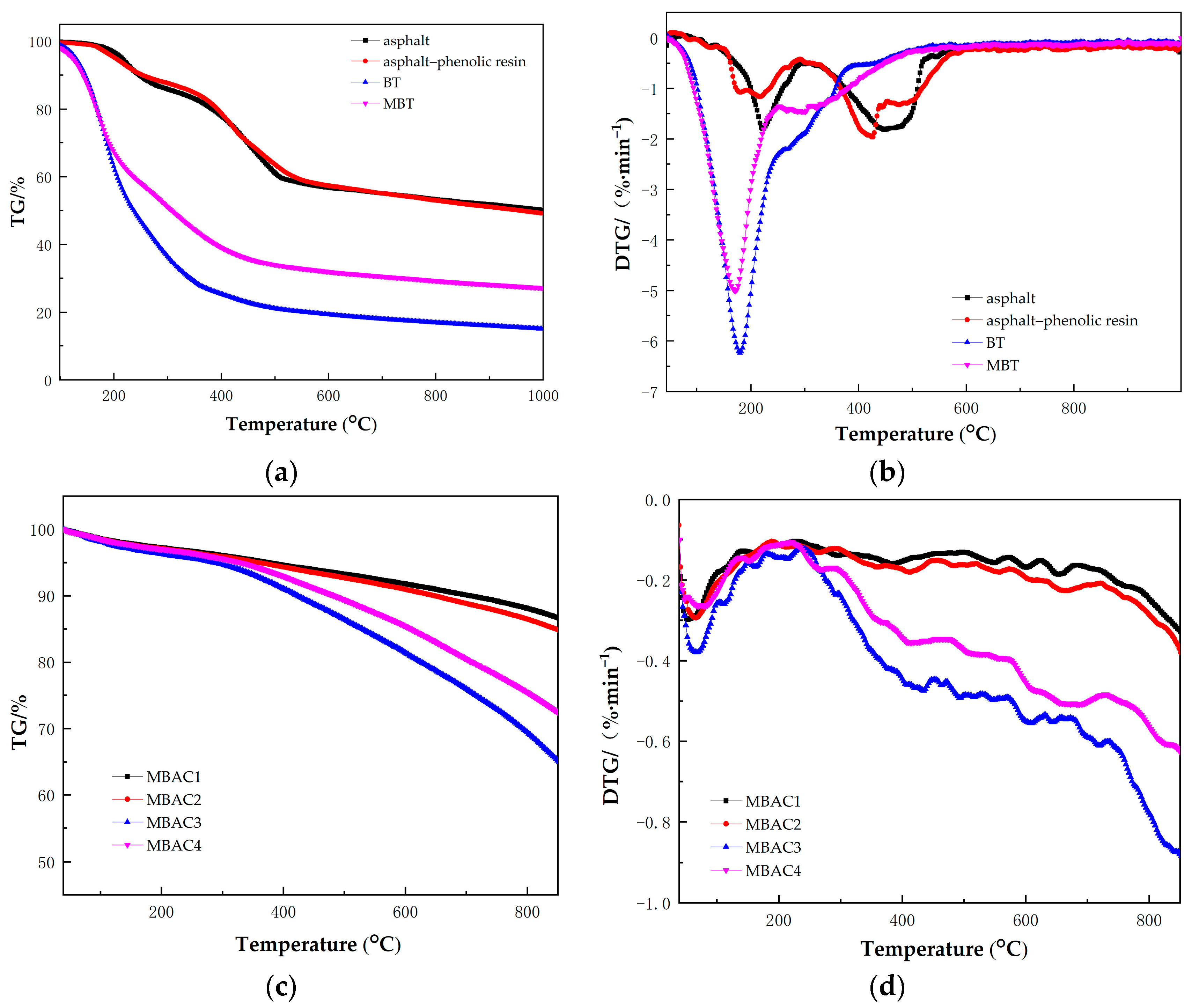
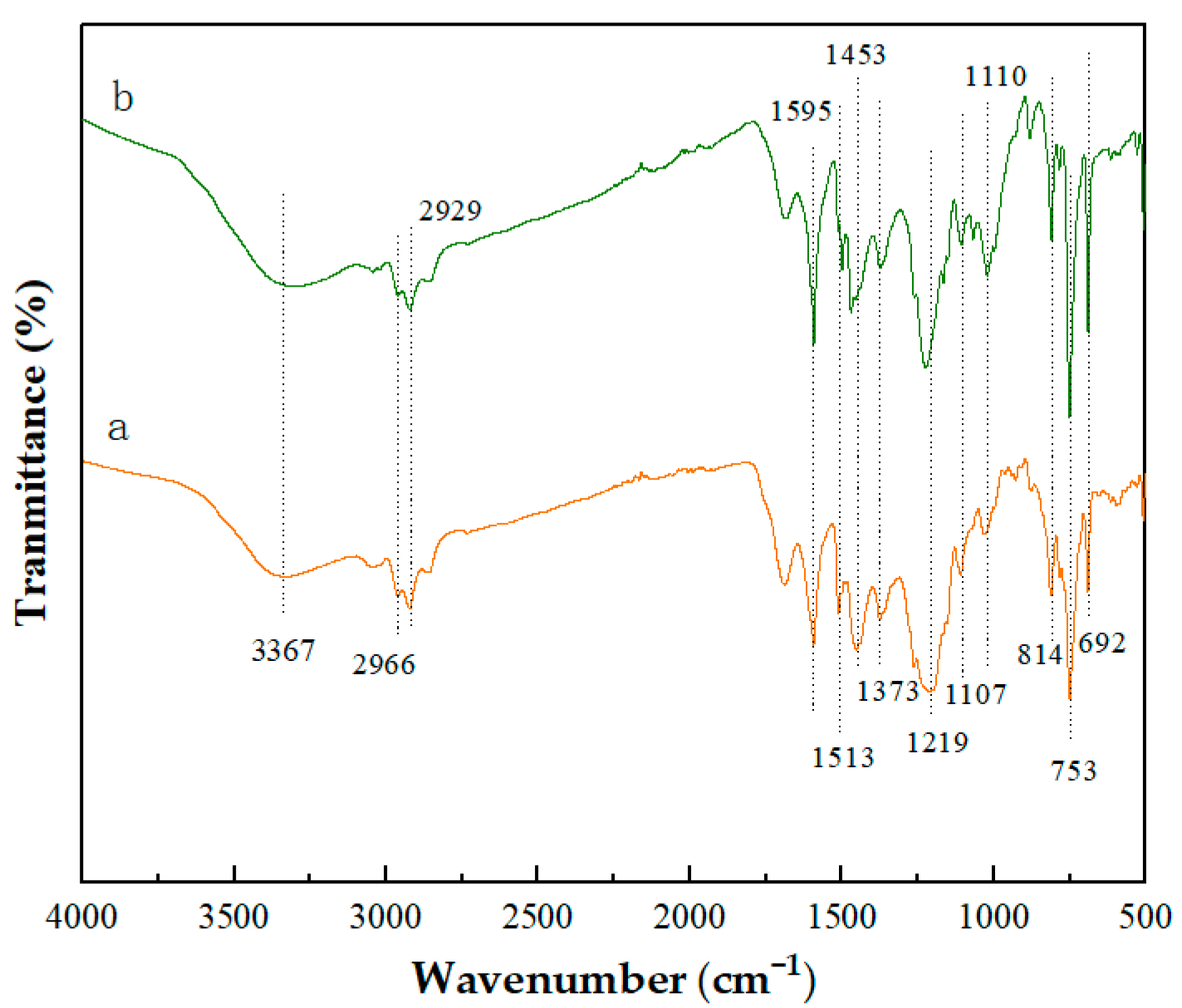
3.1. Bamboo Forming Mechanism
3.2. Optimization of the Preparation Process
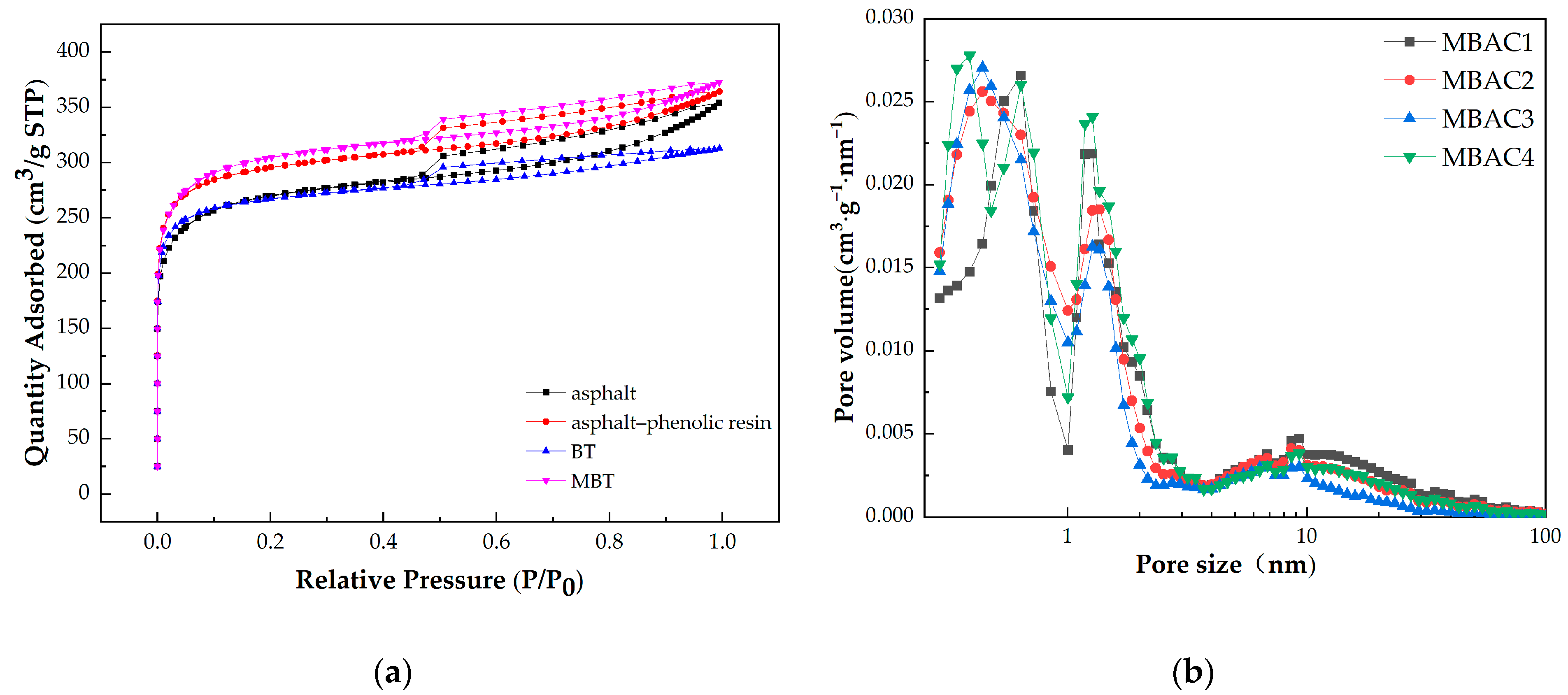
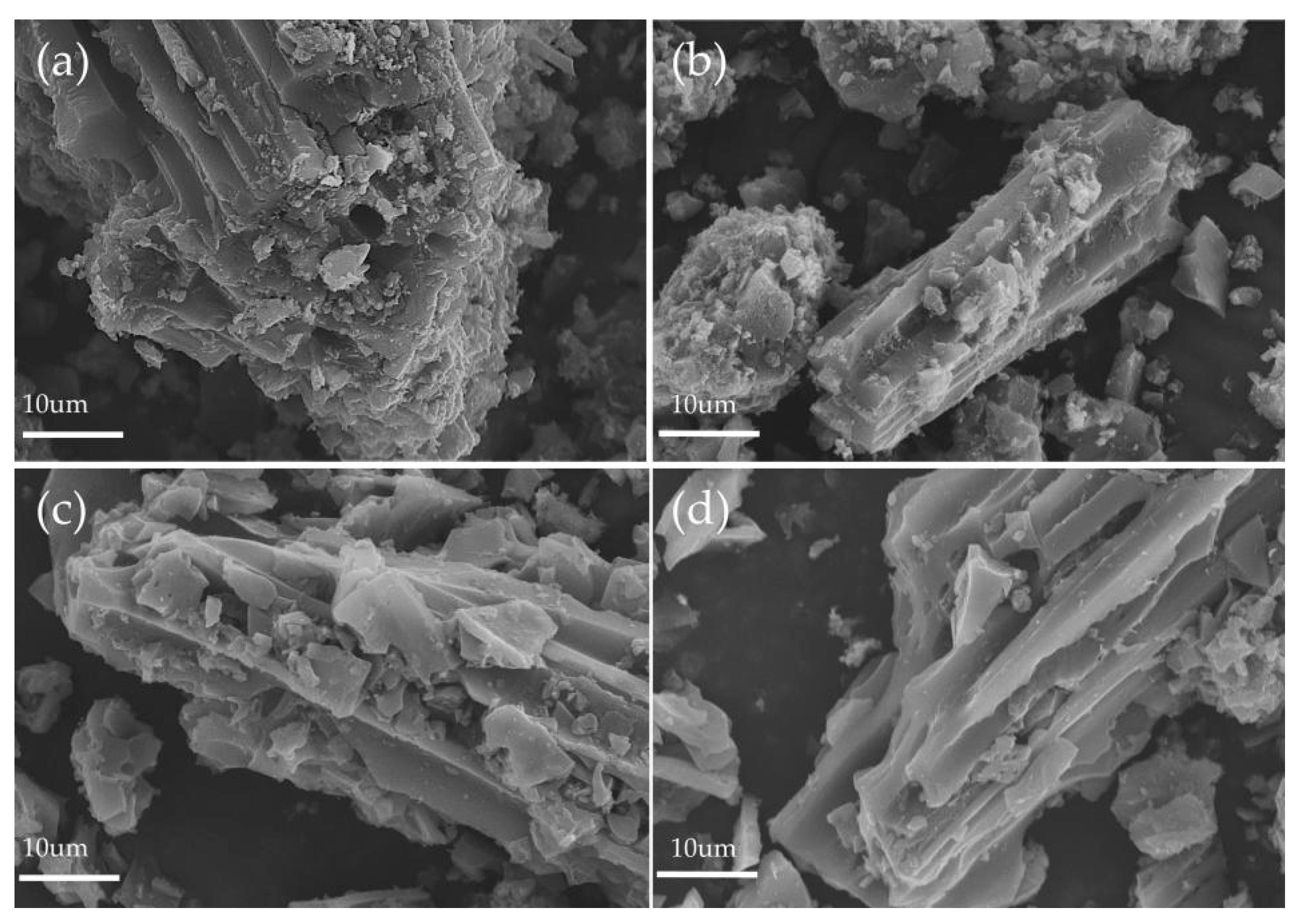
3.3. Pore and Surface Structure Characterization
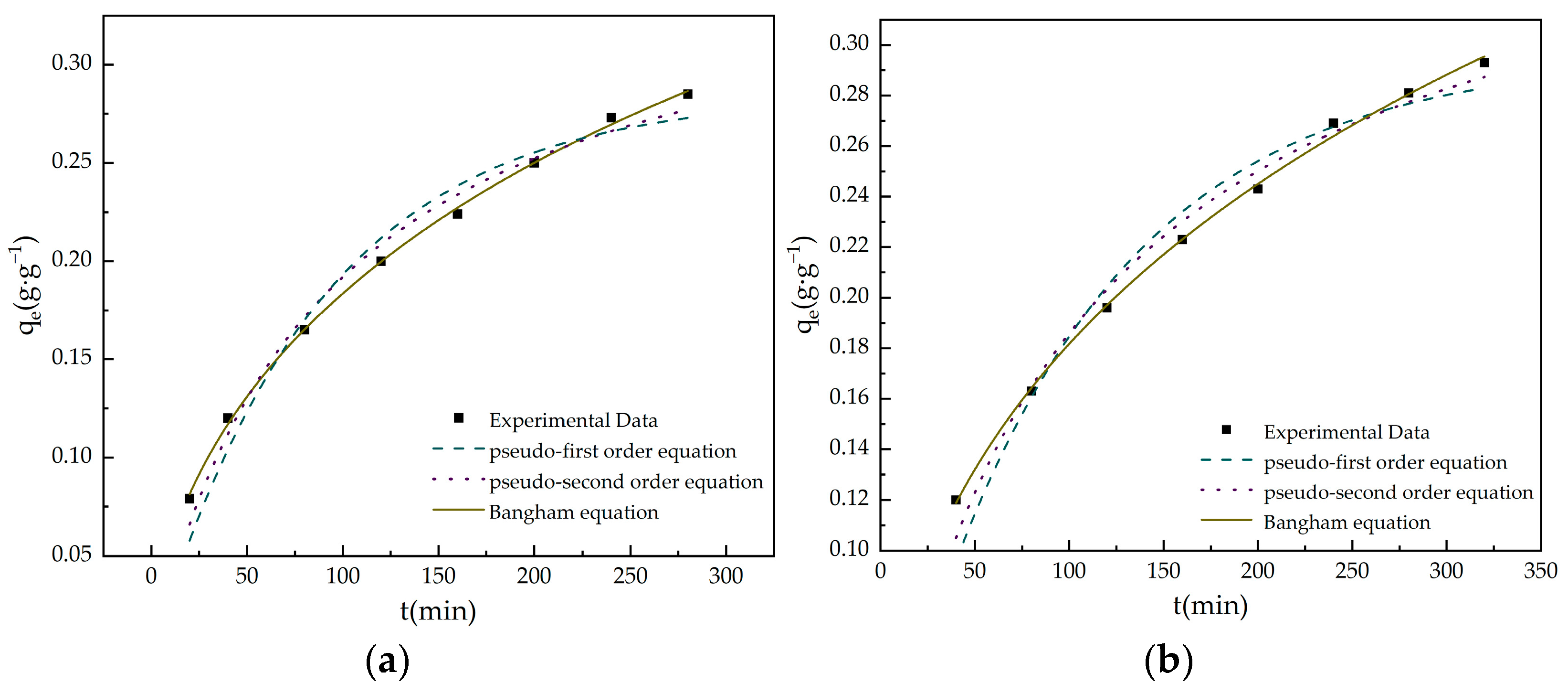
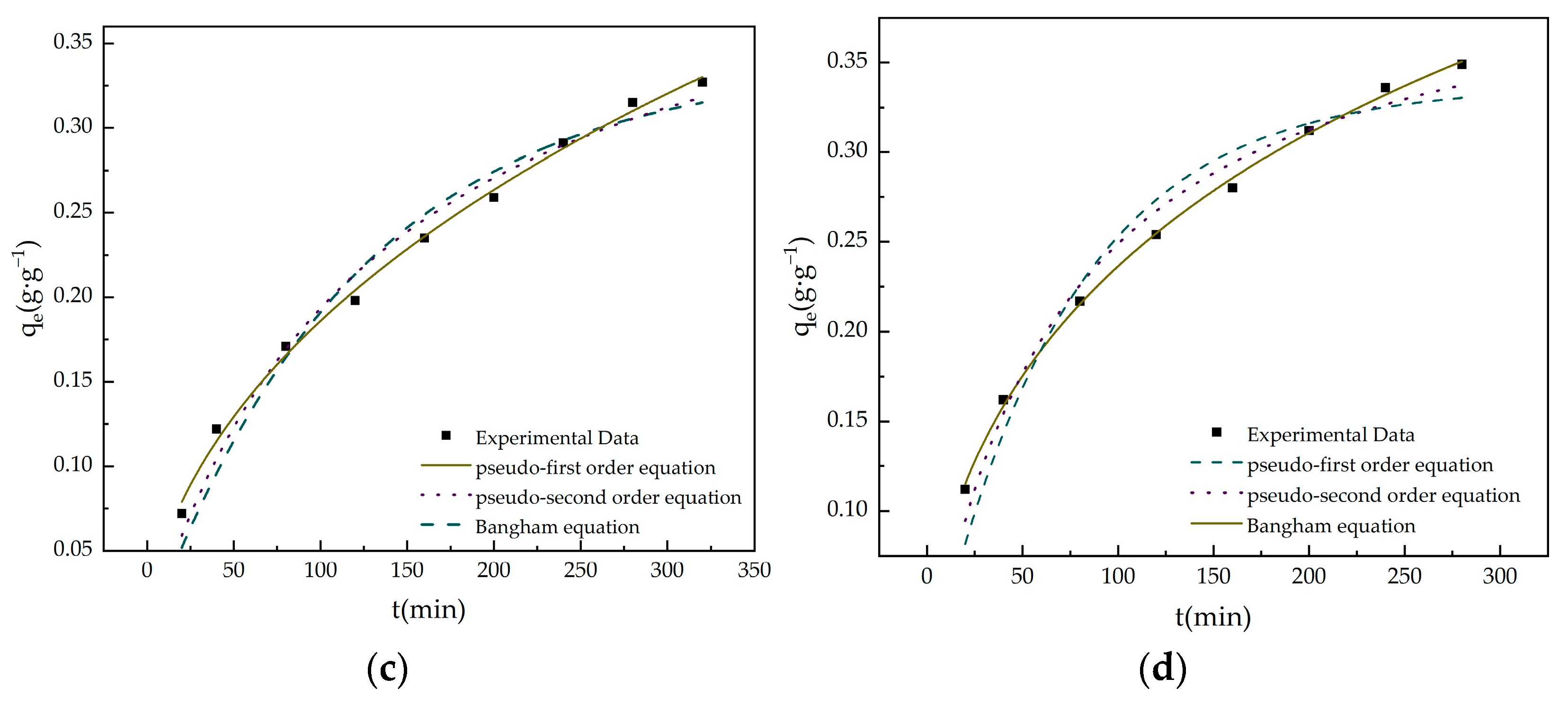
3.4. Adsorption Kinetics
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Williams, A.; Jones, J.M.; Ma, L.; Pourkashanian, M. Pollutants from the combustion of solid biomass fuels. Prog. Energy Combust. Sci. 2012, 38, 113–137. [Google Scholar] [CrossRef]
- Khan, A.A.; de Jong, W.; Jansens, P.J.; Spliethoff, H. Biomass combustion in fluidized bed boilers: Potential problems and remedies. Fuel Process. Technol. 2009, 90, 21–50. [Google Scholar] [CrossRef]
- Hu, M.; Wang, X.; Chen, J.; Yang, P.; Liu, C.; Xiao, B.; Guo, D. Kinetic study and syngas production from pyrolysis of forestry waste. Energy Convers. Manag. 2017, 135, 453–462. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, Y.; Peng, Y.; Yao, L.; Dong, Y.; Yang, B.; Song, R. Catalytic pyrolysis and liquefaction behavior of microalgae for bio-oil production. Bioresour. Technol. 2020, 300, 122665. [Google Scholar] [CrossRef] [PubMed]
- Chang, S.H. Rice Husk and Its Pretreatments for Bio-oil Production via Fast Pyrolysis: A Review. BioEnergy Res. 2019, 13, 23–42. [Google Scholar] [CrossRef]
- Mohan, D.; Pittman, C.U.; Steele, P.H. Pyrolysis of wood/biomass for bio-oil: A critical review. Energy Fuels 2006, 20, 848–889. [Google Scholar] [CrossRef]
- van der Stelt, M.J.C.; Gerhauser, H.; Kiel, J.H.A.; Ptasinski, K.J. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- Kan, T.; Strezov, V.; Evans, T.J. Lignocellulosic biomass pyrolysis: A review of product properties and effects of pyrolysis parameters. Renew. Sustain. Energy Rev. 2016, 57, 1126–1140. [Google Scholar] [CrossRef]
- Mui, E.L.K.; Cheung, W.H.; Lee, V.K.C.; McKay, G. Kinetic study on bamboo pyrolysis. Ind. Eng. Chem. Res. 2008, 47, 5710–5722. [Google Scholar] [CrossRef]
- Dlamini, L.C.; Fakudze, S.; Makombe, G.G.; Muse, S.; Zhu, J. Bamboo as a Valuable Resource and its Utilization in Historical and Modern-day China. Bioresources 2022, 17, 1926–1938. [Google Scholar] [CrossRef]
- Liu, Z.G.; Balasubramanian, R. A comparison of thermal behaviors of raw biomass, pyrolytic biochar and their blends with lignite. Bioresour. Technol. 2013, 146, 371–378. [Google Scholar] [CrossRef] [PubMed]
- Kannan, N.; Sundaram, M.M. Kinetics and mechanism of removal of methylene blue by adsorption on various carbons—A comparative study. Dye Pigment. 2001, 51, 25–40. [Google Scholar] [CrossRef]
- Liu, Z.; Hu, W.; Jiang, Z.; Mi, B.; Fei, B. Investigating combustion behaviors of bamboo, torrefied bamboo, coal and their respective blends by thermogravimetric analysis. Renew. Energy 2016, 87, 346–352. [Google Scholar] [CrossRef]
- Hameed, B.H.; Din, A.T.M.; Ahmad, A.L. Adsorption of methylene blue onto bamboo-based activated carbon: Kinetics and equilibrium studies. J. Hazard. Mater. 2007, 141, 819–825. [Google Scholar] [CrossRef]
- Pan, H.; Zhao, J.; Lin, Q.; Cao, J.; Liu, F.; Zheng, B. Preparation and Characterization of Activated Carbons from Bamboo Sawdust and Its Application for CH4 Selectivity Adsorption from a CH4/N2 System. Energy Fuels 2016, 30, 10730–10738. [Google Scholar] [CrossRef]
- Hou, S.; Tang, Y.; Zhu, T.; Huang, Z.-H.; Liu, Y.; Sun, Y.; Li, X.; Shen, F. The molecular simulation and experimental investigation of toluene and naphthalene adsorption on ordered porous silica. Chem. Eng. J. 2022, 435, 134844. [Google Scholar] [CrossRef]
- Li, C.; Suzuki, K. Kinetic analyses of biomass tar pyrolysis using the distributed activation energy model by TG/DTA technique. J. Therm. Anal. Calorim. 2009, 98, 261–266. [Google Scholar] [CrossRef]
- Liu, W.-J.; Li, W.-W.; Jiang, H.; Yu, H.-Q. Fates of Chemical Elements in Biomass during Its Pyrolysis. Chem. Rev. 2017, 117, 6367–6398. [Google Scholar] [CrossRef]
- Ku, C.S.; Mun, S.P. Characterization of pyrolysis tar derived from lignocellulosic biomass. J. Ind. Eng. Chem. 2006, 12, 853–861. [Google Scholar]
- Zeng, X.; Wang, F.; Sun, Y.; Zhang, J.; Tang, S.; Xu, G. Characteristics of tar abatement by thermal cracking and char catalytic reforming in a fluidized bed two-stage reactor. Fuel 2018, 231, 18–25. [Google Scholar] [CrossRef]
- Tong, S.-M.; Feng, M.-G. Aphidicidal activity of a novel botanical insecticide made by alkalization of bamboo tar. Crop Prot. 2016, 87, 85–89. [Google Scholar] [CrossRef]
- Zhang, H.; Cheng, Y.-T.; Vispute, T.P.; Xiao, R.; Huber, G.W. Catalytic conversion of biomass-derived feedstocks into olefins and aromatics with ZSM-5: The hydrogen to carbon effective ratio. Energy Environ. Sci. 2011, 4, 2297–2307. [Google Scholar] [CrossRef] [Green Version]
- Kantarelis, E.; Liu, J.; Yang, W.; Blasiak, W. Sustainable Valorization of Bamboo via High-Temperature Steam Pyrolysis for Energy Production and Added Value Materials. Energy Fuels 2010, 24, 6142–6150. [Google Scholar] [CrossRef]
- Saeidi, N.; Lotfollahi, M.N. A procedure to form powder activated carbon into activated carbon monolith. Int. J. Adv. Manuf. Technol. 2015, 81, 1281–1288. [Google Scholar] [CrossRef]
- Saeidi, N.; Lotfollahi, M.N. Effects of Powder Activated Carbon Particle Size on Activated Carbon Monolith’s Properties. Mater. Manuf. Process. 2016, 31, 1634–1638. [Google Scholar] [CrossRef]
- Pendyal, B.; Johns, M.M.; Marshall, W.E.; Ahmedna, M.; Rao, R.M. The effect of binders and agricultural by-products on physical and chemical properties of granular activated carbons. Bioresour. Technol. 1999, 68, 247–254. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, B.; Zhao, H.; Li, J.; Guo, X.; Zhang, D.; Liu, Z. Pyrolysis mechanism of composite binder composed of coal tar pitch and phenolic resin for carbon materials. J. Anal. Appl. Pyrolysis 2023, 169, 105840. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, J.; Wu, S.; Yuan, Z.; Hu, Z.; Wu, R.; Liu, Q. The pyrolysis mechanism of phenol formaldehyde resin. Polym. Degrad. Stab. 2012, 97, 1527–1533. [Google Scholar] [CrossRef]
- Amaya, A.; Piriz, J.; Tancredi, N.; Cordero, T. Activated carbon pellets from eucalyptus char and tar TG studies. J. Therm. Anal. Calorim. 2007, 89, 987–991. [Google Scholar] [CrossRef]
- Lis, T.; Korzec, N.; Frohs, W.; Tomala, J.; Frączek-Szczypta, A.; Błażewicz, S. Wood-Derived Tar as a Carbon Binder Precursor for Carbon and Graphite Technology. J. Wood Chem. Technol. 2016, 36, 393–400. [Google Scholar] [CrossRef]
- Hu, X.; Nango, K.; Bao, L.; Li, T.; Hasan, M.D.M.; Li, C.-Z. High yields of solid carbonaceous materials from biomass. Green Chem. 2019, 21, 1128–1140. [Google Scholar] [CrossRef]
- van Erp, T.S.; Martens, J.A. A standardization for BET fitting of adsorption isotherms. Microporous Mesoporous Mater. 2011, 145, 188–193. [Google Scholar] [CrossRef]
- GB/T 12496.10-2015; Test Methods of Wooden Activated Carbon—Determination of Iodine Number. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2015.
- GB/T 12496.10-1999; Test Methods of Wooden Activated Carbon—Determination of Methylene Blue Adsorption. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 1999.
- Mingzhe, M.; Hao, S.; Kang, S.; Mengmeng, F.; Yanping, Z.; Jianchun, J. The relationship between pore size distribution and sdsorption properties of cumare activated carbon prepared by phosphoric acid method. Chem. Ind. For. Prod. 2023, 43, 51–56. [Google Scholar] [CrossRef]
- GB/T 12496.5-1999; Test Methods of Wooden Activated Carbon—Determination of Carbon Tetrachloride Activity. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 1999.
- GB/T 35815-2018; Test Methods of Wooden Activated Carbon—Determination of Toluence Adsorption. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2018.
- GB/T 12496.6-1999; Test Methods of Wooden Activated Carbon—Determination of Abrasion Resistance. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 1999.
- Devi, L.; Ptasinski, K.J.; Janssen, F.; van Paasen, S.V.B.; Bergman, P.C.A.; Kiel, J.H.A. Catalytic decomposition of biomass tars: Use of dolomite and untreated olivine. Renew. Energy 2005, 30, 565–587. [Google Scholar] [CrossRef]
- Maiti, S.; Purakayastha, S.; Ghosh, B. Thermal characterization of mustard straw and stalk in nitrogen at different heating rates. Fuel 2007, 86, 1513–1518. [Google Scholar] [CrossRef]
- Tong, W.; Cai, Z.; Liu, Q.; Ren, S.; Kong, M. Effect of pyrolysis temperature on bamboo char combustion: Reactivity, kinetics and thermodynamics. Energy 2020, 211, 118736. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, B.; Li, Y.; Song, Q.; Zhao, Y.; Zhang, R.; Hu, Y.; Liu, S.; Wang, X.; Shu, X. Effect of chemical fractionation treatment on structure and characteristics of pyrolysis products of Xinjiang long flame coal. Fuel 2018, 234, 1193–1204. [Google Scholar] [CrossRef]
- Negara, D.N.K.P.; Nindhia, T.G.T.; Surata, I.W.; Hidajat, F.; Sucipta, M. Nanopore structures, surface morphology, and adsorption capacity of tabah bamboo-activated carbons. Surf. Interfaces 2019, 16, 22–28. [Google Scholar] [CrossRef]
- Gao, Y.; Yue, Q.; Gao, B.; Sun, Y.; Wang, W.; Li, Q.; Wang, Y. Comparisons of porous, surface chemistry and adsorption properties of carbon derived from Enteromorpha prolifera activated by H4P2O7 and KOH. Chem. Eng. J. 2013, 232, 582–590. [Google Scholar] [CrossRef]
- Lillo-Ródenas, M.A.; Fletcher, A.J.; Thomas, K.M.; Cazorla-Amorós, D.; Linares-Solano, A. Competitive adsorption of a benzene–toluene mixture on activated carbons at low concentration. Carbon 2006, 44, 1455–1463. [Google Scholar] [CrossRef]
- Lillo-Ródenas, M.A.; Cazorla-Amorós, D.; Linares-Solano, A. Behaviour of activated carbons with different pore size distributions and surface oxygen groups for benzene and toluene adsorption at low concentrations. Carbon 2005, 43, 1758–1767. [Google Scholar] [CrossRef]
- Chiang, Y.-C.; Lee, C.-C.; Lee, H.-C. Characterization of microstructure and surface properties of heat-treated PAN-and rayon-based activated carbon fibers. J. Porous Mater. 2006, 14, 227–237. [Google Scholar] [CrossRef]
- Lei, B.; Xie, H.; Chen, S.; Liu, B.; Zhou, G. Control of pore structure and surface chemistry of activated carbon derived from waste Zanthoxylum bungeanum branches for toluene removal in air. Environ. Sci. Pollut. Res. Int. 2020, 27, 27072–27092. [Google Scholar] [CrossRef]
- Alkan, M.; Doğan, M.; Turhan, Y.; Demirbaş, Ö.; Turan, P. Adsorption kinetics and mechanism of maxilon blue 5G dye on sepiolite from aqueous solutions. Chem. Eng. J. 2008, 139, 213–223. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, A.; Xiong, P.; Zhang, H.; Liu, Z. Experimental Study of Temperature Effect on Methane Adsorption Dynamic and Isotherm. Energies 2022, 15, 5047. [Google Scholar] [CrossRef]
- Chen, L.; Zuo, L.; Jiang, Z.; Jiang, S.; Liu, K.; Tan, J.; Zhang, L. Mechanisms of shale gas adsorption: Evidence from thermodynamics and kinetics study of methane adsorption on shale. Chem. Eng. J. 2019, 361, 559–570. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Elemental Analysis | n(H):n(C) | HT-GPC | |||
|---|---|---|---|---|---|---|
| C (%) | N (%) | H (%) | O (%) | Average Molecular Weights | ||
| BT | 77.25 | 1.49 | 6.77 | 14.49 | 1.052 | 2304 |
| MBT | 74.73 | 1.08 | 6.21 | 17.98 | 0.997 | 7716 |
| Samples | Iodine Adsorption Value (mg·g−1) | Methylene Blue Adsorption Value (mg·g−1) | Mechanical Strength (%) | Yield (%) |
|---|---|---|---|---|
| MBAC1 | 970 | 195 | 92 | 53.4 |
| MBAC2 | 1092 | 202.5 | 95 | 56.7 |
| MBAC3 | 1181 | 225 | 88 | 46.0 |
| MBAC4 | 1232 | 240 | 91 | 48.5 |
| Preparation Conditions | Iodine Adsorption Value (mg·g−1) | Methylene Blue Adsorption Value (mg·g−1) | Mechanical Strength (%) | Yield (%) | |
|---|---|---|---|---|---|
| The additional amount of modified tar 1 | 8g | 1189 | 210 | 84 | 49.6 |
| 12 g | 1232 | 240 | 91 | 48.5 | |
| 16 g | 1044 | 195 | 93 | 50.6 | |
| Activation temperature 2 | 800 °C | 1067 | 195 | 92 | 59.2 |
| 850 °C | 1232 | 240 | 91 | 48.5 | |
| 900 °C | 1134 | 217.5 | 81 | 25.6 | |
| Activation time 3 | 60 min | 1007 | 187.5 | 94 | 55.7 |
| 80 min | 1232 | 240 | 91 | 48.5 | |
| 100 min | 1240 | 247.5 | 89 | 40.1 | |
| Samples | Specific Surface Area (m2·g−1) | Pore Volume (m3·g−1) | Average Pore Size (nm) | Toluene (mg·g−1) | Carbon Tetrachloride (%) | |||
|---|---|---|---|---|---|---|---|---|
| Total | Micro | Meso | Micro Ratio (%) | |||||
| MBAC1 | 756 | 0.449 | 0.326 | 0.118 | 72.73 | 2.05 | 257 | 47.9 |
| MBAC2 | 893 | 0.466 | 0.366 | 0.096 | 78.54 | 1.96 | 354 | 55.6 |
| MBAC3 | 843 | 0.402 | 0.334 | 0.066 | 83.08 | 1.85 | 273 | 48.8 |
| MBAC4 | 940 | 0.478 | 0.377 | 0.099 | 78.81 | 1.94 | 385 | 75.2 |
| Samples | qeexp (g·g−1) | Pseudo-First Order Kinetic Model | Pseudo-Second Order Kinetic Model | Bangham Model | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| qe (g·g−1) | k1 (min−1) | R2 | qe (g·g−1) | k2 (g·g−1·min−1) | R2 | qe (g·g−1) | k3 (min-z) | R2 | ||
| MBAC1 | 0.285 | 0.272 | 0.0113 | 0.9600 | 0.276 | 0.0322 | 0.9857 | 0.287 | 0.028 | 0.9985 |
| MBAC2 | 0.293 | 0.276 | 0.0098 | 0.9534 | 0.277 | 0.0248 | 0.9795 | 0.295 | 0.029 | 0.9978 |
| MBAC3 | 0.327 | 0.314 | 0.0083 | 0.9619 | 0.318 | 0.0168 | 0.9784 | 0.318 | 0.014 | 0.9950 |
| MBAC4 | 0.349 | 0.336 | 0.0139 | 0.9385 | 0.359 | 0.0345 | 0.9760 | 0.367 | 0.040 | 0.9985 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Xu, R.; Ma, M.; Sun, K.; Jiang, J.; Sun, H.; Liu, S.; Jin, Y.; Zhao, T. Preparation of Microporous Molding Activated Carbon Derived from Bamboo Pyrolysis Gasification Byproducts for Toluene Gas Adsorption. Materials 2023, 16, 5236. https://doi.org/10.3390/ma16155236
Wang Y, Xu R, Ma M, Sun K, Jiang J, Sun H, Liu S, Jin Y, Zhao T. Preparation of Microporous Molding Activated Carbon Derived from Bamboo Pyrolysis Gasification Byproducts for Toluene Gas Adsorption. Materials. 2023; 16(15):5236. https://doi.org/10.3390/ma16155236
Chicago/Turabian StyleWang, Yali, Ruting Xu, Mingzhe Ma, Kang Sun, Jianchun Jiang, Hao Sun, Shicai Liu, Yanren Jin, and Ting Zhao. 2023. "Preparation of Microporous Molding Activated Carbon Derived from Bamboo Pyrolysis Gasification Byproducts for Toluene Gas Adsorption" Materials 16, no. 15: 5236. https://doi.org/10.3390/ma16155236