The Influence of Fiber on the Mechanical Properties of Controllable Low-Strength Materials

Abstract
:1. Introduction
2. Materials and Methods
2.1. Iron Tailings
2.2. Red Mud
2.3. Slag
2.4. Fibers
2.5. Test Equipment and Equipment
2.6. Test Methods
- Raw material preparation: Prepare the required tailings, red mud, slag, and fiber according to the experimental requirements. Include additives needed for testing to ensure they meet specifications and purity requirements.
- Mixing and preparation: Mix and prepare the weighed ingredients. Follow the test methods of materials stabilized with inorganic binders for highway engineering, which includes ingredient weighing, stirring, and mold loading.
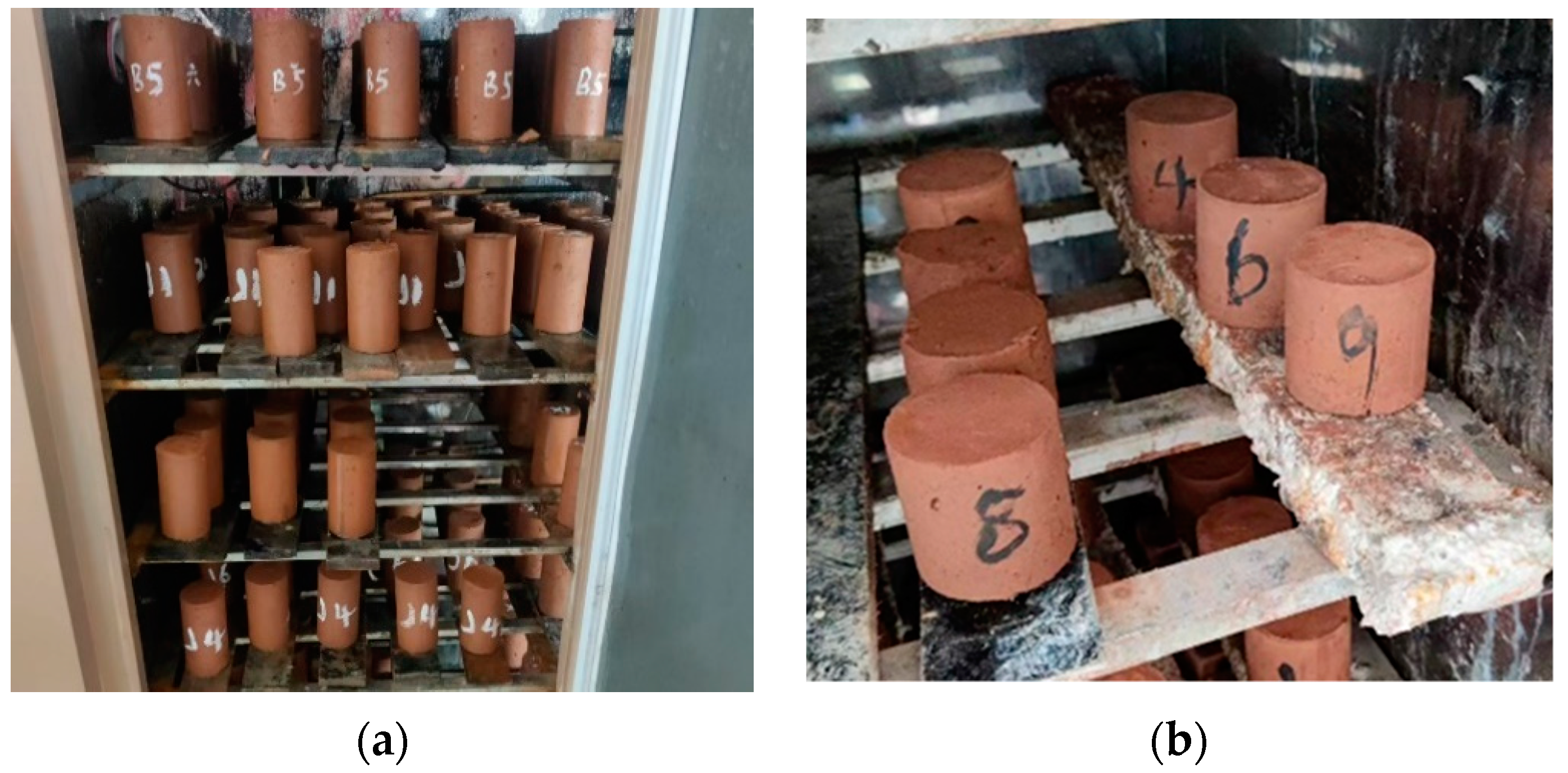
- Curing: Place the prepared specimens in a standard curing box for 24 h and then demold them for further curing.
3. Results and Discussion
3.1. Design Solutions
3.2. Analysis of Test Results
3.2.1. Effect of Fiber Length on CLSM Strength
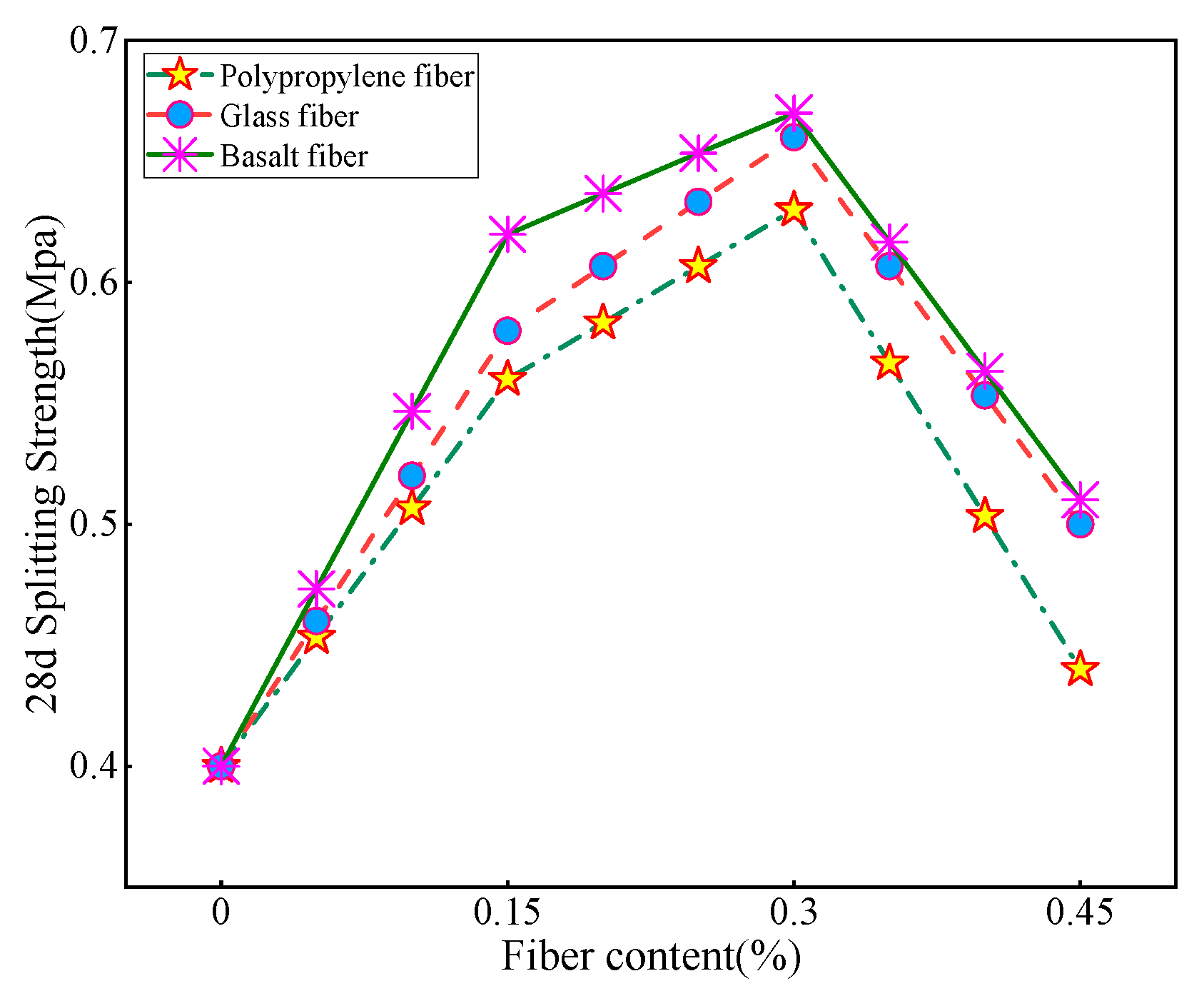
3.2.2. Effect of Fiber Content on CLSM Strength
3.3. Microscopic Investigation of Fibers
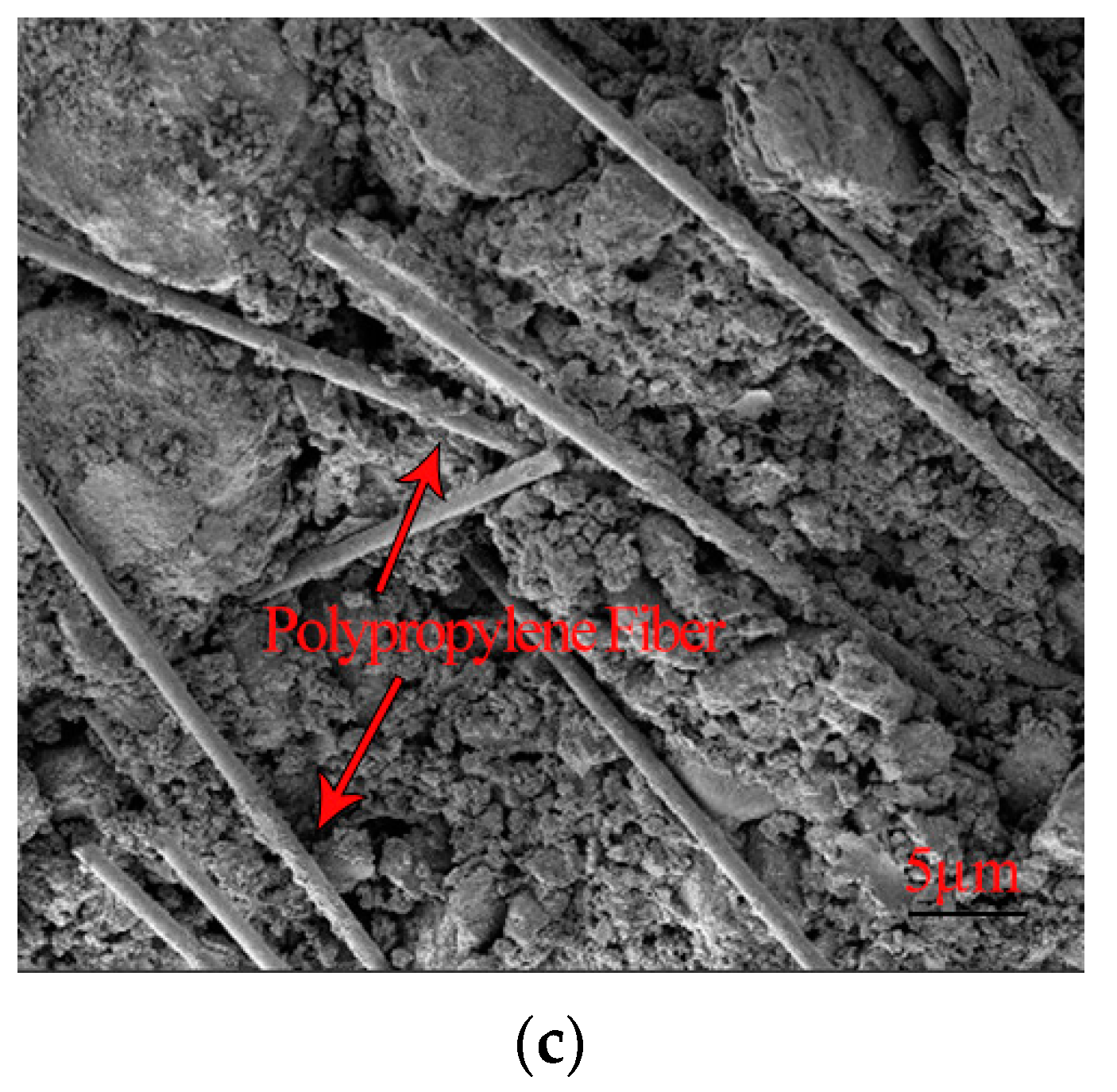
3.3.1. Fiber CLSM Scanning Electron Microscopy (SEM) Analysis
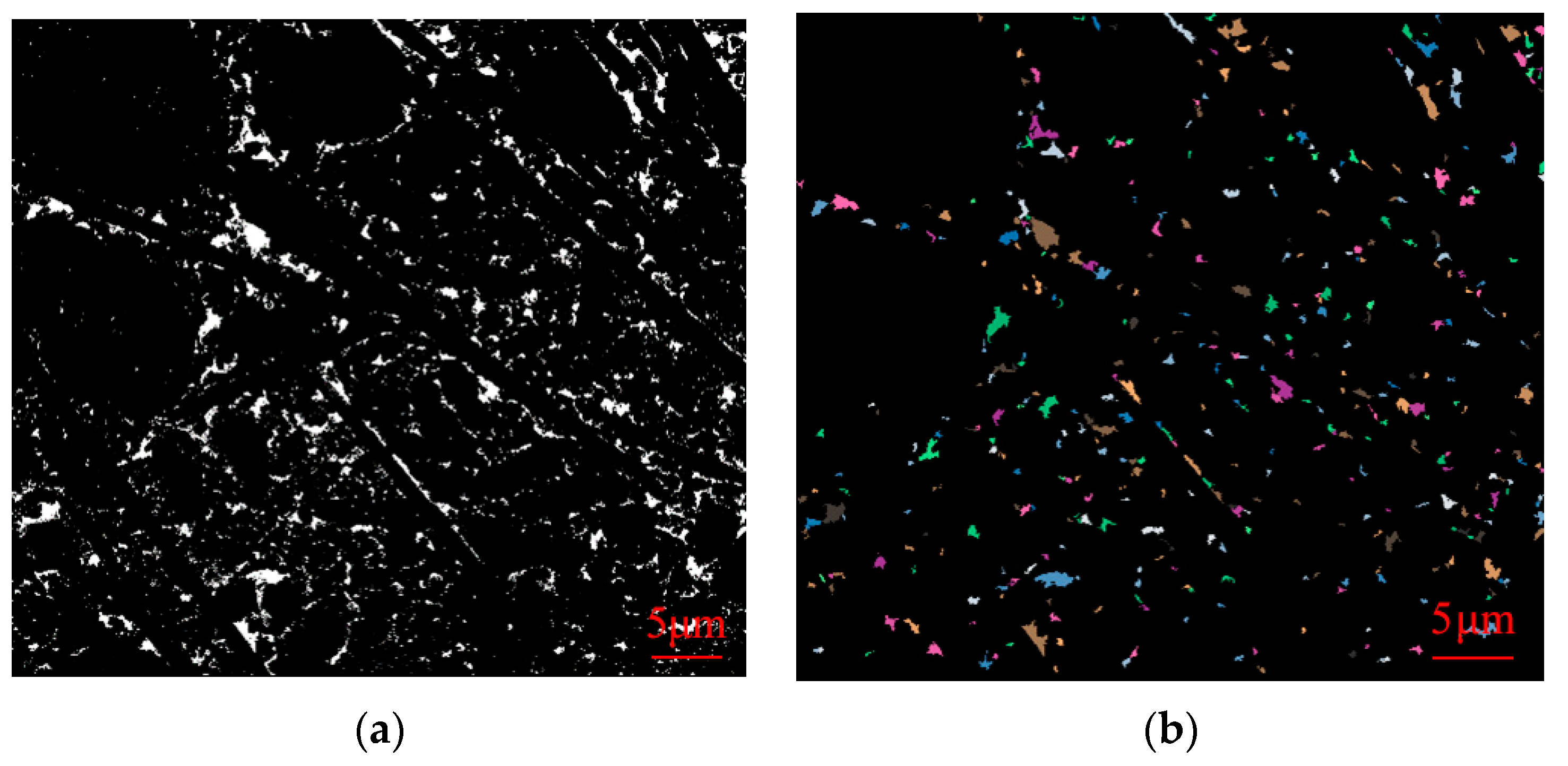
3.3.2. Pore Structure Analysis of Fiber Samples of Various Ages
4. Conclusions
- The influence of different fiber lengths on the strength of CLSM materials can be summarized as follows: Within the range of 0–6 mm fiber length, there exists a positive correlation between fiber length and material strength, disregarding the minimal experimental error. It is worth noting that the strength of CLSM reaches its peak at a fiber length of 6 mm. However, as the fiber length is extended to 12 mm, the material strength demonstrates varying degrees of decline. Additionally, it has been observed that fibers enhance the splitting strength of CLSM to a greater extent than its compressive strength. Based on a comprehensive analysis, it can be concluded that glass fiber exhibits the most favorable overall performance effect among the tested fibers.
- The effects of different fiber lengths on CLSM strength can be summarized as follows: Fiber doping within the range of 0–0.3%, excluding experimental errors, exhibits a positive proportional relationship with the material strength. Notably, the material strength reaches its peak at a fiber doping of 0.3%. However, when the fiber doping increases to 0.45%, the material strength shows a decrease. Furthermore, it can be observed that fibers enhance the splitting strength of CLSM to a greater extent than its compressive strength. Among the fibers tested, 0.3% glass fiber doping demonstrates the most favorable overall performance effect. This finding highlights the potential of glass fiber as an effective reinforcement for CLSM materials.
- SEM analysis of the fibers reveals that they are interspersed within the material, with intertwinement and overlap between fibers. This arrangement leads to a reduction in the internal porosity of the material, which is the main contributing factor to its strength enhancement. Moreover, analysis of the pore structure of the fiber materials indicates that their porosity is lower than 0.04, confirming their ability to improve the material’s strength compared to the undoped fiber control group.
- In summary, the findings of this study provide clear evidence regarding the influence of various fiber lengths and contents on the strength of CLSM. Moreover, SEM analysis serves to further validate the feasibility of utilizing fibers to enhance the material strength. Therefore, this study offers valuable insights and serves as a significant reference for the application of fibers in CLSM. However, at the same time, we should consider whether the incorporation of other solid waste materials can be better applied in the pavement base and explore its application on higher-grade pavements. Additionally, the durability, fluidity, and other properties of CLSM should also be analyzed. For microscopic analysis, methods such as XRD and FTIR can be used for more in-depth analysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Abbreviations | Full Name |
| PP | Polypropylene fiber |
| GF | Glass fiber |
| BF | Basalt fiber |
| CLSM | Controlled low-strength material |
| 7d-UCS | 7-day unconfined compressive strength |
| 28d-UCS | 28-day unconfined compressive strength |
| IOT | Iron tailings |
| XRF | X-Ray Fluorescence |
References
- Zhou, G.T.; Wang, Y.L.; Qi, T.G.; Zhou, Q.S.; Liu, G.H.; Peng, Z.H.; Li, X.B. Toward sustainable green alumina production: A critical review on process discharge reduction from gibbsitic bauxite and large-scale applications of red mud. J. Environ. Chem. Eng. 2023, 11, 109433. [Google Scholar]
- Zhang, J.; Yao, Z.; Wang, K.; Wang, F.; Jiang, H.; Liang, M.; Wei, J.; Airey, G. Sustainable utilization of bauxite residue (Red Mud) as a road material in pavements: A critical review. Constr. Build. Mater. 2021, 270, 121419. [Google Scholar] [CrossRef]
- Samantasinghar, S.; Singh, S.P. Red mud-slag blends as a sustainable road construction material. Constr. Build. Mater. 2023, 375, 130926. [Google Scholar] [CrossRef]
- Jiang, M.; Qian, Y.; Sun, Q. Preparation of controlled low-strength materials from alkali-excited red mud-slag-iron tailings sand and a study of the reaction mechanism. Environ. Sci. Pollut. Res. 2022, 30, 22232–22248. [Google Scholar] [CrossRef]
- Kongar-Syuryun, C.B.; Faradzhov, V.V.; Tyulyaeva, Y.S.; Khayrutdinov, A.M. Effect of activating treatment of halite flotation waste in backfill mixture preparation. Min. Inf. Anal. Bull. 2021, 1, 43–57. [Google Scholar] [CrossRef]
- Okuyucu, O.; Jayawickrama, P.; Senadheera, S. The relationship between curing regime and mechanical properties of controlled low-strength material. Constr. Build. Mater. 2022, 315, 125460. [Google Scholar] [CrossRef]
- Khayrutdinov, A.M.; Kongar-Syuryun, C.; Kowalik, T.; Faradzhov, V. Improvement of the backfilling characteristics by activation of halite waste for non-waste geotechnology. In Proceedings of the 12th International Scientific Conference of Civil and Environmental Engineering for PhD. Students and Young Scientists, High Tatras, Slovakia, 15–16 October 2020; IOP Conference Series: Materials Science and Engineering. Volume 867, p. 012018. [Google Scholar]
- Chompoorat, T.; Thepumong, T.; Nuaklong, P.; Jongvivatsakul, P.; Likitlersuang, S. Alkali-activated controlled low-strength material utilizing high-calcium fly ash and steel slag for use as pavement materials. J. Mater. Civ. Eng. 2021, 33, 04021178. [Google Scholar] [CrossRef]
- Mahamaya, M.; Jain, S.; Das, S.K.; Paul, R. Engineering Properties of Cementless Alkali Activated CLSM Using Ferrochrome Slag. J. Mater. Civ. Eng. 2023, 35, 04022441. [Google Scholar] [CrossRef]
- Dvorkin, L.; Bordiuzhenko, O.; Tekle, B.H.; Ribakov, Y. A method for the design of concrete with combined steel and basalt fiber. Appl. Sci. 2021, 11, 8850. [Google Scholar] [CrossRef]
- Fang, M.; Chen, Y.; Deng, Y.; Wang, Z.; Zhu, M. Toughness improvement mechanism and evaluation of cement concrete for road pavement: A review. J. Road Eng. 2023, 3, 125–140. [Google Scholar] [CrossRef]
- Li, Z. Research on the Application of BF Asphalt Crushed Stone Sealing in Highway Preventive Maintenance. Master’s Thesis, Chang’an University, Xi’an, China, 2019. [Google Scholar]
- Fan, W. Experimental Study on BF Enhanced Pavement Material Properties. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2011. [Google Scholar]
- Wu, Z. Experimental Study on the Performance of Coal Gangue Pavement Base Layer under Fly Ash-Mineral Powder-Fiber Factors. Master’s Thesis, Ningxia University, Yinchuan, China, 2022. [Google Scholar]
- Ji, Y.; Ji, W.; Zhang, Z.; Wang, R. Road Performance Investigation on Fiber-Reinforced Recycled Cement Base Material. Polymers 2022, 14, 4102. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, R.; Lu, L.; Luo, Q.; Li, X.; Yi, Y.; Bai, X. Evaluation of mechanical properties and abrasion resistance of PAN fiber-reinforced sulfoaluminate cement composites. Case Stud. Constr. Mater. 2023, 18, e01973. [Google Scholar] [CrossRef]
- Petrounias, P.; Rogkala, A.; Giannakopoulou, P.P.; Lampropoulou, P.; Xanthopoulou, V.; Koutsovitis, P.; Koukouzas, N.; Lagogiannis, I.; Lykokanellos, G.; Golfinopoulos, A. An Innovative Experimental Petrographic Study of Concrete Produced by Animal Bones and Human Hair Fibers. Sustainability 2021, 13, 8107. [Google Scholar] [CrossRef]
- Santos, F.D.; Taguba, M.A.M.; Alzona, A.R.; Basada, R.C.S.; Elbit, J.M.A.; Nones, G.L.; Olido, K.P.M.; Ramos, E.U.G. Optimization of the compressive strength of hair fiber reinforced concrete using central composite design. In Proceedings of the 2nd International Conference on Engineering and Applied Sciences (2nd InCEAS), Yogyakarta, Indonesia, 16 November 2019; IOP Conference Series: Materials Science and Engineering. Volume 771, p. 012059. [Google Scholar]
- Jiang, P.; Chen, Y.; Wang, W.; Yang, J.; Wang, H.; Li, N.; Wang, W. Flexural behavior evaluation and energy dissipation mechanisms of modified iron tailings powder incorporating cement and fibers subjected to freeze-thaw cycles. J. Clean. Prod. 2022, 351, 131527. [Google Scholar] [CrossRef]
- Pei, G. Preparation and Properties of ECC Pavement Materials for Tailings-Mixed Fibers. Master’s Thesis, Changsha University of Science and Technology, Changsha, China, 2021. [Google Scholar]
- He, Y. Analysis of Road Performance of GF Enhanced Porous Asphalt Mixture. Master’s Thesis, Hebei University of Engineering, Handan, China, 2019. [Google Scholar]
- Xue, Z.; Guan, B.; Fan, X. Study on performance of cement stabilized recycled macadam base with basalt fiber. J. Chin. Foreign Highw. 2021, 41, 269–273. [Google Scholar]
- Chen, Y.; Li, Z.; Wang, J.; Wang, C.; Guan, J.; Zhang, L.; Wang, X.; Hu, X.; Zhang, Y.; Chen, H.; et al. Study on Road Performance of Cement-Stabilized Recycled Aggregate Base with Fiber and Rubber. Adv. Civ. Eng. 2022, 2022, 4321781. [Google Scholar] [CrossRef]
- Xu, L.N.; Niu, L.; Zhang, T. Experimental Study on Frost Resistance of Glass Fiber Reinforced Cemented Soil. Build. Struct. 2020, 50, 822–825. [Google Scholar]
- Xu, G.; Han, Q.; Geng, W.; Yin, J.; Liu, L. Evaluation of fiber reinforcement on the strength behaviors of dredging slurry cemented at high water content. Soils Found. 2023, 63, 101264. [Google Scholar] [CrossRef]
- Rosas, M.H.; Chileno, N.G.C.; Campos, A.A.; Rocha, J.H.A. Analysis of concrete mechanical properties when adding type-E glass fibers. J. Build. Pathol. Rehabil. 2023, 8, 40. [Google Scholar] [CrossRef]
- Blazy, J.; Blazy, R.; Drobiec, Ł. Glass Fiber Reinforced Concrete as a Durable and Enhanced Material for Structural and Architectural Elements in Smart City—A Review. Materials 2022, 15, 2754. [Google Scholar] [CrossRef] [PubMed]
- Patil, S.; Rao, H.S.; Ghorpade, V.G. The influence of metakaolin, silica fume, glass fiber, and polypropylene fiber on the strength characteristics of high performance concrete. Mater. Today Proc. 2023, 80, 577–586. [Google Scholar] [CrossRef]
- Zheng, H. Study on mechanical properties of waste GF reinforced phosphate concrete. Funct. Mater. 2018, 49, 7125–7128. [Google Scholar]
- Li, Y.; Zhang, J.; He, Y.; Huang, G.; Li, J.; Niu, Z.; Gao, B. A review on durability of basalt fiber reinforced concrete. Compos. Sci. Technol. 2022, 225, 109519. [Google Scholar] [CrossRef]
- Khan, M.; Cao, M.; Xie, C.; Ali, M. Efficiency of basalt fiber length and content on mechanical and microstructural properties of hybrid fiber concrete. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2135–2152. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, Z.; Wang, S.; Zhang, J. Macro-micro mechanical properties and reinforcement mechanism of alkali-resistant glass fiber-reinforced concrete under alkaline environments. Constr. Build. Mater. 2023, 368, 130365. [Google Scholar] [CrossRef]
- Ermolovich, E.A.; Ivannikov, A.L.; Khayrutdinov, M.M.; Kongar-Syuryun, C.B.; Tyulyaeva, Y.S. Creation of a nanomodified backfill based on the waste from enrichment of water-soluble ores. Materials 2022, 15, 3689. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.D. Research and Development of Biomass and Coal Mixed Combustion Ash Geopolymer Filler and Strength Formation Mechanism. Master’s Thesis, Liaoning University of Engineering and Technology, Fuxin, China, 2022. [Google Scholar]
- ASTM C192/C192M-19; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C39/C39M-21; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2019.
- JTG E51-2009; Test Procedure for Stable Materials of Inorganic Binders in Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2010.
- Jenifer, J.V.; Brindha, D.; Jebarani, J.A.S.; Venkadapriya, S.; Pandieswari, M. Mechanical and microstructure properties of copper slag based basalt fiber reinforced concrete. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Zuaiter, M.; El-Hassan, H.; El-Maaddawy, T.; El-Ariss, B. Flexural and shear performance of geopolymer concrete reinforced with hybrid glass fibers. J. Build. Eng. 2023, 72, 106580. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mineral Type | Fe2O3 | SiO2 | CaO | K2O | Al2O3 | TiO2 | Other | |
|---|---|---|---|---|---|---|---|---|
| Content (Wt%) | ||||||||
| IOT | 29.84 | 38.72 | 14.83 | 7.33 | 6.80 | 3.71 | 1.77 | |
| RM | 78.93 | 4.99 | 1.41 | 0.2 | 4.02 | 8.32 | 2.13 | |
| Slag | 0.75 | 18.07 | 74.89 | 1.05 | 3.85 | - | 1.39 | |
| Fiber Type | Specific Gravity g/cm3 | Diameter/μm | Tensile Strength/MPa | Modulus of Elasticity/GPa | Elongation at Break/% |
|---|---|---|---|---|---|
| BF | 2.8 | 18 | 3900 | 35 | 3.5 |
| PP | 0.91 | 21 | 633 | 3.5 | 26.5 |
| GF | 2.5 | 13 | 1800 | 80 | 2.45 |
| Instrument Name | Instrument MODEL | Production Company | Test Method |
|---|---|---|---|
| Electronic scales | MJJ003 | Meilen Corporation | - |
| Cement sand mixer | JJ-5 | Bovis Corporation | - |
| Concrete vibrator table | HZJ-0.5 | Hojo Corporation | - |
| Concrete curing tank | YH-90B | Shunchang Building Material Factory | - |
| Testing machine | WDW-100E | Jinan Times Metallurgical Testing Machine Co. | - |
| Triaxial testing machine | TAW-2000 | Changchun Chaoyang Testing Instruments Co. | - |
| X-ray diffractometer | X’Pert PRO MPD | Nalytical Corporation | 2θ 10°–80° 5°/min |
| Scanning electron microscope | Zeiss Sigma 300 | Zeiss Corporation | Gold spray coating Acceleration voltage 30 kV |
| Drying oven Electric heating blast drying oven | 101-3B | Soper Instruments Ltd. | Related User Manuals |
| Fiber Type | PP | GF | BF | |||
|---|---|---|---|---|---|---|
| Group | Dosing (%) | Length (mm) | Dosing (%) | Length (mm) | Dosing (%) | Length (mm) |
| 1 | 0.15 | 3 | 0.15 | 3 | 0.15 | 3 |
| 2 | 0.15 | 6 | 0.15 | 6 | 0.15 | 6 |
| 3 | 0.15 | 12 | 0.15 | 12 | 0.15 | 12 |
| 4 | 0.3 | 3 | 0.3 | 3 | 0.3 | 3 |
| 5 | 0.3 | 6 | 0.3 | 6 | 0.3 | 6 |
| 6 | 0.3 | 12 | 0.3 | 12 | 0.3 | 12 |
| 7 | 0.45 | 3 | 0.45 | 3 | 0.45 | 3 |
| 8 | 0.45 | 6 | 0.45 | 6 | 0.45 | 6 |
| 9 | 0.45 | 12 | 0.45 | 12 | 0.45 | 12 |
| Fiber Type | PP | GF | BF | |||
|---|---|---|---|---|---|---|
| Group | 7d-UCS | 28d-UCS | 7d-UCS | 28d-UCS | 7d-UCS | 28d-UCS |
| 1 | 4.78 | 5.16 | 4.85 | 5.34 | 4.83 | 5.29 |
| 2 | 4.81 | 5.25 | 4.92 | 5.32 | 4.88 | 5.37 |
| 3 | 4.93 | 5.31 | 5.12 | 5.40 | 5.16 | 5.50 |
| 4 | 4.87 | 5.26 | 4.81 | 5.30 | 4.89 | 5.17 |
| 5 | 5.22 | 5.45 | 5.20 | 5.74 | 5.08 | 5.32 |
| 6 | 5.05 | 5.16 | 5.12 | 5.63 | 5.03 | 5.46 |
| 7 | 4.77 | 5.15 | 4.91 | 5.39 | 4.66 | 5.39 |
| 8 | 4.76 | 5.21 | 4.83 | 5.23 | 4.77 | 5.43 |
| 9 | 4.62 | 5.01 | 4.50 | 4.95 | 4.75 | 5.38 |
| Fiber Type | PP | GF | BF |
|---|---|---|---|
| Group | 28d | 28d | 28d |
| 1 | 0.49 | 0.56 | 0.58 |
| 2 | 0.56 | 0.58 | 0.62 |
| 3 | 0.54 | 0.53 | 0.64 |
| 4 | 0.46 | 0.61 | 0.48 |
| 5 | 0.63 | 0.66 | 0.67 |
| 6 | 0.52 | 0.59 | 0.51 |
| 7 | 0.49 | 0.54 | 0.53 |
| 8 | 0.44 | 0.50 | 0.51 |
| 9 | 0.42 | 0.45 | 0.56 |
| Pore Structure Parameters | GF | BF | PP |
|---|---|---|---|
| Porosity | 3.33% | 3.98% | 3.97% |
| Probabilistic entropy | 0.9847 | 0.9723 | 0.9847 |
| Probability distribution index | 2.2852 | 2.2783 | 2.2097 |
| Fractal dimension | 1.1838 | 1.2051 | 1.1208 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, Y.; Jiang, M. The Influence of Fiber on the Mechanical Properties of Controllable Low-Strength Materials. Materials 2023, 16, 5287. https://doi.org/10.3390/ma16155287
Qian Y, Jiang M. The Influence of Fiber on the Mechanical Properties of Controllable Low-Strength Materials. Materials. 2023; 16(15):5287. https://doi.org/10.3390/ma16155287
Chicago/Turabian StyleQian, Yafeng, and Mingyang Jiang. 2023. "The Influence of Fiber on the Mechanical Properties of Controllable Low-Strength Materials" Materials 16, no. 15: 5287. https://doi.org/10.3390/ma16155287