3.1. Selection of Homogenization Parameters with ANN Assistance
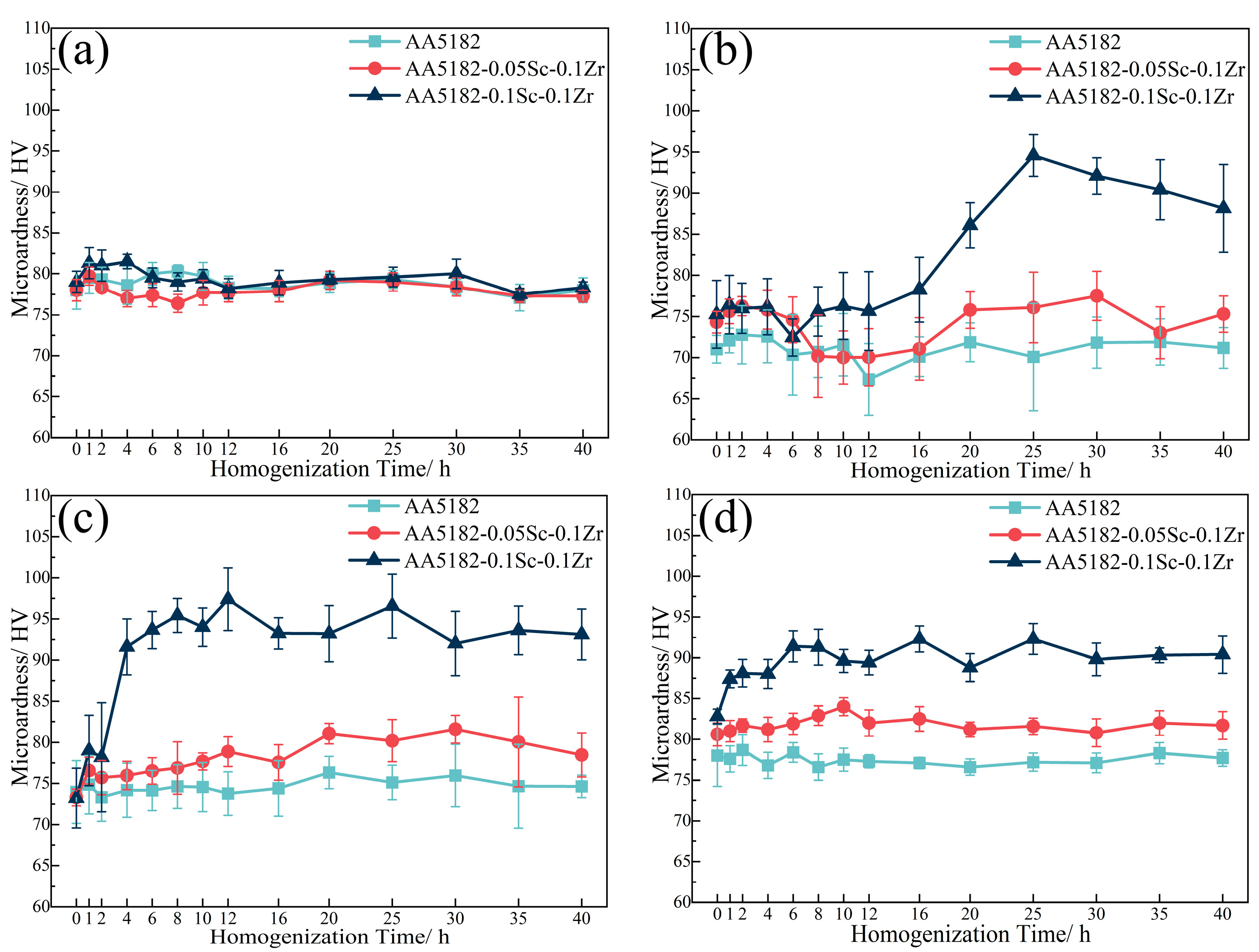
The microhardness of the 5182-Sc-Zr alloy did not vary much throughout the 200 °C homogenization treatment, as shown in
Figure 2. When the temperature was elevated to 250 °C, microhardness of the 5182-Sc-Zr alloy started to increase at 16 h, but the fluctuation of microhardness persisted until the homogenization time reached 40 h. The microhardness of the 5182-Sc-Zr alloys increased after 1 h of holding at 300 °C and 350 °C, then stabilized after about 16 h.
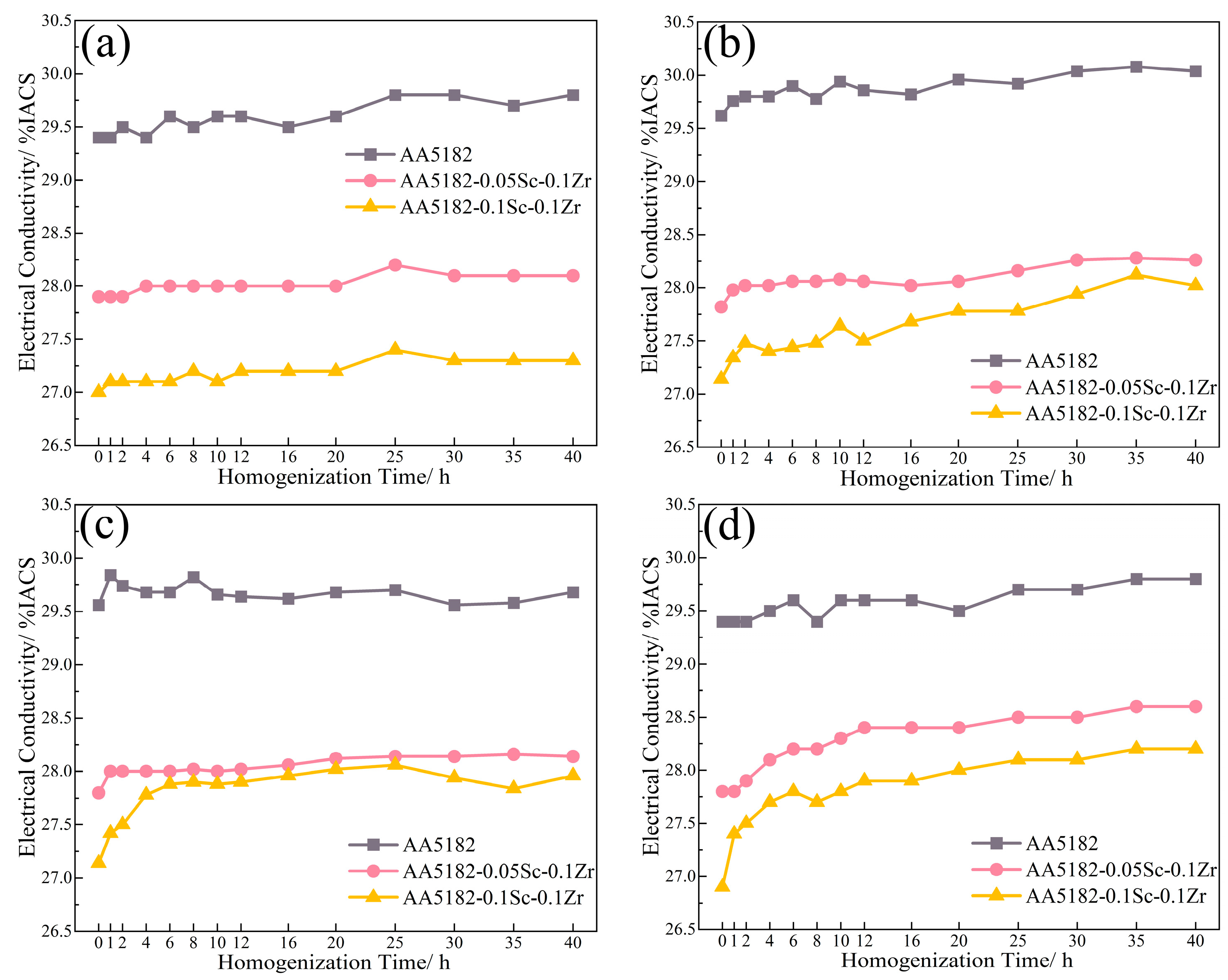
Figure 3 displays the electrical conductivity variation during the first stage homogenization. At 200 °C, the 5182-Sc-Zr alloy’s conductivity barely changed. From 250 °C to 350 °C, the conductivity increases steadily, reaching a peak of 4.8% at 350 °C.
The primary objective of the first-stage homogenization treatment is to promote the dissolution of the supersaturated solid solution containing Sc into the Al
3Sc dispersoids. The microhardness of the 5182-Sc-Zr alloy is increased by the strengthening effect of Al
3Sc [
25]. Meanwhile, as Sc atoms precipitate, fewer solid solution atoms remain in the Al matrix, increasing the conductivity of the 5182-Sc-Zr alloy. The precipitation state of the Al
3Sc dispersoids can be inferred by determining changes in microhardness and conductivity.
Based on changes in microhardness and conductivity, the Al3Sc dispersoids did not precipitate in the 5182-Sc-Zr alloy at 200 °C; hence, this temperature is not suitable for the first-stage homogenization annealing treatment. Additionally, the microhardness of the alloy 5182-0.1Sc-0.1Zr failed to stabilize after a 40-h treatment, making the first-stage homogenization annealing treatment inappropriate at 250 °C. It has been discovered that the first-stage homogenization annealing treatment temperature should be greater than 250 °C, and further research should be carried out at temperatures ranging from 250 °C to 350 °C. Then, an artificial neural network was created to choose the homogenization parameter.
Before building an artificial neural network based on the first-stage homogenization treatment, the data set needs to be normalized. According to the aforementioned study, the parameters impacting the microhardness comprise the addition of Sc and Zr, as well as the treatment temperature and duration; therefore, these four parameters are employed as input data. The output data are the microhardness values corresponding to the first stage homogenization process.
The 126 experimental data sets were combined into a single data set, and the data were randomly assigned to the training set, validation set, and test set in proportions of 70%, 15%, and 15%, respectively.
Figure 4 shows the structure of the artificial neural network, which is a single hidden layer network with 10 hidden layer neurons. The network employed the Levenberg-Marquardt backpropagation algorithm.
Figure 4b shows the training correlation coefficient (Training R), validation correlation coefficient (Validation R), and test correlation coefficient (Test R). The training and validation correlation coefficients are close to 0.98, suggesting that the network is well-built, and the test correlation coefficient is 0.96, indicating that the network makes accurate predictions for fresh data and has a great generalization capacity. The network would then be used to estimate the microhardness of the 5182-Sc-Zr alloy at temperatures ranging from 250 °C to 350 °C.
The predicted microhardness of the 5182-Sc-Zr alloy by the artificial neural network is shown in
Figure 5. At 260 °C, 275 °C, and 290 °C treatments, the microhardness of the alloy 5182-0.05Sc-0.1Zr increased continuously without reaching stability, and it stabilized after a slight increase at 310 °C, 325 °C, and 340 °C treatments. After 35 h of 260 °C annealing, the microhardness of the alloy 5182-0.1Sc-0.1Zr became stable, and it stopped altering after 20 h at 275 °C and 290 °C. The microhardness of the 5182-0.1Sc-0.1Zr alloy declined after the homogenization process above 310 °C (including 310 °C). According to the predicted results, the microhardness of 5182-0.05Sc-0.1Zr alloy can be stabilized in the range 310 °C to 340 °C, while that of 5182-0.1Sc-0.1Zr alloy can be stabilized in the range 260 °C to 290 °C. When selecting the test temperature, the predicted findings for both alloys must be considered. The average temperature of the two temperature ranges (275 °C and 325 °C) was chosen to analyze the condition of the alloy in the next investigations, since the predicted microhardness values exhibited identical trends in each of these two temperature ranges.
Figure 6 shows the microhardness and conductivity of the 5182-Sc-Zr alloy after homogenization at 275 °C and 325 °C. At the first stage of homogenization annealing at 275 °C, it was discovered that the actual microhardness of the 5182-Sc-Zr alloy was remarkably similar to the ANN prediction, with a correlation coefficient of 0.91. The correlation coefficient was 0.86 at 325 °C. With 126 sets of data modeled, the results show that the artificial neural network was able to predict the microhardness of the 5182-Sc-Zr alloy properly. Therefore, it is feasible to determine optimal parameters for the first-stage homogenization treatment based on the given experimental results without further ANN predictions or first-stage homogenization experiments.
When homogenized at 275 °C, 300 °C, 325 °C, and 350 °C, the microhardness and conductivity of the 5182-Sc-Zr alloy reached a stable state, indicating that the Al
3Sc dispersoids had entirely precipitated. According to Shen [
8], the Al
3Sc dispersion tends to coarsen in the temperature range 300 °C to 500 °C, and to avoid coarsening of the Al
3Sc during the first stage of homogenization annealing, the first stage of homogenization annealing of the 5182-Sc-Zr alloy should not be performed at 325 °C or 350 °C. Microhardness and conductivity can stabilize more quickly at 300 °C than at 275 °C, revealing that, the higher the temperature, the faster the Sc-containing dispersoids precipitate in the alloy. Previous studies have found that the inhomogeneous distribution of the dispersion is caused by the increase in temperature [
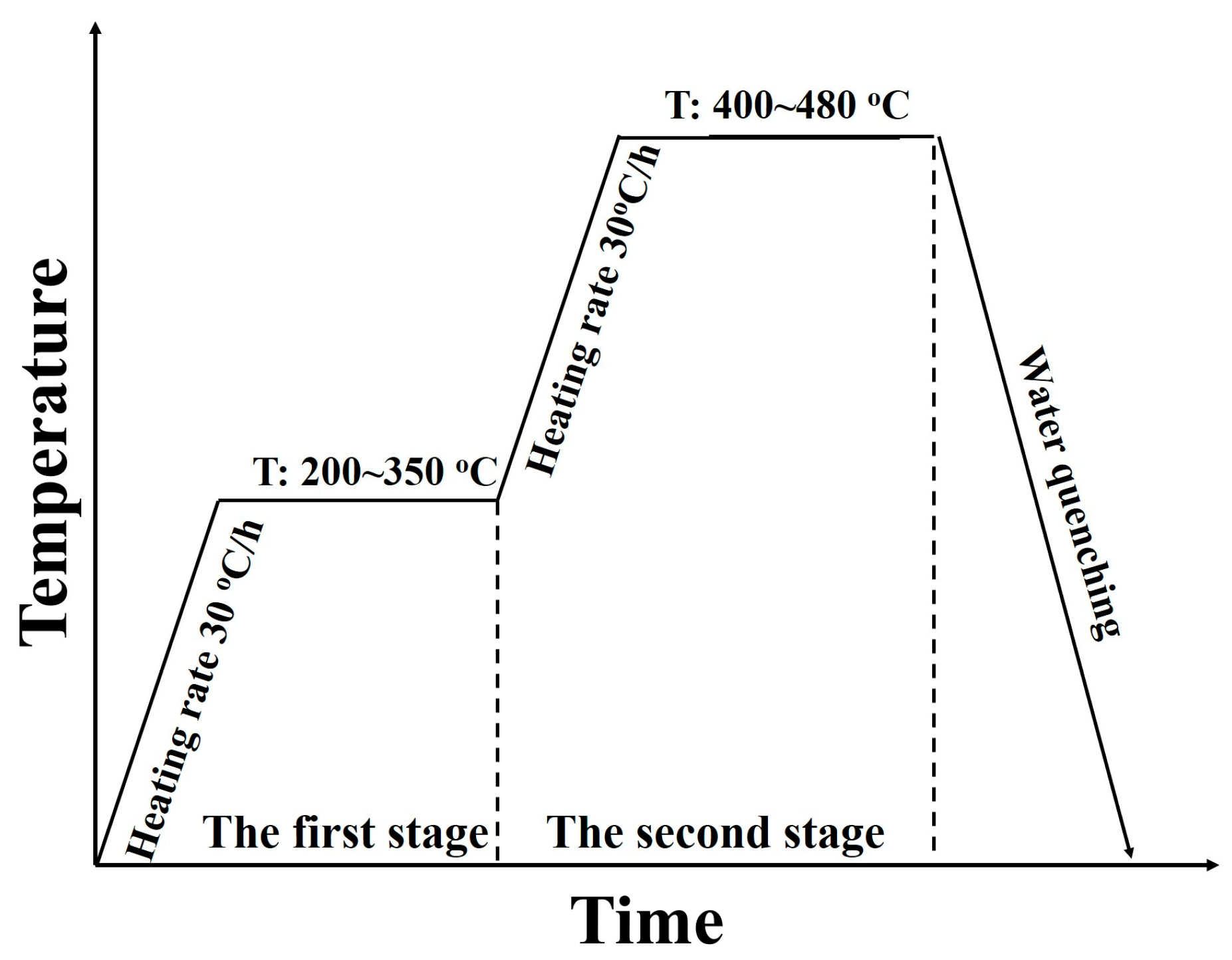
26]. As a result, the temperature for the first stage of homogenization annealing in this study was eventually set at 275 °C. Furthermore, because the microhardness and conductivity of the 5182-Sc-Zr alloy achieved a stable state after 20 h at this temperature, 275 °C—20 h was chosen as the parameter for the first stage homogenization.
The Zr-containing supersaturated solid solution in the alloy dissolves during the second stage of homogenization annealing treatment, and Zr atoms precipitate out of the Al3Sc to create the Al3(ScxZr1−x) dispersoids. The microhardness and electrical conductivity of the 5182-Sc-Zr alloy are further impacted by the precipitation of the Zr-containing phase.
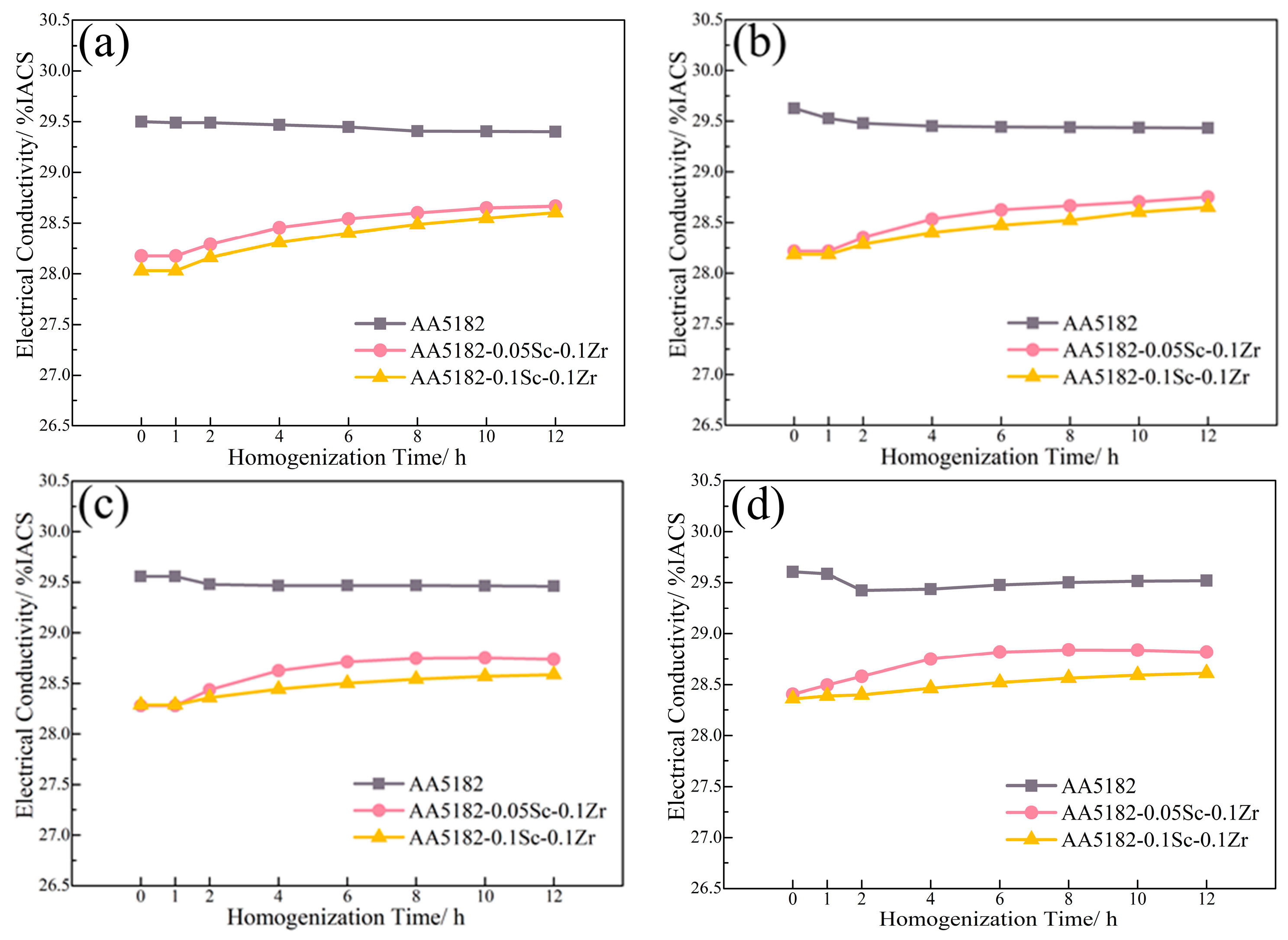
Figure 7 shows the variations in conductivity during the second stage homogenization. The electrical conductivity of the alloy at this stage is reduced by the dissolution of Mg atoms, while the precipitation of the Zr-containing phase can improve it [
27]. During the initial 2 h of annealing at 400 °C, the conductivity of the 5182-Sc-Zr alloy decreases; however, it subsequently increases and remains unstable for up to 12 h. The change in conductivity suggests that Zr precipitates after 2 h of heating and remains unstable even after 12 h of precipitation. When subjected to homogenization at 440 °C and 480 °C, the conductivity of 5182-Sc-Zr alloys steadily increased at the start of heating and eventually remained stable at around 12 h. This phenomenon suggests the complete precipitation of Al
3(Sc
xZr
1−x) dispersoids.
To aid in the determination of the necessity for further second-stage homogenization, an artificial neural network can be developed. This network is designed to forecast the conductivity values at various temperatures (ranging from 400 °C to 480 °C). According to the research, the key factors affecting the conductivity of the alloy include the addition of Sc and Zr, and homogenization parameters such as temperature and time. As such, these four parameters are utilized as inputs for the artificial neural network model, while the resultant conductivity serves as the output data. The 72 experimental data sets were combined into a single data set, and the data were randomly assigned to the training set, validation set, and test set in proportions of 70%, 15%, and 15%, respectively. The artificial neural network, which is developed based on the parameters of the training and validation sets, is presented in
Figure 8. Specifically, a single hidden layer network consisting of ten neurons in the hidden layer is utilized.
Figure 8b shows the training correlation coefficients, validation correlation coefficients, and test correlation coefficients. The training and validation correlation coefficients are both greater than 0.90, indicating that the network has been effectively built, and the test correlation coefficient is greater than 0.98, indicating that the network has significant generalization capacity. As a result, the network can now be used to forecast the conductivity of the 5182-Sc-Zr alloy at temperatures ranging from 400 °C to 480 °C.
The conductivity of the 5182-Sc-Zr alloy was anticipated using the well-established network in
Figure 9 after homogenization at 410 °C, 420 °C, 430 °C, 450 °C, 460 °C, and 470 °C.
Figure 9 shows the projected outcomes. When the 5182-Sc-Zr alloy was homogenized at 410 °C and 430 °C, the conductivity began to grow after 2 h of holding time, and it was still not totally stable after 12 h. As a result, temperatures less than 430 °C (including 430 °C) were omitted from the subsequent second-stage homogenization experiment selection. The conductivity of the 5182-Sc-Zr alloy started to increase at the start of the annealing stage and reached stability after 8 to12 h when homogenized at 450 °C, 460 °C, and 470 °C. To confirm precision of the results, homogenization at 460 °C was used.
Figure 10 shows the microhardness and conductivity of the 5182-Sc-Zr alloy after homogenization at 460 °C. The artificial neural network successfully predicted the conductivity of the 5182-Sc-Zr alloy based on the correlation coefficient between the measured and predicted conductivity values, which was 0.93. The available second-stage homogenization treatment temperatures are 440 °C, 460 °C, and 480 °C. When kept at 480 °C, the microhardness of the 5182-0.1Sc-0.1Zr alloy decreased more noticeably, demonstrating that the strengthening effect of the Al
3(Sc
xZr
1−x) was influenced; hence, 480 °C was ruled out as the second-stage temperature. The trend of alloy properties was the same when homogenized at 440 °C and 460 °C and, considering the influence of temperature on the coarsening of the dispersoids, 440 °C was finally chosen as the temperature for the second stage homogenization. Based on the changes in microhardness and conductivity, it was determined that the alloy’s properties reached stability at 440 °C for 12 h. The parameters of the second-stage homogenizing annealing were determined to be 440 °C for 12 h. ANNs have been effectively utilized in this study to predict data and choose experimental parameters. Based on the ANN prediction results, the settings for the first stage of homogeneous annealing treatment (275 °C for 20 h) and the second stage (440 °C for 12 h) were chosen.
3.2. Microstructure Evolution of 5182-Sc-Zr Alloy during Homogenization
Figure 11 shows the microstructure of 5182-Sc-Zr alloy before and after homogenization. The average grain size of the 5182-0.1Sc-0.1Zr alloy ingots is 0.2 mm (±0.1 mm), while that of the 5182 alloy ingots is 0.4 mm (±0.2 mm). The metallographic characteristics of 5182-0.1Sc-0.1Zr alloy did not change when homogenization temperatures varied. Note the average grain size of as-homogenized 5182-0.1Sc-0.1Zr alloy, which was measured to be 0.2 mm (±0.1 mm), in consent with that of the ingots.
The EDS mapping of ingots and as-homogenized 5182-0.1Sc-0.1Zr alloy is shown in
Figure 12. During casting solidification, Mg atoms do not have enough time to disperse, leading to non-equilibrium crystallization and the formation of non-equilibrium structures [
28].
Figure 12 illustrates the segregation of magnesium in the ingots. After two-stage homogenization, Mg atom diffusion in the 5182-Sc-Zr alloy corrects elemental segregation. In addition to EDS mapping of the elements, properties of alloy microregions can also reveal the reduction of segregation. The alloy’s microhardness can be employed in this study as an indication of the elemental segregation degree.
The alloy microhardness was determined by measuring 10 hardness values for each sample at 2 mm intervals. We use standard deviations to determine fluctuations in microhardness values, and large fluctuations indicate that the sample is not homogeneous in microstructure, i.e., there is elemental segregation in the alloy.
Figure 13 shows the standard deviation of the 5182-Sc-Zr alloy microhardness after homogenization. The present study demonstrated that the uniformity of microhardness in 5182-Sc-Zr was improved via homogenization. Specifically, the standard deviation of microhardness for AA5182 decreased from 3.8 to 1.4, that of 5182-0.05 Sc-0.1Zr decreased from 2.1 to 1.4, and that of 5182-0.1Sc-0.1Zr decreased from 3.6 to 1.7. These findings suggest that element segregation was mitigated as a result of the homogenization annealing process.
Figure 14 shows TEM images of the 5182-0.05Sc-0.1Zr alloy and the 5182-0.1Sc-0.1Zr alloy after two-stage homogenization treatment. In
Figure 14a, no dispersoids were found because of the low Sc concentration and tiny size of the Al
3Sc dispersoids. The Al
3Sc dispersoids can be observed in the 5182-0.1Sc-0.1Zr alloy that has undergone the first stage homogenization. The dispersoids were detected in both 5182-0.05Sc-0.1Zr alloy and 5182-0.1Sc-0.1Zr alloy after the second stage homogenization, as illustrated in
Figure 14c,d.
Figure 15 displays particle size statistics of the Al
3(Sc
xZr
1−x)dispersoids after a two-stage homogenization treatment. The average diameters of the Al
3(Sc
xZr
1−x) dispersoids in the 5182-0.05Sc-0.1Zr alloy and the 5182-0.1Sc-0.1Zr alloy were 9.6 nm and 5.1 nm, respectively, with the maximum diameter reaching 15 nm.
The size variation of the dispersoids may reveal the relationship between the dispersoids and the matrix. The Al
3(Sc
xZr
1−x) dispersoids are coherent with the Al matrix at room temperature [
29]. During the subsequent processing, Al
3(Sc
xZr
1−x) obtained by double-stage homogenization annealing will undergo thermal processes, such as thermal deformation and recrystallization annealing, which will coarsen the dispersoids and increase lattice mismatch between the coarsened dispersoids and the Al matrix. The coherent interaction between the Al
3(Sc
xZr
1−x) dispersoids and the Al matrix will be destroyed if the lattice mismatch exceeds the Burgers vector, resulting in the formation of interfacial dislocations and a significantly reduced strengthening impact of the dispersoids. The relationship between the Al
3(Sc
xZr
1−x) dispersoids and the Al matrix after homogenization must be recognized to avoid excessive coarsening. Equation (1) can be used to calculate theoretical critical radius of the coherent relationship [
30]:
where r is the theoretical critical radius, b is the dislocation Burgers vector (0.286 nm), and θ is the misfit between the Al
3(Sc
xZr
1−x) dispersoids and the Al matrix (1.25%) [
30]. According to Equation (1), the theoretical critical diameter was 22.8 nm. Comparing the theoretical critical size with the statistics of dispersoids sizes, it was found that the Al
3(Sc
xZr
1−x) dispersoids remained coherent with the Al matrix after the second stage homogenization.
The aforementioned comparison between the size of dispersions and their theoretical critical size lacks experimental substantiation. The diffraction spots corresponding to the (200) crystallographic planes were selected for inverse Fourier transformation via high-resolution transmission micro-images, enabling the determination of the interplanar spacing. As illustrated in
Figure 16, the interplanar spacing of the (200) crystallographic planes of the Al matrix was measured to be 0.18 nm. Likewise, after the homogenization treatment, the (200) crystallographic planes of the Al
3(Sc
xZr
1−x) dispersoids with a diameter of 15 nm also exhibited an interplanar spacing of 0.18 nm, indicating that the Al
3(Sc
xZr
1−x) dispersoids maintained a desirable coherency with the matrix after two-stage homogenization.
3.3. Room Temperature Mechanical Properties and Microstructure of 5182-Sc-Zr Alloy after Recrystallization Annealing
The 5182-Sc-Zr alloy forms nanoscale Al
3(Sc
xZr
1−x) dispersoids after undergoing a two-stage homogenization treatment. This phase exhibits excellent capacity to prevent recrystallization during the recrystallization annealing process [
31,
32]. Moreover, even with trace amounts of Sc and Zr, the microstructure and mechanical properties of the aluminum alloy can be significantly altered at room temperature [
33,
34,
35,
36].
Samples with 70% cold rolling reduction were subjected to annealing at 250 °C, 300 °C, 400 °C, and 500 °C for a duration of 2 h, with the explicit intention of investigating the impact of Al
3(Sc
xZr
1−x) dispersoids on the mechanical properties of the 5182-Sc-Zr alloy. The stress–strain curves for cold-rolled sheet and annealed sheet of the 5182-Sc-Zr alloy are shown in
Figure 17. The findings revealed that a positive correlation existed between Sc content and the yield strength of 5182-Sc-Zr alloy. The strength of the 5182-0.1Sc-0.1Zr alloy is significantly higher than the other two alloys under cold rolling conditions. Upon recrystallization annealing at 250 °C, the strength differential between the 5182-0.05Sc-0.1Zr alloy and the 5182-0.1Sc-0.1Zr alloy was found to decrease relative to their cold-rolled state. With the further increase in recrystallization temperature, there are significant strengthening effects due to the abundant deformation structure and Al
3(Sc
xZr
1−x) dispersoids present in the 5182-0.05Sc-0.1Zr alloy and the 5182-0.1Sc-0.1Zr alloy.
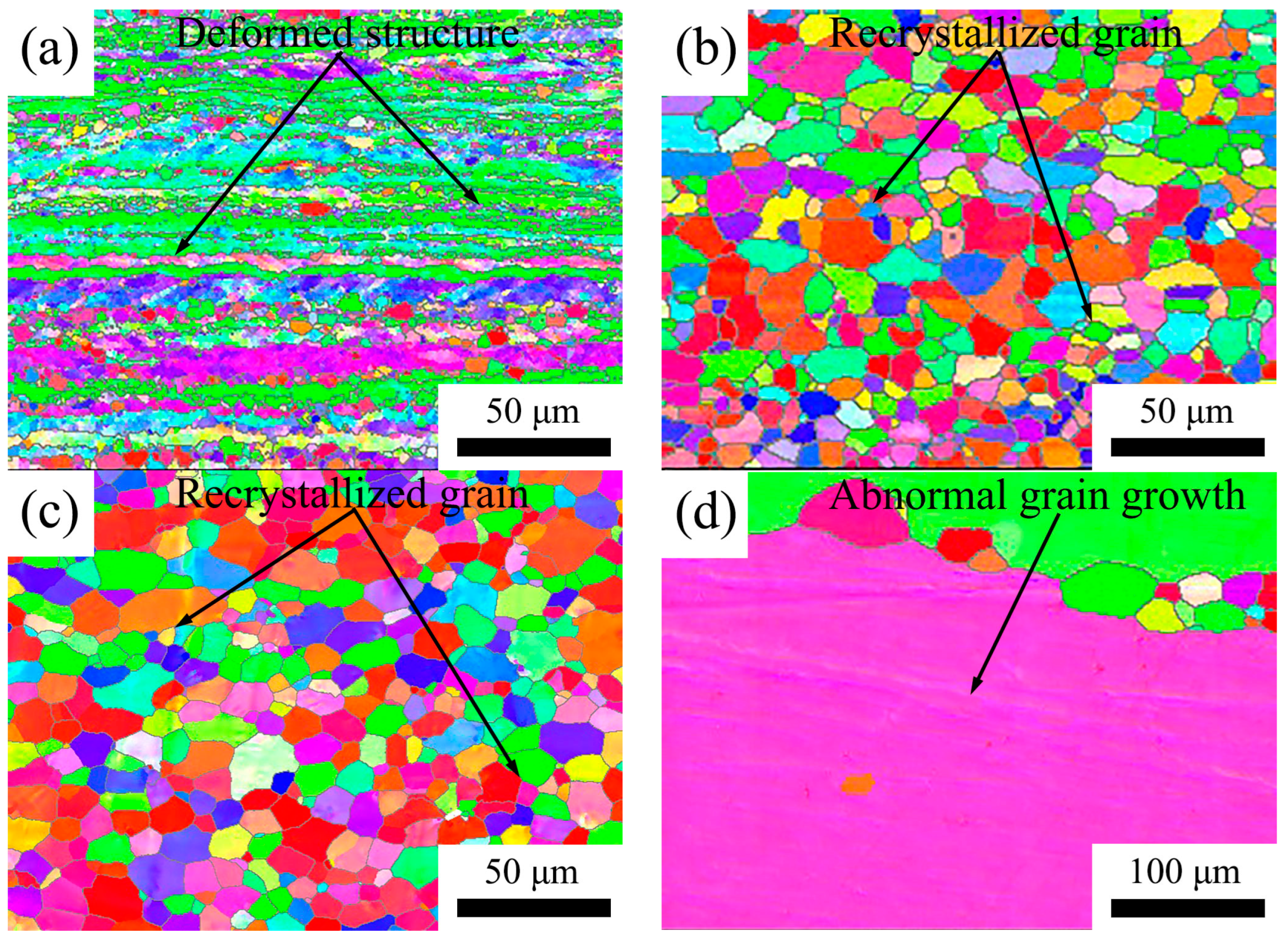
The microstructure was assessed through electron backscatter diffraction (EBSD) analysis. Longitudinal sections were utilized for all images, and the resulting microstructures have been depicted in
Figure 18,
Figure 19 and
Figure 20. In
Figure 18, the 5182 alloy underwent complete recrystallization after annealing at 300 °C, and abnormal growth grains were already evident at 500 °C. In
Figure 19 and
Figure 20, the annealed 5182-0.05Sc-0.1Zr alloy and the 5182-0.1Sc-0.1Zr alloy retain a large amount of deformed microstructure. After recrystallization annealing at 250 °C, no recrystallized grains were found in the 5182-Sc-Zr alloy. After annealing at 300 °C, a modest number of finely recrystallized grains occurred in the 5182-0.05Sc-0.1Zr alloy. As the annealing temperature increased, the recrystallized grains became increasingly visible in the microstructure. Comparing the recrystallization degrees of the alloys in
Figure 18,
Figure 19 and
Figure 20, it can be found that the recrystallization degree of the 5182-Sc-Zr alloy decreases with the increase of the Sc content at the same recrystallization temperature. The recrystallization rates of 5182-0.05Sc-0.1Zr alloy and 5182-0.1Sc-0.1Zr alloy were determined to be 15.5% and 15.7%, respectively, after annealing at 300 °C, whereas complete recrystallization was observed in 5182 alloy. Notably, a mere 36.4% and 30.1% recrystallization rates were achieved following 2 h of annealing at 500 °C for 5182-0.05Sc-0.1Zr alloy and 5182-0.1Sc-0.1Zr alloy, respectively.
The microstructure of the 5182-0.1Sc-0.1Zr alloy was further investigated by TEM.
Figure 21 shows TEM bright field images of the 5182-Sc-Zr alloy. After a 2-h annealing treatment at 250 °C and 300 °C, the grains and sub-grains of the 5182-0.1Sc-0.1Zr alloy maintain their elongated fibrous morphology along the rolling direction. Notably, copious entangled dislocations and diffuse Al
3(Sc
xZr
1−x) dispersoids are observed.
Based on the above phenomenon, it can be concluded that the presence of the Al
3(Sc
xZr
1−x) dispersoids has a significant impact on the microstructure of the 5182-Sc-Zr alloy. During recrystallization annealing, dislocations, sub-grains, and grain boundaries are pinned by the Al
3(Sc
xZr
1−x) dispersoids, which inhibit recrystallization of the 5182-Sc-Zr alloy. As a result, the alloy retains a large amount of its deformed microstructure after annealing. These deformed structures and dispersoids will affect the mechanical properties of the alloy [
37].
The results showed that, as the annealing temperature increased, the mechanical stability of the alloy 5182-Sc-Zr improved compared to that of the 5182 alloy. This phenomenon can be attributed to the Zener pinning effect of the dispersoids on dislocation motion [
38]. During cold rolling, the motion dislocation was hindered, resulting in the formation of substructures in the 5182-Sc-Zr alloy. The cold-rolled 5182-Sc-Zr alloy showed an increase in strength through a combination of substructure strengthening and dispersoids strengthening during tensile testing. After annealing at 250 °C, static recovery occurred in the 5182-Sc-Zr alloy, reducing the effectiveness of substructure strengthening. This is due to the substructures formed during cold deformation being in a metastable state, and high-temperature annealing of the 5182-Sc-Zr alloy resulted in static recovery of the partially unstable substructures, leading to a reduction in alloy strength. Meanwhile, the stable substructures were preserved due to the pinning effect of the Al
3(Sc
xZr
1−x) dispersoids, and these substructures enhanced the strength of the Sc and Zr bearing alloys during tensile testing. The results showed that the presence of Al
3(Sc
xZr
1−x) dispersoids had a significant pinning effect on the 5182-Sc-Zr alloy during annealing, preventing recrystallization and hindering dislocation motion during subsequent tensile deformation, thereby improving the microstructural stability and mechanical stability of the alloy 5182-Sc-Zr.
The coherency relationship between the Al
3(Sc
xZr
1−x) dispersoids and the matrix is influenced by the size of the dispersoids. Once the dispersoids exceed a certain size, they lose their coherency with the matrix, and this size is referred to as the critical size for the coherency-to-incoherency transition. When the size of dispersoids is smaller than the critical size, the dispersoids coherently strengthen the matrix via both coherency strengthening and modulus mismatch strengthening. However, when the size of dispersoids is larger than the critical size, Orowan strengthening takes place. The critical size that influences the strengthening mechanism has certain variations among different alloys. According to Marquis’ research, when the size of dispersoids exceeds 2.4 nm, the dislocation motion mechanism should be the bypass one, resulting in Orowan strengthening [
39]. Vo conducted a study to investigate the effect of precipitate diameter on the dispersoid strengthening of the Al-0.055Sc-0.005Er-0.02Z-0.05Si alloy and observed that the dispersoid strengthening decreased from 97 MPa to 62 MPa as the precipitate diameter increased from 8 nm to 12 nm, following an inverse proportionality with the size of the dispersoid in accordance with the Orowan strengthening law [
40]. These results suggest that the critical size for the transition of the dispersoid strengthening mechanism in the studied Al-0.055Sc-0.005Er-0.02Z-0.05Si alloy is less than 8 nm. Another study indicates that the critical size for the transition of the dispersoid strengthening mechanism should be around 10 nm [
41]. The theoretical critical diameter for coherency transition obtained in previous studies is 22.8 nm. In the previous section, it has been observed that there are many dispersoids existing in the microstructure of the alloy. Statistical analysis of the Al
3(Sc
xZr
1−x) dispersoids size was further conducted. The size of Al
3(Sc
xZr
1−x) dispersoids in the annealed alloy were obtained by transmission electron microscopy, as shown in
Table 2.
Statistical results show that the average size of Al
3(Sc
xZr
1−x) dispersoids in the 5182-0.1Sc-0.1Zr alloy increases with the increase of recrystallization annealing temperature. After annealing at 250 °C and 300 °C, the size of dispersoids did not reach the theoretical coherency transition critical size. After annealing at 400 °C, some dispersoids approached the critical size, while after annealing at 500 °C, the average size of Al
3(Sc
xZr
1−x) dispersoids exceeded the theoretical critical size and reached 25 nm. Therefore, we selected 25 nm and 50 nm Al
3(Sc
xZr
1−x) dispersoids after annealing at 400 °C and 500 °C, respectively, to observe their coherency relationship with the Al matrix.
Figure 22 shows HRTEM images of Al
3(Sc
xZr
1−x) dispersoids. The interplanar spacing was measured by selecting the corresponding diffraction spots of the (200) plane and performing Fourier transform on the obtained images. It was found that the interplanar spacing of the aluminum matrix (200) plane was 0.18 nm. After annealing at 400 °C, the interplanar spacing of the (200) plane of both the Al
3(Sc
xZr
1−x) dispersoids and the interface was also 0.18 nm, confirming that the 25 nm Al
3(Sc
xZr
1−x) dispersoid had a good coherency relationship with the matrix. After annealing at 500 °C, the interplanar spacing of the interface and Al
3(Sc
xZr
1−x) dispersoid (200) plane increased to 0.21 nm, indicating that the misfit between Al
3(Sc
xZr
1−x) dispersoids and the matrix increased. Based on the analysis of the coherency relationship between Al
3(Sc
xZr
1−x) dispersoids and the matrix, it can be determined that, after recrystallization annealing at a temperature lower than 400 °C (including 400 °C), the Al
3(Sc
xZr
1−x) dispersoids in the 5182-Sc-Zr alloy mainly contribute to the strengthening mechanism by coherency strengthening and modulus mismatch strengthening. After recrystallization annealing at 500 °C, as the coherency relationship between some Al
3(Sc
xZr
1−x) dispersoids and the matrix changed, the strengthening mechanism of the dispersoids was no longer completely dominated by coherency strengthening and modulus mismatch strengthening, but under the semi-coherent state, the strengthening mechanism of the 5182-Sc-Zr alloy would not completely transform to Orowan strengthening.
3.4. Establishment of ANN for Room Temperature Performance of 5182-Sc-Zr Alloy
Previously, the development of artificial neural networks for alloy property prediction only took into account the impact of individual processing or heat treatment conditions on alloy properties [
11,
12,
42,
43,
44]. However, limited attention was given to models that considered the collective influence of multiple processing or heat treatment process parameters on the ultimate properties of the alloys. In this study, the effects of homogenization and recrystallization annealing treatments on the characteristics of the 5182-Sc-Zr alloy are investigated. The formation of Al
3(Sc
xZr
1−x) dispersoids during homogenization treatment effectively impedes recrystallization of the alloy during subsequent annealing processes, while the preserved substructure in the alloy collaborates with the Al
3(Sc
xZr
1−x) dispersoids to bolster the strength of the 5182-Sc-Zr alloy. Since the strengthening effect of the Al
3(Sc
xZr
1−x) dispersoids on the alloy is contingent on the state of the dispersoids, and the latter can be regulated by the homogenization treatment, the parameters of this treatment not only condition the properties of the alloy during homogenization, but also exert a persistent impact on its characteristics during subsequent processing and heat treatment. The ability of the artificial neural network to deal with this multi-threaded nonlinear relationship can then be fully utilized to obtain a more comprehensive model covering multiple phases of influencing factors by introducing the parameters of homogenization and recrystallization annealing together as influencing factors, when building an artificial neural network for room temperature property prediction of 5182-Sc-Zr alloy.
The artificial neural network employed in this study is an error back-propagation artificial neural network (BP-ANN), which determines the smallest error between the output data and the target data. To avoid “local minima” in the parameters, we further improve the model through Genetic Algorithms (GA) [
45]. Finally, a cross-validation approach is performed to determine the model’s generalization capabilities.
To construct an artificial neural network for forecasting the room temperature properties of 5182-Sc-Zr alloy, various input data have been employed, which encompass the parameters of the first-stage homogenization temperature T
1 (°C) and time t
1 (h), the second-stage homogenization temperature T
2 (°C) and time t
2 (h), the cold deformation strain ε (%), the recrystallization annealing temperature T
R (°C), and the Sc and Zr contents (wt.%). The output data of the system comprises the corresponding stress, denoted by the symbol σ (MPa).
Figure 23 shows the construction of the artificial neural network used to forecast the yield stress of the 5182-Sc-Zr alloy at room temperature.
The connection weights between the input layer and the hidden layer in the artificial neural network construction for predicting the room temperature mechanical properties of 5182-Sc-Zr alloy successively affect the input data, output data, and finally the error between the experimental data and the predicted data in the output layer. After adjusting the connection weights between neurons and neuron thresholds in accordance with the mistakes in reverse, an artificial neural network that can forecast the yield stress of 5182-Sc-Zr alloy at room temperature is produced. The network is a single hidden-layer network with 25 neurons.
Figure 24 shows the comparison of the predicted data obtained by the network with the experimental data, the correlation coefficient (R), and the average absolute relative error (AARE). As shown in
Figure 24a, the predicted values generated by artificial neural network exhibit remarkable coincide with the original stress–strain curve. As evidenced in
Figure 24b, the correlation coefficient between the predicted data and experimental data equals 0.98 and the AARE is negligible. Thus, based on these observations, it can be determined that the deployed artificial neural network possesses exceptional precision.
To achieve further optimization of the artificial neural network, and to overcome the challenge of network parameters being trapped in a localized minimum, a genetic algorithm (GA) will be deployed to optimize the existing network structure. The goal is to minimize prediction errors, leading to enhanced performance of the network model. The prediction results of GA-ANN and corresponding correlation coefficients, and average absolute relative errors are shown in
Figure 25. After optimization by genetic algorithm, the predicted data and the experimental data are almost identical. Compared with the errors of the artificial neural network model, the correlation coefficient has improved from 0.98 to 0.99, and the average absolute relative error has decreased from 1.39% to 0.52%. Based on the changes in the correlation coefficient and the average absolute relative error, it can be determined that the accuracy of the artificial neural network for predicting the room temperature mechanical properties of the 5182-Sc-Zr alloy has been enhanced.
The generalization ability of the network is considered while examining the application of artificial neural networks. The generalization ability of a network is typically assessed by evaluating its performance on previously unseen data, which are not included in the training dataset. Specifically, the network is constructed using dataset D, and then new input parameters that are not present in D are presented to the network. When the resulting prediction is accompanied by a small discrepancy with the corresponding experimental observations, the network is regarded as highly generalizable, whereas otherwise, it is deemed poorly generalizable. Upon establishing an artificial neural network to forecast the mechanical properties of 5182-Sc-Zr alloy at room temperature, all available experimental data were incorporated into the training dataset. Due to approximating the training error of the training set as the generalization error, it remains uncertain whether the network is capable of accurately predicting parameters other than those in the training set.
To test the generalization ability of the artificial neural network, the cross-validation method was used. When constructing the network, the total data set of 198 data sets was sampled into four sub-data sets. Three data sets were utilized to train the network at the same time, and one data set was used to assess the generalization error of the network. To properly test the network, the four sub-datasets are mutually exclusive. Following the completion of four separate rounds of training, the average outcome may be obtained and analyzed. As presented in
Figure 26, the test results reveal an excellent linear fit to the training set data, with a correlation coefficient of 0.98 and an average absolute relative error of 1.79%. While some elements of the test set data deviated substantially from the linear relationship, leading to a slight decline in the correlation coefficient between predicted and experimental data, the majority of the predicted data still exhibit a strong linear relationship with the experimental data. These observations demonstrate that the artificial neural network possesses the capacity to generate precise predictions for elements of the test set which had not been included in the training process.































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}