
Review of Research Progress on Mo–Si–B Alloys

Abstract
:1. Introduction
2. Mo–Si–B Alloy
3. Metallic Elements Modified Mo–Si–B Alloys
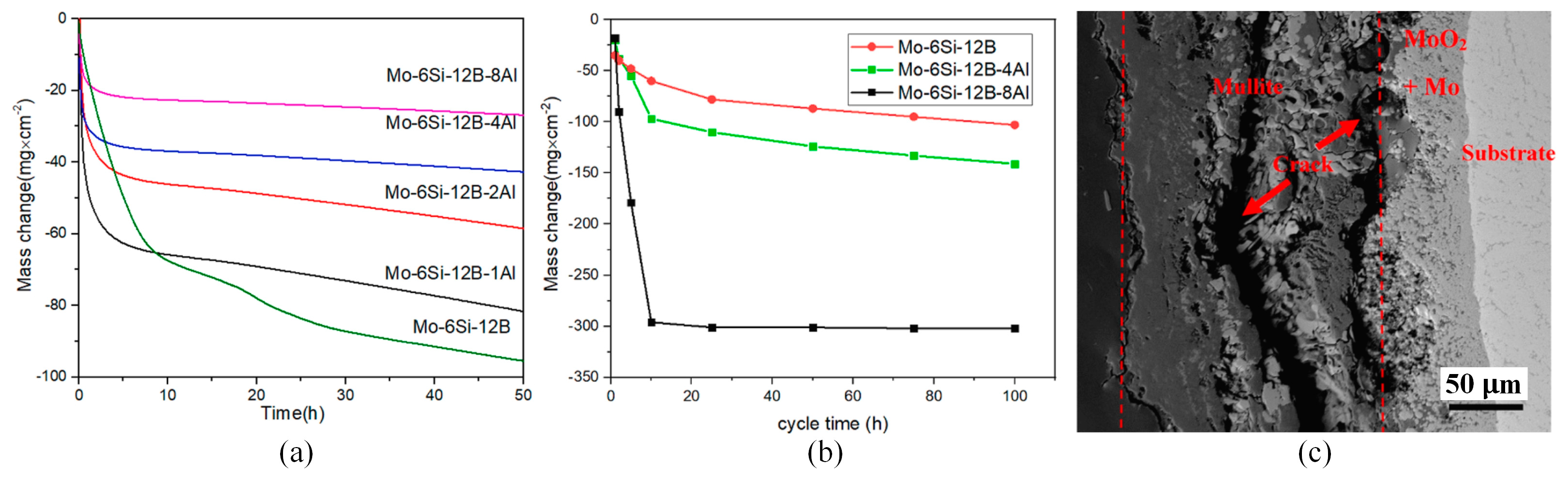
3.1. Al Element Modified Mo–Si–B Alloys
3.2. Nb Element Modified Mo–Si–B Alloys
3.3. Ti Element Modified Mo–Si–B Alloys
4. Mo–Si–B Alloys Modified by Second Phase Particle
4.1. Mo–Si–B Alloys Modified by ZrB2
4.2. Mo–Si–B Alloys Modified by La2O3
4.3. Mo–Si–B Alloys Modified by Carbide and Oxide
4.4. Mo–Si–B Alloys Modified by MAX Phase
5. Effect of Si/B Ratio on Mo–Si–B Alloys
6. Effect of Bimodal Moss Structure on Mo–Si–B Alloys
7. Mo–Si–B Alloy Made by Additive Manufacturing
8. Outlook
- (1)
- Alloy composition formula design. The properties of Mo–Si–B alloys with different phase compositions have been studied, and the undesirable phase Mo3Si can be avoided by adjusting the composition ratio. This is combined with polymetallic elements and second-phase particles’ modification to achieve the balance of mechanical properties and antioxidant properties. By incorporating ZrB2, the viscosity of borosilicate can be decreased rapidly to efficiently coat the sample surface and establish a durable protective layer through the passivation of Zr in borosilicate. As a result, further research could explore the impact of B-rich particles on enhancing the oxidation resistance of Mo–Si–B alloys. Furthermore, the potential advantages of the MAX phase and Ti doping to enhance the mechanical properties and reduce the density of Mo–Si–B alloys are a direction that needs further investigation;
- (2)
- The oscillatory sintering process is a potent means of increasing the density of the alloy, resolving the issue of powder agglomeration, and rendering uniform the microstructure phase distribution of the alloy. Consequently, the amalgamation of bimodal structure design, doping modification, and the oscillatory sintering process holds great promise for imparting to the alloy excellent comprehensive properties;
- (3)
- Currently, the ceramic cores used in the preparation of turbine blades face issues such as inhomogeneous heating and low brittleness, which pose challenges in creating gas film holes that are less than 0.5 mm in size and advanced cooling structures. While using Mo-based refractory alloys in place of nickel-based alloys for preparing turbine blades presents many problems, the requirements for the mechanical properties of the core are not strict. By designing suitable coatings, the oxidation resistance of a Mo-based refractory metal core can be addressed, enabling its high melting point to be fully utilized in the preparation of efficient air-cooled blade cores, so as to further improve the cooling efficiency of the blade, which is of great significance in relation to improving the gas temperature in the front of the turbine.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pollock, T.M. Alloy Design for Aircraft Engines. Nat. Mater. 2016, 15, 809–815. [Google Scholar] [CrossRef]
- Guo, Z.; Wang, C.; Ding, X.; Li, X.; Li, B. Microstructure and Properties of Mo–Si–B Alloy Fabricated via Novel Technology: Plasma Oscillatory Pressure Sintering. J. Alloys Compd. 2021, 887, 161274. [Google Scholar] [CrossRef]
- Lemberg, J.A.; Ritchie, R.O. Mo–Si–B Alloys for Ultrahigh-Temperature Structural Applications. Adv. Mater. 2012, 24, 3445–3480. [Google Scholar] [CrossRef] [PubMed]
- Mendiratta, M.G.; Parthasarathy, T.A.; Dimiduk, D.M. Oxidation Behavior of AMo-Mo3Si-Mo5SiB2 (T2) Three Phase System. Intermetallics 2002, 10, 225–232. [Google Scholar] [CrossRef]
- Lange, A.; Heilmaier, M.; Sossamann, T.A.; Perepezko, J.H. Oxidation Behavior of Pack-Cemented Si–B Oxidation Protection Coatings for Mo–Si–B Alloys at 1300 °C. Surf. Coat. Technol. 2015, 266, 57–63. [Google Scholar] [CrossRef]
- Maniam, K.K.; Muthukumar, V.; Chetty, R. Electrodeposition of Dendritic Palladium Nanostructures on Carbon Support for Direct Formic Acid Fuel Cells. Int. J. Hydrog. Energy 2016, 41, 18602–18609. [Google Scholar] [CrossRef]
- Kazemi, O.; Hasemann, G.; Krüger, M.; Halle, T. Microstructure Evolution and Sequence of Phase Transition Reactions through the Solidification of Mo–Si–B Alloy; a Phase-Field Study. Comput. Mater. Sci. 2021, 193, 110422. [Google Scholar] [CrossRef]
- Kauss, O.; Tsybenko, H.; Naumenko, K.; Hütter, S.; Krüger, M. Structural Analysis of Gas Turbine Blades Made of Mo–Si–B under Transient Thermo-Mechanical Loads. Comput. Mater. Sci. 2019, 165, 129–136. [Google Scholar] [CrossRef]
- Ihara, K.; Ito, K.; Tanaka, K.; Yamaguchi, M. Mechanical Properties of Mo5SiB2 Single Crystals. Mater. Sci. Eng. A 2002, 329–331, 222–227. [Google Scholar] [CrossRef]
- Krüger, M.; Franz, S.; Saage, H.; Heilmaier, M.; Schneibel, J.H.; Jéhanno, P.; Böning, M.; Kestler, H. Mechanically Alloyed Mo–Si–B Alloys with a Continuous α-Mo Matrix and Improved Mechanical Properties. Intermetallics 2008, 16, 933–941. [Google Scholar] [CrossRef]
- Hassomeris, O.; Schumacher, G.; Krüger, M.; Heilmaier, M.; Banhart, J. Phase Continuity in High Temperature Mo–Si–B Alloys: A FIB-Tomography Study. Intermetallics 2011, 19, 470–475. [Google Scholar] [CrossRef]
- Dimiduk, D.M.; Perepezko, J.H. Mo–Si–B Alloys: Developing a Revolutionary Turbine-Engine Material. MRS Bull. 2003, 28, 639–645. [Google Scholar] [CrossRef]
- Brindley, K.A.; Priddy, M.W.; Neu, R.W. Integrative Materials Design of Three-Phase Mo–Si–B Alloys. Integr. Mater. Manuf. Innov. 2019, 8, 1–16. [Google Scholar] [CrossRef]
- Zhao, M.; Ye, W.; Zhu, M.; Gui, Y.; Guo, W.; Wu, S.; Yan, Y. From Mo–Si–B to Mo-Ti-Si-B Alloys: A Short Review. Materials 2022, 16, 3. [Google Scholar] [CrossRef]
- Pan, K.; Yang, Y.; Wei, S.; Wu, H.; Dong, Z.; Wu, Y.; Wang, S.; Zhang, L.; Lin, J.; Mao, X. Oxidation Behavior of Mo–Si–B Alloys at Medium-to-High Temperatures. J. Mater. Sci. Technol. 2021, 60, 113–127. [Google Scholar] [CrossRef]
- Kruzic, J.J.; Schneibel, J.H.; Ritchie, R.O. Fracture and Fatigue Resistance of Mo–Si–B Alloys for Ultrahigh-Temperature Structural Applications. Scr. Mater. 2004, 50, 459–464. [Google Scholar] [CrossRef] [Green Version]
- Schneibel, J.H.; Kramer, M.J.; Easton, D.S. A Mo–Si–B Intermetallic Alloy with a Continuous α-Mo Matrix. Scr. Mater. 2002, 46, 217–221. [Google Scholar] [CrossRef]
- The Potential of Mechanical Alloying to Improve the Strength and Ductility of Mo-9Si-8B-1Zr Alloys—Experiments and Simulation. Intermetallics 2019, 113, 106558. [CrossRef]
- Rioult, F.A.; Imhoff, S.D.; Sakidja, R.; Perepezko, J.H. Transient Oxidation of Mo–Si–B Alloys: Effect of the Microstructure Size Scale. Acta Mater. 2009, 57, 4600–4613. [Google Scholar] [CrossRef]
- Majumdar, S.; Gorr, B.; Christ, H.-J.; Schliephake, D.; Heilmaier, M. Oxidation Mechanisms of Lanthanum-Alloyed Mo–Si–B. Corros. Sci. 2014, 88, 360–371. [Google Scholar] [CrossRef]
- Supatarawanich, V.; Johnson, D.R.; Liu, C.T. Effects of Microstructure on the Oxidation Behavior of Multiphase Mo–Si–B Alloys. Mater. Sci. Eng. A 2003, 344, 328–339. [Google Scholar] [CrossRef]
- Wang, J.; Ren, S.; Li, R.; Chen, X.; Li, B.; Wang, T.; Zhang, G. Microstructure and Improved Mechanical Properties of Ultrafine-Grained Mo-12Si-8.5B (at.%) Alloys with Addition of ZrB2. Prog. Nat. Sci. Mater. Int. 2018, 28, 371–377. [Google Scholar] [CrossRef]
- Ochiai, S. Improvement of the Oxidation-Proof Property and the Scale Structure of Mo3Si Intermetallic Alloy through the Addition of Chromium and Aluminum Elements. Intermetallics 2006, 14, 1351–1357. [Google Scholar] [CrossRef]
- Sakidja, R.; Park, J.S.; Hamann, J.; Perepezko, J.H. Synthesis of Oxidation Resistant Silicide Coatings on Mo–Si–B Alloys. Scr. Mater. 2005, 53, 723–728. [Google Scholar] [CrossRef]
- Pan, K.; Zhang, L.; Wei, S.; Zhao, Y. Dislocation Climb in Mo5SiB2 during High-Temperature Deformation. Int. J. Refract. Met. Hard Mater. 2016, 61, 115–120. [Google Scholar] [CrossRef]
- Alam, M.S.; Shafirovich, E. Mechanically Activated Combustion Synthesis of Molybdenum Silicides and Borosilicides for Ultrahigh-Temperature Structural Applications. Proc. Combust. Inst. 2015, 35, 2275–2281. [Google Scholar] [CrossRef]
- Ito, K.; Ihara, K.; Tanaka, K.; Fujikura, M.; Yamaguchi, M. Physical and Mechanical Properties of Single Crystals of the T2 Phase in the Mo–Si–B System. Intermetallics 2001, 9, 591–602. [Google Scholar] [CrossRef]
- Li, W.; Zhang, G.; Wang, S.; Li, B.; Sun, J. Ductility of Mo-12Si-8.5B Alloys Doped with Lanthanum Oxide by the Liquid–Liquid Doping Method. J. Alloys Compd. 2015, 642, 34–39. [Google Scholar] [CrossRef]
- Tan, H.; Sun, Q.; Zhu, S.; Cheng, J.; Wang, S.; Yang, J. High Temperature Tribological Behavior of Mo-12Si-8.5B Alloy Reinforced with MoAlB Ceramic. Tribol. Int. 2020, 150, 106344. [Google Scholar] [CrossRef]
- Majumdar, S.; Dönges, B.; Gorr, B.; Christ, H.-J.; Schliephake, D.; Heilmaier, M. Mechanisms of Oxide Scale Formation on Yttrium-Alloyed Mo–Si–B Containing Fine-Grained Microstructure. Corros. Sci. 2015, 90, 76–88. [Google Scholar] [CrossRef]
- Paswan, S.; Mitra, R.; Roy, S.K. Oxidation Behaviour of the Mo–Si–B and Mo–Si–B–Al Alloys in the Temperature Range of 700–1300 °C. Intermetallics 2007, 15, 1217–1227. [Google Scholar] [CrossRef]
- Parthasarathy, T.A.; Mendiratta, M.G.; Dimiduk, D.M. Oxidation Mechanisms in Mo-Reinforced Mo5SiB2(T2)–Mo3Si Alloys. Acta Mater. 2002, 50, 1857–1868. [Google Scholar] [CrossRef]
- Alur, A.P.; Chollacoop, N.; Kumar, K.S. Creep Effects on Crack Growth in a Mo–Si–B Alloy. Acta Mater. 2007, 55, 961–974. [Google Scholar] [CrossRef]
- Yoshimi, K.; Nakatani, S.; Nomura, N.; Hanada, S. Thermal Expansion, Strength and Oxidation Resistance of Mo/Mo5SiB2 in-Situ Composites at Elevated Temperatures. Intermetallics 2003, 11, 787–794. [Google Scholar] [CrossRef]
- Krüger, M.; Jain, P.; Kumar, K.S.; Heilmaier, M. Correlation between Microstructure and Properties of Fine Grained Mo-Mo3Si-Mo5SiB2 Alloys. Intermetallics 2014, 48, 10–18. [Google Scholar] [CrossRef]
- Li, R.; Li, B.; Chen, X.; Wang, J.; Yan, F.; Wang, T.; Ren, S.; Zhang, G. Enhanced Fracture Toughness and Toughening Mechanisms of Fine-Grained Mo-12Si-8.5B Alloy with a Bi-Modally Structured α-Mo Grain. Mater. Sci. Eng. A 2020, 772, 138684. [Google Scholar] [CrossRef]
- Burk, S.; Gorr, B.; Trindade, V.; Christ, H.-J. Effect of Zr Addition on the High-Temperature Oxidation Behaviour of Mo–Si–B Alloys. Oxid. Met. 2009, 73, 163–181. [Google Scholar] [CrossRef]
- Wang, J.; Li, B.; Li, R.; Chen, X.; Wang, T.; Zhang, G. Unprecedented Oxidation Resistance at 900 °C of Mo–Si–B Composite with Addition of ZrB2. Ceram. Int. 2020, 46, 14632–14639. [Google Scholar] [CrossRef]
- Schliephake, D.; Azim, M.; Klinski-Wetzel, K.V.; Gorr, B.; Christ, H.-J.; Bei, H.; George, E.P.; Heilmaier, M. High-Temperature Creep and Oxidation Behavior of Mo–Si–B Alloys with High Ti Contents. Metall. Mater. Trans. A 2014, 45, 1102–1111. [Google Scholar] [CrossRef]
- Das, J.; Roy, B.; Kumar, N.K.; Mitra, R. High Temperature Oxidation Response of Al/Ce Doped Mo–Si–B Composites. Intermetallics 2017, 83, 101–109. [Google Scholar] [CrossRef]
- Cheng, P.M.; Yang, C.; Zhang, P.; Zhang, J.Y.; Wang, H.; Kuang, J.; Liu, G.; Sun, J. Enhancing the High-Temperature Creep Properties of Mo Alloys via Nanosized La2O3 Particle Addition. J. Mater. Sci. Technol. 2022, 130, 53–63. [Google Scholar] [CrossRef]
- Yang, T.; Guo, X. Comparative Studies on Densification Behavior, Microstructure, Mechanical Properties and Oxidation Resistance of Mo-12Si-10B and Mo3Si-Free Mo-26Nb-12Si-10B Alloys. Int. J. Refract. Met. Hard Mater. 2019, 84, 104993. [Google Scholar] [CrossRef]
- Behrani, V.; Thom, A.J.; Kramer, M.J.; Akinc, M. Microstructure and Oxidation Behavior of Nb–Mo–Si–B Alloys. Intermetallics 2006, 14, 24–32. [Google Scholar] [CrossRef]
- Cui, K.; Zhang, Y.; Fu, T.; Wang, J.; Zhang, X. Toughening Mechanism of Mullite Matrix Composites: A Review. Coatings 2020, 10, 672. [Google Scholar] [CrossRef]
- Schneibel, J.; Tortorelli, P.; Ritchie, R.; Kruzic, J. Optimizaton of Mo–Si–B Intermetallic Alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 525–531. [Google Scholar] [CrossRef]
- Sturm, D.; Heilmaier, M.; Schneibel, J.H.; Jéhanno, P.; Skrotzki, B.; Saage, H. The Influence of Silicon on the Strength and Fracture Toughness of Molybdenum. Mater. Sci. Eng. A 2007, 463, 107–114. [Google Scholar] [CrossRef]
- Hochmuth, C.; Schliephake, D.; Völkl, R.; Heilmaier, M.; Glatzel, U. Influence of Zirconium Content on Microstructure and Creep Properties of Mo-9Si-8B Alloys. Intermetallics 2014, 48, 3–9. [Google Scholar] [CrossRef]
- Saage, H.; Krüger, M.; Sturm, D.; Heilmaier, M.; Schneibel, J.H.; George, E.; Heatherly, L.; Somsen, C.; Eggeler, G.; Yang, Y. Ductilization of Mo-Si Solid Solutions Manufactured by Powder Metallurgy. Acta Mater. 2009, 57, 3895–3901. [Google Scholar] [CrossRef]
- Butler, T.M.; Weaver, M.L. Oxidation Behavior of Arc Melted AlCoCrFeNi Multi-Component High-Entropy Alloys. J. Alloys Compd. 2016, 674, 229–244. [Google Scholar] [CrossRef]
- Ghadami, F.; Sabour Rouh Aghdam, A.; Ghadami, S. A Comprehensive Study on the Microstructure Evolution and Oxidation Resistance of Conventional and Nanocrystalline MCrAlY Coatings. Sci. Rep. 2021, 11, 875. [Google Scholar] [CrossRef]
- Luo, L.; Zhang, H.; Chen, Y.; Zhao, C.; Alavi, S.; Guo, F.; Zhao, X.; Xiao, P. Effects of the β Phase Size and Shape on the Oxidation Behavior of NiCoCrAlY Coating. Corros. Sci. 2018, 145, 262–270. [Google Scholar] [CrossRef] [Green Version]
- Paswan, S.; Mitra, R.; Roy, S.K. Isothermal Oxidation Behaviour of Mo–Si–B and Mo–Si–B–Al Alloys in the Temperature Range of 400–800 °C. Mater. Sci. Eng. A 2006, 424, 251–265. [Google Scholar] [CrossRef]
- Paswan, S.; Mitra, R.; Roy, S. Nonisothermal and Cyclic Oxidation Behavior of Mo–Si–B and Mo–Si–B-Al Alloys. Metall. Mater. Trans. A 2009, 40, 2644–2658. [Google Scholar] [CrossRef]
- Rosales, I.; Martinez, H.; Bahena, D.; Ruiz, J.A.; Guardian, R.; Colin, J. Oxidation Performance of Mo3Si with Al Additions. Corros. Sci. 2009, 51, 534–538. [Google Scholar] [CrossRef]
- Liu, L.; Shi, C.; Zhang, C.; Su, R.; Zhang, H.; Voyles, P.M.; Perepezko, J.H. The Effect of Al on the Oxidation Behavior of Mo-6Si-12B-(1,2,4,8)Al Alloys. Corros. Sci. 2022, 208, 110677. [Google Scholar] [CrossRef]
- Liu, L.; Shi, C.; Zhang, C.; Voyles, P.M.; Fournelle, J.H.; Perepezko, J.H. Microstructure, Microhardness and Oxidation Behavior of Mo–Si–B Alloys in the Moss + Mo2B + Mo5SiB2 Three Phase Region. Intermetallics 2020, 116, 106618. [Google Scholar] [CrossRef]
- Liu, Y.; Kramer, M.; Thom, A.; Akinc, M. Oxidation Behavior of Multiphase Nb-Mo–Si–B Intermetallics. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 601–607. [Google Scholar] [CrossRef]
- Byun, J.M.; Bang, S.-R.; Kim, S.H.; Choi, W.J.; Kim, Y.D. Mechanical Properties of Mo-Nb-Si-B Quaternary Alloy Fabricated by Powder Metallurgical Method. Int. J. Refract. Met. Hard Mater. 2017, 65, 14–18. [Google Scholar] [CrossRef]
- Takata, N.; Sekido, N.; Takeyama, M.; Perepezko, J.H.; Follett-Figueroa, M.; Zhang, C. Solidification of Bcc/T1/T2 Three-Phase Microstructure in Mo-Nb-Si-B Alloys. Intermetallics 2016, 72, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Ray, P.K.; Ye, Y.Y.; Akinc, M.; Kramer, M.J. Effect of Nb and W Substitutions on the Stability of the A15 Mo3Si Phase. J. Alloys Compd. 2012, 537, 65–70. [Google Scholar] [CrossRef]
- Sakidja, R.; Perepezko, J.H.; Kim, S.; Sekido, N. Phase Stability and Structural Defects in High-Temperature Mo–Si–B Alloys. Acta Mater. 2008, 56, 5223–5244. [Google Scholar] [CrossRef]
- Yang, T.; Guo, X. Effects of Nb Content on the Mechanical Alloying Behavior and Sintered Microstructure of Mo-Nb-Si-B Alloys. Metals 2019, 9, 653. [Google Scholar] [CrossRef] [Green Version]
- Zhao, M.; Xu, B.; Shao, Y.; Liang, J.; Wu, S.; Yan, Y. Oxidation Behavior of Moss–Ti5Si3–T2 Composites at Intermediate and High Temperatures. Intermetallics 2020, 118, 106702. [Google Scholar] [CrossRef]
- Obert, S.; Kauffmann, A.; Seils, S.; Boll, T.; Kauffmann-Weiss, S.; Chen, H.; Anton, R.; Heilmaier, M. Microstructural and Chemical Constitution of the Oxide Scale Formed on a Pesting-Resistant Mo-Si-Ti Alloy. Corros. Sci. 2021, 178, 109081. [Google Scholar] [CrossRef]
- Obert, S.; Kauffmann, A.; Seils, S.; Schellert, S.; Weber, M.; Gorr, B.; Christ, H.-J.; Heilmaier, M. On the Chemical and Microstructural Requirements for the Pesting-Resistance of Mo-Si-Ti Alloys. J. Mater. Res. Technol. 2020, 9, 8556–8567. [Google Scholar] [CrossRef]
- Obert, S.; Kauffmann, A.; Heilmaier, M. Characterisation of the Oxidation and Creep Behaviour of Novel Mo-Si-Ti Alloys. Acta Mater. 2020, 184, 132–142. [Google Scholar] [CrossRef]
- Schliephake, D.; Kauffmann, A.; Cong, X.; Gombola, C.; Azim, M.; Gorr, B.; Christ, H.-J.; Heilmaier, M. Constitution, Oxidation and Creep of Eutectic and Eutectoid Mo-Si-Ti Alloys. Intermetallics 2019, 104, 133–142. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Sekido, N.; Kimura, Y.; Yoshimi, K. Orientation Relationship between Bcc Precipitates and Ti5Si3 Matrix in Mo–Si–B-Ti-C Quinary Alloys. Intermetallics 2020, 124, 106863. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Sekido, N.; Yoshimi, K. Effect of Cr Addition on Microstructure and Oxidation Resistance of a Ti5Si3-Containing MoSiBTiC Alloy. Corros. Sci. 2020, 166, 108418. [Google Scholar] [CrossRef]
- Zhao, M.; Xu, B.; Shao, Y.; Zhu, Y.; Wu, J.; Wu, S.; Yan, Y. Microstructure and Oxidation Mechanism of Multiphase Mo-Ti-Si–B Alloys at 800 °C. Corros. Sci. 2021, 187, 109518. [Google Scholar] [CrossRef]
- Tang, Z.; Thom, A.J.; Akinc, M. Role of Nitrogen on the Oxidative Stability of Ti5Si3 Based Alloys at Elevated Temperature. Intermetallics 2006, 14, 537–543. [Google Scholar] [CrossRef]
- Tang, Z.; Williams, J.J.; Thom, A.J.; Akinc, M. High Temperature Oxidation Behavior of Ti5Si3-Based Intermetallics. Intermetallics 2008, 16, 1118–1124. [Google Scholar] [CrossRef]
- Chou, K.; Chu, P.-W.; Marquis, E.A. Data on the Early Oxidation of SiO2-Coated Pure Ti and Bulk Ti5Si3 at 800 °C. Data Brief 2018, 20, 1263–1268. [Google Scholar] [CrossRef] [PubMed]
- Das, J.; Mitra, R.; Roy, S.K. Oxidation Behaviour of Mo–Si–B–(Al, Ce) Ultrafine-Eutectic Dendrite Composites in the Temperature Range of 500–700 °C. Intermetallics 2011, 19, 1–8. [Google Scholar] [CrossRef]
- Majumdar, S.; Burk, S.; Schliephake, D.; Krüger, M.; Christ, H.-J.; Heilmaier, M. A Study on Effect of Reactive and Rare Earth Element Additions on the Oxidation Behavior of Mo–Si–B System. Oxid. Met. 2013, 80, 219–230. [Google Scholar] [CrossRef]
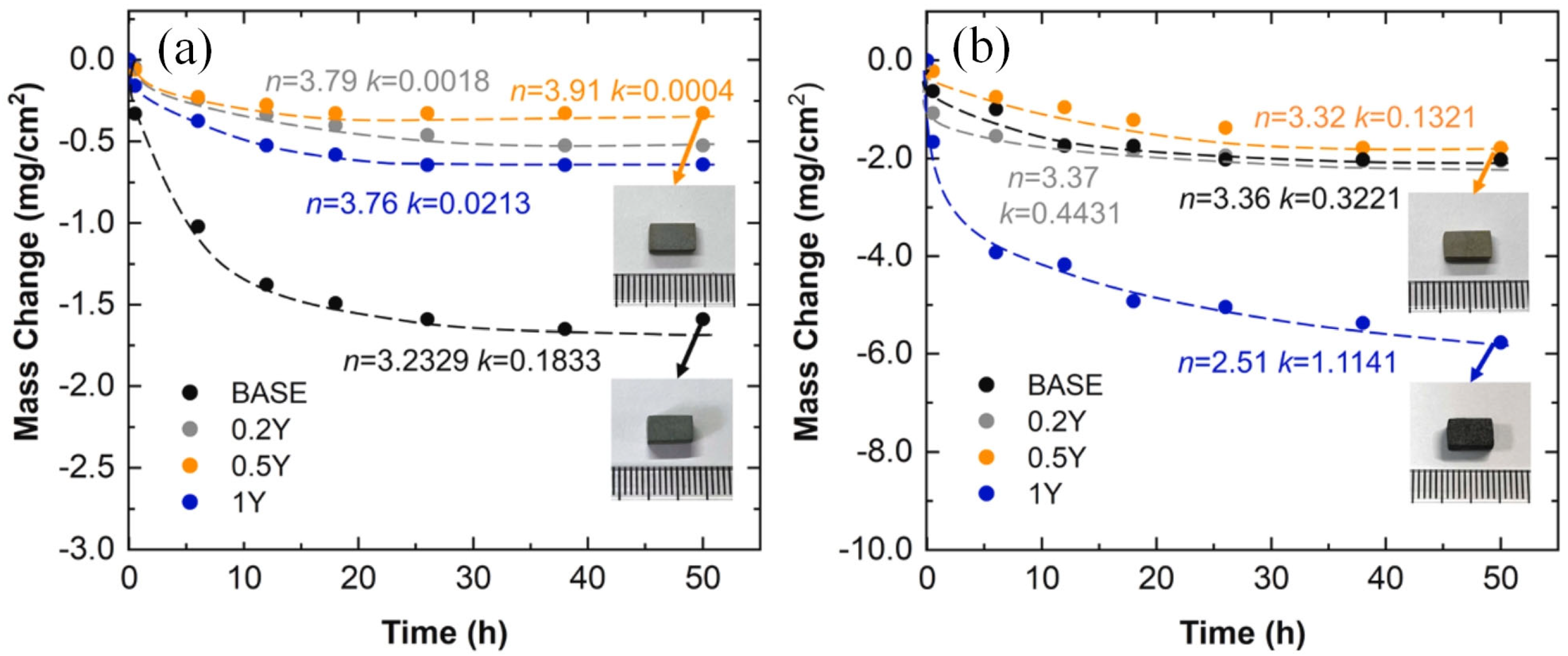
- Gui, Y.; Zhao, M.; Yu, S.; Wu, J.; Wu, S.; Yan, Y. Microstructure and Oxidation Behaviour of Y-Added Mo-Ti-Si–B Alloys. Corros. Sci. 2022, 209, 110718. [Google Scholar] [CrossRef]
- Majumdar, S.; Schliephake, D.; Gorr, B.; Christ, H.-J.; Heilmaier, M. Effect of Yttrium Alloying on Intermediate to High-Temperature Oxidation Behavior of Mo–Si–B Alloys. Metall. Mater. Trans. A 2013, 44, 2243–2257. [Google Scholar] [CrossRef]
- Gaitzsch, U.; Magnusson, A.; Weißgärber, T. MoSiBTi by Powder Metallurgy. Int. J. Refract. Met. Hard Mater. 2023, 112, 106127. [Google Scholar] [CrossRef]
- Jain, P.; Kumar, K.S. Dissolved Si in Mo and Its Effects on the Properties of Mo–Si–B Alloys. Scr. Mater. 2010, 62, 1–4. [Google Scholar] [CrossRef]
- Lemberg, J.A.; Middlemas, M.R.; Weingärtner, T.; Gludovatz, B.; Cochran, J.K.; Ritchie, R.O. On the Fracture Toughness of Fine-Grained Mo-3Si-1B (Wt.%) Alloys at Ambient to Elevated (1300 °C) Temperatures. Intermetallics 2012, 20, 141–154. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, R.; Pan, K.; Yang, Y.; Wang, C.; Wei, S.; Dong, X.; Dong, Z. Preparation and Enhanced Oxidation Behavior of Microalloyed Mo5SiB2 Alloy at 1300 °C. Mater. Charact. 2022, 189, 112001. [Google Scholar] [CrossRef]
- Karahan, T.; Ouyang, G.; Ray, P.K.; Kramer, M.J.; Akinc, M. Oxidation Mechanism of W Substituted Mo–Si–B Alloys. Intermetallics 2017, 87, 38–44. [Google Scholar] [CrossRef]
- Wang, C.; Huang, H.; Wei, S.; Zhang, L.; Pan, K.; Dong, X.; Xu, L.; Chen, C.; Mao, F.; Zhang, C.; et al. Strengthening Mechanism and Effect of Al2O3 Particle on High-Temperature Tensile Properties and Microstructure Evolution of W–Al2O3 Alloys. Mater. Sci. Eng. A 2022, 835, 142678. [Google Scholar] [CrossRef]
- Su, R.; Liu, L.; Perepezko, J.H. Alloy Designs for High Temperature Mo-Base Systems. Int. J. Refract. Met. Hard Mater. 2023, 113, 106199. [Google Scholar] [CrossRef]
- Wang, J.; Li, B.; Ren, S.; Li, R.; Wang, T.; Zhang, G. Enhanced Oxidation Resistance of Mo-12Si-8.5B Alloys with ZrB2 Addition at 1300 °C. J. Mater. Sci. Technol. 2018, 34, 635–642. [Google Scholar] [CrossRef]
- Wang, J.; Li, B.; Li, R.; Wang, T.; Chen, X.; Zhang, G. Improved Oxidation Resistance of Mo-12Si-8.5B Composite at 1400 °C Due to Development of Zr-Rich Borosilicate Scale. Ceram. Int. 2019, 45, 3111–3117. [Google Scholar] [CrossRef]
- Quintas, A.; Caurant, D.; Majérus, O.; Loiseau, P.; Charpentier, T.; Dussossoy, J.-L. ZrO2 Addition in Soda-Lime Aluminoborosilicate Glasses Containing Rare Earths: Impact on the Network Structure. J. Alloys Compd. 2017, 714, 47–62. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Zhang, G.; Li, B.; Li, R.; Li, S. Microstructure and Oxidation Response of Mo–Si–B-ZrB2 Alloy at 900 °C: Effect of Pre-Oxidation Treatment. Mater. Charact. 2023, 200, 112843. [Google Scholar] [CrossRef]
- Zhang, G.; Zha, Y.; Li, B.; He, W.; Sun, J. Effects of Lanthanum Oxide Content on Mechanical Properties of Mechanical Alloying Mo-12Si-8.5B (at.%) Alloys. Int. J. Refract. Met. Hard Mater. 2013, 41, 585–589. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, G.J.; Jiang, F.; Ding, X.D.; Sun, Y.J.; Sun, J.; Ma, E. Nanostructured High-Strength Molybdenum Alloys with Unprecedented Tensile Ductility. Nat. Mater 2013, 12, 344–350. [Google Scholar] [CrossRef]
- Lin, X.-H.; Li, B.; Li, L.-P.; Liang, J.; Gao, X.-Q.; Zhang, X. Microstructure and Improved Mechanical Properties of Mo-12Si-8.5B Alloys with Lanthanum Oxide Addition. Rare Metals 2018, 38, 848–854. [Google Scholar] [CrossRef]
- Song, G.M.; Zhou, Y.; Sun, Y.; Lei, T.C. Modelling of Combined Reinforcement of Ceramic Composites by Whisker and Transformation Toughening. Ceram. Int. 1998, 24, 521–525. [Google Scholar] [CrossRef]
- Silvestroni, L.; Sciti, D.; Melandri, C.; Guicciardi, S. Toughened ZrB2-Based Ceramics through SiC Whisker or SiC Chopped Fiber Additions. J. Eur. Ceram. Soc. 2010, 30, 2155–2164. [Google Scholar] [CrossRef]
- Li, B.; Lin, X.; Zhang, G.; Li, L.; Zhang, P. Optimization of Multi-Phase Mo-12Si-8.5B Alloy by SiC Whisker. JOM 2018, 70, 2529–2536. [Google Scholar] [CrossRef]
- Li, B.; Wang, J.; Chen, X.; Lin, X.; Li, R.; Zhang, G. High-Temperature Oxidation Response of Mo–Si–B Composites with TiO2W/SiCW Addition. Ceram. Int. 2019, 45, 16046–16053. [Google Scholar] [CrossRef]
- Hu, W.; Huang, Z.; Cai, L.; Lei, C.; Zhai, H.; Wo, S.; Li, X. In-Situ TiC and Γ′-Ni3(Al,Ti) Triggered Microstructural Modification and Strengthening of Ni Matrix Composite by Reactive Hot-Press Sintering Pure Ni and Ti2AlC Precursor. J. Alloys Compd. 2018, 747, 1043–1052. [Google Scholar] [CrossRef]
- Hu, W.; Huang, Z.; Wang, Y.; Li, X.; Zhai, H.; Zhou, Y.; Chen, L. Layered Ternary MAX Phases and Their MX Particulate Derivative Reinforced Metal Matrix Composite: A Review. J. Alloys Compd. 2021, 856, 157313. [Google Scholar] [CrossRef]
- Anasori, B.; Halim, J.; Lu, J.; Voigt, C.A.; Hultman, L.; Barsoum, M.W. Mo2TiAlC2: A New Ordered Layered Ternary Carbide. Scr. Mater. 2015, 101, 5–7. [Google Scholar] [CrossRef] [Green Version]
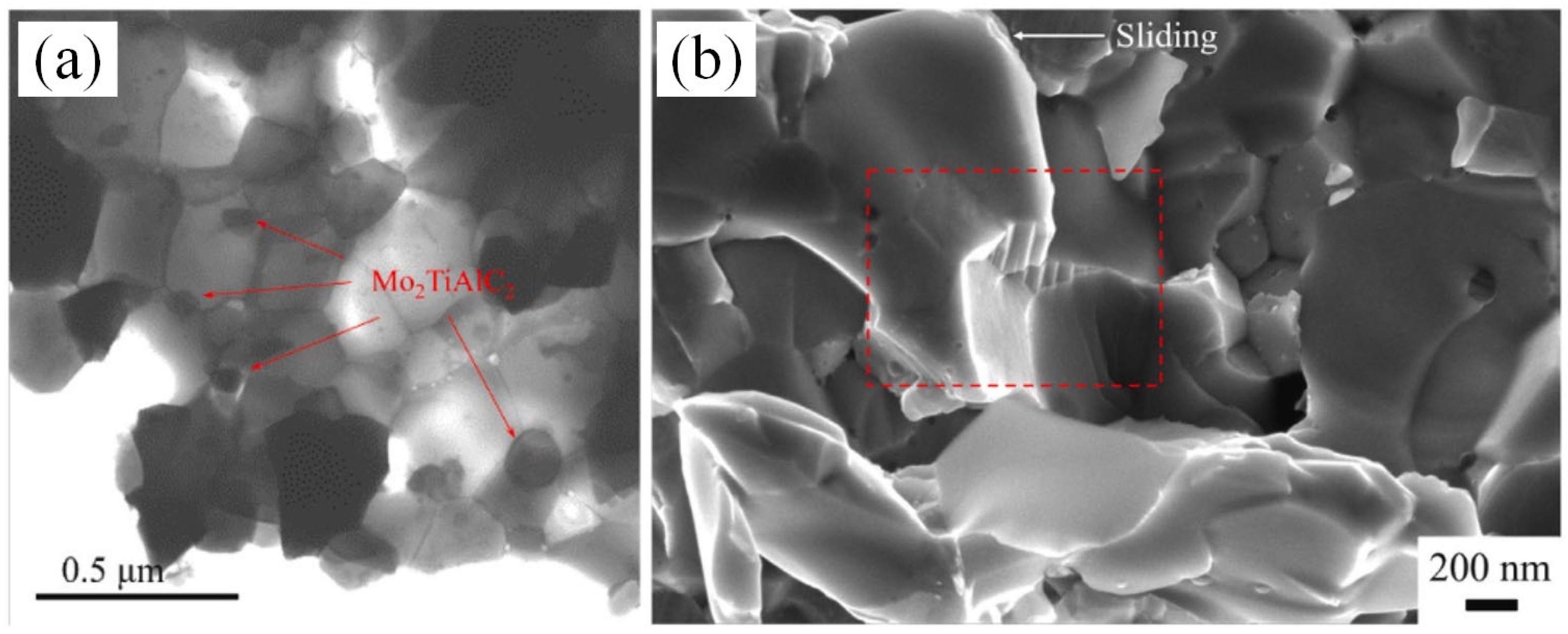
- Lin, X.; Zhang, G.; Zhang, W.; Li, Y.; Li, B.; Wang, B. Microstructure and Mechanical Properties of Mo-12Si-8.5B Alloy Reinforced by Layered Mo2TiAlC2 MAX Phase. Int. J. Refract. Met. Hard Mater. 2022, 109, 105967. [Google Scholar] [CrossRef]
- Zhang, G.; Lin, X.; Liu, G.; Zhang, N.; Sun, J. The Influence of Silicon Content on Microstructure and Hardness of Mo-Si Alloys. Int. J. Refract. Met. Hard Mater. 2011, 29, 96–103. [Google Scholar] [CrossRef]
- Rosales, I.; Schneibel, J.H. Stoichiometry and Mechanical Properties of Mo3Si. Intermetallics 2000, 8, 885–889. [Google Scholar] [CrossRef]
- Hadi, M.; Ali, M. New Ordered MAX Phase Mo2TiAlC2: Elastic and Electronic Properties from First-Principles. Chin. Phys. B 2016, 25, 107103. [Google Scholar] [CrossRef]
- Barsoum, M.W.; Farber, L.; El-Raghy, T. Dislocations, Kink Bands, and Room-Temperature Plasticity of Ti3SiC2. Metall. Mater. Trans. A 1999, 30, 1727–1738. [Google Scholar] [CrossRef]
- Sun, Z.M.; Murugaiah, A.; Zhen, T.; Zhou, A.; Barsoum, M.W. Microstructure and Mechanical Properties of Porous Ti3SiC2. Acta Mater. 2005, 53, 4359–4366. [Google Scholar] [CrossRef]
- Akinc, M.; Meyer, M.K.; Kramer, M.J.; Thom, A.J.; Huebsch, J.J.; Cook, B. Boron-Doped Molybdenum Silicides for Structural Applications. Mater. Sci. Eng. A 1999, 261, 16–23. [Google Scholar] [CrossRef]
- Yoshimi, K.; Nakatani, S.; Suda, T.; Hanada, S.; Habazaki, H. Oxidation Behavior of Mo5SiB2-Based Alloy at Elevated Temperatures. Intermetallics 2002, 10, 407–414. [Google Scholar] [CrossRef]
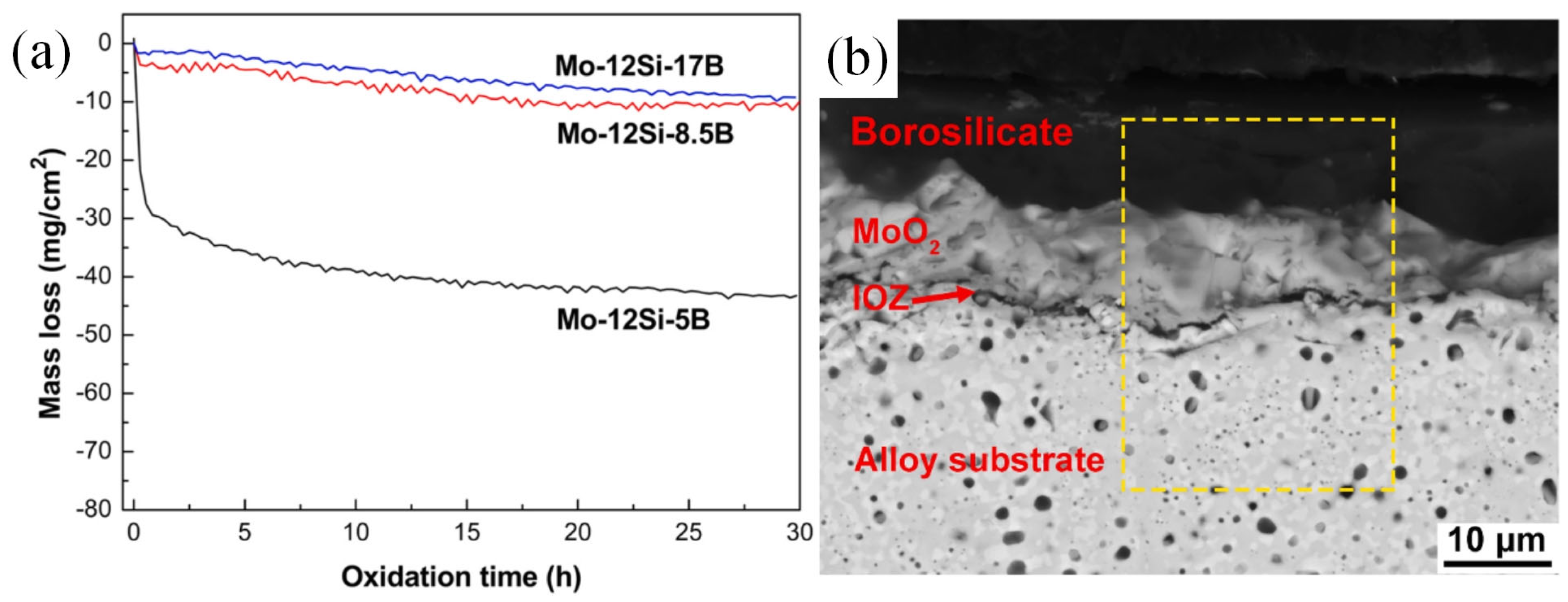
- Li, R.; Li, B.; Chen, X.; Wang, J.; Wang, T.; Gong, Y.; Ren, S.; Zhang, G. Variation of Phase Composition of Mo–Si–B Alloys Induced by Boron and Their Mechanical Properties and Oxidation Resistance. Mater. Sci. Eng. A 2019, 749, 196–209. [Google Scholar] [CrossRef]
- Jin, M.; He, D.; Shao, W.; Tan, Z.; Guo, X.; Zhou, Z.; Wang, G.; Wu, X.; Cui, L.; Zhou, L. Influence of B Contents on the Microstructure, Fracture Toughness and Oxidation Resistance of Mo–Si–B Alloys. J. Alloys Compd. 2022, 890, 161829. [Google Scholar] [CrossRef]
- Byun, J.M.; Hwang, S.H.; Lee, S.; Suk, M.-J.; Oh, S.-T.; Kim, Y.D. Microstructure Control of Mo–Si–B Alloy for Formation of Continuous α-Mo Phase. Int. J. Refract. Met. Hard Mater. 2015, 53, 61–65. [Google Scholar] [CrossRef]
- Raj, R.; Ashby, M.F. Intergranular Fracture at Elevated Temperature. Acta Metall. 1975, 23, 653–666. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High Tensile Ductility in a Nanostructured Metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Liu, Y.; Liu, Y.; Ren, Y.; Wu, Y.; Gao, Z.; Wu, X.; Han, P. Enhanced Tensile Ductility and Strength of Electrodeposited Ultrafine-Grained Nickel with a Desired Bimodal Microstructure. Mater. Sci. Eng. A 2017, 701, 196–202. [Google Scholar] [CrossRef] [Green Version]
- Rong, W.; Zhang, Y.; Wu, Y.; Chen, Y.; Sun, M.; Chen, J.; Peng, L. The Role of Bimodal-Grained Structure in Strengthening Tensile Strength and Decreasing Yield Asymmetry of Mg-Gd-Zn-Zr Alloys. Mater. Sci. Eng. A 2019, 740–741, 262–273. [Google Scholar] [CrossRef]
- Flipon, B.; Keller, C.; de la Cruz, L.G.; Hug, E.; Barbe, F. Tensile Properties of Spark Plasma Sintered AISI 316L Stainless Steel with Unimodal and Bimodal Grain Size Distributions. Mater. Sci. Eng. A 2018, 729, 249–256. [Google Scholar] [CrossRef]
- Wang, L.; Sun, J.; Liu, G.; Sun, Y.; Zhang, G. Influences of Annealing Temperature on Microstructure and Mechanical Properties of Mo-La2O3. Int. J. Refract. Met. Hard Mater. 2011, 29, 522–527. [Google Scholar] [CrossRef]
- Jéhanno, P.; Heilmaier, M.; Saage, H.; Böning, M.; Kestler, H.; Freudenberger, J.; Drawin, S. Assessment of the High Temperature Deformation Behavior of Molybdenum Silicide Alloys. Mater. Sci. Eng. A 2007, 463, 216–223. [Google Scholar] [CrossRef]
- Li, R.; Chen, X.; Li, B.; Wang, J.; Wang, T.; Yan, F.; Zhang, G. Optimizing the Microstructure and Mechanical Behaviors of Bimodal Mo–Si–B Alloy by Heat Treatment. Int. J. Refract. Met. Hard Mater. 2021, 94, 105374. [Google Scholar] [CrossRef]
- Chen, X.; Li, B.; Wang, T.; Li, R.; Wang, J.; Ren, S.; Zhang, G. Strengthening Mechanisms of Mo-La2O3 Alloys Processed by Solid-Solid Doping and Vacuum Hot-Pressing Sintering. Vacuum 2018, 152, 70–77. [Google Scholar] [CrossRef]
- Wang, J.; Li, B.; Li, R.; Chen, X.; Zhang, G. High Toughness and Strength of Mo-12Si-8.5B-ZrB2 Alloy Resulting from a Bimodal α-Mo Grain Structure. Int. J. Refract. Met. Hard Mater. 2020, 86, 105129. [Google Scholar] [CrossRef]
- Wang, J.; Li, B.; Li, R.; Chen, X.; Zhang, G. Bimodal α-Mo Grain Structure Inducing Excellent Oxidation Resistance in Mo-12Si-8.5B Alloy at 1100 °C. Int. J. Refract. Met. Hard Mater. 2021, 98, 105533. [Google Scholar] [CrossRef]
- Li, Z.; Peng, L.M. Ultra-High Temperature Mo–Si–B Alloys—Synthesis, Microstructural and Mechanical Characterization. Mater. Lett. 2008, 62, 2229–2232. [Google Scholar] [CrossRef]
- Schneibel, J.H.; Liu, C.T.; Easton, D.S.; Carmichael, C.A. Microstructure and Mechanical Properties of Mo-Mo3Si-Mo5SiB2 Silicides. Mater. Sci. Eng. A 1999, 261, 78–83. [Google Scholar] [CrossRef]
- Gong, Y.; Guo, B.; Wang, X.; Ye, W.; Li, R.; Chen, X.; Wang, J.; Zhang, G. Preparation of Fine-Grained MoAlB with Preferable Mechanical Properties and Oxidation Resistance. Int. J. Refract. Met. Hard Mater. 2020, 93, 105345. [Google Scholar] [CrossRef]
- Jung, J.-I.; Zhou, N.; Luo, J. Effects of Sintering Aids on the Densification of Mo–Si–B Alloys. J. Mater. Sci. 2012, 47, 8308–8319. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J. Overview of Materials Qualification Needs for Metal Additive Manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef] [Green Version]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A Study of the Microstructural Evolution during Selective Laser Melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Guo, Y.; Li, Z.; He, J.; Su, H.; Jia, L.; Zhang, J.; Liu, L.; Zhang, H. Surface Microstructure Modification of Hypereutectic Nb-Si Based Alloys to Improve Oxidation Resistance without Damaging Fracture Toughness. Mater. Charact. 2020, 159, 110051. [Google Scholar] [CrossRef]
- Higashi, M.; Ozaki, T. Selective Laser Melting of Pure Molybdenum: Evolution of Defect and Crystallographic Texture with Process Parameters. Mater. Des. 2020, 191, 108588. [Google Scholar] [CrossRef]
- Yi, L.; Gläßner, C.; Aurich, J.C. How to Integrate Additive Manufacturing Technologies into Manufacturing Systems Successfully: A Perspective from the Commercial Vehicle Industry. J. Manuf. Syst. 2019, 53, 195–211. [Google Scholar] [CrossRef]
- Schmelzer, J.; Rittinghaus, S.-K.; Weisheit, A.; Stobik, M.; Paulus, J.; Gruber, K.; Wessel, E.; Heinze, C.; Krüger, M. Printability of Gas Atomized Mo–Si–B Powders by Laser Metal Deposition. Int. J. Refract. Met. Hard Mater. 2019, 78, 123–126. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric Analysis of Thermal Behavior during Selective Laser Melting Additive Manufacturing of Aluminum Alloy Powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D.; Nazé, L.; Sennour, M. Microstructural and Mechanical Approaches of the Selective Laser Melting Process Applied to a Nickel-Base Superalloy. Mater. Sci. Eng. A 2012, 534, 446–451. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective Laser Melting of Iron-Based Powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Faidel, D.; Jonas, D.; Natour, G.; Behr, W. Investigation of the Selective Laser Melting Process with Molybdenum Powder. Addit. Manuf. 2015, 8, 88–94. [Google Scholar] [CrossRef]
- Wang, D.; Yu, C.; Ma, J.; Liu, W.; Shen, Z. Densification and Crack Suppression in Selective Laser Melting of Pure Molybdenum. Mater. Des. 2017, 129, 44–52. [Google Scholar] [CrossRef]
- Makineni, S.K.; Kini, A.R.; Jägle, E.A.; Springer, H.; Raabe, D.; Gault, B. Synthesis and Stabilization of a New Phase Regime in a Mo–Si–B Based Alloy by Laser-Based Additive Manufacturing. Acta Mater. 2018, 151, 31–40. [Google Scholar] [CrossRef]
- Moriyama, T.; Yoshimi, K.; Zhao, M.; Masnou, T.; Yokoyama, T.; Nakamura, J.; Katsui, H.; Goto, T. Room-Temperature Fracture Toughness of MoSiBTiC Alloys. Intermetallics 2017, 84, 92–102. [Google Scholar] [CrossRef]
- Miyamoto, S.; Yoshimi, K.; Ha, S.-H.; Kaneko, T.; Nakamura, J.; Sato, T.; Maruyama, K.; Tu, R.; Goto, T. Phase Equilibria, Microstructure, and High-Temperature Strength of TiC-Added Mo–Si–B Alloys. Metall. Mater. Trans. A 2013, 45, 1112–1123. [Google Scholar] [CrossRef]
- Kamata, S.; Kanekon, D.; Lu, Y.; Sekido, N.; Maruyama, K.; Eggeler, G.; Yoshimi, K. Ultrahigh-Temperature Tensile Creep of TiC-Reinforced Mo–Si–B-Based Alloy. Sci. Rep. 2018, 8, 10487. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Sun, X.; Tsunoda, K.; Kikuchi, K.; Nomura, N.; Yoshimi, K.; Kawasaki, A. Powder Fabrication and Laser Additive Manufacturing of MoSiBTiC Alloy. Intermetallics 2019, 104, 33–42. [Google Scholar] [CrossRef]
- Li, X.; Kong, C.; Becker, T.; Sercombe, T. Investigation of Interfacial Reaction Products and Stress Distribution in Selective Laser Melted Al12Si/SiC Composite Using Confocal Raman Microscopy. Adv. Eng. Mater. 2016, 18, 1337–1341. [Google Scholar] [CrossRef] [Green Version]
- Krakhmalev, P.; Yadroitsev, I. Microstructure and Properties of Intermetallic Composite Coatings Fabricated by Selective Laser Melting of Ti–SiC Powder Mixtures. Intermetallics 2014, 46, 147–155. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The Influence of the Laser Scan Strategy on Grain Structure and Cracking Behaviour in SLM Powder-Bed Fabricated Nickel Superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Schneider, J.; Lund, B.; Fullen, M. Effect of Heat Treatment Variations on the Mechanical Properties of Inconel 718 Selective Laser Melted Specimens. Addit. Manuf. 2018, 21, 248–254. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and Tensile Properties of Selectively Laser-Melted and of HIPed Laser-Melted Ti–6Al–4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Zhou, W.; Tsunoda, K.; Nomura, N.; Yoshimi, K. Effect of Hot Isostatic Pressing on the Microstructure and Fracture Toughness of Laser Additive-Manufactured MoSiBTiC Multiphase Alloy. Mater. Des. 2020, 196, 109132. [Google Scholar] [CrossRef]
- Choi, H.J.; Lee, S.W.; Park, J.S.; Bae, D.H. Tensile Behavior of Bulk Nanocrystalline Aluminum Synthesized by Hot Extrusion of Ball-Milled Powders. Scr. Mater. 2008, 59, 1123–1126. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Deng, S.; Liao, H.; Coddet, C. Microstructure and Tensile Properties of Iron Parts Fabricated by Selective Laser Melting. Opt. Laser Technol. 2014, 56, 451–460. [Google Scholar] [CrossRef]
- Higashi, M.; Ozaki, T. Selective Laser Melting of MoSiBTiC Alloy with Plasma-Spheroidized Powder: Microstructure and Mechanical Property. Mater. Charact. 2021, 172, 110888. [Google Scholar] [CrossRef]
- Fichtner, D.; Schmelzer, J.; Yang, W.; Heinze, C.; Krüger, M. Additive Manufacturing of a Near-Eutectic Mo–Si–B Alloy: Processing and Resulting Properties. Intermetallics 2021, 128, 107025. [Google Scholar] [CrossRef]
- Ma, W.; Ning, J.; Zhang, L.-J.; Na, S.-J. Regulation of Microstructures and Properties of Molybdenum-silicon-boron Alloy Subjected to Selective Laser Melting. J. Manuf. Process 2021, 69, 593–601. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N. Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef] [Green Version]
- Li, P.; Warner, D.H.; Fatemi, A.; Phan, N. Critical Assessment of the Fatigue Performance of Additively Manufactured Ti–6Al–4V and Perspective for Future Research. Int. J. Fatigue 2016, 85, 130–143. [Google Scholar] [CrossRef]
- Beretta, S.; Romano, S. A Comparison of Fatigue Strength Sensitivity to Defects for Materials Manufactured by AM or Traditional Processes. Int. J. Fatigue 2017, 94, 178–191. [Google Scholar] [CrossRef]
- Shao, S.; Mahtabi, M.J.; Shamsaei, N.; Thompson, S.M. Solubility of Argon in Laser Additive Manufactured α-Titanium under Hot Isostatic Pressing Condition. Comput. Mater. Sci. 2017, 131, 209–219. [Google Scholar] [CrossRef]
- Deng, W.; Hou, G.; Li, S.; Han, J.; Zhao, X.; Liu, X.; An, Y.; Zhou, H.; Chen, J. A New Methodology to Prepare Ceramic-Organic Composite Coatings with Good Cavitation Erosion Resistance. Ultrason. Sonochemistry 2018, 44, 115–119. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Fan, J.; Yuan, Y.; Liu, J.; Zhao, K.; Liu, D.; Xie, Z.; An, L. Effect of Oscillatory Pressure on the Sintering Behavior of ZrO2 Ceramic. Ceram. Int. 2020, 46, 13240–13243. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mo-12Si-5B | Mo-12Si-8.5B | Mo-12Si-17B | |
|---|---|---|---|
| Fracture toughness (Kq)/MPa m1/2 | 9.8 | 9.3 | 8.7 |
| Outer borosilicate layer/μm | 43.2 | 14.8 | 11.3 |
| Inner MoO2 layer/μm | 200.0 | 37.5 | 8.4 |
| Inner Oxidation zone (IOZ)/μm | 13.5 | 8.4 | 2.9 |
| Mo-12Si-8.5B | Grain Structure | Compressive Strength/MPa | Fracture Toughness/MPa∙m1/2 |
|---|---|---|---|
| +xLa2O3 | Fine (x = 0.9 wt. %) [91] | 2807 | 9.3 |
| Fine (x = 0.57 wt. %) [36] | 3058 | 9.2 | |
| Bimodal (x = 0.57 wt. %) [36] | 2561 | 12.5 | |
| Bimodal (x = 0.57 wt. %) [117] | 2681 | 13.41 | |
| +xZrB2 | Fine (x = 1.0 wt. %) [22] | 3130 | 11.5 |
| Bimodal (x = 0.57 wt. %) [119] | 2998 | 13.1 | |
| +xMo2TiAlC2 | Fine (x = 2.0 wt. %) [99] | 3356 | 14.07 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yakang, K.; Wang, C.; Chen, X.; Qu, Y.; Yu, J.; Ju, H.; Yilei, X. Review of Research Progress on Mo–Si–B Alloys. Materials 2023, 16, 5495. https://doi.org/10.3390/ma16155495
Yakang K, Wang C, Chen X, Qu Y, Yu J, Ju H, Yilei X. Review of Research Progress on Mo–Si–B Alloys. Materials. 2023; 16(15):5495. https://doi.org/10.3390/ma16155495
Chicago/Turabian StyleYakang, Kong, Cheng Wang, Xiancong Chen, Yi Qu, Jiabo Yu, Haijuan Ju, and Xiao Yilei. 2023. "Review of Research Progress on Mo–Si–B Alloys" Materials 16, no. 15: 5495. https://doi.org/10.3390/ma16155495