
Dynamic Spheroidization Mechanism and Its Orientation Dependence of Ti-6Al-2Mo-2V-1Fe Alloy during Subtransus Hot Deformation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
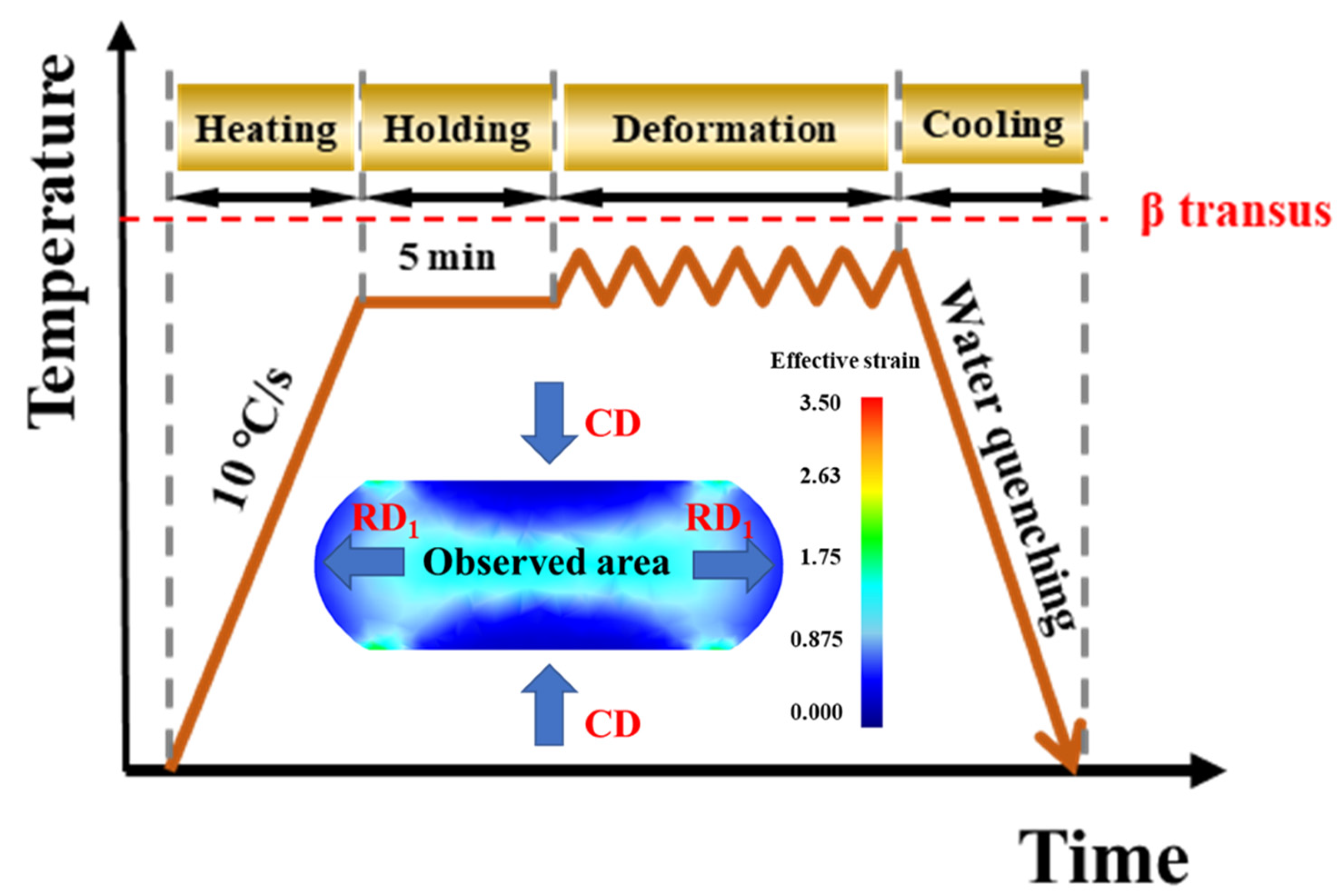
2. Experimental Procedure
3. Results and Discussion
3.1. The Initial Microstructure
3.2. Thermal Plastic Flow Behavior
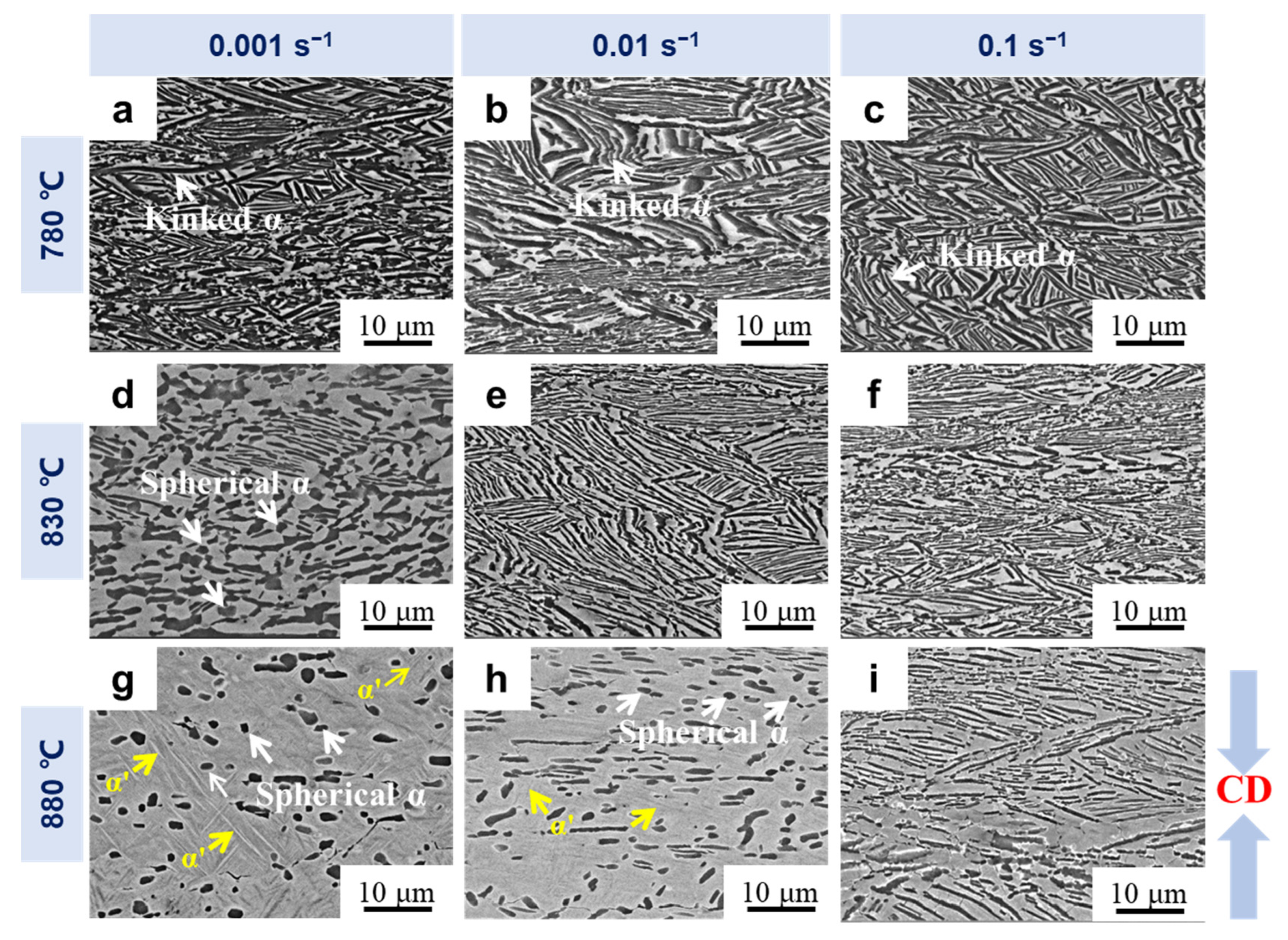
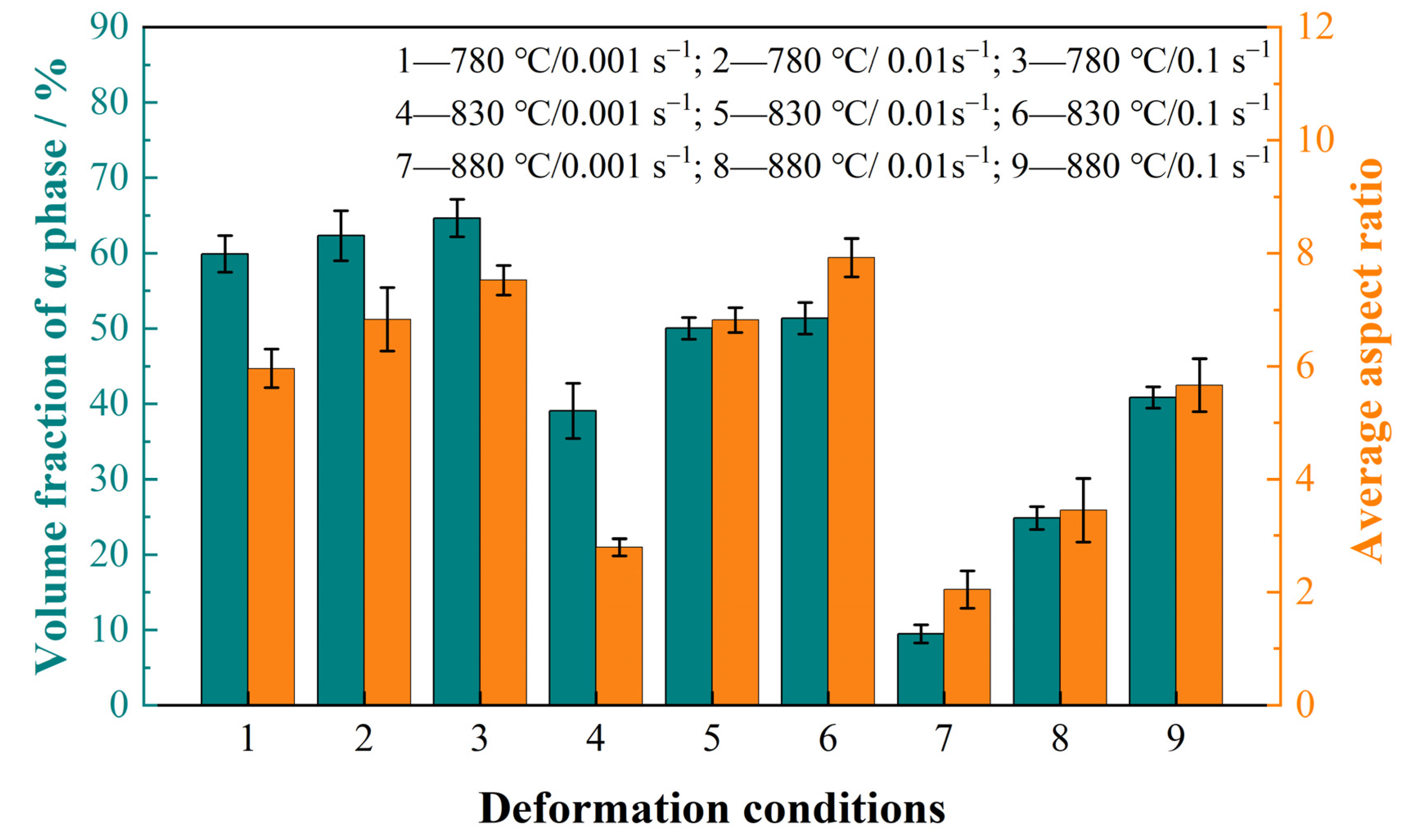
3.3. Morphological Characteristic of the α Lamellae
3.4. Relationship between Dynamic Spheroidization and the Dynamic Restoration of α Lamellae
3.5. Dynamic Spheroidization Mechanism of α Lamellae
3.5.1. Correlation of Spheroidization Mechanisms and Deformation Temperature
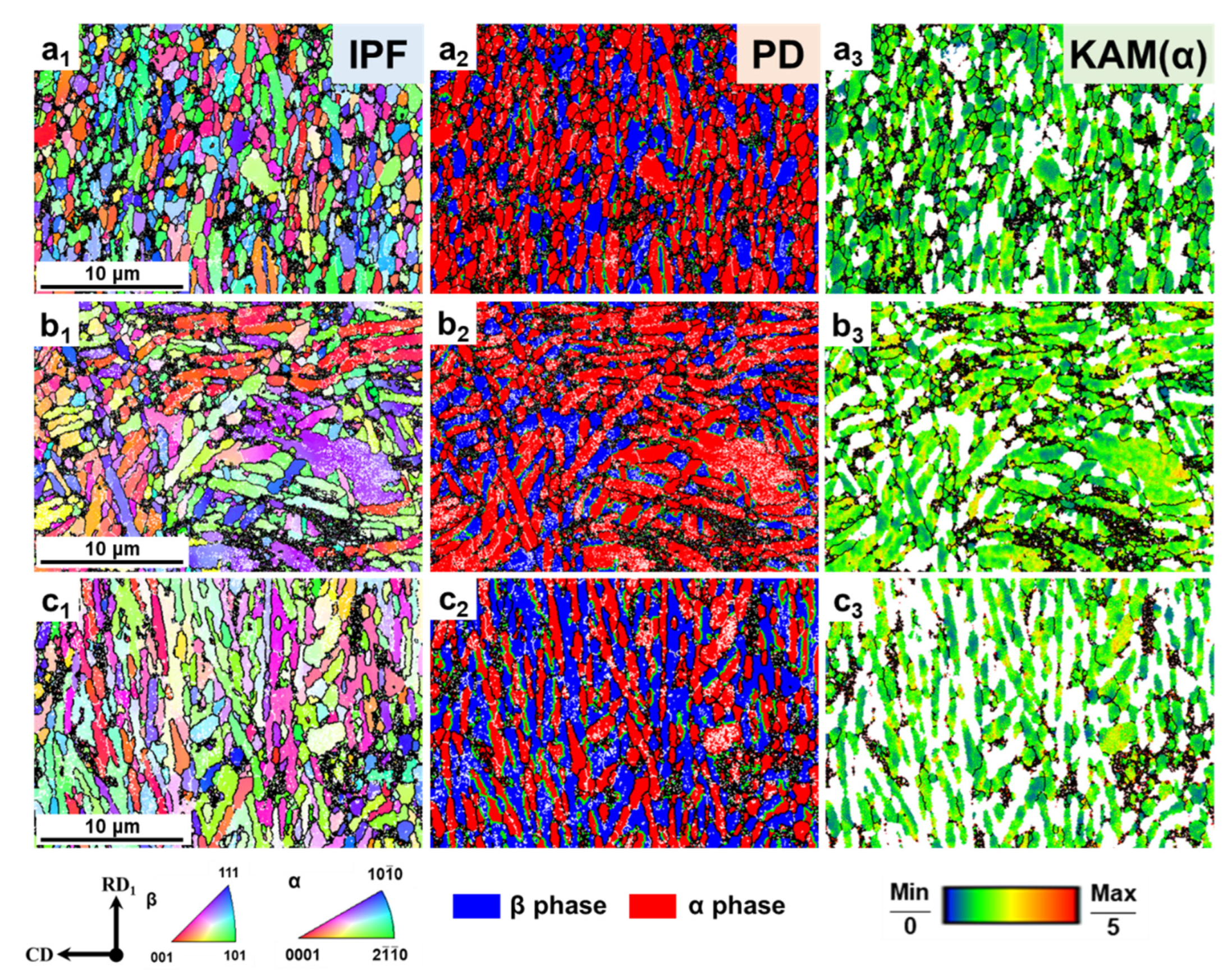
3.5.2. Dependence of Spheroidization on Lamellar Orientation
4. Conclusions
- (1)
- The peak stress and the amount of flow softening decreased with increases in deformation temperature and decreases in strain rates. At 880 °C/0.001 s−1, the aspect ratio of the α phase was the smallest, at 2.05.
- (2)
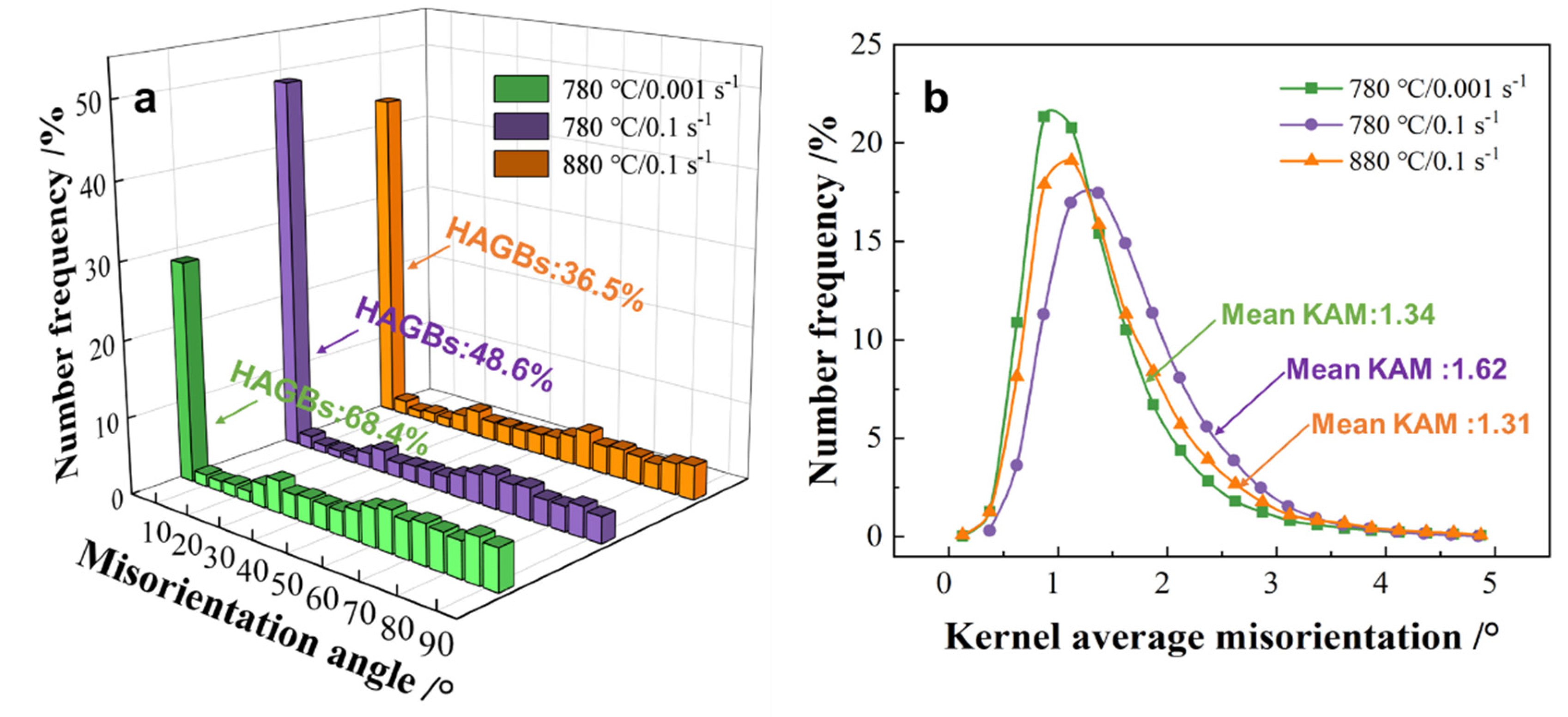
- The proportion of HAGBs decreased with increasing temperatures and strain rates, which was different from the trend of the spheroidization. Furthermore, the formation of HAGBs was not necessary for the spheroidization process.
- (3)
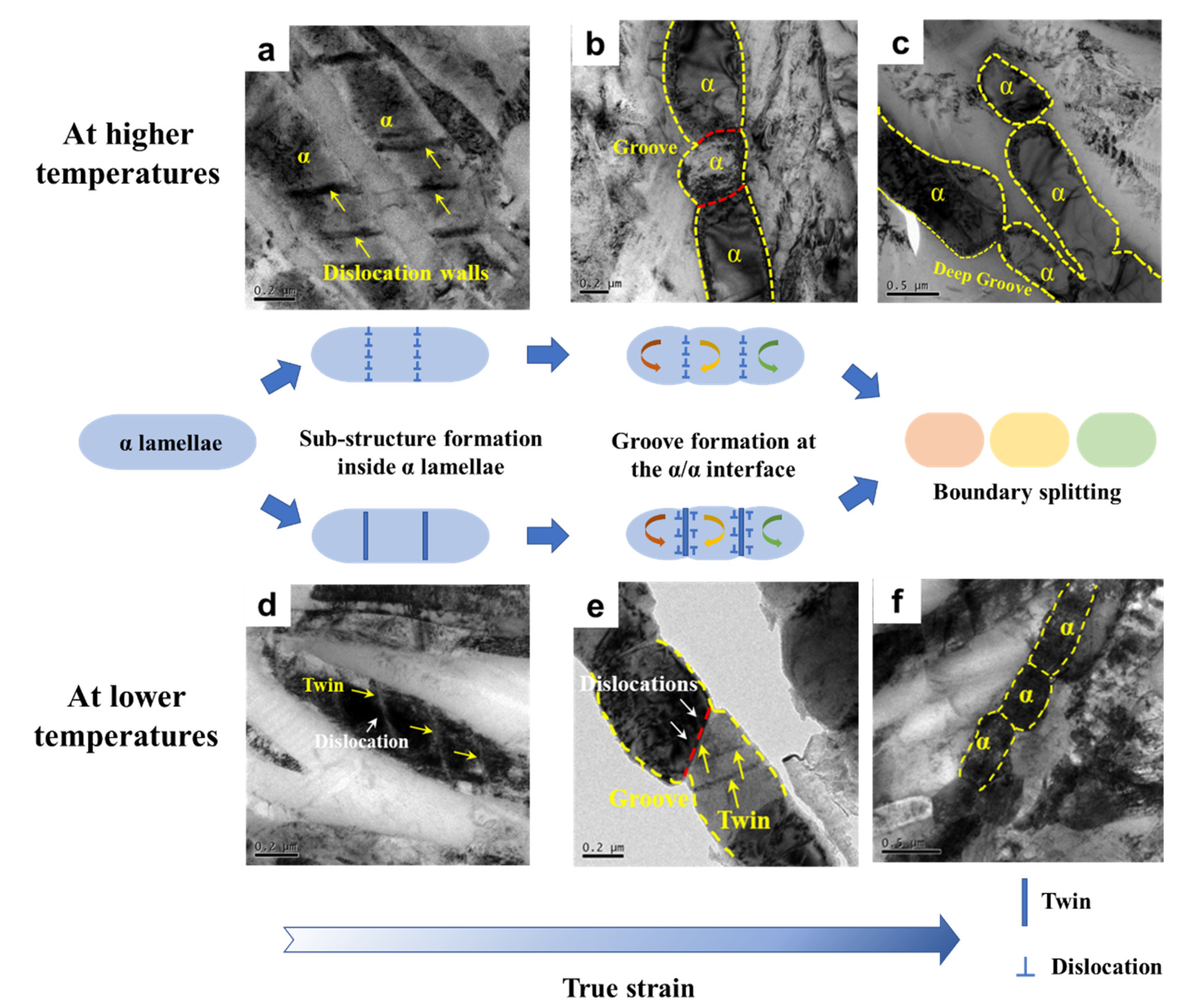
- The spheroidization mechanisms of α lamellae under high and low-temperature deformation conditions were revealed, comprised of three steps: (i) the formation of sub-interfaces by dislocation slipping at 880 °C and by twinning at 780 °C, respectively, (ii) wedging of the β matrix along the α/α sub-interfaces and (iii) separation and spheroidization of the α phase.
- (4)
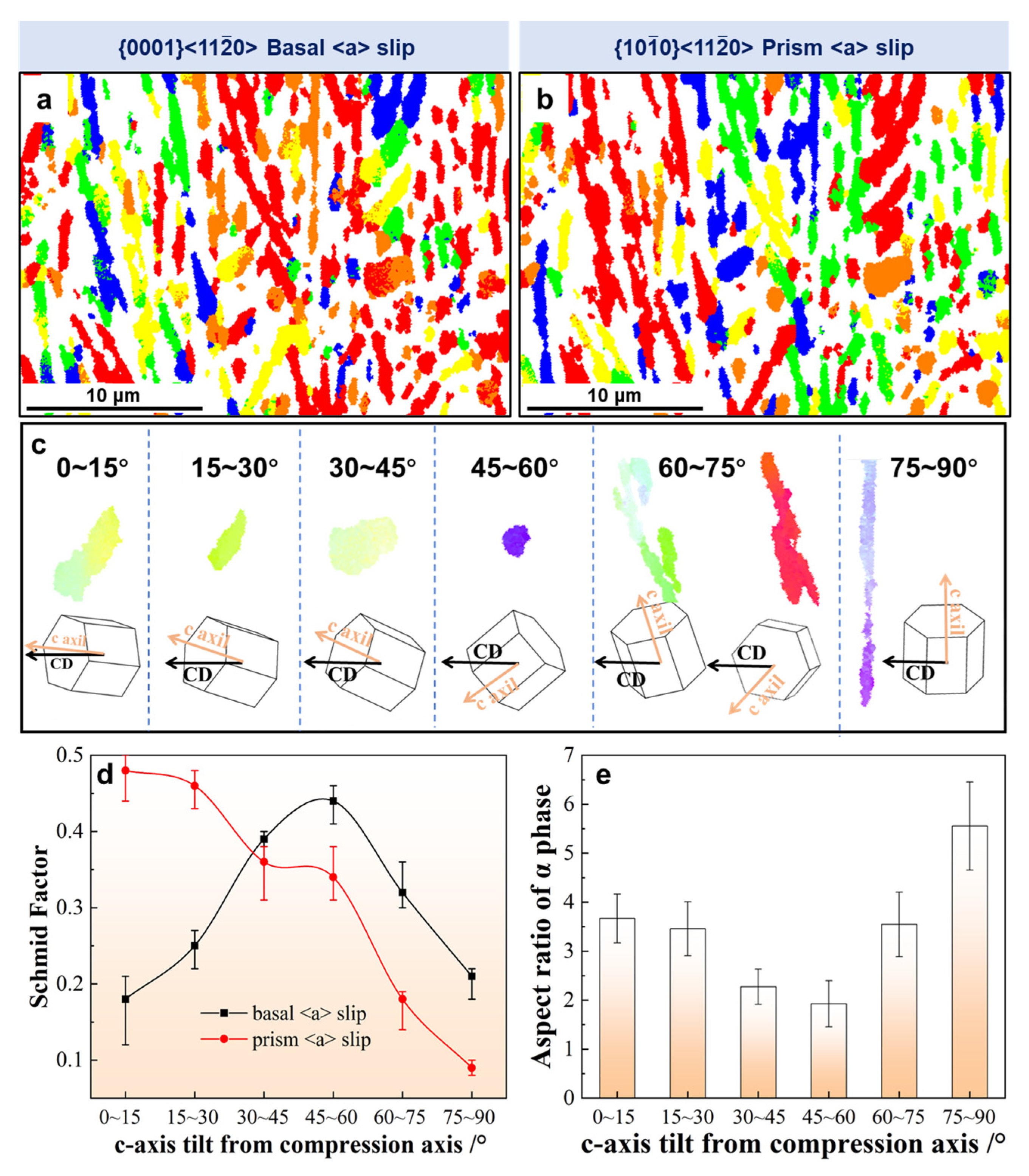
- The dependence of lamellar spheroidization on the crystallographic orientation tilt from the compression direction (θ) was clarified. When θ was between 45 and 60°, both the prism <a> slip and basal <a> slip systems were activated together, which was more favorable for spheroidization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.; Loureiro, A. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci 2012, 32, 133–148. [Google Scholar]
- Fan, X.G.; Yang, H.; Gao, P.F.; Zuo, R.; Lei, P.H. The role of dynamic and post dynamic recrystallization on microstructure refinement in primary working of a coarse grained two-phase titanium alloy. J. Mater. Process. Technol. 2016, 234, 290–299. [Google Scholar] [CrossRef]
- Ghaderi, A.; Hodgson, P.D.; Barnett, M.R. β-Ti Grain Refinement Via α-Precipitation. Metall Mater Trans A 2015, 47, 1322–1330. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, Y.; Zang, M.; Zhang, M.; Wang, C.; Wang, Y.; Zhao, X.; Zhang, D. Strength enhancement of a bi-lamellar PM Ti–6Al–4V alloy without sacrificing ductility by Al partitioning and twinning-induced plasticity effect. Mater. Sci. Eng. A 2022, 832, 142368. [Google Scholar] [CrossRef]
- Jha, J.S.; Toppo, S.P.; Singh, R.; Tewari, A.; Mishra, S.K. Flow stress constitutive relationship between lamellar and equiaxed microstructure during hot deformation of Ti-6Al-4V. J. Mater. Process. Technol. 2019, 270, 216–227. [Google Scholar] [CrossRef]
- Zhao, Q.Y.; Sun, Q.Y.; Xin, S.W.; Chen, Y.N.; Wu, C.; Wang, H.; Xu, J.W.; Wan, M.P.; Zeng, W.D.; Zhao, Y.Q. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Li, L.; Li, M.Q.; Luo, J. Mechanism in the β phase evolution during hot deformation of Ti-5Al-2Sn-2Zr-4Mo-4Cr with a transformed microstructure. Acta Mater. 2015, 94, 36–45. [Google Scholar] [CrossRef]
- Buzolin, R.H.; Lasnik, M.; Krumphals, A.; Poletti, M.C. Hot deformation and dynamic α-globularization of a Ti-17 alloy: Consistent physical model. Mater. Des. 2021, 197, 109266. [Google Scholar] [CrossRef]
- Wu, C.B.; He, Y.; Fan, X.G.; Sun, Z.C. Dynamic globularization kinetics during hot working of TA15 titanium alloy with colony microstructure. Trans. Nonferr. Metal. Soc. 2011, 21, 1963–1969. [Google Scholar] [CrossRef]
- Shell, E.B.; Semiatin, S.L. Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6Al-4V. Metall. Mater. Trans. A 1999, 30, 3219–3229. [Google Scholar] [CrossRef]
- Gao, Y.; Ma, G.Q.; Zhang, X.Y.; Xu, J.W. Microstructure evolution and hot deformation behavior of Ti-6.5Al–2Zr–1Mo–1V alloy with starting lamellar structure. J. Alloys Compd. 2019, 809, 151852. [Google Scholar] [CrossRef]
- Klimova, M.; Zherebtsov, S.; Salishchev, G.; Semiatin, S.L. Influence of deformation on the Burgers orientation relationship between the α and β phases in Ti-5Al-5Mo-5V-1Cr-1Fe. Mater. Sci. Eng. A 2015, 645, 292–297. [Google Scholar] [CrossRef]
- Shams, S.A.A.; Mirdamadi, S.; Abbasi, S.M.; Kim, D.; Lee, C.S. Mechanism of martensitic to equiaxed microstructure evolution during hot deformation of a near-alpha Ti alloy. Metall. Mater. Trans. A 2017, 48, 2979–2992. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Murzinova, M.; Salishchev, G.; Semiatin, S.L. Spheroidization of the lamellar microstructure in Ti–6Al–4V alloy during warm deformation and annealing. Acta Mater. 2011, 59, 4138–4150. [Google Scholar] [CrossRef]
- Xu, J.W.; Zeng, W.D.; Zhou, D.D.; Chen, W.; He, S.T.; Zhang, X.Y. Analysis of crystallographic orientation and morphology of microstructure during hot working for an alpha/beta titanium alloy. J. Mater. Sci. Technol. 2020, 59, 1–13. [Google Scholar] [CrossRef]
- Gao, P.F.; Fu, M.W.; Zhan, M.; Lei, Z.N.; Li, Y.X. Deformation behavior and microstructure evolution of titanium alloys with lamellar microstructure in hot working process: A review. J. Mater. Sci. Technol. 2020, 39, 56–73. [Google Scholar] [CrossRef]
- Zhao, Z.B.; Wang, Q.J.; Liu, J.R.; Yang, R. Characterizations of microstructure and crystallographic orientation in a near-α titanium alloy billet. J. Alloys Compd. 2017, 712, 179–184. [Google Scholar] [CrossRef]
- Zherebtsov, S.V.; Murzinova, M.A.; Klimova, M.V.; Salishchev, G.A.; Popov, A.A.; Semiatin, S.L. Microstructure evolution during warm working of Ti-5Al-5Mo-5V-1Cr-1Fe at 600 and 800 °C. Mater. Sci. Eng. A 2013, 563, 168–176. [Google Scholar] [CrossRef]
- Chong, Y.; Bhattacharjee, T.; Gholizadeh, R.; Yi, J.; Tsuji, N. Investigation on the hot deformation behaviors and globularization mechanisms of lamellar Ti-6Al-4V alloy within a wide range of deformation temperatures. Materialia 2019, 8, 100480. [Google Scholar] [CrossRef]
- Gey, N.; Bocher, P.; Uta, E.; Germain, L.; Humbert, M. Texture and microtexture variations in a near-α titanium forged disk of bimodal microstructure. Acta Mater. 2012, 60, 2647–2655. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Humbert, M.; Vo, P.; Jahazi, M.; Bocher, P. Texture heterogeneities induced by subtransus processing of near α titanium alloys. Acta Mater. 2008, 56, 4298–4308. [Google Scholar] [CrossRef]
- Mironov, S.; Murzinova, M.; Zherebtsov, S.; Salishchev, G.; Semiatin, S. Microstructure evolution during warm working of Ti-6Al-4V with a colony-α microstructure. Acta Mater. 2009, 57, 2470–2481. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. Microstructure and Texture Evolution During Sub-Transus Thermomechanical Processing of Ti-6Al-4V-0.1B Alloy: Part I. Hot Rolling in (α + β) Phase Field. Metall. Mater. Trans. A 2013, 44, 3303–3321. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. The influence of temperature and strain rate on the deformation response and microstructural evolution during hot compression of a titanium alloy Ti-6Al-4V-0.1B. J. Alloys Compd. 2013, 548, 110–125. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. Unique texture transition during sub β-transus annealing of warm-rolled Ti-6Al-4V alloy: Role of orientation dependent spheroidization. Scr. Mater. 2018, 154, 1–7. [Google Scholar] [CrossRef]
- Wang, L.; Fan, X.G.; Zhan, M.; Jiang, X.Q.; Zeng, X.; Liang, Y.F.; Zheng, H.J.; Zhao, A.M. The heterogeneous globularization related to crystal and geometrical orientation of two-phase titanium alloys with a colony microstructure. Mater. Des. 2020, 186, 108338. [Google Scholar] [CrossRef]
- Wang, K.; Wu, M.Y.; Yan, Z.B.; Li, D.R.; Xin, R.L.; Liu, Q. Dynamic restoration and deformation heterogeneity during hot deformation of a duplex-structure TC21 titanium alloy. Mater. Sci. Eng. A 2018, 712, 440–452. [Google Scholar] [CrossRef]
- Park, C.H.; Kim, J.H.; Hyun, Y.T.; Yeom, J.T.; Reddy, N. The origins of flow softening during high-temperature deformation of a Ti-6Al-4V alloy with a lamellar microstructure. J. Alloys Compd. 2014, 582, 126–129. [Google Scholar] [CrossRef]
- Lin, Y.C.; Xiao, Y.W.; Jiang, Y.Q.; Pang, G.D.; Li, H.B.; Zhang, X.Y.; Zhou, K.C. Spheroidization and dynamic recrystallization mechanisms of Ti-55511 alloy with bimodal microstructures during hot compression in α + β region. Mater. Sci. Eng. A 2020, 782, 139282. [Google Scholar] [CrossRef]
- Lu, T.; Dan, Z.H.; Li, T.J.; Dai, G.Q.; Sun, Y.Y.; Guo, Y.H.; Li, K.; Yi, D.Q.; Chang, H.; Zhou, L. Flow softening and microstructural evolution of near β titanium alloy Ti-35421 during hot compression deformation in the α + β region. J. Mater. Res. Technol. 2022, 19, 2257–2274. [Google Scholar] [CrossRef]
- Xu, J.W.; Zeng, W.D.; Zhou, D.D.; Ma, H.Y.; He, S.T.; Chen, W. Analysis of flow softening during hot deformation of Ti-17 alloy with the lamellar structure. J. Alloys Compd. 2018, 767, 285–292. [Google Scholar] [CrossRef]
- Guo, B.Q.; Jonas, J.J. Dynamic transformation during the high temperature deformation of titanium alloys. J. Alloys Compd. 2021, 884, 161179. [Google Scholar] [CrossRef]
- Hou, Z.C.; Nie, Z.H.; Liu, Z.C.; Hao, F.; Li, M.R.; Zhou, G.; Tan, C.W. Effect of second phase particles on the dynamic recrystallization in Ni-W alloys during thermal compression. J. Alloys Compd. 2021, 865, 158872. [Google Scholar] [CrossRef]
- Li, X.; Deng, S.Y.; Wang, S.; Song, H.W.; Zhang, S.H.; Wang, K.L.; Ouyang, D.L. Dynamic globularization mechanism during hot working of Ti-6.5Al-3.5Mo-1.5Zr-0.3Si alloy with lamellar microstructure. Mater. Charact. 2021, 171, 110749. [Google Scholar] [CrossRef]
- Chao, Q.; Hodgson, P.D.; Beladi, H. Ultrafine grain formation in a Ti-6Al-4V alloy by thermomechanical processing of a martensitic microstructure. Metall. Mater. Trans. A 2014, 45, 2659–2671. [Google Scholar] [CrossRef]
- Liu, H.J.; Zhang, Z.M.; Xu, K.H.; Zhang, J.S.; Xue, Y.; Wang, Q. Evolution of the α phase and microhardness for hot isostatic pressed Ti-6Al-4V alloy during multi-pass deformation. Mater. Charact. 2021, 178, 111263. [Google Scholar] [CrossRef]
- Chen, K.; Luo, J.; Han, W.; Li, M. Formation and evolution of new α grain boundary and its influence on globularization of α lamellae in TC17 alloy. J. Alloys Compd. 2020, 848, 156141. [Google Scholar] [CrossRef]
- Luo, J.; Ye, P.; Han, W.C.; Li, M.Q. Microstructure evolution and its effect on flow stress of TC17 alloy during deformation in α + β two-phase region. Trans. Nonferr. Metal. Soc. 2019, 29, 1430–1438. [Google Scholar] [CrossRef]
- Hua, K.; Xue, X.Y.; Kou, H.C.; Fan, J.K.; Tang, B.; Li, J.S. Characterization of hot deformation microstructure of a near beta titanium alloy Ti-5553. J. Alloys Compd. 2014, 615, 531–537. [Google Scholar] [CrossRef]
- Zhao, Q.Y.; Bolzoni, L.; Chen, Y.N.; Xu, Y.K.; Torrens, R.; Yang, F. Processing of metastable beta titanium alloy: Comprehensive study on deformation behaviour and exceptional microstructure variation mechanisms. J. Mater. Sci. Technol. 2022, 126, 22–43. [Google Scholar] [CrossRef]
- Huang, L.; Li, C.M.; Li, C.L.; Hui, S.X.; Yu, Y.; Zhao, M.J.; Guo, S.Q.; Li, J.J. Research progress on microstructure evolution and hot processing maps of high strength β titanium alloys during hot deformation. Trans. Nonferr. Metal. Soc. 2022, 32, 3835–3859. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. Orientation dependent spheroidization response and macro-zone formation during sub b-transus processing of Ti-6Al-4V alloy. Acta Mater. 2017, 134, 283–301. [Google Scholar] [CrossRef]
- Bieler, T.R.; Semiatin, S. The origins of heterogeneous deformation during primary hot working of Ti-6Al-4V. Int. J. Plast. 2002, 18, 1165–1189. [Google Scholar] [CrossRef]
- Wang, L.; Fan, X.G.; Zhan, M.; Jiang, X.Q.; Liang, Y.F.; Zheng, H.J.; Liang, W.J. Revisiting the lamellar globularization behavior of a two-phase titanium alloy from the perspective of deformation modes. J. Mater. Process. Technol. 2021, 289, 116963. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, J.; Zhan, X.; Li, C.; Zhang, X.; Zhou, K. Dynamic Spheroidization Mechanism and Its Orientation Dependence of Ti-6Al-2Mo-2V-1Fe Alloy during Subtransus Hot Deformation. Materials 2023, 16, 5752. https://doi.org/10.3390/ma16175752
Ge J, Zhan X, Li C, Zhang X, Zhou K. Dynamic Spheroidization Mechanism and Its Orientation Dependence of Ti-6Al-2Mo-2V-1Fe Alloy during Subtransus Hot Deformation. Materials. 2023; 16(17):5752. https://doi.org/10.3390/ma16175752
Chicago/Turabian StyleGe, Jinyang, Xiaodong Zhan, Chao Li, Xiaoyong Zhang, and Kechao Zhou. 2023. "Dynamic Spheroidization Mechanism and Its Orientation Dependence of Ti-6Al-2Mo-2V-1Fe Alloy during Subtransus Hot Deformation" Materials 16, no. 17: 5752. https://doi.org/10.3390/ma16175752
APA StyleGe, J., Zhan, X., Li, C., Zhang, X., & Zhou, K. (2023). Dynamic Spheroidization Mechanism and Its Orientation Dependence of Ti-6Al-2Mo-2V-1Fe Alloy during Subtransus Hot Deformation. Materials, 16(17), 5752. https://doi.org/10.3390/ma16175752