
Quantification and Analysis of Residual Stresses in Braking Pedal Produced via Laser–Powder Bed Fusion Additive Manufacturing Technology
 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
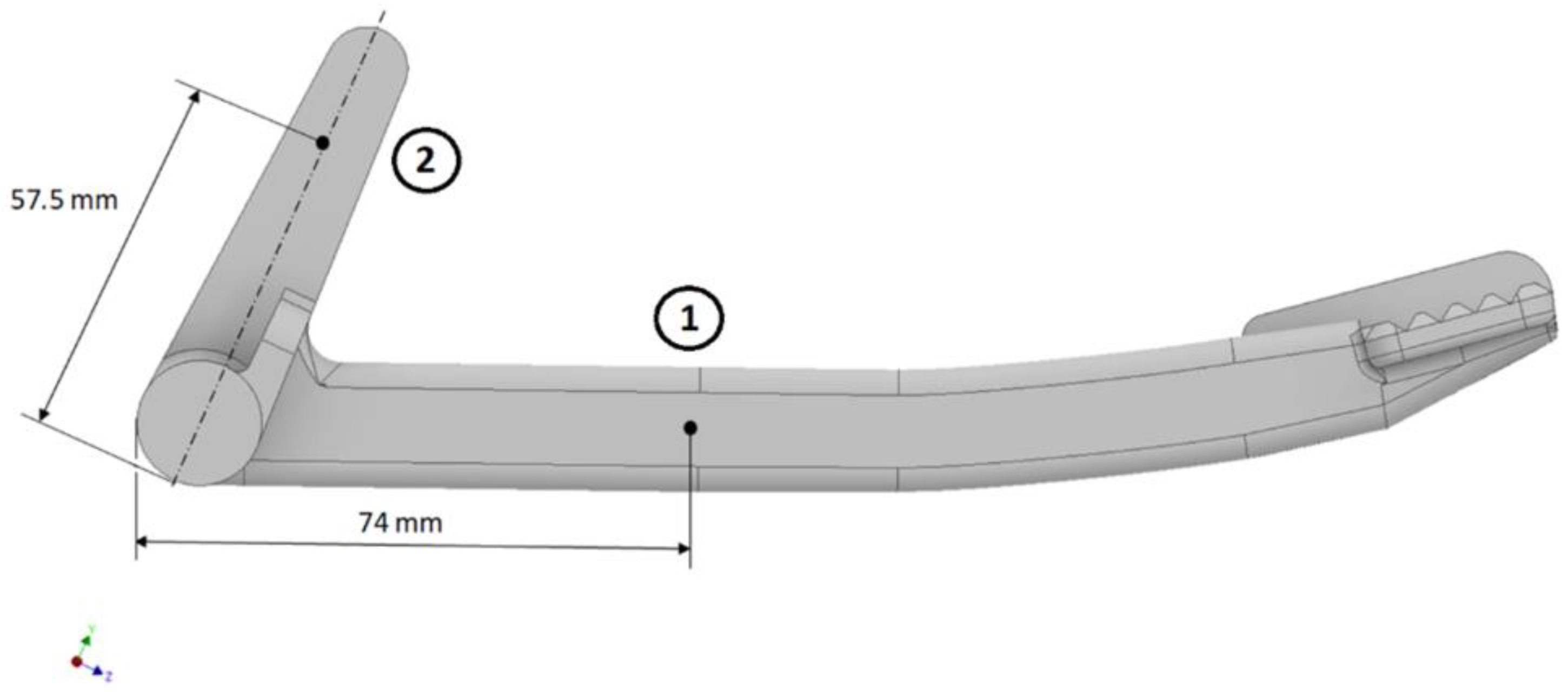
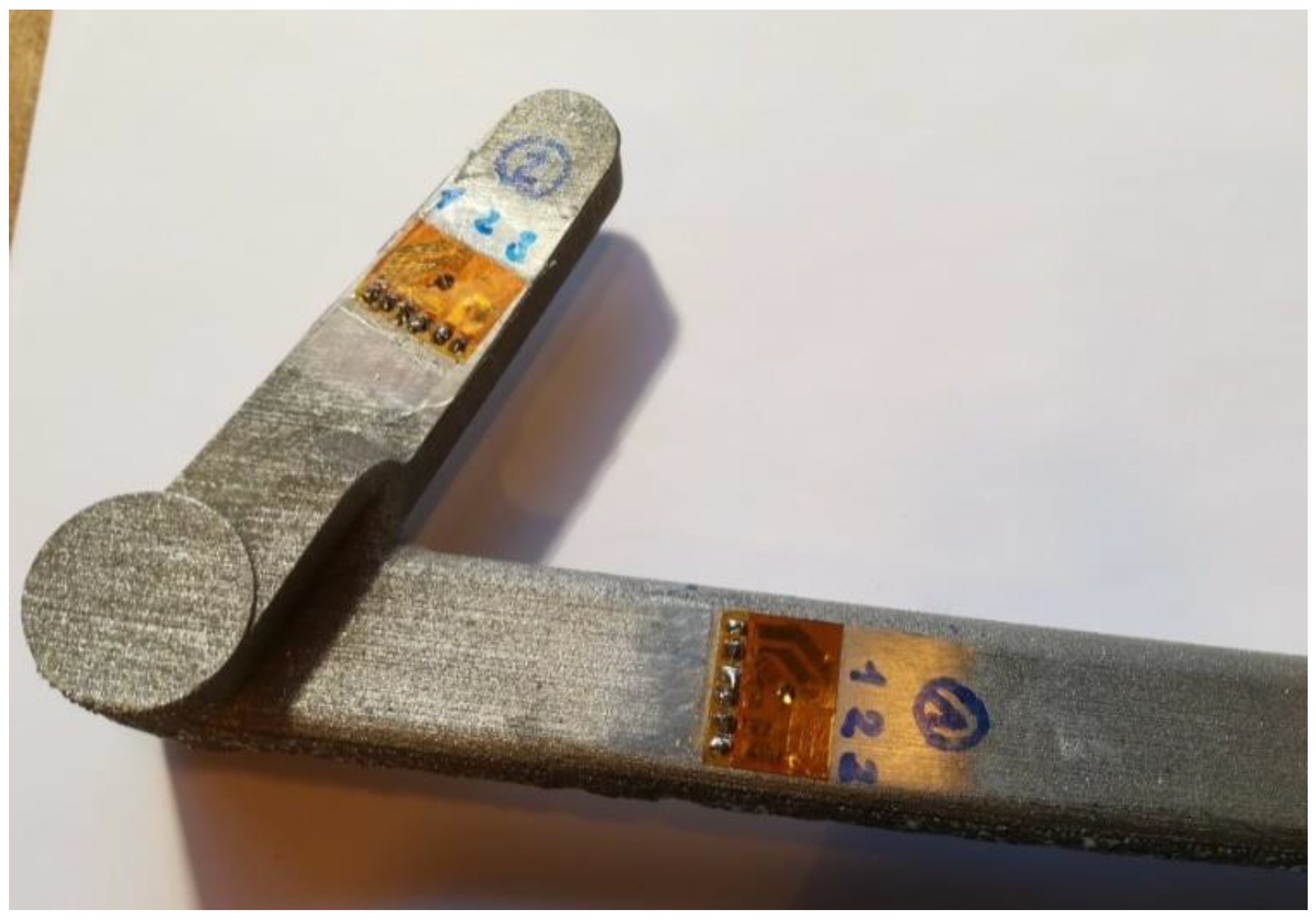
2.1. Residual Stress Analysis in the Braking Pedal Using the Hole Drilling Method
2.2. Residual Stress Analysis in the Braking Pedal Using the Sectioning Method
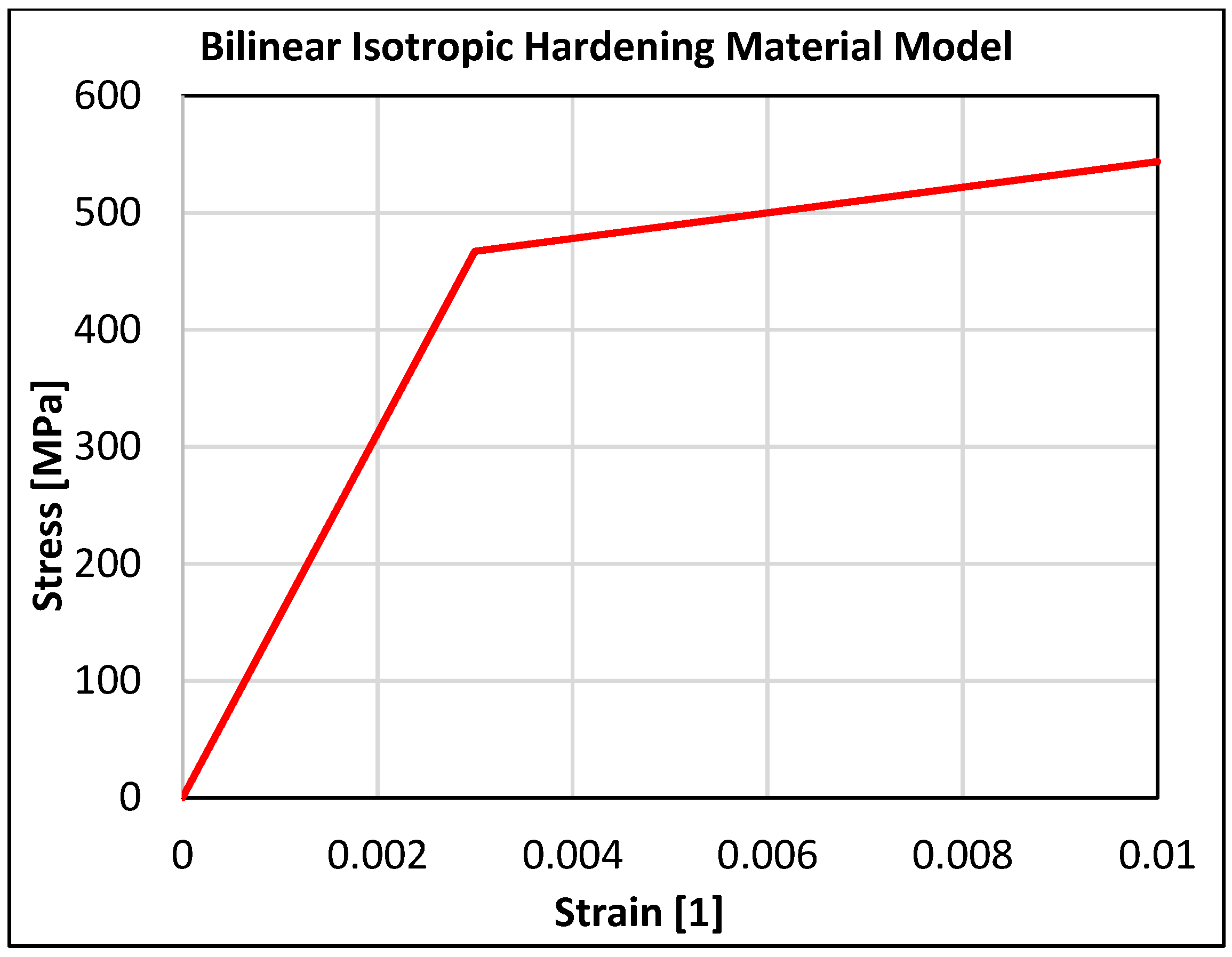
2.3. Simulation of Residual Stress in the Braking Pedal Using Computational Methods
3. Results
3.1. Resulting Values of Residual Stress in the Braking Pedal Using the Hole Drilling Method
3.1.1. Calculation of Uniform Stress
3.1.2. Calculation of Non-Uniform Stress
3.2. Residual Stress Analysis in the Braking Pedal Using the Sectioning Method
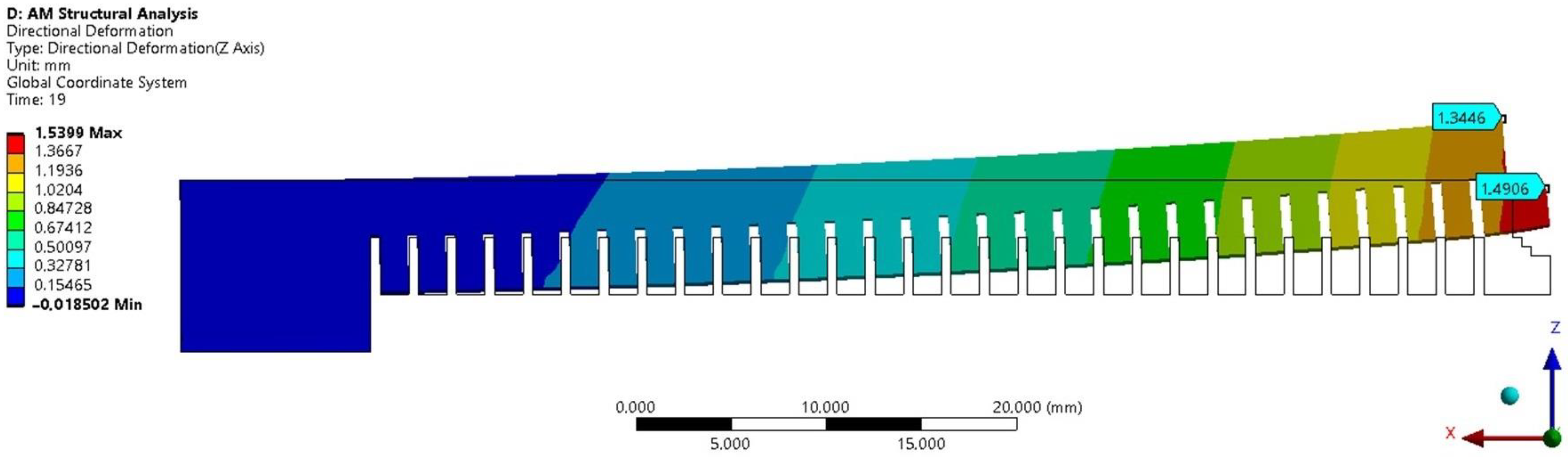
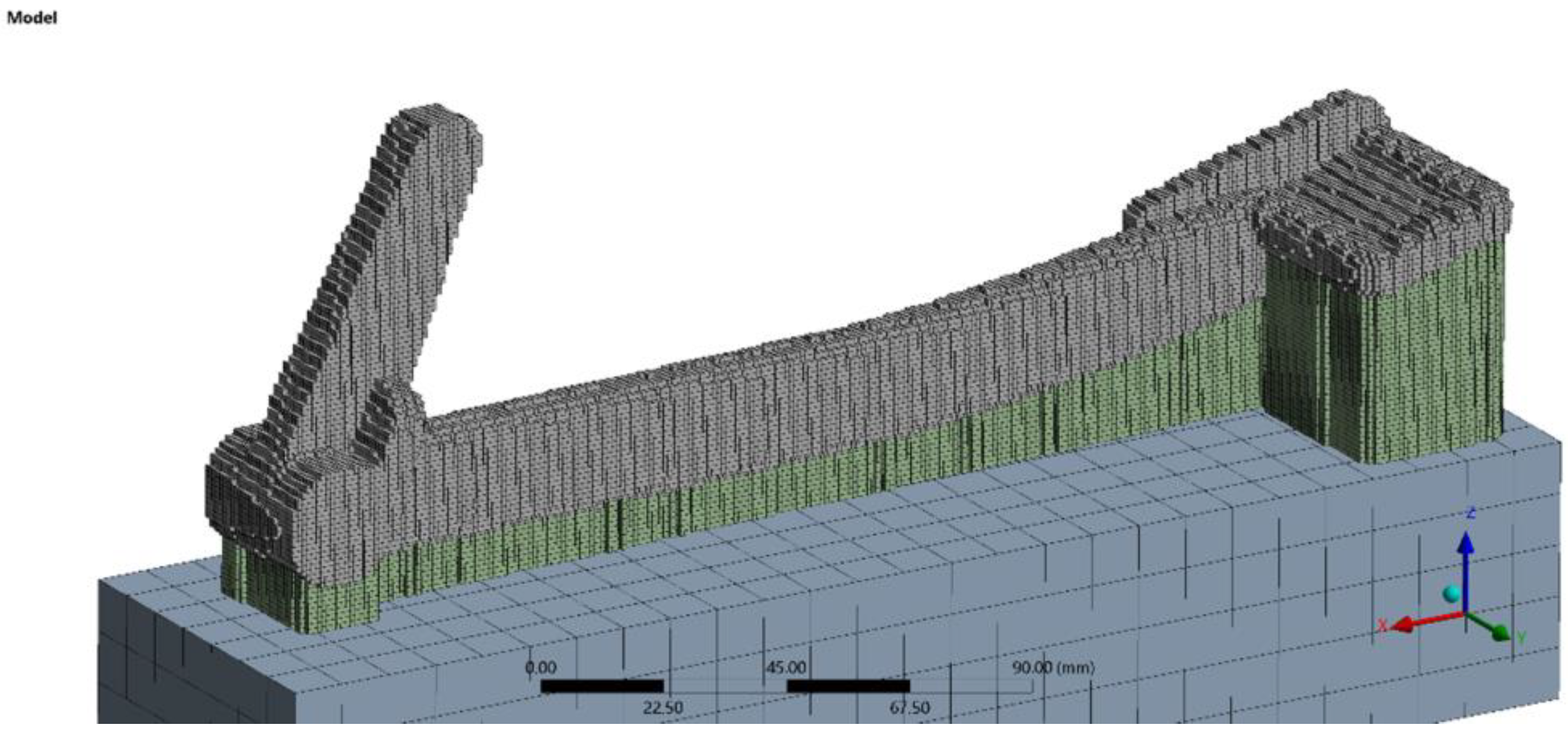
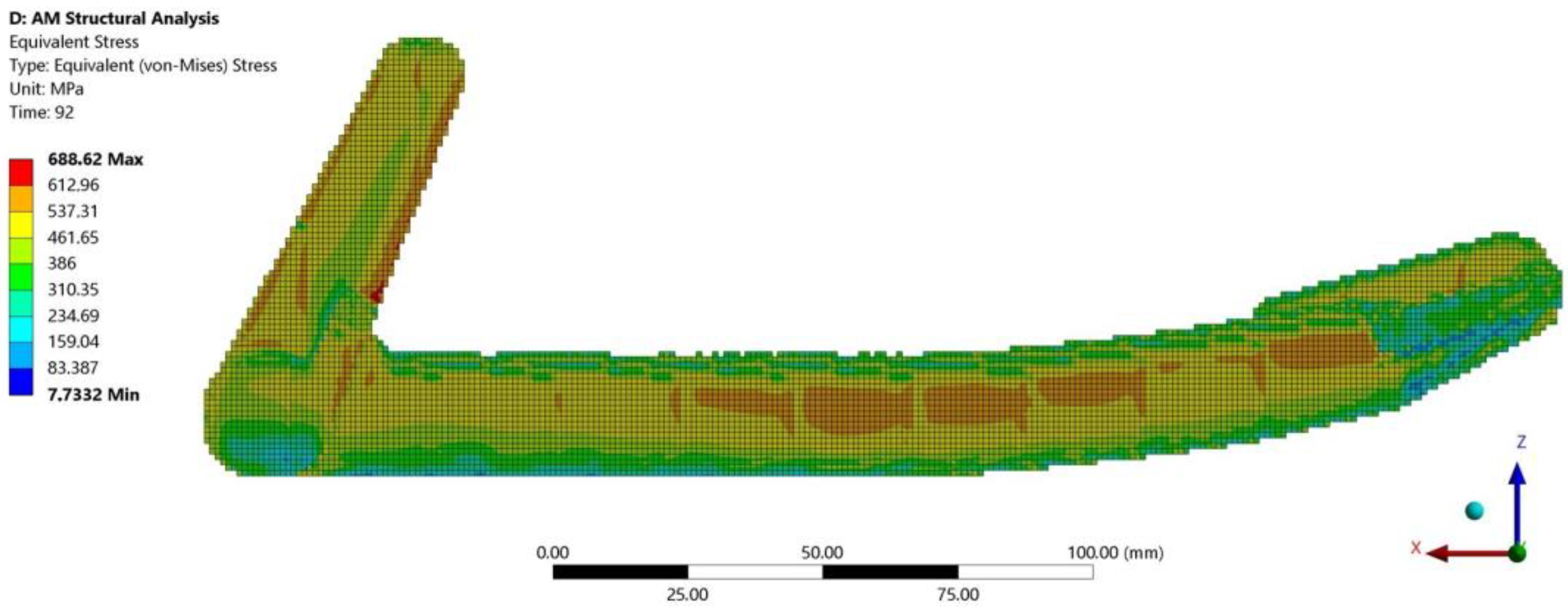
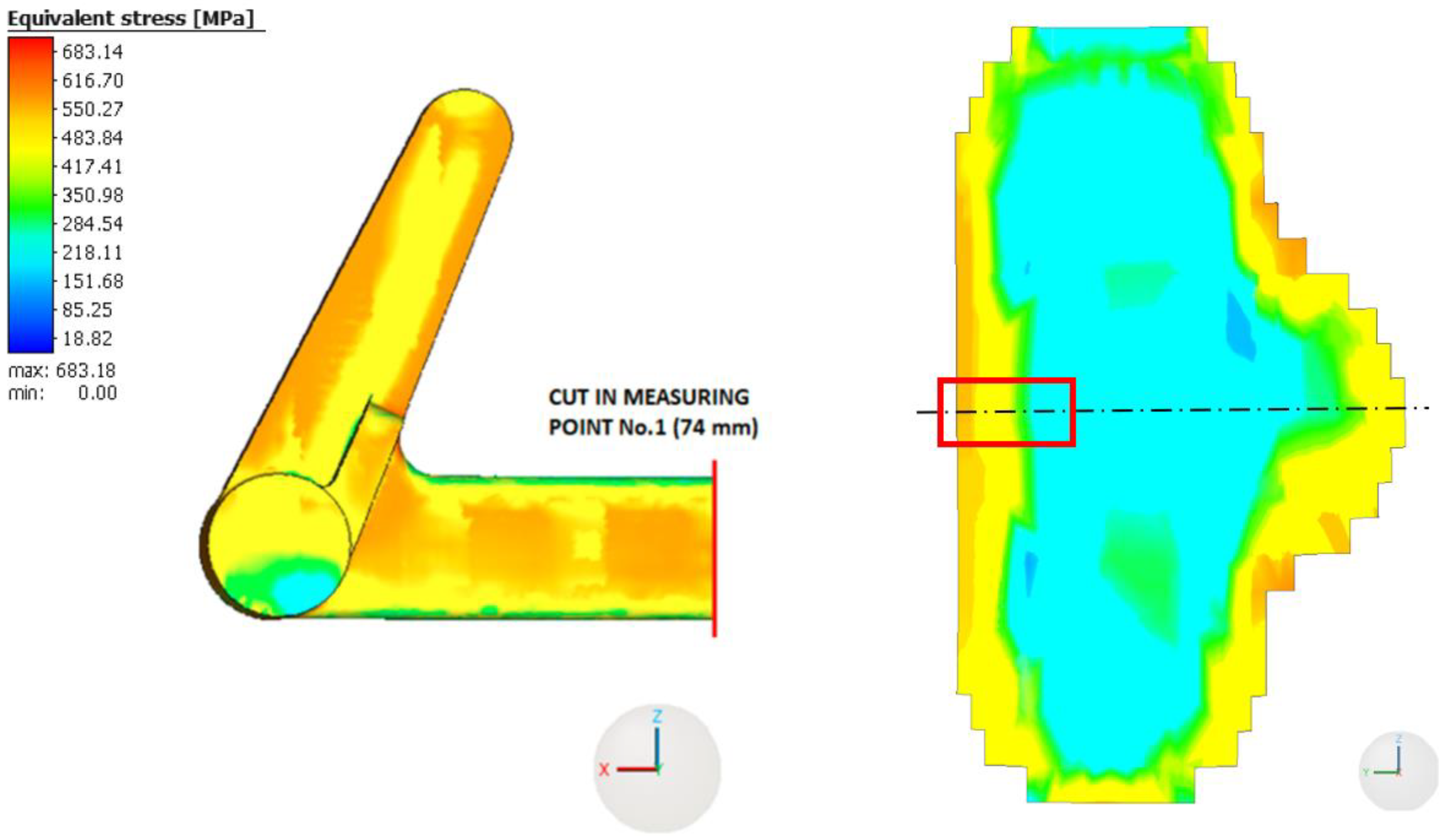
3.3. Analysis of Residual Stress in the Braking Pedal Using the Ansys Workbench 2020R2 Computational Program
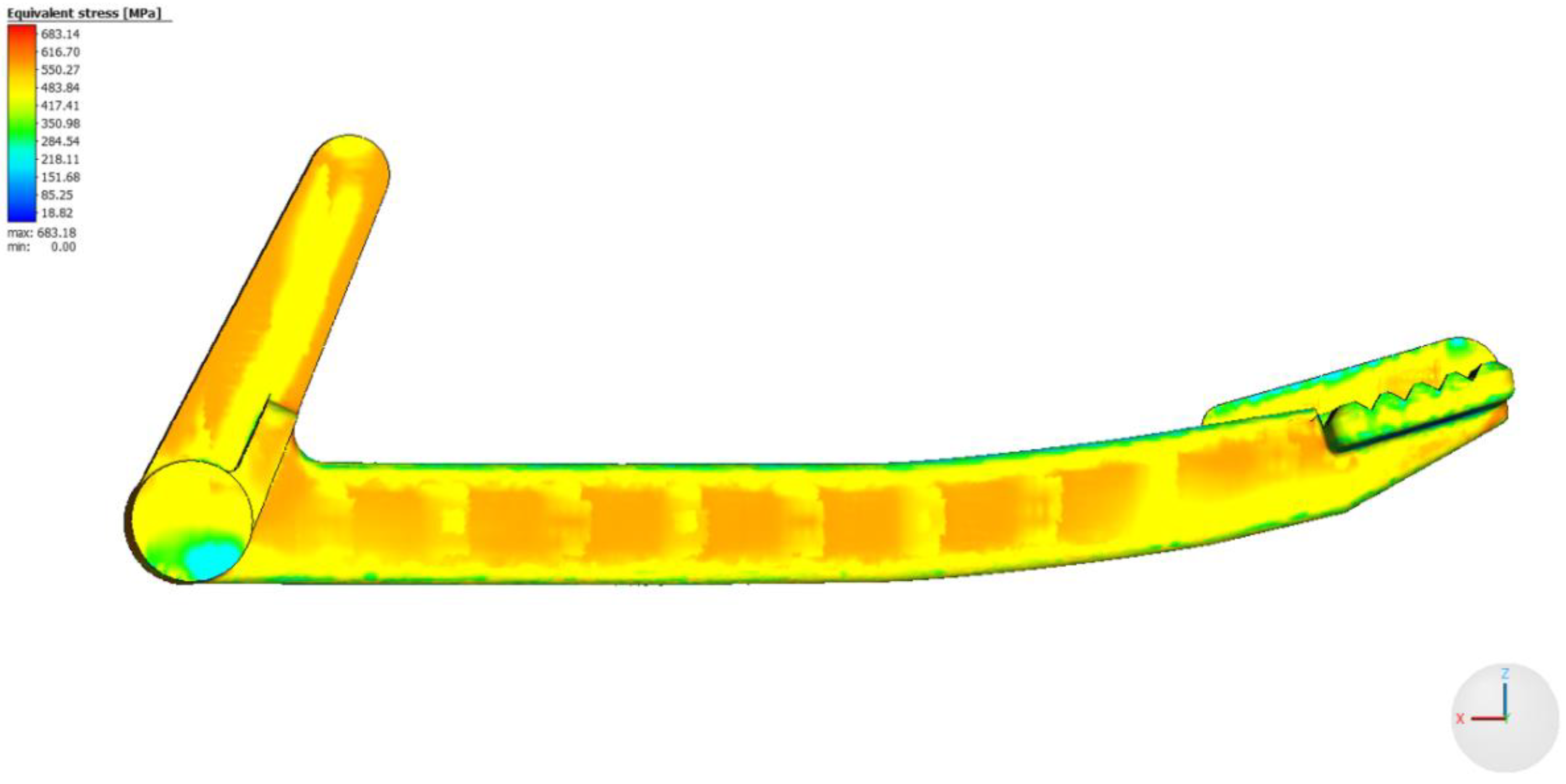
3.4. Residual Stress Analysis in the Braking Pedal Using the Simufact Additive 2021 Computational Program
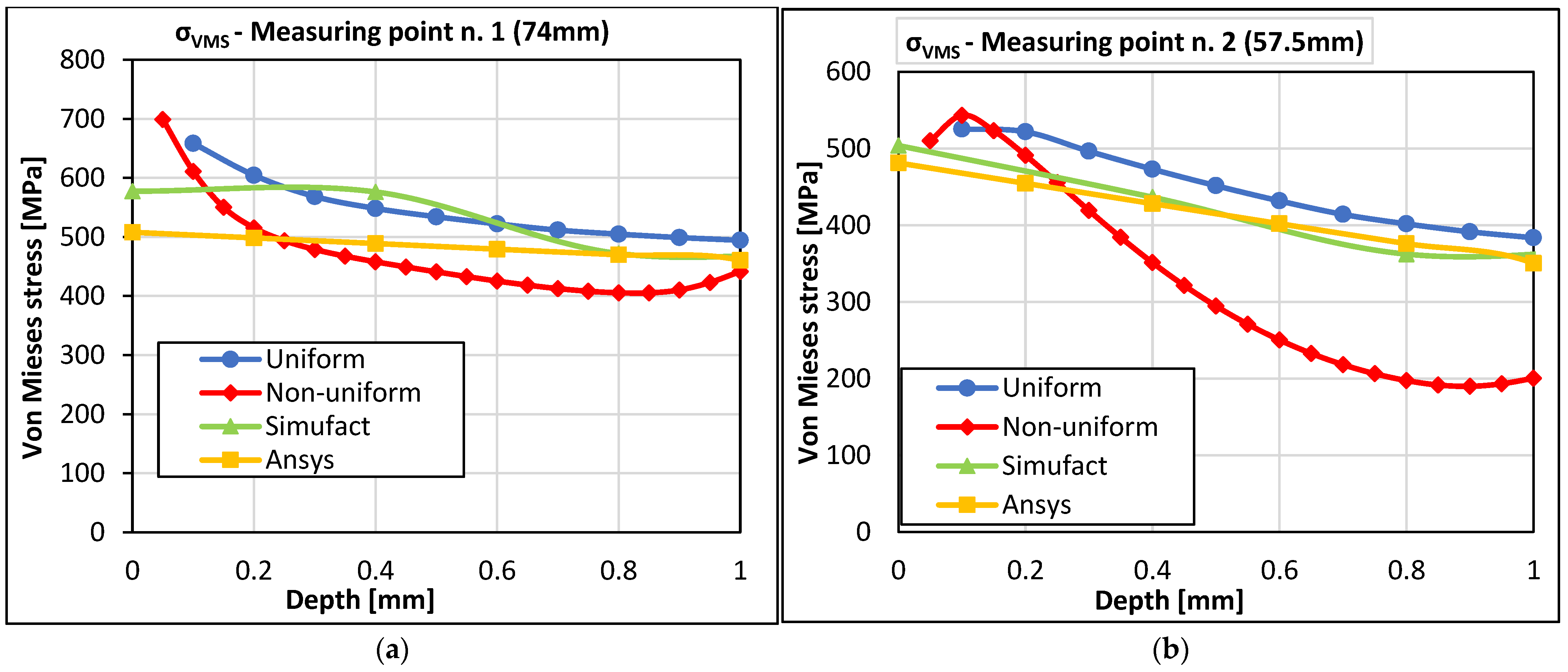
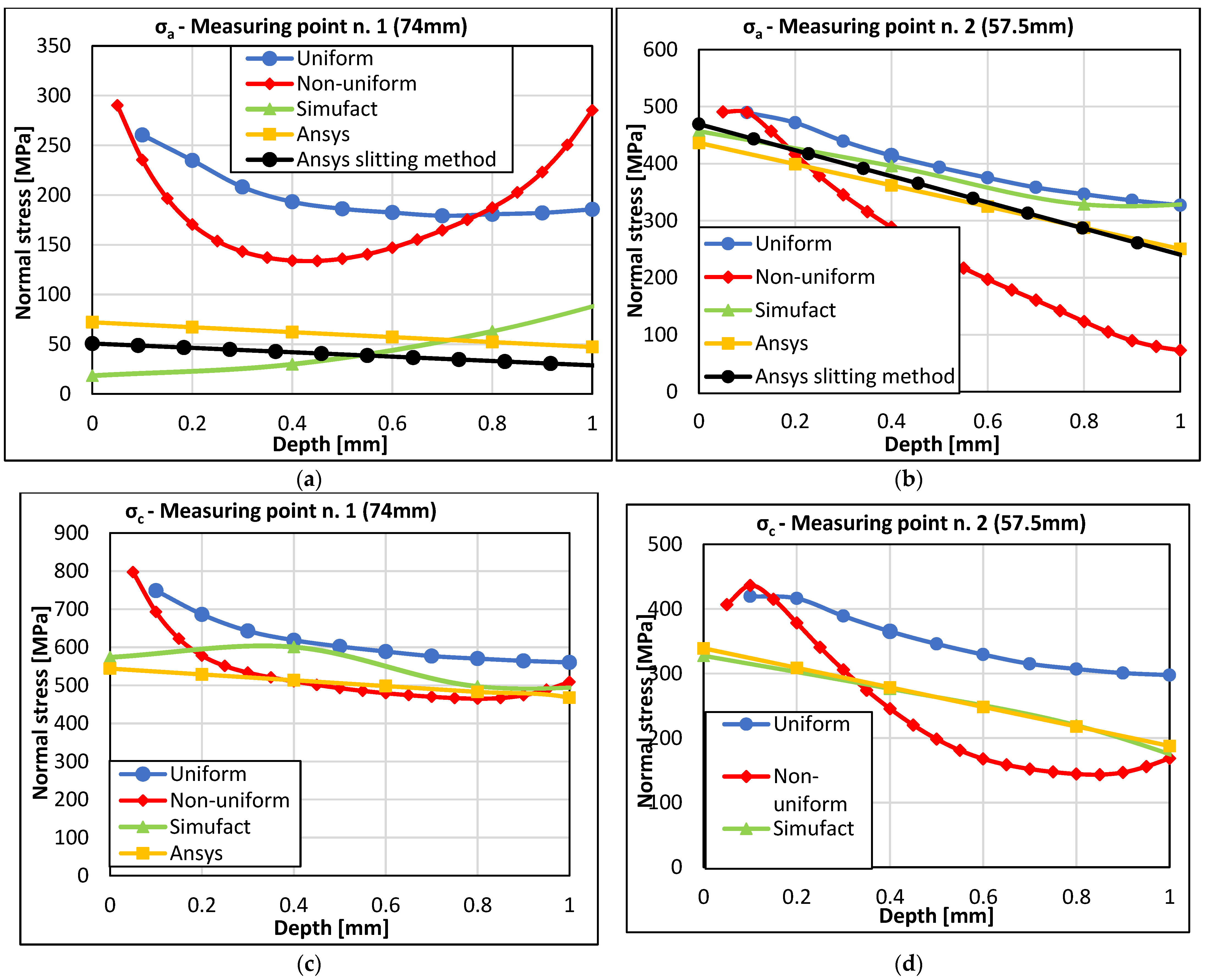
3.5. Comparison of the Achieved Residual Stress Results in the Braking Pedal for All Methods and Both Measurement Points
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Janek, M.; Žilinská, V.; Kovár, V.; Hajdúchová, Z.; Tomanová, K.; Peciar, P.; Veteška, P.; Gabošová, T.; Fialka, R.; Feranc, J.; et al. Mechanical testing of hydroxyapatite filaments for tissue scaffolds preparation by fused deposition of Ceramics. J. Eur. Ceram. Soc. 2020, 40, 4932–4938. [Google Scholar] [CrossRef]
- Tkac, J.; Samborski, S.; Monkova, K.; Debski, H. Analysis of mechanical properties of a lattice structure produced with the Additive Technology. Compos. Struct. 2020, 242, 112138. [Google Scholar] [CrossRef]
- Monkova, K.; Vasina, M.; Zaludek, M.; Monka, P.P.; Tkac, J. Mechanical vibration damping and compression properties of a lattice structure. Materials 2021, 14, 1502. [Google Scholar] [CrossRef] [PubMed]
- Płatek, P.; Sienkiewicz, J.; Janiszewski, J.; Jiang, F. Investigations on Mechanical Properties of Lattice Structures with Different Values of Relative Density Made from 316L by Selective Laser Melting (SLM). Materials 2020, 13, 2204. [Google Scholar] [CrossRef]
- Păcurar, A. Finite Element Analysis to Improve the Accuracy of Parts Made by Stainless Steel 316L Material Using Selective Laser Melting Technology. Appl. Mech. Mater. 2014, 657, 236–240. [Google Scholar] [CrossRef]
- Sotola, M.; Marsalek, P.; Rybansky, D.; Fusek, M.; Gabriel, D. Sensitivity analysis of key formulations of topology optimization on an example of cantilever bending beam. Symmetry 2021, 13, 712. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Halama, R.; Aldabash, T.; Mesicek, J.; Jancar, L.; Jansa, J. Prediction of model distortion by FEM in 3D printing via the selective laser melting of stainless steel AISI 316L. Appl. Sci. 2021, 11, 1656. [Google Scholar] [CrossRef]
- Mesicek, J.; Jancar, L.; Ma, Q.-P.; Hajnys, J.; Tanski, T.; Krpec, P.; Pagac, M. Comprehensive view of topological optimization scooter frame design and manufacturing. Symmetry 2021, 13, 1201. [Google Scholar] [CrossRef]
- Opěla, P.; Benč, M.; Kolomy, S.; Jakůbek, Z.; Beranová, D. High Cycle Fatigue Behaviour of 316L Stainless Steel Produced via Selective Laser Melting Method and Post Processed by Hot Rotary Swaging. Materials 2023, 16, 3400. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J. The influence of printing orientation on surface texture parameters in powder bed fusion technology with 316L Steel. Micromachines 2020, 11, 639. [Google Scholar] [CrossRef]
- Gogolewski, D.; Bartkowiak, T.; Kozior, T.; Zmarzły, P. Multiscale analysis of surface texture quality of models manufactured by laser powder-bed fusion technology and machining from 316L Steel. Materials 2021, 14, 2794. [Google Scholar] [CrossRef]
- Mizera, O.; Cepova, L.; Tkac, J.; Molnar, V.; Fedorko, G.; Samborski, S. Study of the influence of optical measurement of slope geometry in the working chamber for Aisi 316L. Compos. Struct. 2023, 321, 117291. [Google Scholar] [CrossRef]
- Gadagi, B.; Lekurwale, R. A review on advances in 3D Metal printing. Mater. Today Proc. 2021, 45, 277–283. [Google Scholar] [CrossRef]
- Bian, P.; Wang, C.; Xu, K.; Ye, F.; Zhang, Y.; Li, L. Coupling Analysis on Microstructure and Residual Stress in Selective Laser Melting (SLM) with Varying Key Process Parameters. Materials 2022, 15, 1658. [Google Scholar] [CrossRef]
- Mesicek, J.; Ma, Q.-P.; Hajnys, J.; Zelinka, J.; Pagac, M.; Petru, J.; Mizera, O. Abrasive surface finishing on SLM 316l parts fabricated with recycled powder. Appl. Sci. 2021, 11, 2869. [Google Scholar] [CrossRef]
- Zhang, J.; Chaudhari, A.; Wang, H. Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. J. Manuf. Process. 2019, 45, 710–719. [Google Scholar] [CrossRef]
- Srivastava, M.; Hloch, S.; Gubeljak, N.; Milkovic, M.; Chattopadhyaya, S.; Klich, J. Surface integrity and residual stress analysis of pulsed water jet peened stainless steel surfaces. Measurement 2019, 143, 81–92. [Google Scholar] [CrossRef]
- Dwivedi, S.; Dixit, A.R.; Das, A.K.; Nag, A. A novel additive texturing of stainless steel 316L through binder jetting additive manufacturing. Int. J. Precis. Eng. Manuf.-Green Technol. 2023. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual stress in metal additive manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Carpenter, K.; Tabei, A. On residual stress development, prevention, and compensation in metal additive manufacturing. Materials 2020, 13, 255. [Google Scholar] [CrossRef]
- Hu, D.; Grilli, N.; Wang, L.; Yang, M.; Yan, W. Microscale residual stresses in additively manufactured stainless steel: Computational simulation. J. Mech. Phys. Solids 2022, 161, 104822. [Google Scholar] [CrossRef]
- STM E837-20; Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. ASTM International: West Conshohocken, PA, USA, 2020.
- Kudrna, L.; Ma, Q.-P.; Hajnys, J.; Mesicek, J.; Halama, R.; Fojtik, F.; Hornacek, L. Restoration and possible upgrade of a historical motorcycle part using powder bed fusion. Materials 2022, 15, 1460. [Google Scholar] [CrossRef] [PubMed]
- Special Use Sensors—Residual Stress Strain Gages. Available online: https://foilresistors.com/docs/11516/resstr.pdf (accessed on 12 March 2023).
- Surface Preparation for Strain Gage Bonding: Instruction Bulletin B-129-8. Available online: https://foilresistors.com/docs/11129/11129_b1.pdf (accessed on 12 March 2023).
- The Measurement of Residual Stresses by the Incremental Hole Drilling Technique. NPL Publications, Eprintspublications.Npl.Co.Uk. 2006. Available online: https://eprintspublications.npl.co.uk/2517/ (accessed on 14 October 2021).
- Schajer, G.; Whitehead, P. Hole-Drilling Method for Measuring Residual Stresses; Synthesis SEM Lectures On Experimental Mechanics; Springer: Charm, Switzerland, 2018; Volume 1, pp. 1–186. [Google Scholar] [CrossRef]
- Macura, P.; Fojtik, F.; Hrncac, R. Experimental residual stress analysis of welded ball valve. In Proceedings of the 19th IMEKO World Congress 2009, Lisbon, Portugal, 6–11 September 2009. [Google Scholar]
- Kolařík, K.; Pala, Z.; Ganev, N.; Fojtík, F. Combining XRD with Hole-Drilling Method in Residual Stress Gradient Analysis of Laser Hardened C45 Steel. Adv. Mater. Res. 2014, 996, 277–282. [Google Scholar] [CrossRef]
- Schajer, G.S. (Ed.) Practical Residual Stress Measurement Methods; Wiley-Blackwell: Hoboken, NJ, USA, 2013; ISBN 9781118342374. [Google Scholar]
- Schajer, G. Relaxation methods for measuring residual stresses: Techniques and opportunities. Exp. Mech. 2010, 50, 1117–1127. [Google Scholar] [CrossRef]
- Fojtik, F.; Paska, Z.; Kolar, P. Comparison of Methods Used fort he Residual Stress Analysis in a Pipe Made from Polypropylene. In Proceedings of the EAN 2017-55th Conference on Experimental Stress Analysis 2017, Novy Smokovec, Slovakia, 30 May–1 June 2017; pp. 596–602. [Google Scholar]
- Cheng, W.; Finnie, I. Residual Stress Measurement and the Slitting Method; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- ANSYS, Inc. ANSYS Workbench Additive Manufacturing Analysis Guide; ANSYS, Inc.: Canonsburg, PA, USA; Available online: https://www.ansys.com (accessed on 10 January 2021).
- Ansys Additive Suite. Available online: https://www.svsfem.cz/ansys-additive-suite (accessed on 12 March 2023).
- Simufact Additive Tutorial; Simufact Engineering GmbH: Hamburg, Germany, 2021.
- Svaricek, K.; Vlk, M. A comparison of the procedure ASTM E 837-1 and the integral method for non-uniform residual stress measuring. In Proceedings of the Inženýrská Mechanika 2005 Národní Konference s Mezinárodní Účastí: Svratka, Česká Republika, 9–12 May 2005; Available online: https://www.engmech.cz/improc/2005/Svaricek-PT.pdf (accessed on 12 March 2023).
- ANSYS, Inc. ANSYS Workbench Additive Calibratin Guide; ANSYS, Inc.: Canonsburg, PA, USA; Available online: https://www.ansys.com (accessed on 10 January 2021).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Uniform Stress | ||||||
|---|---|---|---|---|---|---|
| Drilling Depth (mm) | Measurement Point No. 1 (74 mm) | Measurement Point No. 2 (57.5 mm) | ||||
| σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | |
| 0.1 | 261 | 749 | 659 | 490 | 420 | 525 |
| 0.2 | 235 | 686 | 604 | 472 | 416 | 522 |
| 0.3 | 209 | 643 | 569 | 440 | 389 | 496 |
| 0.4 | 194 | 618 | 548 | 414 | 365 | 473 |
| 0.5 | 187 | 602 | 534 | 394 | 346 | 451 |
| 0.6 | 183 | 589 | 522 | 375 | 329 | 432 |
| 0.7 | 180 | 577 | 512 | 358 | 315 | 414 |
| 0.8 | 181 | 570 | 505 | 346 | 307 | 402 |
| 0.9 | 182 | 564 | 499 | 336 | 301 | 391 |
| 1.0 | 186 | 560 | 494 | 327 | 298 | 384 |
| Non-Uniform Stress | ||||||
|---|---|---|---|---|---|---|
| Drilling Depth (mm) | Measurement Point No. 1 (74 mm) | Measurement Point No. 2 (57.5 mm) | ||||
| σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | |
| 0.05 | 290 | 797 | 699 | 491 | 407 | 510 |
| 0.10 | 235 | 693 | 611 | 490 | 436 | 543 |
| 0.15 | 197 | 622 | 550 | 457 | 415 | 523 |
| 0.20 | 170 | 578 | 515 | 416 | 378 | 491 |
| 0.25 | 154 | 551 | 494 | 379 | 341 | 455 |
| 0.30 | 143 | 533 | 479 | 345 | 306 | 419 |
| 0.35 | 137 | 521 | 468 | 316 | 274 | 384 |
| 0.40 | 134 | 510 | 458 | 288 | 246 | 351 |
| 0.45 | 134 | 501 | 449 | 263 | 220 | 321 |
| 0.50 | 136 | 493 | 441 | 239 | 199 | 294 |
| 0.55 | 140 | 485 | 433 | 217 | 181 | 271 |
| 0.60 | 147 | 479 | 425 | 197 | 168 | 250 |
| 0.65 | 155 | 474 | 418 | 179 | 159 | 233 |
| 0.70 | 165 | 470 | 413 | 161 | 152 | 218 |
| 0.75 | 175 | 467 | 408 | 142 | 148 | 206 |
| 0.80 | 187 | 465 | 405 | 123 | 144 | 197 |
| 0.85 | 203 | 467 | 405 | 105 | 143 | 192 |
| 0.90 | 223 | 474 | 410 | 90 | 147 | 190 |
| 0.95 | 250 | 488 | 423 | 79 | 156 | 193 |
| 1.00 | 285 | 509 | 442 | 73 | 169 | 200 |
| Depth (mm) | Measurement Point No. 1 (74 mm) | Measurement Point No. 2 (57.5 mm) |
|---|---|---|
| σa(1) (MPa) | σa(1) (MPa) | |
| 0 | 51 | 469 |
| 0.1 | 49 | 447 |
| 0.2 | 46 | 424 |
| 0.3 | 44 | 401 |
| 0.4 | 42 | 378 |
| 0.5 | 40 | 355 |
| 0.6 | 38 | 332 |
| 0.7 | 35 | 309 |
| 0.8 | 33 | 286 |
| 0.9 | 31 | 263 |
| 1.0 | 29 | 240 |
| SSFX | SSFY | SSFZ |
|---|---|---|
| 0.98 | 0.98 | 0.997 |
| Number of Voxels | Number of Nodes |
|---|---|
| 152,057 | 178,462 |
| Parameter | Value |
|---|---|
| Material | SS316L |
| Yield strength | 467 MPa |
| Tensile strength | 614 MPa |
| Young’s modulus | 204 GPa |
| Shear modulus | 10.96 GPa |
| Poisson’s ratio | 0.29 |
| Layer thickness | 50 µm |
| SSFX | 0.98 |
| SSFY | 0.98 |
| SSFZ | 0.997 |
| Depth (mm) | Measurement Point No. 1 (74 mm) | Measurement Point No. 2 (57.5 mm) | ||||
|---|---|---|---|---|---|---|
| σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | |
| 0.0 | 72 | 544 | 508 | 436 | 339 | 481 |
| 0.2 | 67 | 529 | 498 | 399 | 309 | 454 |
| 0.4 | 62 | 513 | 489 | 362 | 279 | 428 |
| 0.6 | 57 | 498 | 479 | 325 | 248 | 402 |
| 0.8 | 52 | 483 | 470 | 288 | 218 | 376 |
| 1.0 | 47 | 467 | 460 | 250 | 188 | 350 |
| εxx [−] | εyy [−] | εzz [−] |
|---|---|---|
| −0.00286296 | −0.00277407 | −0.03 |
| Number of Voxels | Number of Nodes |
|---|---|
| 543,098 | 610,580 |
| Parameter | Value |
|---|---|
| Laser power | 200 W |
| Scanning speed | 650 mm/s |
| Layer thickness | 50 µm |
| Hatching distance | 0.11 mm |
| Increment rotating angle | 67° |
| Temperature | Room temperature |
| ɛxx | −0.00286296 |
| ɛyy | −0.00277407 |
| ɛzz | −0.03 |
| Depth (mm) | Measurement Point No. 1 (74 mm) | Measurement Point No. 2 (57.5 mm) | ||||
|---|---|---|---|---|---|---|
| σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | σa(1) (MPa) | σC(3) (MPa) | σVMS (MPa) | |
| 0 | −18 | 574 | 578 | 457 | - | 504 |
| 0.4 | 30 | 600 | 576 | 396 | - | 436 |
| 0.8 | 63 | 497 | 472 | 329 | - | 362 |
| 1.2 | 115 | 505 | 478 | 338 | - | 372 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fojtík, F.; Potrok, R.; Hajnyš, J.; Ma, Q.-P.; Kudrna, L.; Měsíček, J. Quantification and Analysis of Residual Stresses in Braking Pedal Produced via Laser–Powder Bed Fusion Additive Manufacturing Technology. Materials 2023, 16, 5766. https://doi.org/10.3390/ma16175766
Fojtík F, Potrok R, Hajnyš J, Ma Q-P, Kudrna L, Měsíček J. Quantification and Analysis of Residual Stresses in Braking Pedal Produced via Laser–Powder Bed Fusion Additive Manufacturing Technology. Materials. 2023; 16(17):5766. https://doi.org/10.3390/ma16175766
Chicago/Turabian StyleFojtík, František, Roman Potrok, Jiří Hajnyš, Quoc-Phu Ma, Lukáš Kudrna, and Jakub Měsíček. 2023. "Quantification and Analysis of Residual Stresses in Braking Pedal Produced via Laser–Powder Bed Fusion Additive Manufacturing Technology" Materials 16, no. 17: 5766. https://doi.org/10.3390/ma16175766