
Effects of V-N Microalloying on Low-Cycle Fatigue Property in the Welded Joints of Constructional Steel

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Shielded Metal Arc Welding Experiment
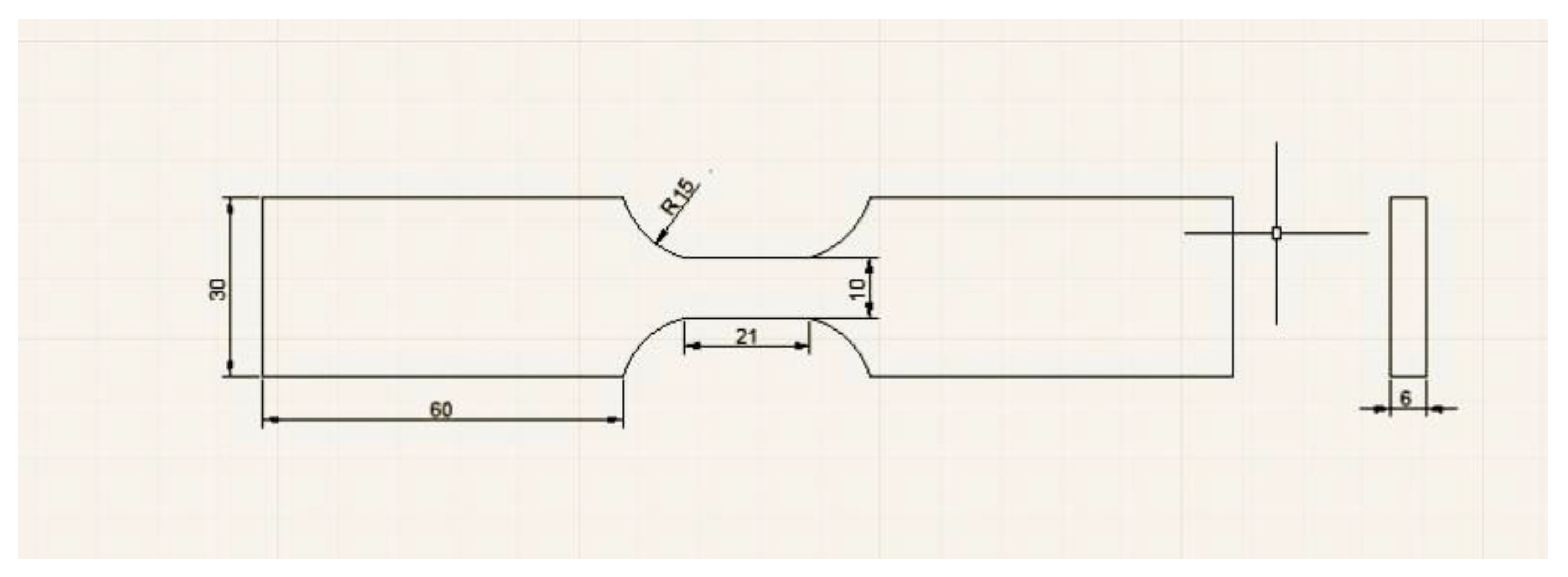
2.2.2. Low-Cycle Fatigue Testing
2.2.3. Microstructural Characterization and Mechanical Testing
3. Results and Discussion
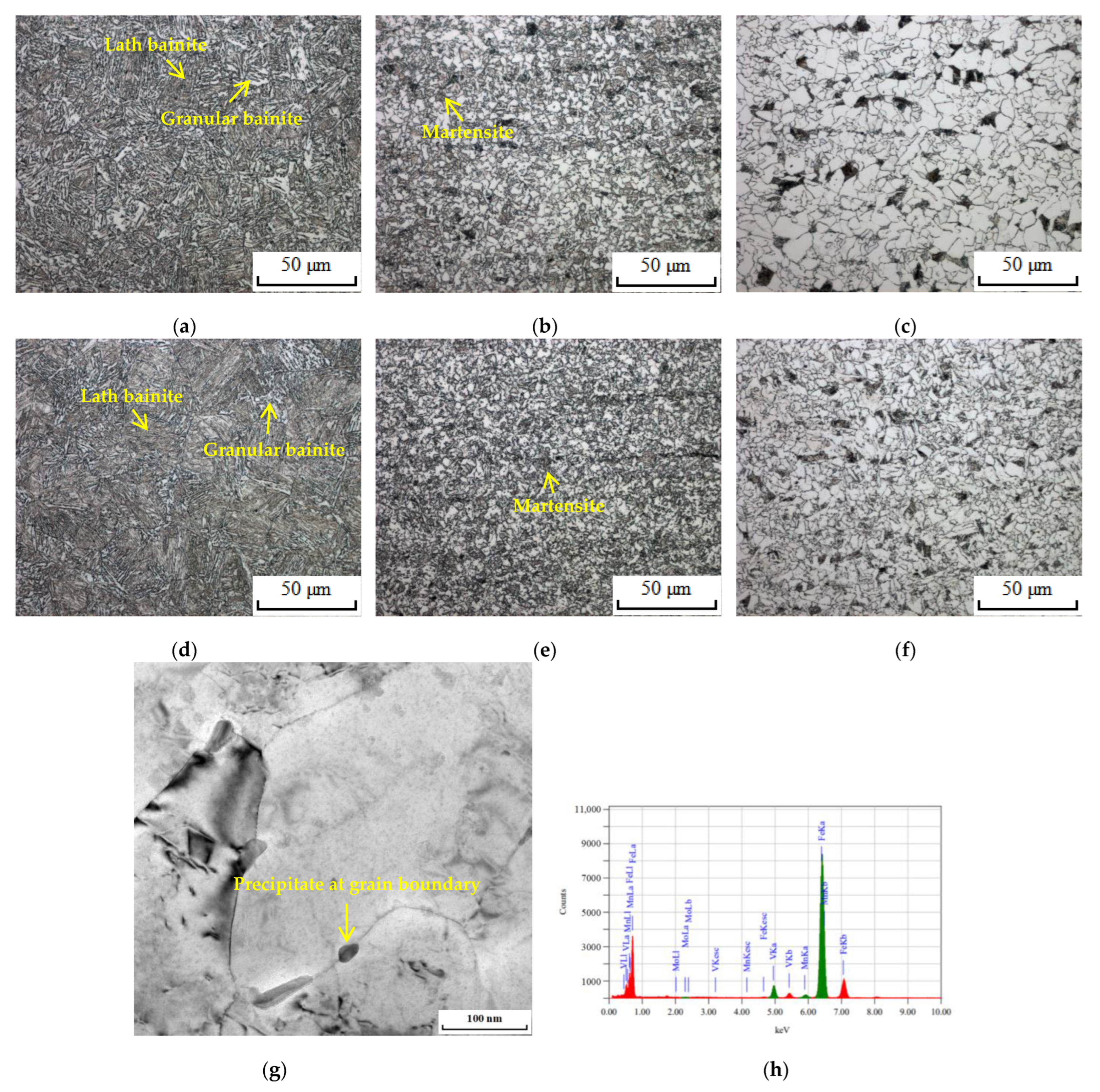
3.1. Microstructure, Mechanical Property and Impact Toughness
3.2. Low-Cycle Fatigue Life
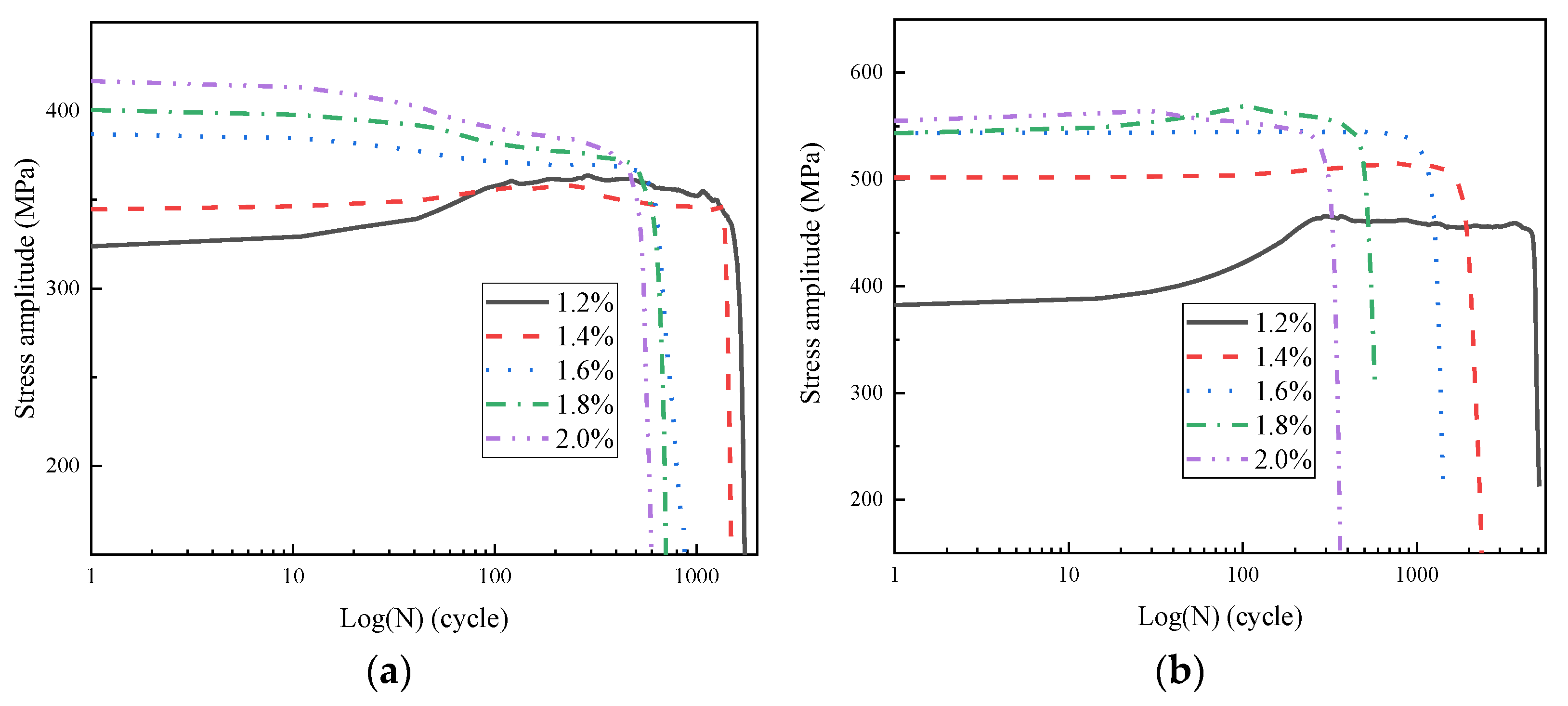
3.3. Cyclic Stress Response Curves
3.4. Hysteresis Loops
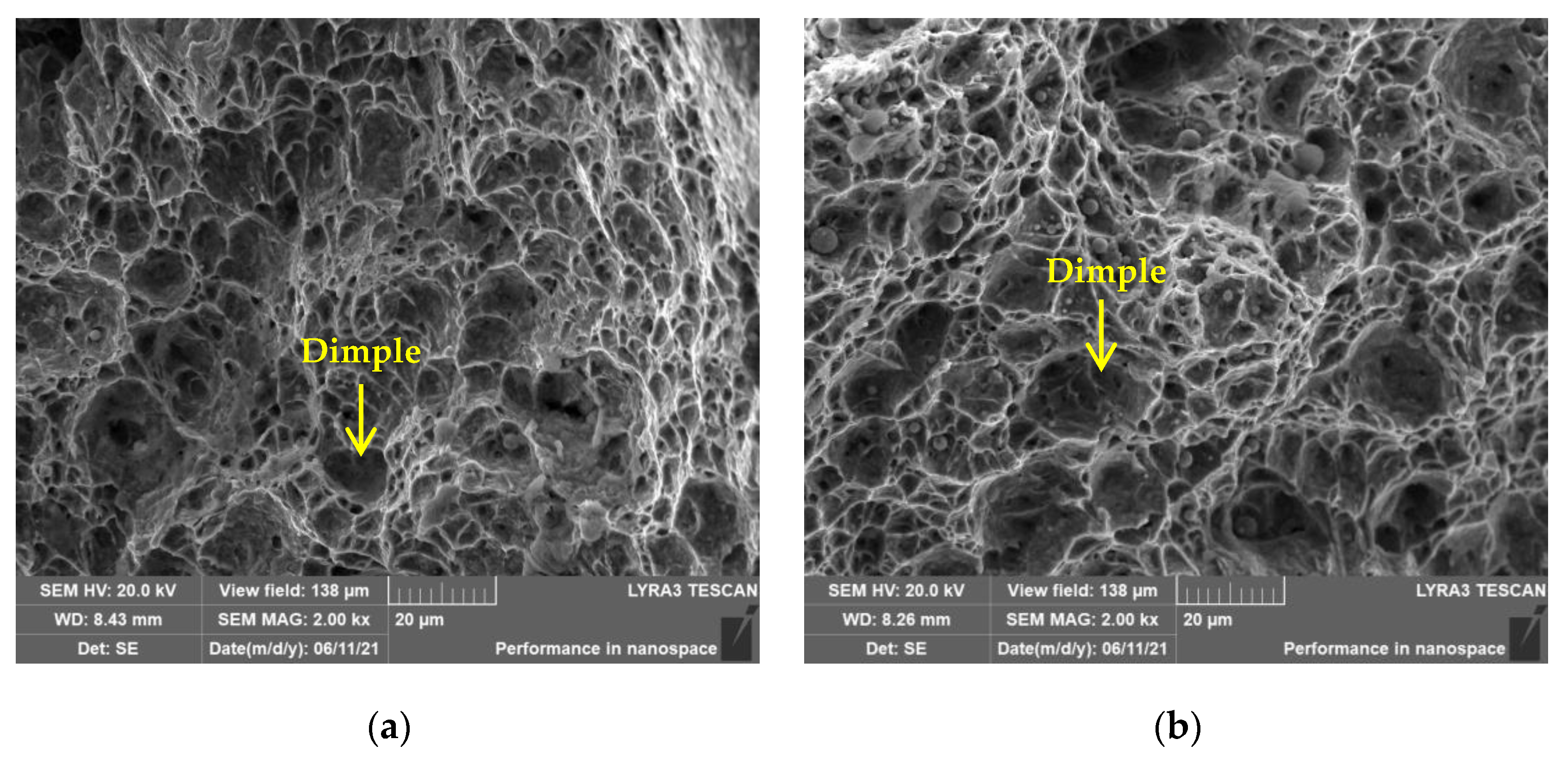
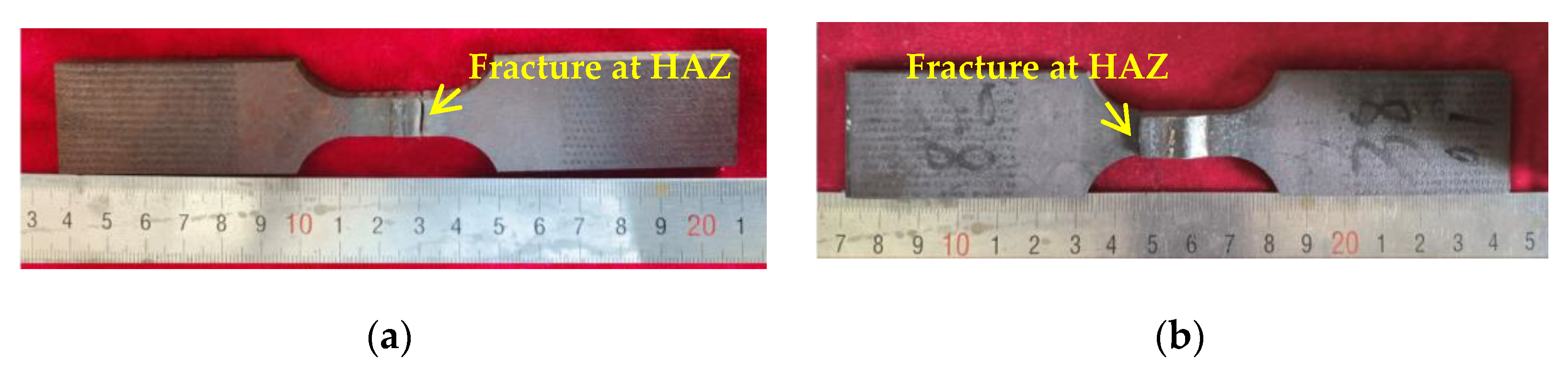
3.5. Fatigue Fracture Morphology
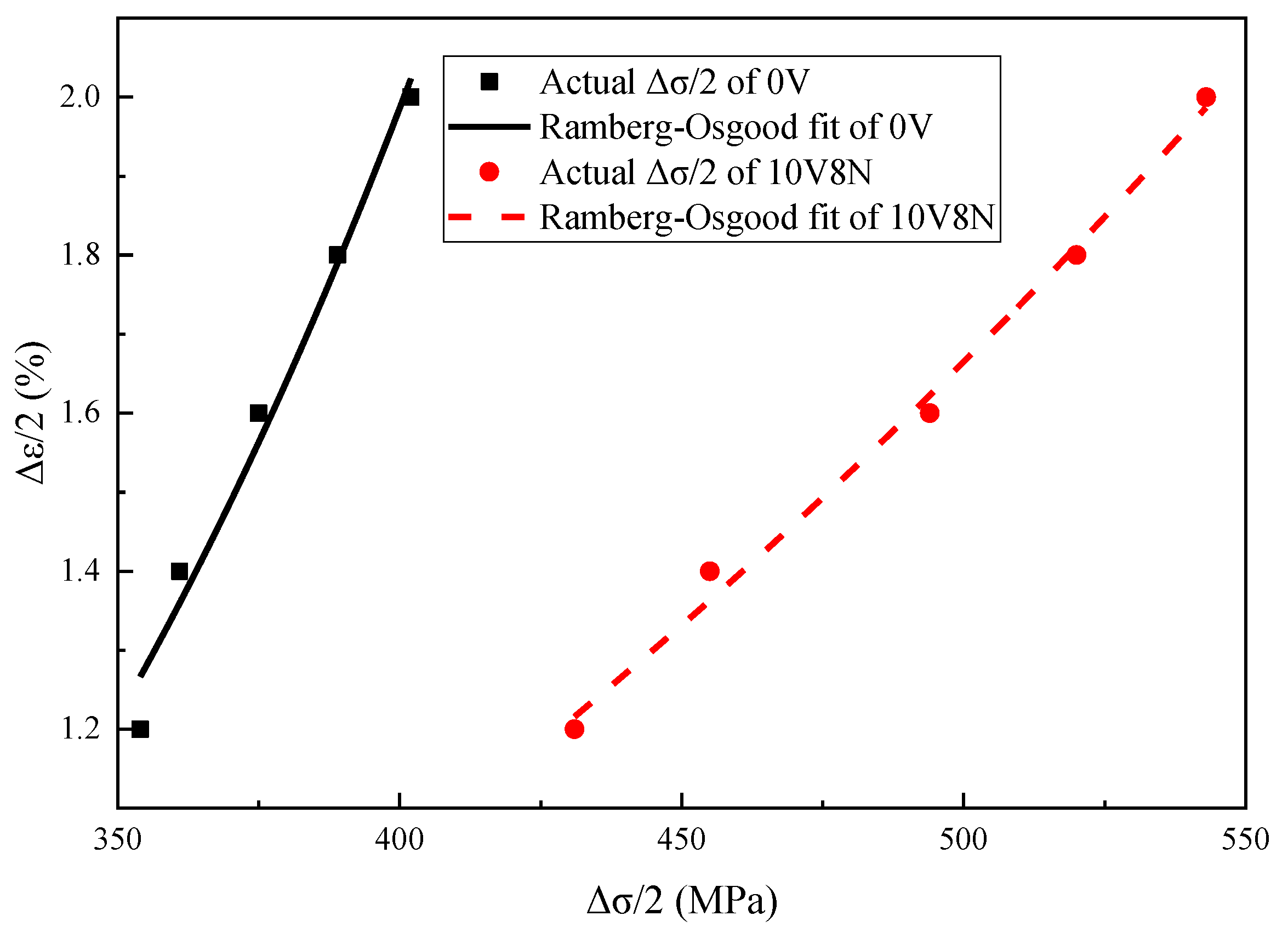
3.6. Low-Cycle Fatigue Life Prediction
3.7. Cyclic Toughness
4. Conclusions
- According to the measured results and the prediction results of Nf, the Nf values of the WJs of 10V8N steel were significantly longer than those of the WJs of 0V steel when Δε/2 ≤ 1.6%, while the Nf values of the WJs of 10V8N steel were gradually shorter than those of the WJs of 0V steel when Δε/2 > 1.6%.
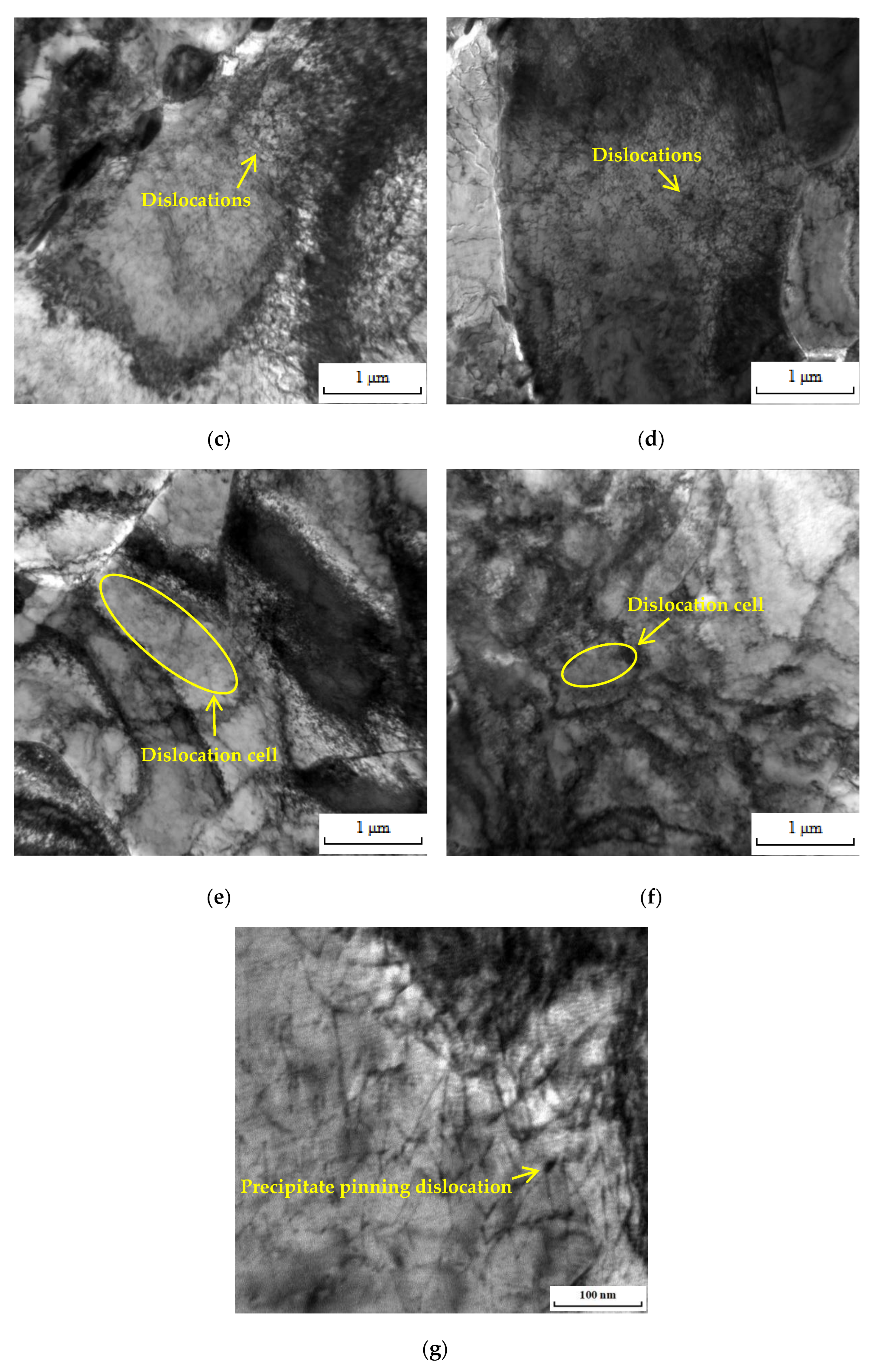
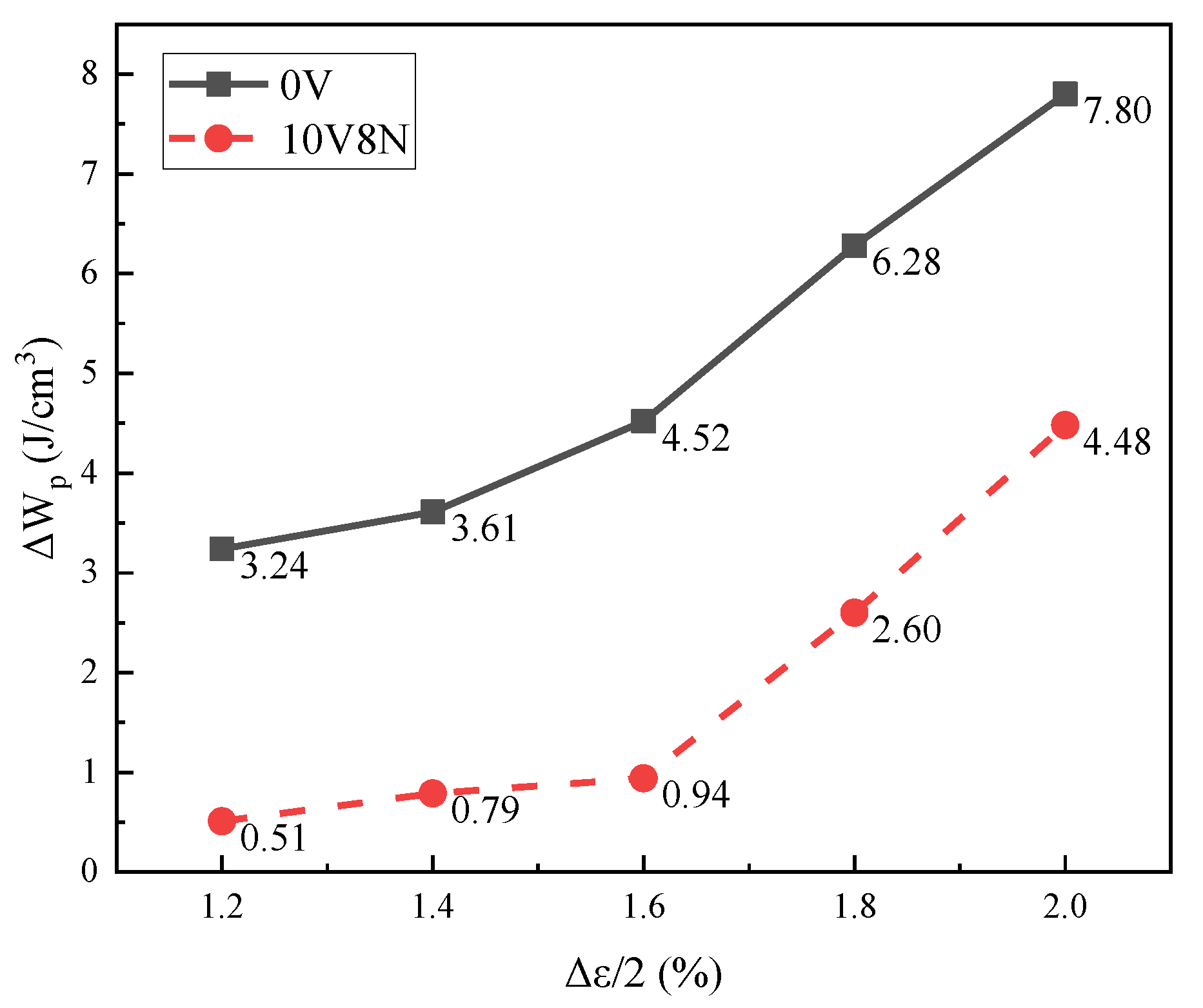
- Under the same Δε/2, compared with the WJs of 0V steel, the Δεp/2 of the WJs of 10V8N steel was smaller; thereby, there was less plastic strain energy absorbed that could reduce the material damage accumulation, which was conductive to improving the Nf. Therefore, when Δε/2 ≤ 1.6%, the Nf of the WJs of 10V8N steel was significantly longer than that of the WJs of 0V steel. However, when Δε/2 > 1.6%, with the increase in Δε/2, compared with the WJs of 0V steel, the ΔWp growth rate of the WJs of 10V8N steel increased more significantly, leading to faster material damage accumulation. Meanwhile, the nanoscale precipitates containing V in the HAZ of 10V8N steel played a role in grain refinement and dislocation pinning to enhance dislocation proliferation and entanglement, thereby causing the stress concentration to make the material more easily reach the strength limit. Therefore, when Δε/2 > 1.6%, the Nf of the WJs of 10V8N steel decreased significantly to slightly shorter than that of the WJs of 0V steel.
- When the Δε/2 is 1.6%, compared with the WJ of 0V steel, the nanoscale precipitates containing V in the HAZ of 10V8N steel refined the grains and inhibited the main crack propagation, leading to smaller fatigue striation in the crack propagation region, more micro-holes and secondary cracks in the crack propagation region, and the deep dimples in the ultimate fracture region; therefore, the crack resistance of the WJ of 10V8N steel was greater.
- When the Nf is between 100 and 200 cycles, the Ee value of the WJ of 10V8N steel is larger than that of the WJ of 0V steel, indicating that it is able to absorb more energy in seismic conditions; therefore, the seismic resistance of the WJ of 10V8N steel is better.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chan, A.P.C.; Yang, Y.; Ran, G. Factors affecting the market development of steel construction. Eng. Constr. Archit. Manag. 2018, 25, 1146–1169. [Google Scholar] [CrossRef]
- Burgan, B.A.; Sansom, M.R. Sustainable steel construction. J. Constr. Steel Res. 2006, 62, 1178–1183. [Google Scholar] [CrossRef]
- Zhong, Y.; Wu, P. Economic sustainability, environmental sustainability and constructability indicators related to concrete- and steel-projects. J. Clean. Prod. 2015, 108, 748–756. [Google Scholar] [CrossRef]
- Zhang, Z.; Han, Y.; Lu, X.; Zhang, T.; Bai, Y.; Ma, Q. Effects of N2 content in shielding gas on microstructure and toughness of cold metal transfer and pulse hybrid welded joint for duplex stainless steel. Mater. Sci. Eng. A 2023, 872, 144936. [Google Scholar] [CrossRef]
- Fu, Z.; Yang, B.; Shan, M.; Li, T.; Zhu, Z.; Ma, C.; Zhang, X.; Gou, G.; Wang, Z.; Gao, W. Hydrogen embrittlement behavior of SUS301L-MT stainless steel laser-arc hybrid welded joint localized zones. Corros. Sci. 2020, 164, 108337. [Google Scholar] [CrossRef]
- Sheng, G.M.; Gong, S.H. Investigation of low cycle fatigue behaviour of building structural steels under earthquake loading. Acta Metall. Sin. 1997, 10, 51–55. [Google Scholar]
- Mantawy, A.; Anderson, J.C. Effect of long-duration earthquakes on the low-cycle fatigue damage in RC frame buildings. Soil Dyn. Earthq. Eng. 2018, 109, 46–57. [Google Scholar] [CrossRef]
- Wang, N.; Zhou, F.; Li, Z.; Xu, Z.; Xu, H. Behavior of L-joint composed of steel-plate composite wall and reinforced concrete wall. J. Constr. Steel Res. 2021, 176, 106439. [Google Scholar] [CrossRef]
- Hua, J.; Yang, Z.; Zhou, F.; Hai, L.; Wang, N.; Wang, F. Effects of exposure temperature on low–cycle fatigue properties of Q690 high–strength steel. J. Constr. Steel Res. 2022, 190, 107159. [Google Scholar] [CrossRef]
- Niu, X.; Zhu, S.-P.; He, J.-C.; Liao, D.; Correia, J.A.; Berto, F.; Wang, Q. Defect tolerant fatigue assessment of AM materials: Size effect and probabilistic prospects. Int. J. Fatigue 2022, 160, 106884. [Google Scholar] [CrossRef]
- He, J.-C.; Zhu, S.-P.; Luo, C.; Niu, X.; Wang, Q. Size effect in fatigue modelling of defective materials: Application of the calibrated weakest-link theory. Int. J. Fatigue 2022, 165, 107213. [Google Scholar] [CrossRef]
- Song, W.; Liu, X.; Berto, F.; Razavi, S.M.J. Low-Cycle Fatigue Behavior of 10CrNi3MoV High Strength Steel and Its Undermatched Welds. Materials 2018, 11, 661. [Google Scholar] [CrossRef]
- Weng, S.; Huang, Y.; Zhu, M.; Xuan, F. Microstructural Evolution along the NiCrMoV Steel Welded Joints Induced by Low-Cycle Fatigue Damage. Metals 2021, 11, 811. [Google Scholar] [CrossRef]
- Ślęzak, T. Fatigue Examination of HSLA Steel with Yield Strength of 960 MPa and Its Welded Joints under Strain Mode. Metals 2020, 10, 228. [Google Scholar] [CrossRef]
- Suo, Y.; Yang, W.; Chen, P. Study on Hysteresis Model of Welding Material in Unstiffened Welded Joints of Steel Tubular Truss Structure. Appl. Sci. 2018, 8, 1701. [Google Scholar] [CrossRef]
- Sowards, J.; Pfeif, E.; Connolly, M.; McColskey, J.; Miller, S.; Simonds, B.; Fekete, J. Low-cycle fatigue behavior of fiber-laser welded, corrosion-resistant, high-strength low alloy sheet steel. Mater. Des. 2017, 121, 393–405. [Google Scholar] [CrossRef]
- Zhang, W.; Zeng, L. Experimental investigation and low-cycle fatigue life prediction of welded Q355B steel. J. Constr. Steel Res. 2021, 178, 106497. [Google Scholar] [CrossRef]
- Veerababu, J.; Goyal, S.; Sandhya, R.; Laha, K. Low cycle fatigue behaviour of Grade 92 steel weld joints. Int. J. Fatigue 2017, 105, 60–70. [Google Scholar] [CrossRef]
- Medina, S.F.; Gómez, M.; Rancel, L. Grain refinement by intragranular nucleation of ferrite in a high nitrogen content vanadium microalloyed steel. Scr. Mater. 2008, 58, 1110–1113. [Google Scholar] [CrossRef]
- Singh, A.P.; Pant, G. Mechanical behaviour of vanadium microalloyed steel under control environment compression. Mater. Today Proc. 2020, 26, 2525–2527. [Google Scholar] [CrossRef]
- Ollilainen, V.; Kasprzak, W.; Holappa, L. The effect of silicon, vanadium and nitrogen on the microstructure and hardness of air cooled medium carbon low alloy steels. J. Mater. Process. Tech. 2003, 134, 405–412. [Google Scholar] [CrossRef]
- Shi, G.; Zhao, H.; Zhang, S.; Zhang, F. Microstructural characteristics and impact fracture behaviors of low-carbon vanadium microalloyed steel with different nitrogen contents. Mater. Sci. Eng. A 2020, 769, 138501. [Google Scholar] [CrossRef]
- Chinara, M.; Jayabalan, B.; Bhattacharya, B.; Prasad, A.D.; Chatterjee, S.; Mukherjee, S. Low cycle fatigue behaviour study of a nano precipitate strengthened ferrite-bainite 780 steel. Int. J. Fatigue 2023, 167, 107294. [Google Scholar] [CrossRef]
- Zhao, T.; Chen, C.; Wang, Y.; Wang, T.; Sheng, G.; He, Y. Effect of Nb–V microalloying on low-cycle fatigue property of Fe–Mn–Al–C austenitic steel. J. Mater. Res. Technol. 2023, 23, 3711–3725. [Google Scholar] [CrossRef]
- Cui, K.; Yang, H.; Yao, S.; Li, Z.; Wang, G.; Zhao, H.; Nan, X. Effects of V–N Microalloying on Microstructure and Property in the Welding Heat Affected Zone of Constructional Steel. Metals 2022, 12, 480. [Google Scholar] [CrossRef]
- Lei, Y.; Wang, X.; Zhu, Q.; Liu, F. Effect of Vanadium on Microstructure and Mechanical Properties of TIG Weld Joint of China Low Activation Martensitic Steel. J. Fusion Energy 2015, 34, 1112–1117. [Google Scholar] [CrossRef]
- Sun, J.; Wei, S.; Lu, S. Influence of vanadium content on the precipitation evolution and mechanical properties of high-strength Fe-Cr-Ni-Mo weld metal. Mater. Sci. Eng. A 2020, 772, 138739. [Google Scholar] [CrossRef]
- Zhang, J.; Xin, W.; Luo, G.; Wang, R.; Meng, Q.; Xian, S. Effect of welding heat input on microstructural evolution, precipitation behavior and resultant properties of the simulated CGHAZ in high-N V-alloyed steel. Mater. Charact. 2020, 162, 110201. [Google Scholar] [CrossRef]
- Guguloth, K.; Sivaprasad, S.; Chakrabarti, D.; Tarafder, S. Low-cyclic fatigue behavior of modified 9Cr–1Mo steel at elevated temperature. Mater. Sci. Eng. A 2014, 604, 196–206. [Google Scholar] [CrossRef]
- Kim, D.W.; Kim, S.S. Contribution of microstructure and slip system to cyclic softening of 9 wt.%Cr steel. Int. J. Fatigue 2012, 36, 24–29. [Google Scholar] [CrossRef]
- Sedláček, R.; Blum, W.; Kratochvíl, J.; Forest, S. Subgrain formation during deformation: Physical origin and consequences. Mater. Sci. Eng. A 2002, 33, 319–327. [Google Scholar] [CrossRef]
- Praveen, K.; Singh, V. Effect of heat treatment on Coffin–Manson relationship in LCF of superalloy IN718. Mater. Sci. Eng. A 2008, 485, 352–358. [Google Scholar] [CrossRef]
- Mu, W.; Li, Y.; Cai, Y.; Wang, M.; Hua, X. The cryogenic low-cycle fatigue performance of 9%Ni steel joint made by flux cored arc welding. Mater. Charact. 2019, 151, 27–37. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, J.; Zhao, P.; Huang, Y.; Yu, Z.; Fang, X. Low-cycle fatigue behaviors of a new type of 10% Cr martensitic steel and welded joint with Ni-based weld metal. Int. J. Fatigue 2016, 88, 78–87. [Google Scholar] [CrossRef]
- Long, J.; Zhang, L.-J.; Zhang, Q.-B.; Wang, W.-K.; Zhong, J.; Zhang, J.-X. Microstructural characteristics and low cycle fatigue properties at 230 °C of different weld zone materials from a 100 mm thick dissimilar weld of ultra-supercritical rotor steel. Int. J. Fatigue 2020, 130, 105248. [Google Scholar] [CrossRef]
- Mostaghel, N.; Byrd, R.A. Inversion of Ramberg-Osgood equation and description of hysteresis loops. Int. J. Non-Linear Mech. 2002, 37, 1319–1335. [Google Scholar] [CrossRef]
- Huang, X.; Yuan, Y.; Zhao, J.; Li, R. Investigation of extremely low cycle fatigue behavior of low yield strength steel LY225 under different stress states. Constr. Build. Mater. 2022, 350, 128907. [Google Scholar] [CrossRef]
- Callaghan, M.D.; Humphries, S.R.; Law, M.; Ho, M.; Bendeich, P.; Li, H.; Yeung, W.Y. Energy-based approach for the evaluation of low cycle fatigue behaviour of 2.25Cr–1Mo steel at elevated temperature. Mater. Sci. Eng. A 2010, 527, 5619–5623. [Google Scholar] [CrossRef]
- Cortés, R.; Rodríguez, N.; Ambriz, R.; López, V.; Ruiz, A.; Jaramillo, D. Fatigue and crack growth behavior of Inconel 718–AL6XN dissimilar welds. Mater. Sci. Eng. A 2019, 745, 20–30. [Google Scholar] [CrossRef]
- Kchaou, Y.; Pelosin, V.; Hénaff, G.; Haddar, N.; Elleuch, K. Low Cycle Fatigue behavior of SMAW welded Alloy28 superaustenitic stainless steel at room temperature. Mater. Sci. Eng. A 2016, 651, 556–566. [Google Scholar] [CrossRef]
- Cui, K.; Zhao, Y.; Liang, M.; Huang, B.; Huang, Q. Investigation on low cycle fatigue properties of CLAM steel electron beam welded joint at 550 °C. Fusion Eng. Des. 2021, 165, 112260. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, J.; Zhu, B. Low cycle fatigue properties of a 9–12% Cr martensitic steel welded joint with Ni-based weld metal based on a local strain approach. Eng. Fail. Anal. 2022, 138, 106347. [Google Scholar] [CrossRef]
- Lv, Y.; Sheng, G.; Huang, Z. High strain and low cycle fatigue behaviors of rebars produced by QST and V-N microalloying technology. Constr. Build. Mater. 2013, 48, 67–73. [Google Scholar] [CrossRef]
- Lv, Y.; Sheng, G.; Jiao, Y. Effect of V/N ratio on the high strain and low cycle fatigue behaviors of V–N microalloyed rebars. Constr. Build. Mater. 2014, 69, 18–25. [Google Scholar] [CrossRef]
- Lv, Y.; Zhao, X.; Shi, T.; Bai, L.; Liu, X.; Chen, J. Microstructure evolution of 400 MPa class rebar produced by QST and VNM technology under the high strain and low cycle fatigue. Constr. Build. Mater. 2019, 229, 116889. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Cu | Ni | Cr | V | Als | N | CE |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0V | 0.07 | 0.39 | 1.45 | 0.011 | 0.002 | 0.36 | 0.31 | 0.63 | - | 0.036 | 0.0021 | 0.48 |
| 10V8N | 0.07 | 0.38 | 1.47 | 0.008 | 0.003 | 0.34 | 0.31 | 0.62 | 0.10 | 0.040 | 0.0078 | 0.50 |
| Elements | C | Si | Mn | Ni | Cr | Mo |
|---|---|---|---|---|---|---|
| Reference content | ≤0.10 | ≤0.80 | ≥0.50 | ≥1.75 | ≥0.30 | ≥0.20 |
| Steel | Yield Strength ReL (MPa) | Tensile Strength Rm (MPa) | Yield Ratio ReL/Rm | Elongation A (%) | Young’s Modulus E (MPa) | Fracture Position |
|---|---|---|---|---|---|---|
| 0V | 326 ± 7 | 473 ± 10 | 0.69 ± 0 | 32.5 ± 1.5 | 206,529 ± 3099 | BM |
| 10V8N | 488 ± 10 | 600 ± 11 | 0.81 ± 0.01 | 23.5 ± 1.2 | 214,316 ± 4196 | BM |
| Steel | −20 °C Impact Value (J) | |||
|---|---|---|---|---|
| Value 1 | Value 2 | Value 3 | Mean Value | |
| 0V | 101 | 105 | 109 | 105 |
| 10V8N | 83 | 98 | 101 | 94 |
| Δε/2 (%) | 0V | 10V8N |
|---|---|---|
| 1.2 | 1452 ± 87 | 5050 ± 129 |
| 1.4 | 1202 ± 82 | 2372 ± 100 |
| 1.6 | 772 ± 29 | 1535 ± 80 |
| 1.8 | 581 ± 41 | 575 ± 38 |
| 2.0 | 389 ± 22 | 367 ± 29 |
| Δε/2 (%) | Δεe/2 (%) | Δεp/2 (%) | Δσ/2 (MPa) | |||
|---|---|---|---|---|---|---|
| 0V | 10V8N | 0V | 10V8N | 0V | 10V8N | |
| 1.2 | 0.44 | 1.05 | 0.76 | 0.15 | 354 | 431 |
| 1.4 | 0.57 | 1.18 | 0.83 | 0.22 | 361 | 455 |
| 1.6 | 0.60 | 1.36 | 1.00 | 0.24 | 375 | 494 |
| 1.8 | 0.46 | 1.17 | 1.34 | 0.63 | 389 | 520 |
| 2.0 | 0.39 | 0.96 | 1.61 | 1.04 | 402 | 543 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, K.; Yang, H.; Li, Z.; Wang, G.; Zhao, H.; Li, Y. Effects of V-N Microalloying on Low-Cycle Fatigue Property in the Welded Joints of Constructional Steel. Materials 2023, 16, 5860. https://doi.org/10.3390/ma16175860
Cui K, Yang H, Li Z, Wang G, Zhao H, Li Y. Effects of V-N Microalloying on Low-Cycle Fatigue Property in the Welded Joints of Constructional Steel. Materials. 2023; 16(17):5860. https://doi.org/10.3390/ma16175860
Chicago/Turabian StyleCui, Kaiyu, Haifeng Yang, Zhengrong Li, Guodong Wang, Hongyun Zhao, and Yuxuan Li. 2023. "Effects of V-N Microalloying on Low-Cycle Fatigue Property in the Welded Joints of Constructional Steel" Materials 16, no. 17: 5860. https://doi.org/10.3390/ma16175860
APA StyleCui, K., Yang, H., Li, Z., Wang, G., Zhao, H., & Li, Y. (2023). Effects of V-N Microalloying on Low-Cycle Fatigue Property in the Welded Joints of Constructional Steel. Materials, 16(17), 5860. https://doi.org/10.3390/ma16175860