
Investigating the Effect of Interface Temperature on Molecular Interdiffusion during Laser Transmission Welding of 3D-Printed Composite Parts

Abstract
:1. Introduction
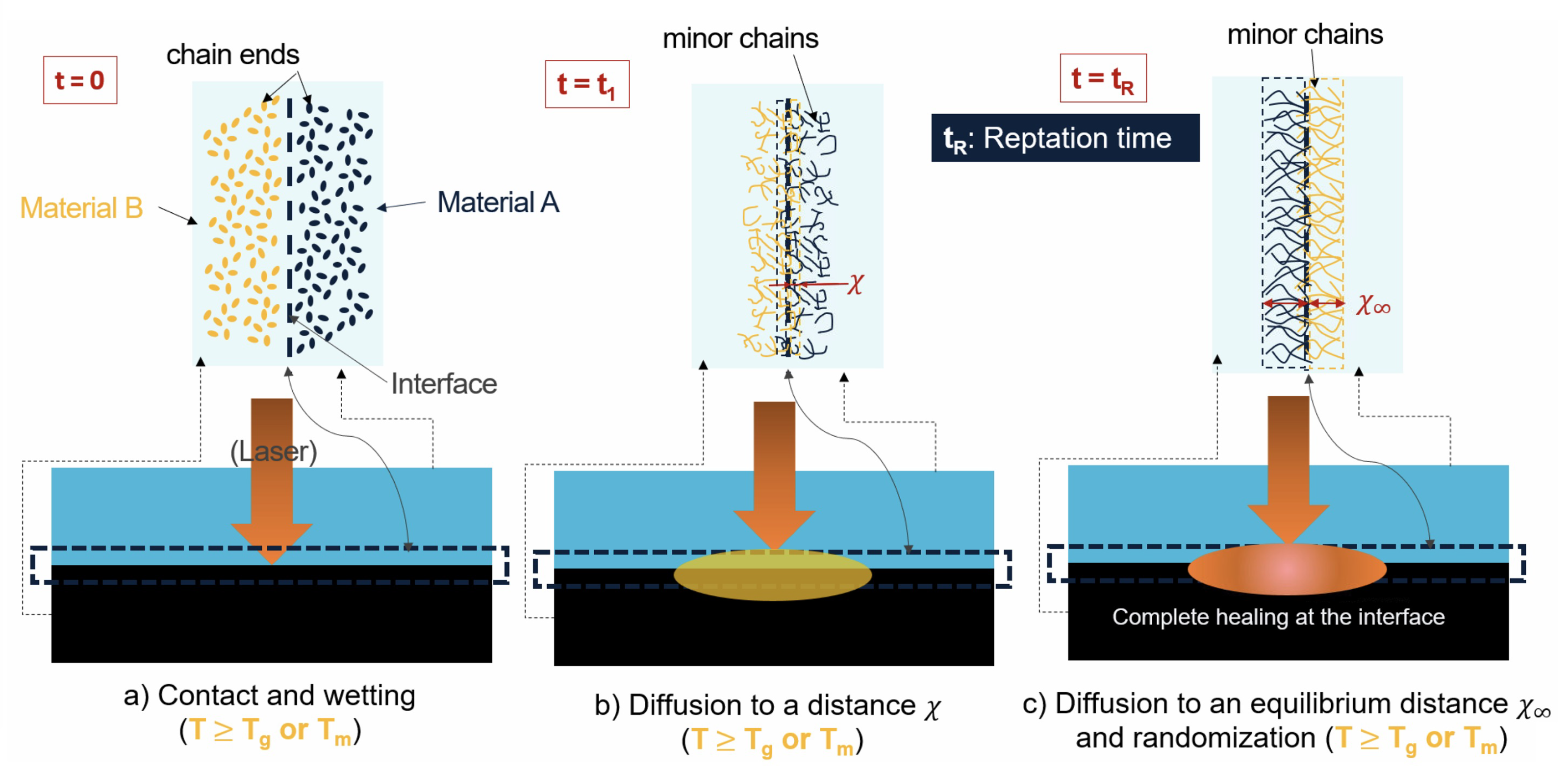
2. Molecular Interdiffusion Models
3. Experimentals
3.1. Materials
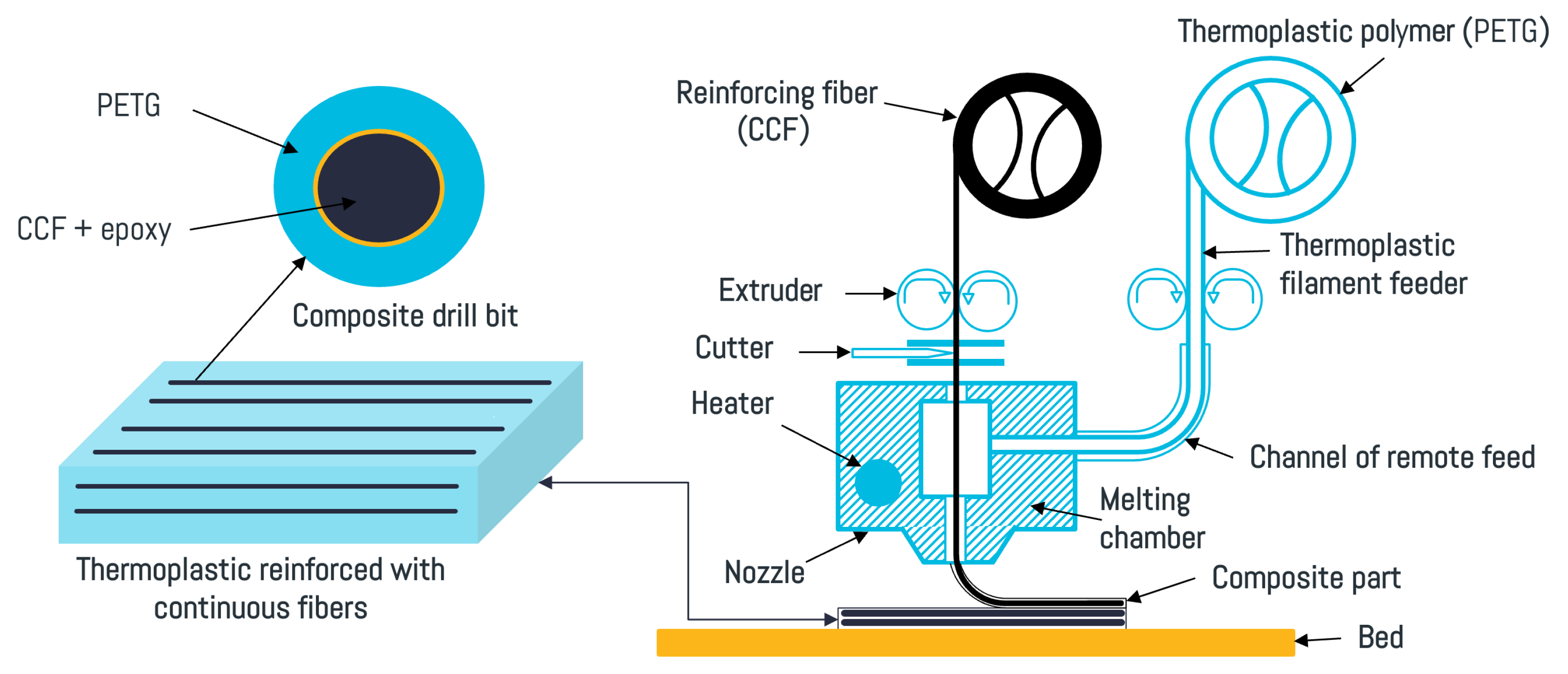
3.2. 3D Printing of Continuous Carbon-Fiber-Reinforced Thermoplastic Composites
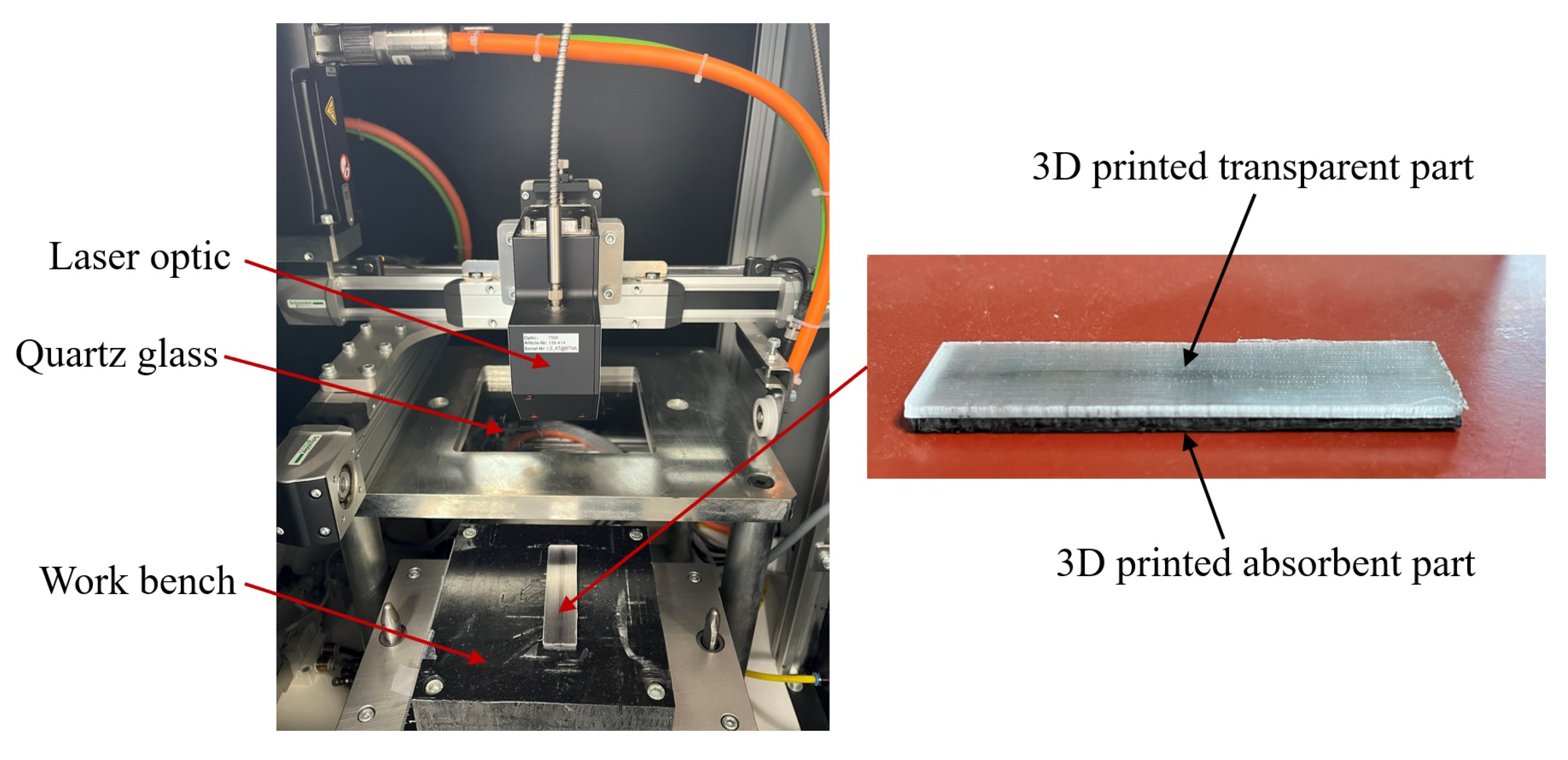
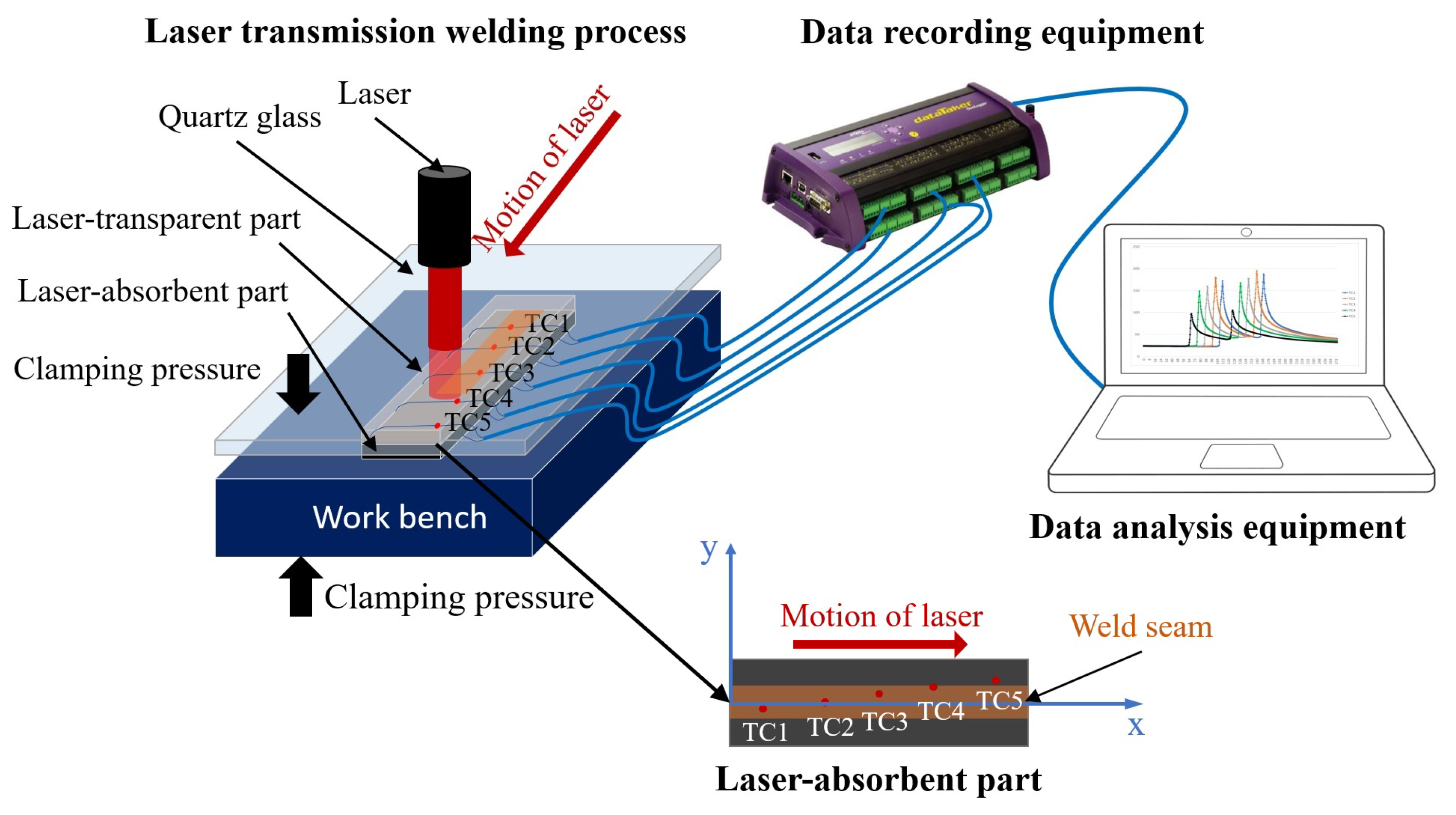
3.3. Laser Transmission Welding of Composites
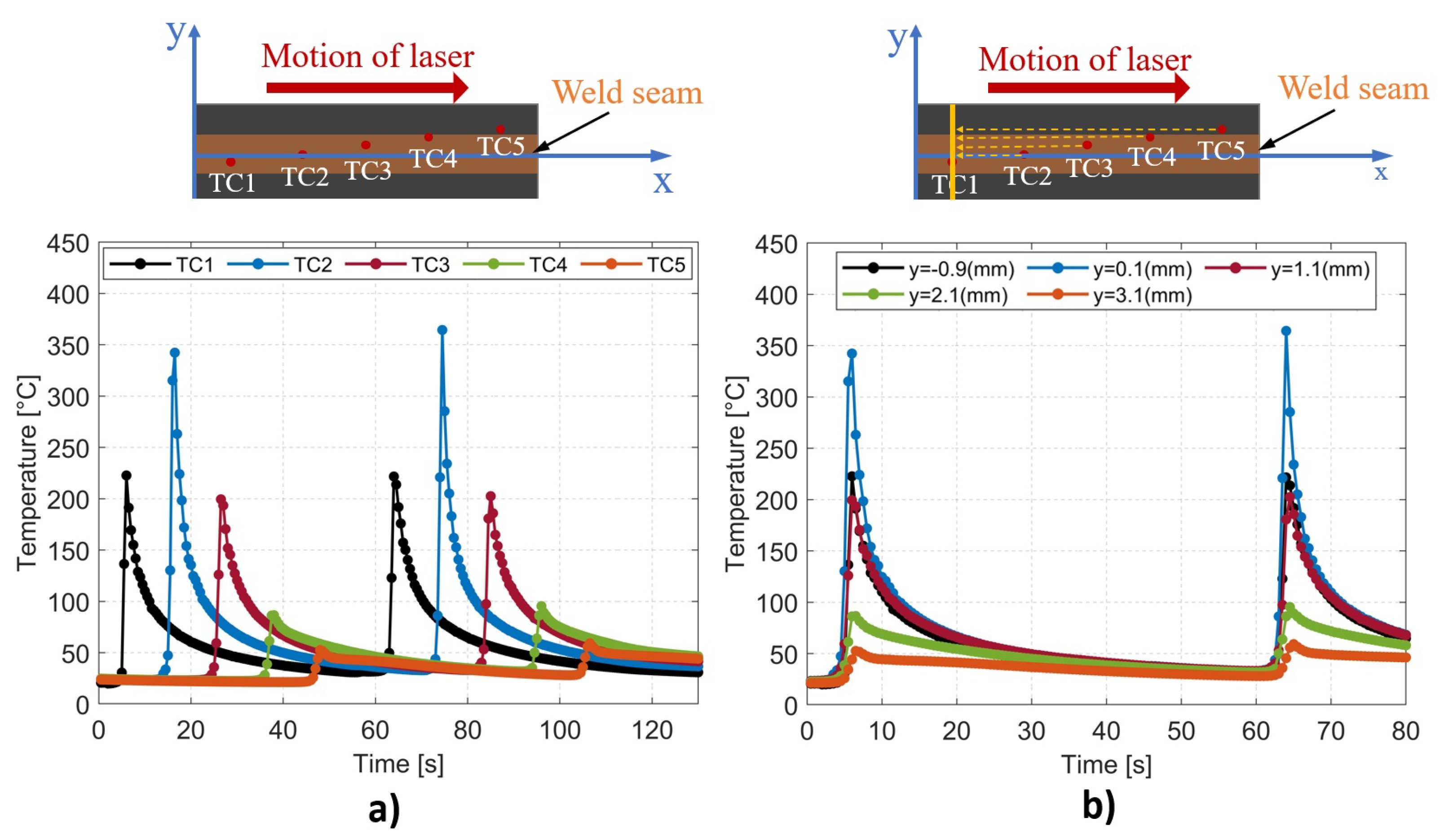
3.4. Temperature Measurement at the Weld Interface
3.5. Rheological Characterization of the Thermoplastic
4. Results and Discussion
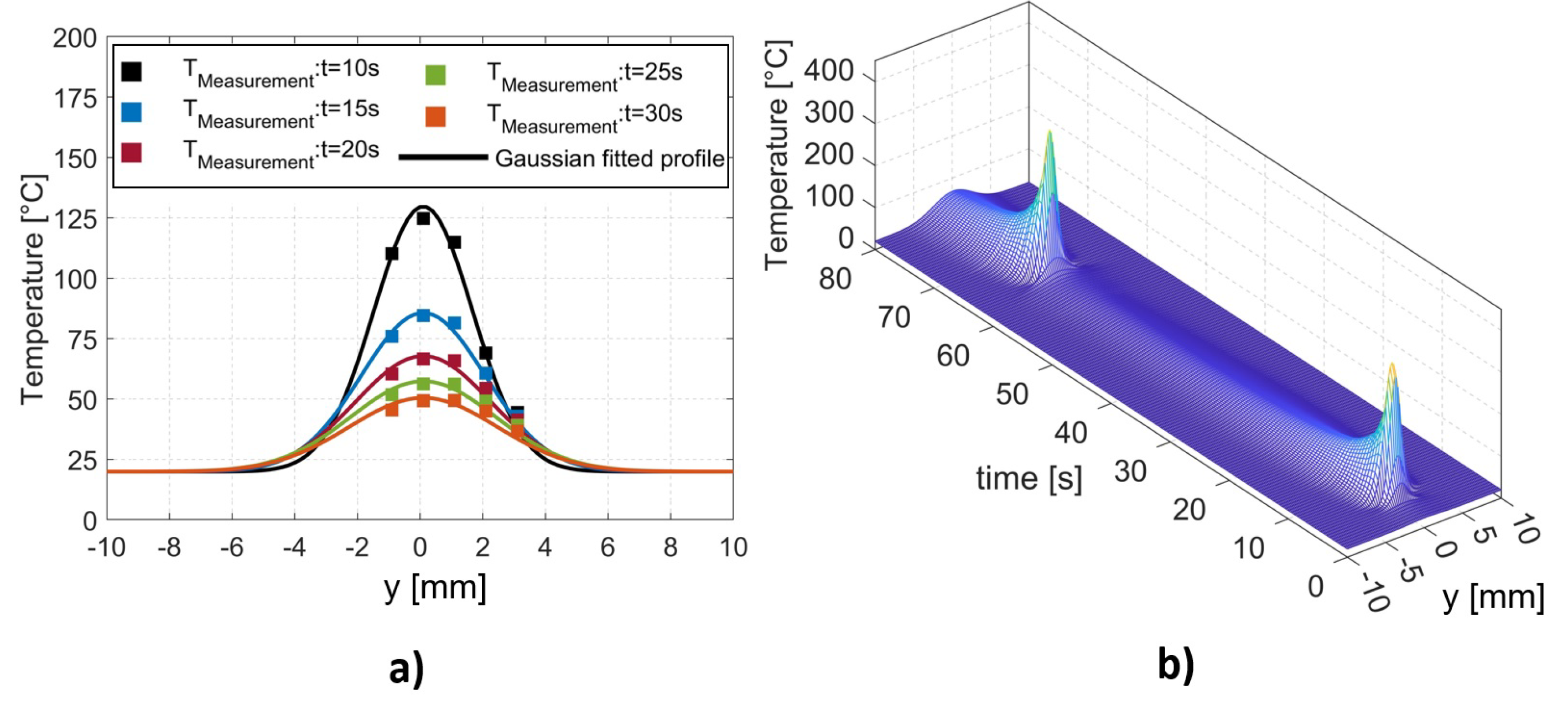
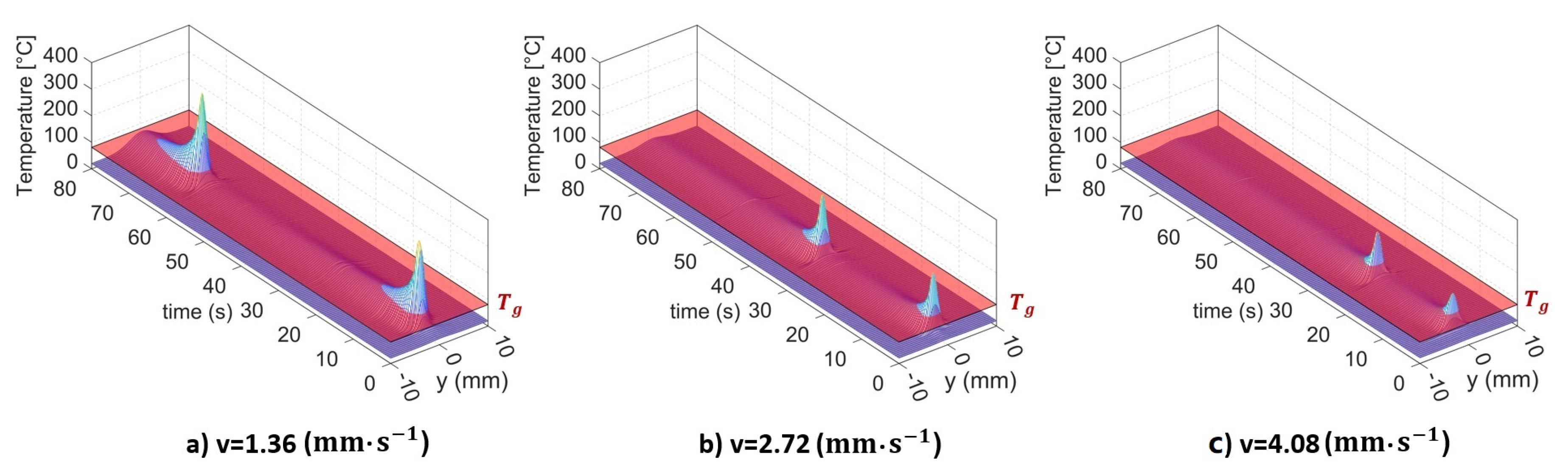
4.1. Temperature Measurement
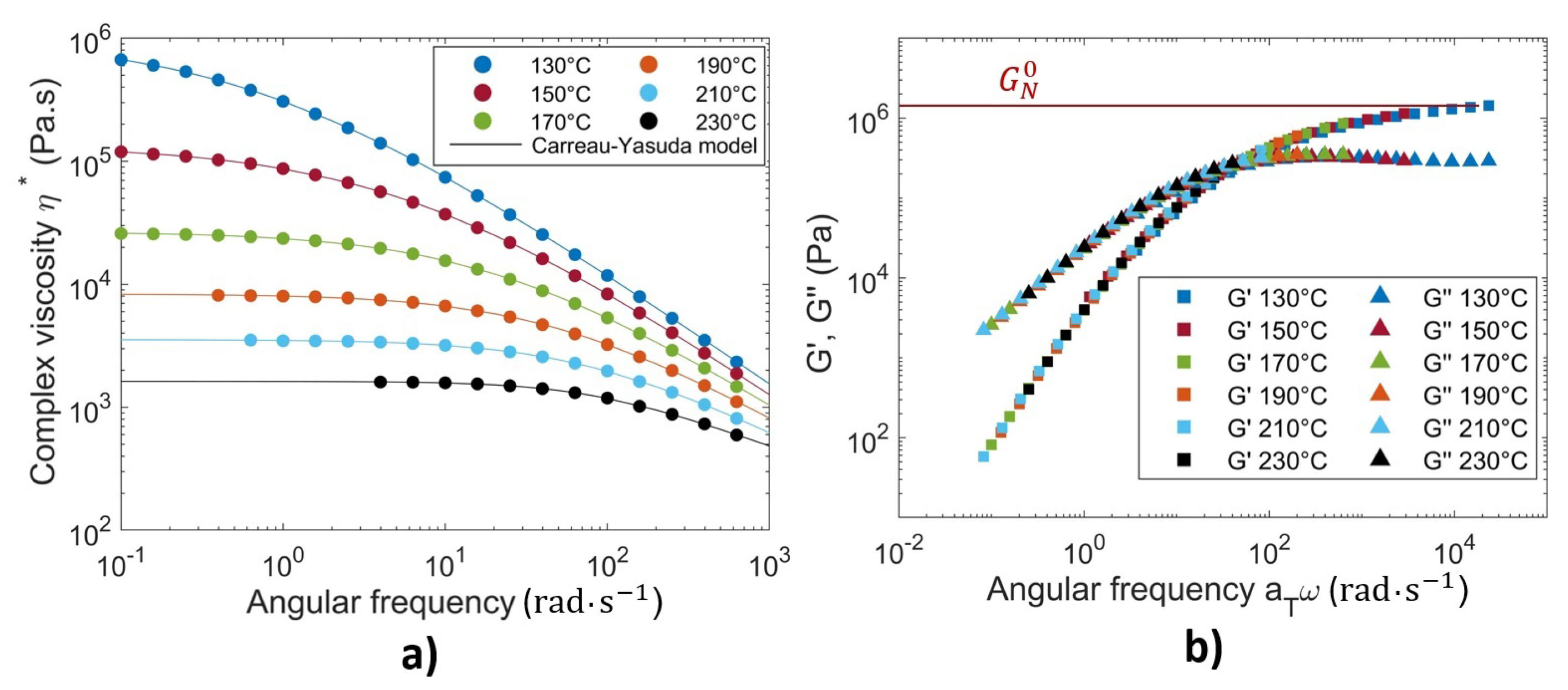
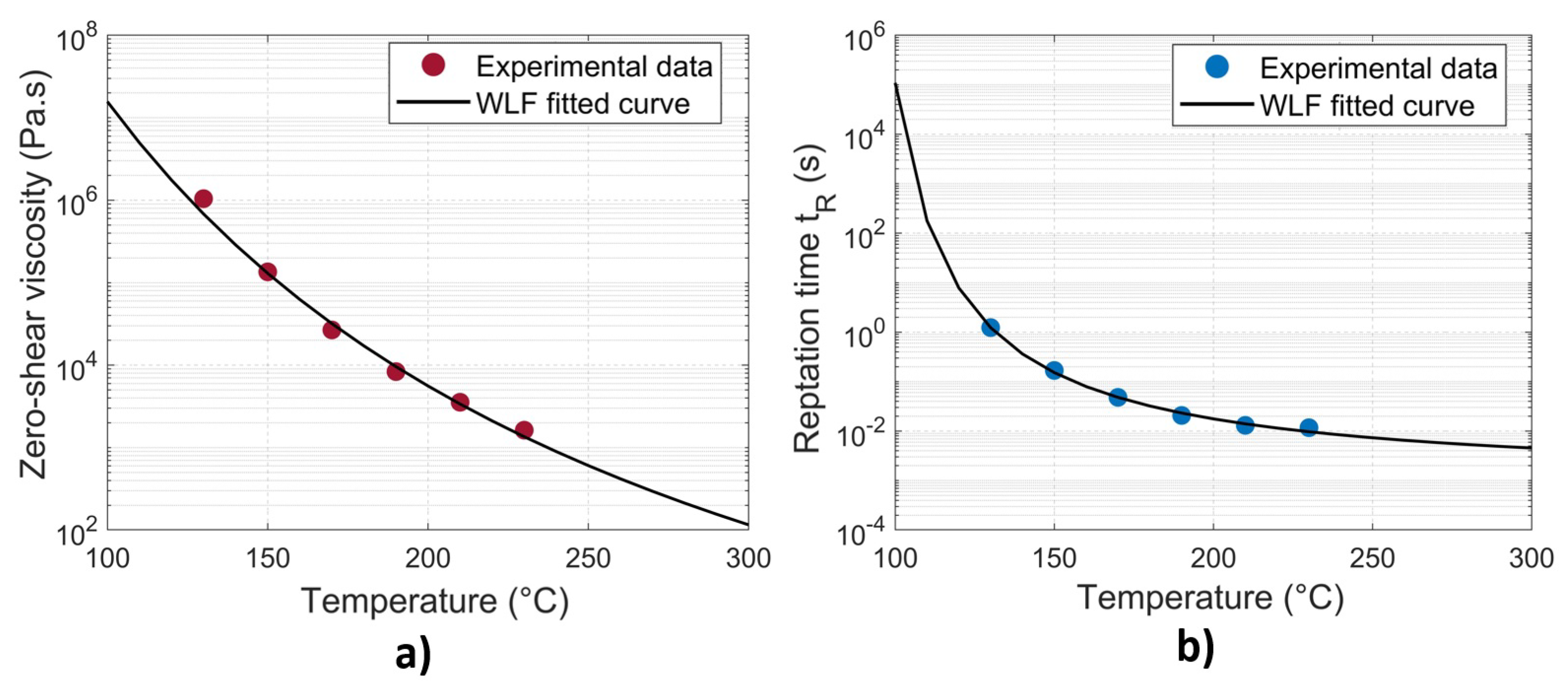
4.2. Rheological Characterization
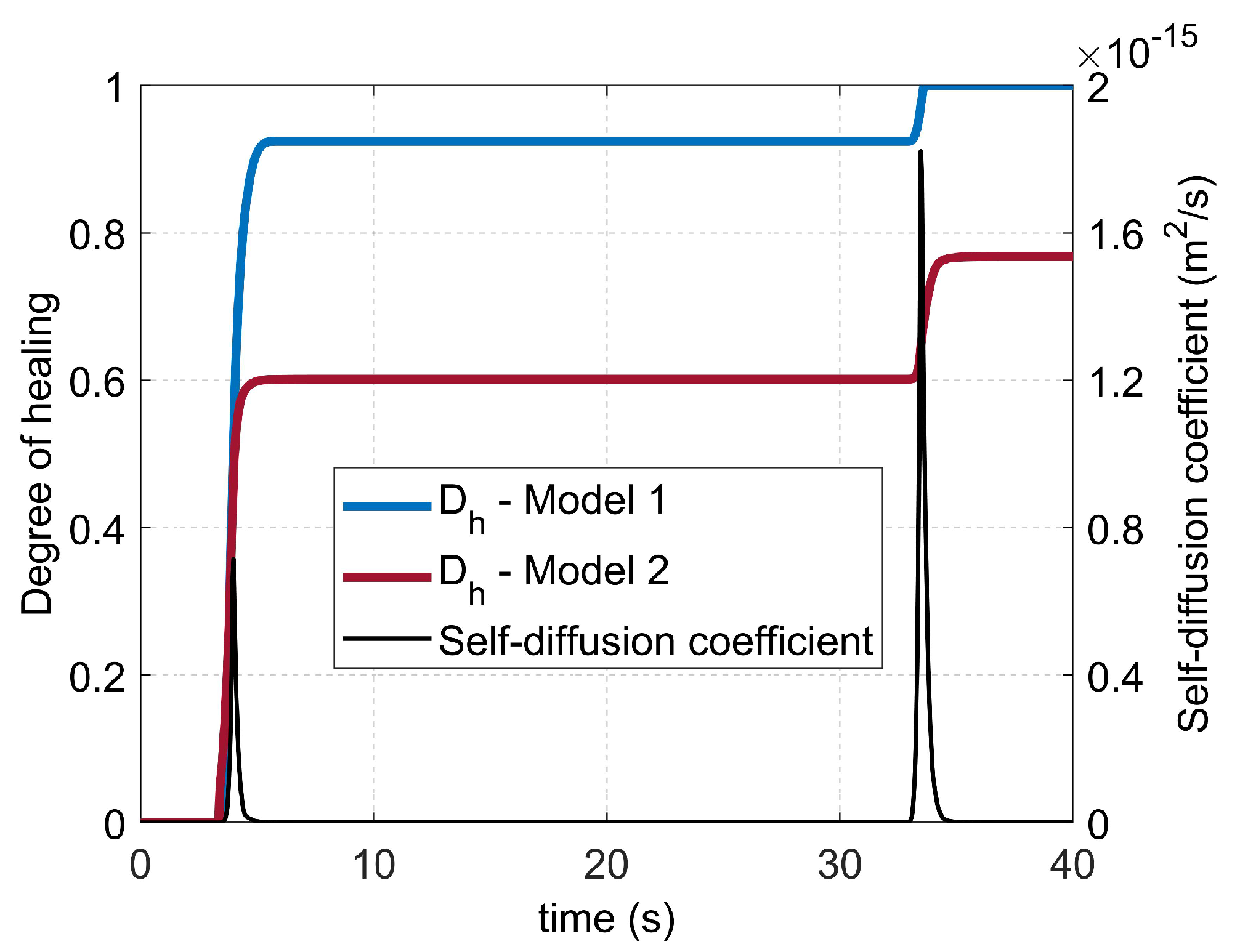
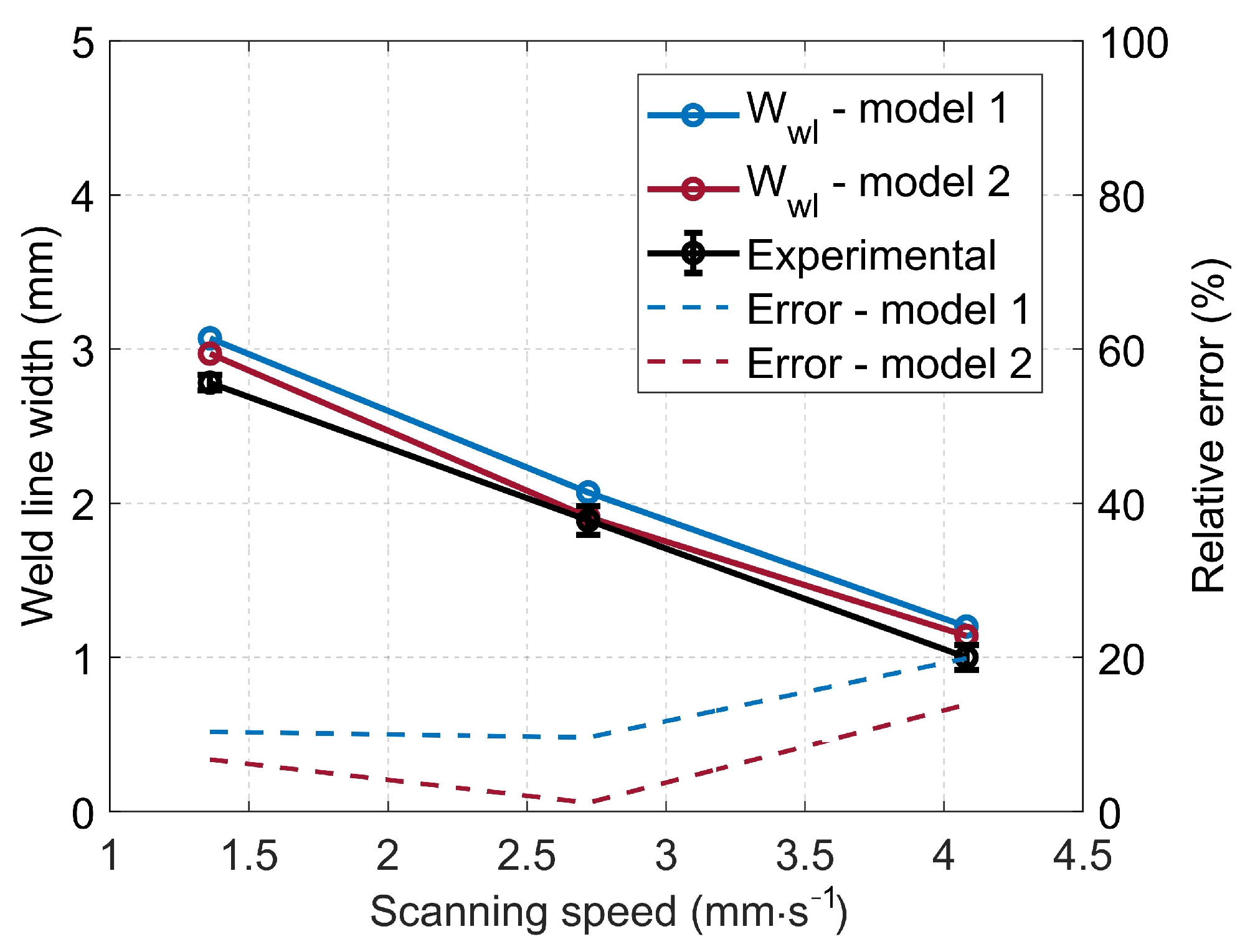
4.3. Effects of Temperature on Molecular Interdiffusion at the Interface
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Acherjee, B. Laser transmission welding of polymers—A review on process fundamentals, material attributes, weldability, and welding techniques. J. Manuf. Process. 2020, 60, 227–246. [Google Scholar] [CrossRef]
- Wu, J.; Lu, S.; Wang, H.J.; Wang, Y.; Xia, F.B.; Wang, J. A review on laser transmission welding of thermoplastics. Int. J. Adv. Manuf. Technol. 2021, 116, 2093–2109. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Zhang, Z.; Yavas, D.; Liu, Q.; Wu, D. Effect of build orientation and raster pattern on the fracture behavior of carbon fiber reinforced polymer composites fabricated by additive manufacturing. Addit. Manuf. 2021, 47, 102204. [Google Scholar] [CrossRef]
- Regnier, G.; Le Corre, S. Modeling of Thermoplastic Welding. In Heat Transfer in Polymer Composite Materials; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2016; pp. 235–268. [Google Scholar] [CrossRef]
- Yang, F.; Pitchumani, R. Healing of Thermoplastic Polymers at an Interface under Nonisothermal Conditions. Macromolecules 2002, 35, 3213–3224. [Google Scholar] [CrossRef]
- Akué Asséko, A.C.; Cosson, B.; Lafranche, E.; Schmidt, F.; Le Maoult, Y. Effect of the developed temperature field on the molecular interdiffusion at the interface in infrared welding of polycarbonate composites. Compos. Part B Eng. 2016, 97, 53–61. [Google Scholar] [CrossRef]
- Klein, R. Laser Welding of Plastics: Materials, Processes and Industrial Applications; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Sooriyapiragasam, S.K.; Hopmann, C. Modeling of the heating process during the laser transmission welding of thermoplastics and calculation of the resulting stress distribution. Weld. World 2016, 60, 777–791. [Google Scholar] [CrossRef]
- Aden, M. Influence of the Laser-Beam Distribution on the Seam Dimensions for Laser-Transmission Welding: A Simulative Approach. Lasers Manuf. Mater. Process. 2016, 3, 100–110. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, Y.; Han, F.; Tang, D. Numerical and experimental investigation on laser transmission welding of fiberglass-doped PP and ABS. J. Manuf. Process. 2018, 31, 1–8. [Google Scholar] [CrossRef]
- Cosson, B.; Akué Asséko, A.C.; Lagardère, M.; Dauphin, M. 3D modeling of thermoplastic composites laser welding process—A ray tracing method coupled with finite element method. Opt. Laser Technol. 2019, 119, 105585. [Google Scholar] [CrossRef]
- Ilie, M.; Kneip, J.C.; Matteï, S.; Nichici, A.; Roze, C.; Girasole, T. Through-transmission laser welding of polymers—Temperature field modeling and infrared investigation. Infrared Phys. Technol. 2007, 51, 73–79. [Google Scholar] [CrossRef]
- Chen, M.; Zak, G.; Bates, P.J. Description of transmitted energy during laser transmission welding of polymers. Weld. World 2013, 57, 171–178. [Google Scholar] [CrossRef]
- Enriquez, I.; Noronha, C.; Teo, K.; Sarmah, A.; Gupta, S.; Nandi, A.; Fishbeck, B.; Green, M.J.; Vashisth, A. Closed-Loop Composite Welding and Bonding System Using Radio-Frequency Heating and Pressure. J. Compos. Sci. 2023, 7, 116. [Google Scholar] [CrossRef]
- Modi, V.; Bandaru, A.K.; Ramaswamy, K.; Kelly, C.; McCarthy, C.; Flanagan, T.; O’Higgins, R. Repair of Impacted Thermoplastic Composite Laminates Using Induction Welding. Polymers 2023, 15, 3238. [Google Scholar] [CrossRef]
- Barazanchy, D.; van Tooren, M. Heating mechanisms in induction welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 2023, 36, 473–492. [Google Scholar] [CrossRef]
- Jongbloed, B.C.P.; Teuwen, J.J.E.; Benedictus, R.; Villegas, I.F. A Study on Through-the-Thickness Heating in Continuous Ultrasonic Welding of Thermoplastic Composites. Materials 2021, 14, 6620. [Google Scholar] [CrossRef]
- Korycki, A.; Garnier, C.; Bonmatin, M.; Laurent, E.; Chabert, F. Assembling of Carbon Fibre/PEEK Composites: Comparison of Ultrasonic, Induction, and Transmission Laser Welding. Materials 2022, 15, 6365. [Google Scholar] [CrossRef]
- Li, W.; Palardy, G. Investigation of welding repair methods for thermoplastic composite joints. Compos. Part B Eng. 2023, 264, 110924. [Google Scholar] [CrossRef]
- Wool, R.P.; O’Connor, K.M. A theory crack healing in polymers. J. Appl. Phys. 1981, 52, 5953–5963. [Google Scholar] [CrossRef]
- Bastien, L.J.; Gillespie, J.W. A non-isothermal healing model for strength and toughness of fusion bonded joints of amorphous thermoplastics. Polym. Eng. Sci. 1991, 31, 1720–1730. [Google Scholar] [CrossRef]
- Grewell, D.; Benatar, A. Semiempirical, squeeze flow, and intermolecular diffusion model. II. Model verification using laser microwelding. Polym. Eng. Sci. 2008, 48, 1542–1549. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. Effect of carbon black on temperature field and weld profile during laser transmission welding of polymers: A FEM study. Opt. Laser Technol. 2012, 44, 514–521. [Google Scholar] [CrossRef]
- de Gennes, P.G. Reptation of a Polymer Chain in the Presence of Fixed Obstacles. J. Chem. Phys. 1971, 55, 572–579. [Google Scholar] [CrossRef]
- Doi, M.; Edwards, S.F. The Theory of Polymer Dynamics; International Series of Monographs on Physics; Oxford University Press: Oxford, NY, USA, 1988. [Google Scholar]
- Szuchács, A.; Ageyeva, T.; Boros, R.; Kovács, J.G. Bonding strength calculation in multicomponent plastic processing technologies. Mater. Manuf. Process. 2022, 37, 151–159. [Google Scholar] [CrossRef]
- Wool, R.P. Chapter 8—Diffusion and autohesion. In Adhesion Science and Engineering; Dillard, D.A., Pocius, A.V., Chaudhury, M., Eds.; Elsevier Science B.V.: Amsterdam, The Netherlands, 2002; pp. 351–401. [Google Scholar] [CrossRef]
- Giusti, R.; Lucchetta, G. Modeling the Adhesion Bonding Strength in Injection Overmolding of Polypropylene Parts. Polymers 2020, 12, 2063. [Google Scholar] [CrossRef] [PubMed]
- Grewell, D.; Benatar, A. Semi-empirical, squeeze flow and intermolecular diffusion model. I. Determination of model parameters. Polym. Eng. Sci. 2008, 48, 860–867. [Google Scholar] [CrossRef]
- Doi, M.; Edwards, S.F. Dynamics of concentrated polymer systems. Part 1.—Brownian motion in the equilibrium state. J. Chem. Soc. Faraday Trans. 2 Mol. Chem. Phys. 1978, 74, 1789–1801. [Google Scholar] [CrossRef]
- Graessley, W.W. Some phenomenological consequences of the Doi–Edwards theory of viscoelasticity. J. Polym. Sci. Polym. Phys. Ed. 1980, 18, 27–34. [Google Scholar] [CrossRef]
- Wool, R.P. Adhesion at polymer–polymer interfaces: A rigidity percolation approach. Comptes Rendus Chim. 2006, 9, 25–44. [Google Scholar] [CrossRef]
- Fetters, L.J.; Lohse, D.J.; Colby, R.H. Chain Dimensions and Entanglement Spacings. In Physical Properties of Polymers Handbook; Mark, J.E., Ed.; Springer: New York, NY, USA, 2007; pp. 447–454. [Google Scholar] [CrossRef]
- Bex, G.J.P.; Ingenhut, B.L.J.; ten Cate, T.; Sezen, M.; Ozkoc, G. Sustainable approach to produce 3D-printed continuous carbon fiber composites: “A comparison of virgin and recycled PETG”. Polym. Compos. 2021, 42, 4253–4264. [Google Scholar] [CrossRef]
- Kim, J.K.; Han, C.D. Polymer-polymer interdiffusion during coextrusion. Polym. Eng. Sci. 1991, 31, 258–269. [Google Scholar] [CrossRef]
- Debondue, E.; Fournier, J.E.; Lacrampe, M.F.; Krawczak, P. Weld-line sensitivity of injected amorphous polymers. J. Appl. Polym. Sci. 2004, 93, 644–650. [Google Scholar] [CrossRef]
- Lafranche, E.; Macedo, S.; Ferreira, P.; Martins, C.I. Thin wall injection-overmoulding of polyamide 6/polypropylene multilayer parts: PA6/PP-g-ma interfacial adhesion investigations. J. Appl. Polym. Sci. 2021, 138, 50294. [Google Scholar] [CrossRef]
- Le, A.D.; Akué Asséko, A.C.; Nguyen, T.H.X.; Cosson, B. Laser intensity and surface distribution identification at weld interface during laser transmission welding of thermoplastic polymers: A combined numerical inverse method and experimental temperature measurement approach. Polym. Eng. Sci. 2023. [Google Scholar] [CrossRef]
- Akué Asséko, A.C.; Cosson, B.; Deleglise, M.; Schmidt, F.; Le Maoult, Y.; Lafranche, E. Analytical and numerical modeling of light scattering in composite transmission laser welding process. Int. J. Mater. Form. 2015, 8, 127–135. [Google Scholar] [CrossRef]
- Liu, C.; He, J.; Ruymbeke, E.v.; Keunings, R.; Bailly, C. Evaluation of different methods for the determination of the plateau modulus and the entanglement molecular weight. Polymer 2006, 47, 4461–4479. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermocouple Number | TC1 | TC2 | TC3 | TC4 | TC5 |
|---|---|---|---|---|---|
| x (mm) | 10.00 | 24.00 | 37.95 | 52.80 | 67.00 |
| y (mm) | −0.90 | 0.10 | 1.10 | 2.10 | 3.10 |
| Temperature (°C) | (Pa.s) | (s) | a | n |
|---|---|---|---|---|
| 130 | 1,043,395 | 1.2363 | 0.56 | 0.09 |
| 150 | 135,215 | 0.1682 | 0.60 | 0.10 |
| 170 | 26,704 | 0.0481 | 0.71 | 0.18 |
| 190 | 8346 | 0.0207 | 0.81 | 0.26 |
| 210 | 3548 | 0.0131 | 0.90 | 0.35 |
| 230 | 1627 | 0.0117 | 1.20 | 0.52 |
| Parameter | (Pa.s) | (K) | (K) | ||
|---|---|---|---|---|---|
| Value | 2.0115 | 25.65 | 171.94 | 1.7251 | 89 |
| Parameter | (Pa) | (g·m−3) | R (J·(mol·K)) | (g·mol−1) | (m2) |
|---|---|---|---|---|---|
| Value | 1,298,300 | 1.25 | 8.314 | 28,126 | 2.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le, A.-D.; Akué Asséko, A.C.; Cosson, B.; Krawczak, P. Investigating the Effect of Interface Temperature on Molecular Interdiffusion during Laser Transmission Welding of 3D-Printed Composite Parts. Materials 2023, 16, 6121. https://doi.org/10.3390/ma16186121
Le A-D, Akué Asséko AC, Cosson B, Krawczak P. Investigating the Effect of Interface Temperature on Molecular Interdiffusion during Laser Transmission Welding of 3D-Printed Composite Parts. Materials. 2023; 16(18):6121. https://doi.org/10.3390/ma16186121
Chicago/Turabian StyleLe, Anh-Duc, André Chateau Akué Asséko, Benoît Cosson, and Patricia Krawczak. 2023. "Investigating the Effect of Interface Temperature on Molecular Interdiffusion during Laser Transmission Welding of 3D-Printed Composite Parts" Materials 16, no. 18: 6121. https://doi.org/10.3390/ma16186121