
Effects of Alloying Elements and Mechanical Alloying on Characteristics of WVTaTiCr Refractory High-Entropy Alloys

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
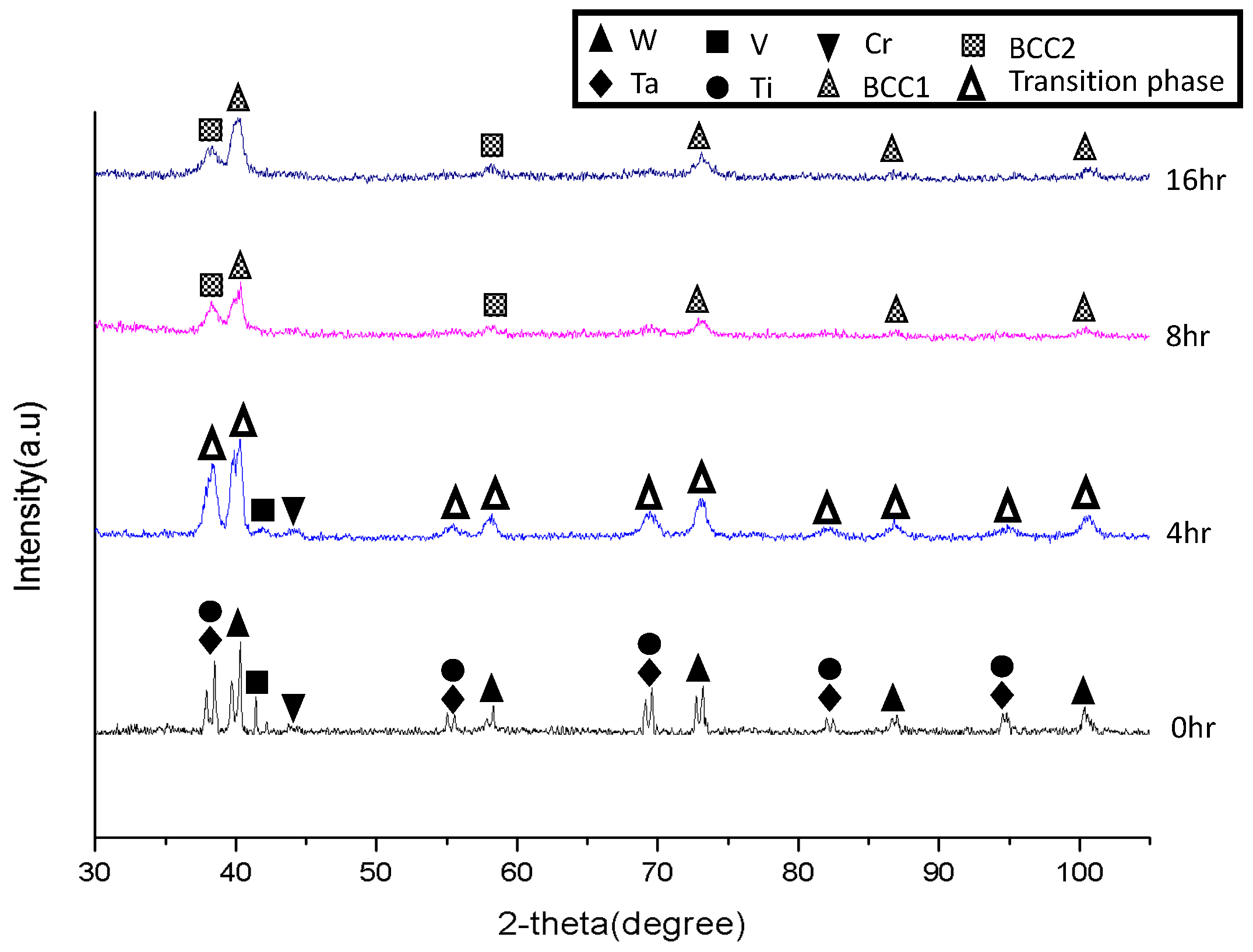
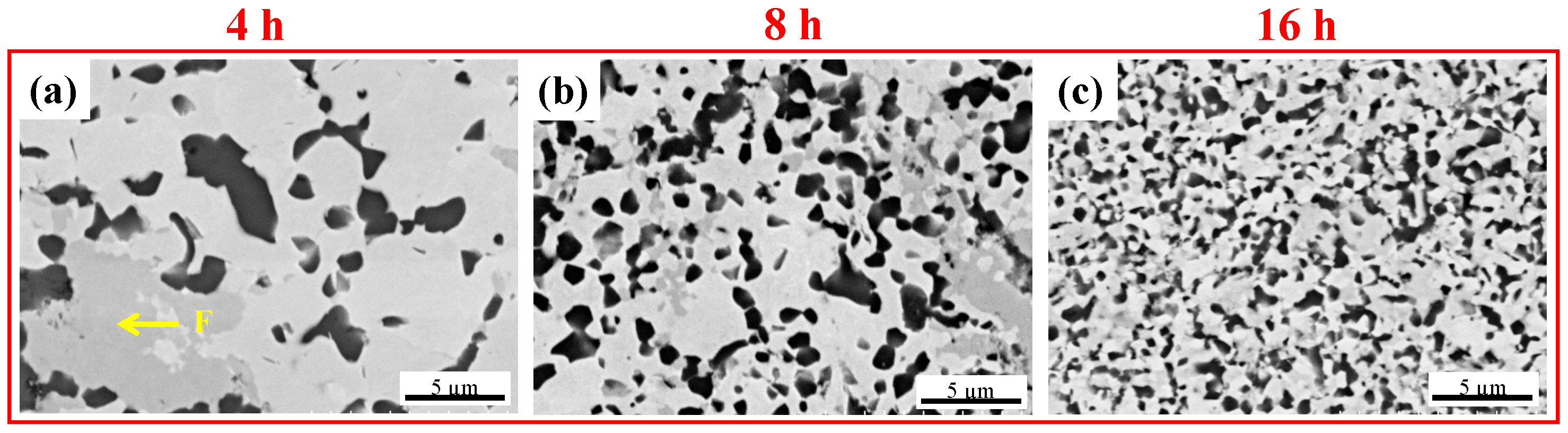
3.1. XRD Analysis of Ball-Milled WVTaTiCr Powders
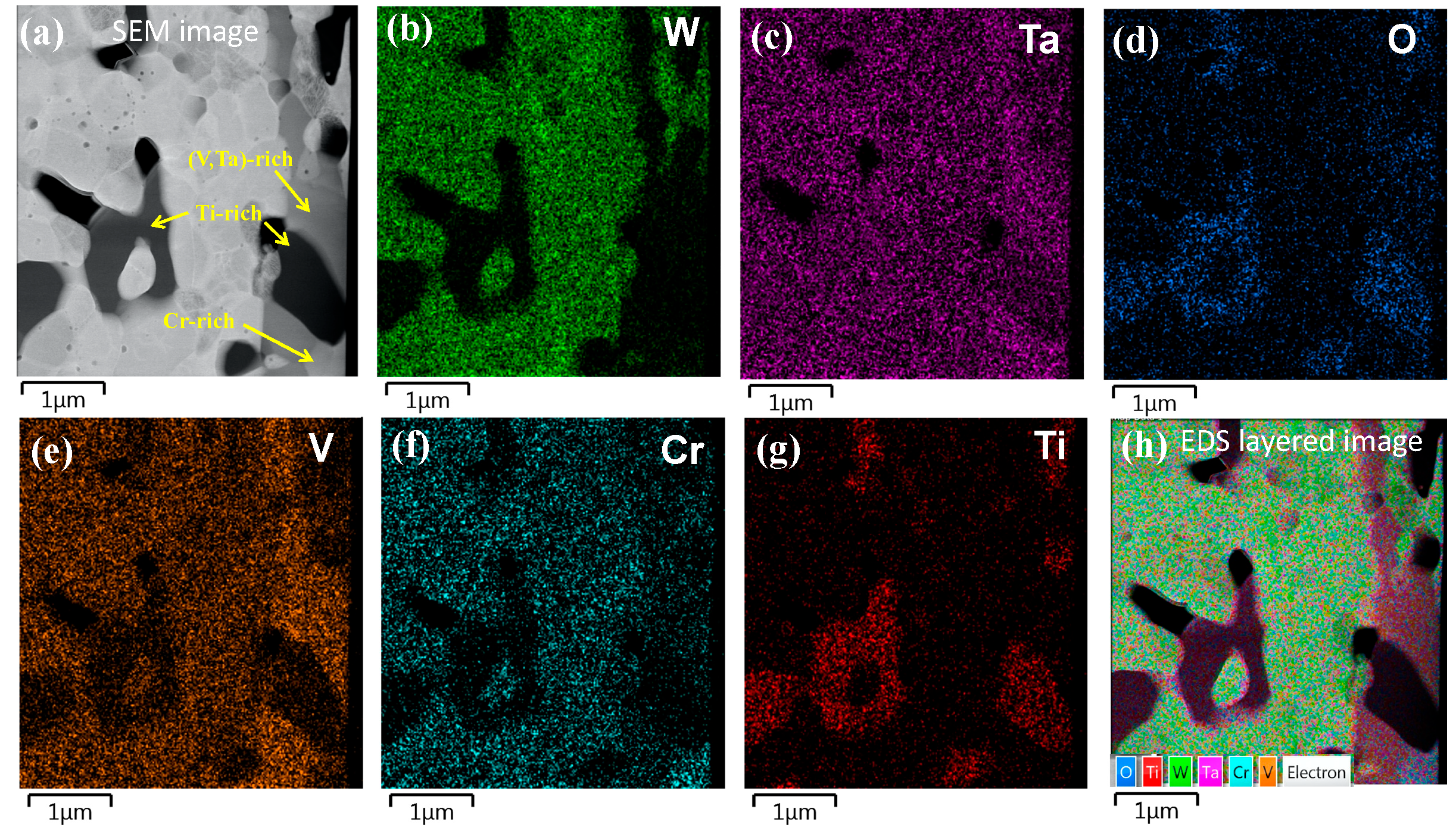
3.2. SEM/EDS Analysis of the Sintered Model RHEAs
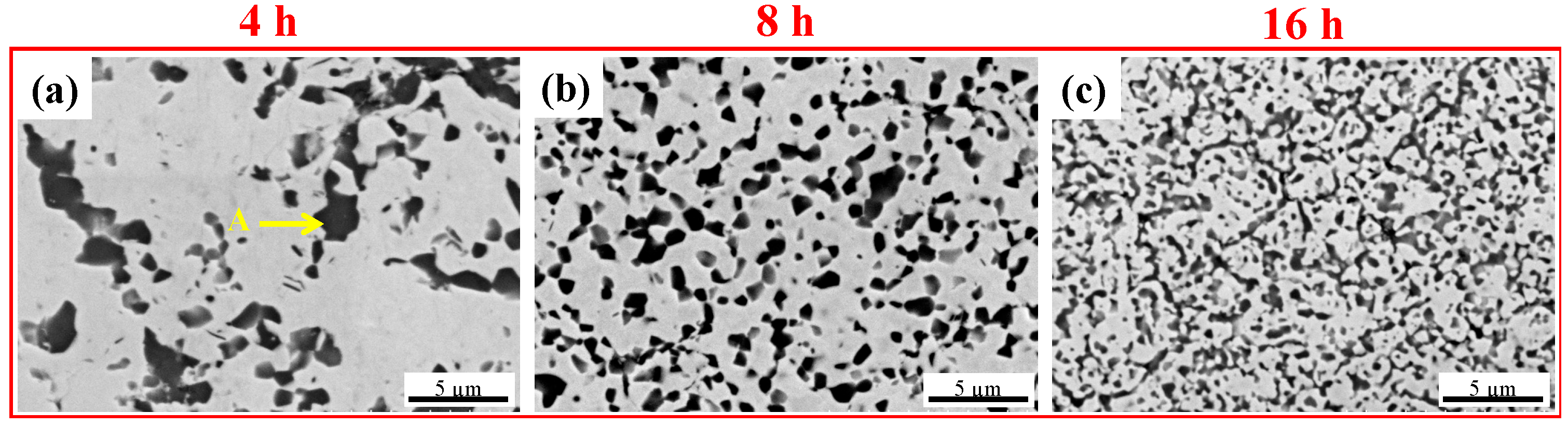
3.2.1. WVTaTi Alloys
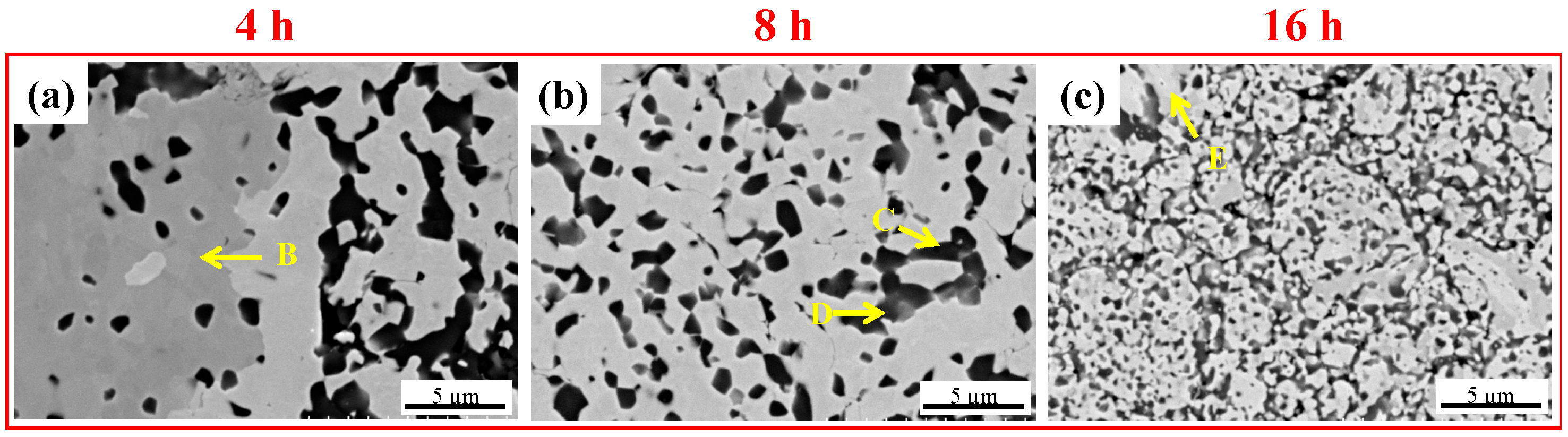
3.2.2. WVTaTiCr Alloys
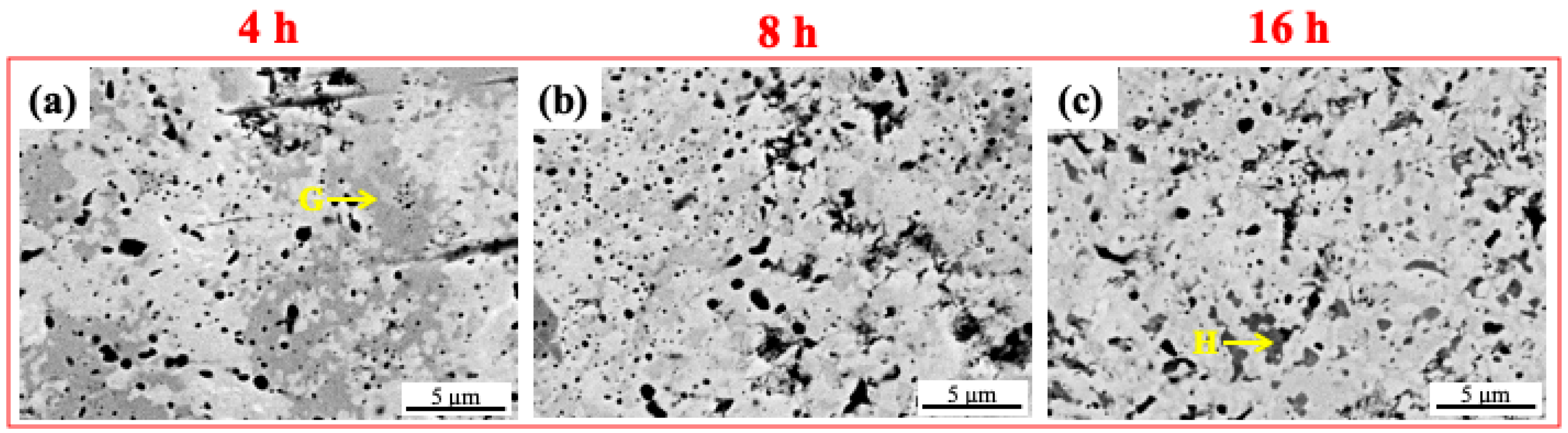
3.2.3. WV10Ta10TiCr Alloys
3.2.4. WVTaTi5Cr Alloys


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point (at.%) | W | V | Ta | Ti | Cr | O | Phase |
|---|---|---|---|---|---|---|---|
| A | 1.73 | 2.73 | 1.66 | 49.58 | - | 44.29 | Ti-O |
| B | 6.6 | 32.32 | 37.31 | 0.83 | 22.93 | - | (Cr,V,Ta)-rich |
| C | 4.74 | 5.75 | 3.84 | 39.41 | 0.48 | 45.78 | Ti-O |
| D | 3.58 | 29.9 | 46.8 | 3.08 | 0.79 | 15.86 | Ta-V-O |
| E | 31.59 | 25.69 | 35.51 | 1.2 | 0.45 | 5.55 | BCC matrix |
| F | 8.82 | 10.08 | 22.99 | 7.62 | 50.49 | - | Cr-rich |
| G | 4.41 | 17.34 | 40.44 | - | 30.52 | 7.28 | (Cr,Ta)-rich |
| H | 4.06 | 54.91 | 15.89 | 2.97 | 5.43 | 16.75 | V-Ta-O |
| Model Alloys | Average Oxide Particles Size (μm) | Vol. Fraction of Oxide Particles (%) |
|---|---|---|
| WVTaTi | 0.75 | 30.59 |
| WVTaTiCr | 0.82 | 32.75 |
| WVTa10Ti10Cr | 0.81 | 32.06 |
| WVTaTi5Cr | 0.66 | 13.22 |
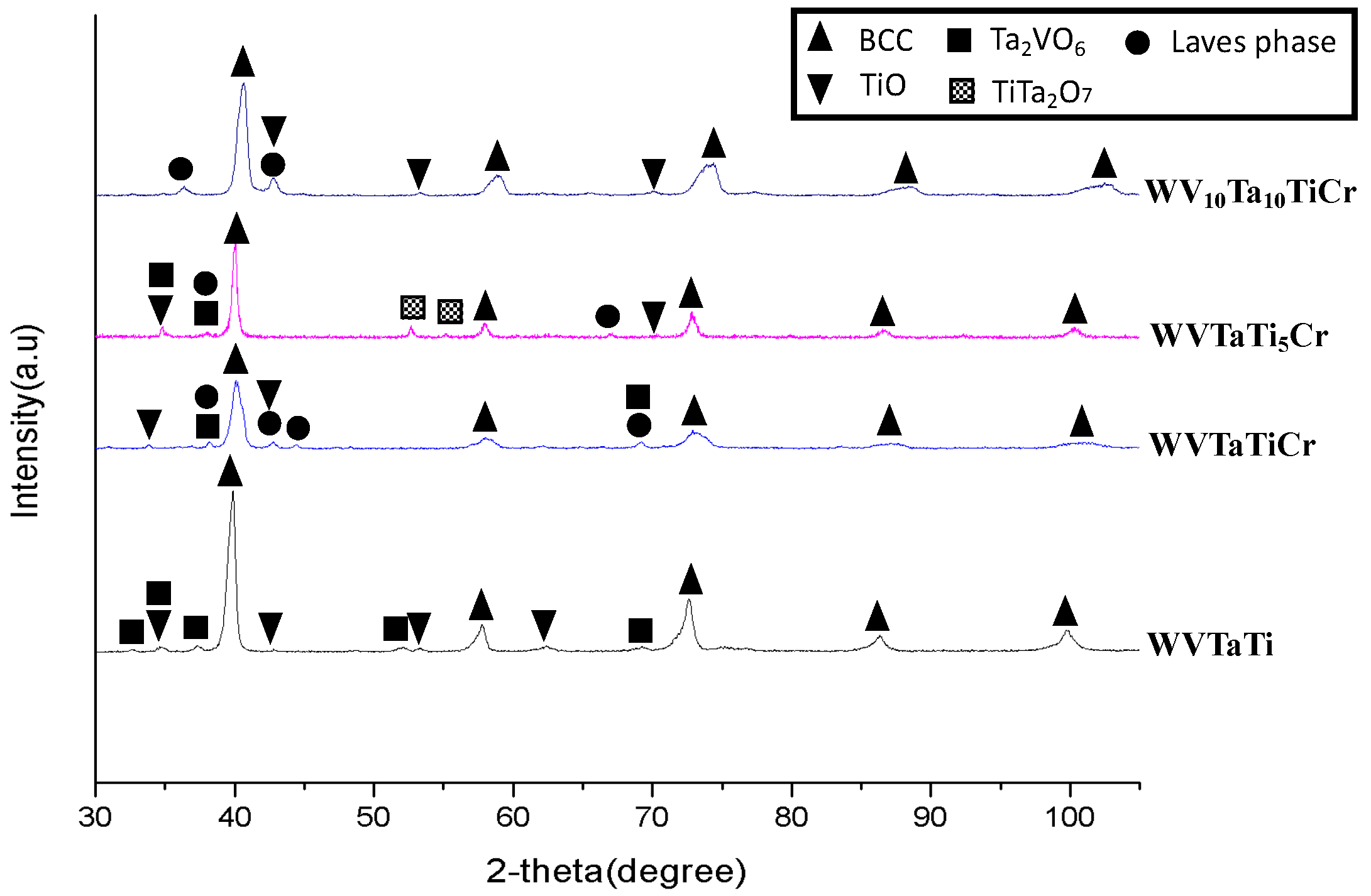
3.3. XRD Analysis of the Sintered Model RHEAs
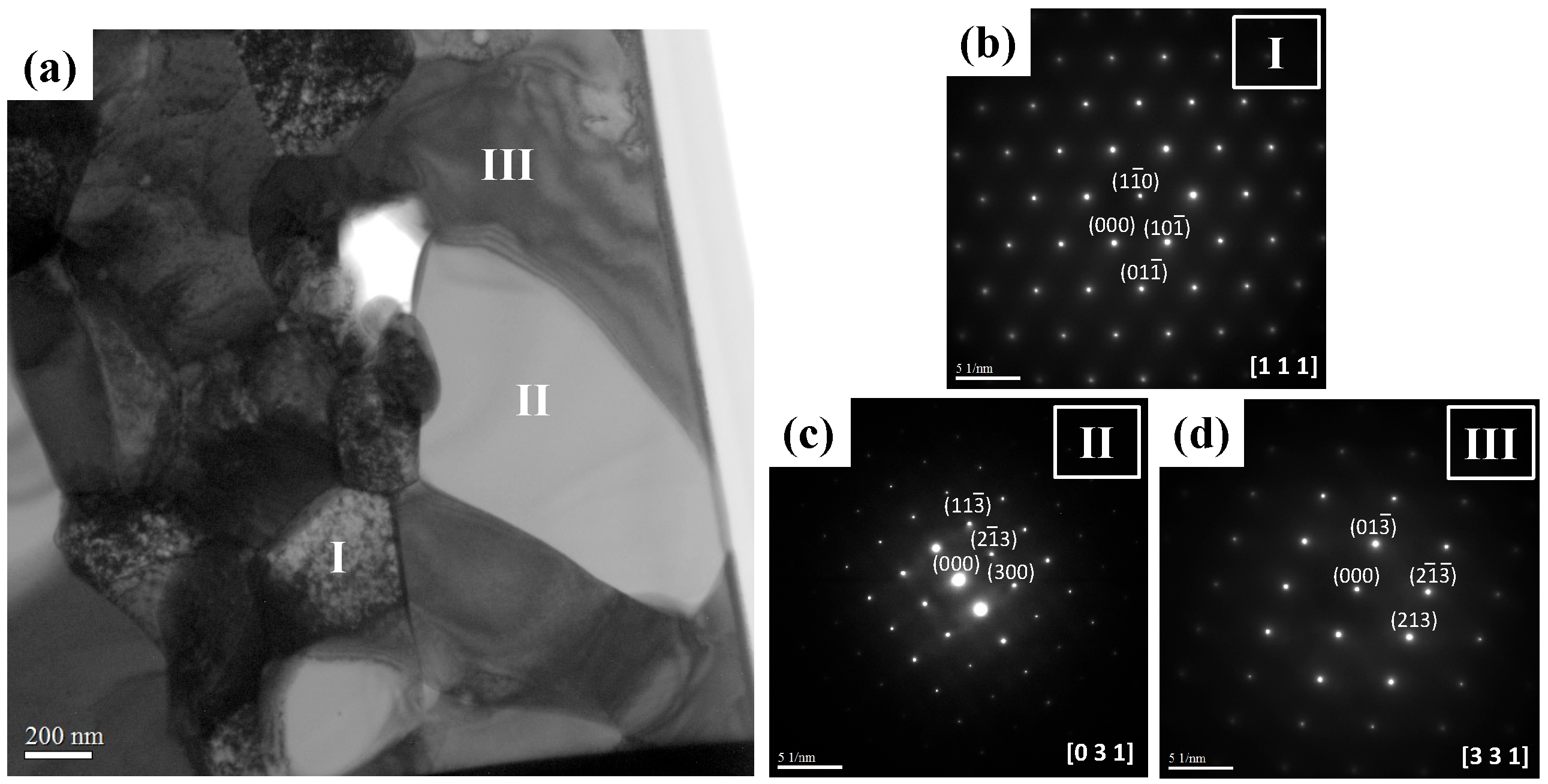
3.4. TEM Investigation of the Sintered Model RHEAs
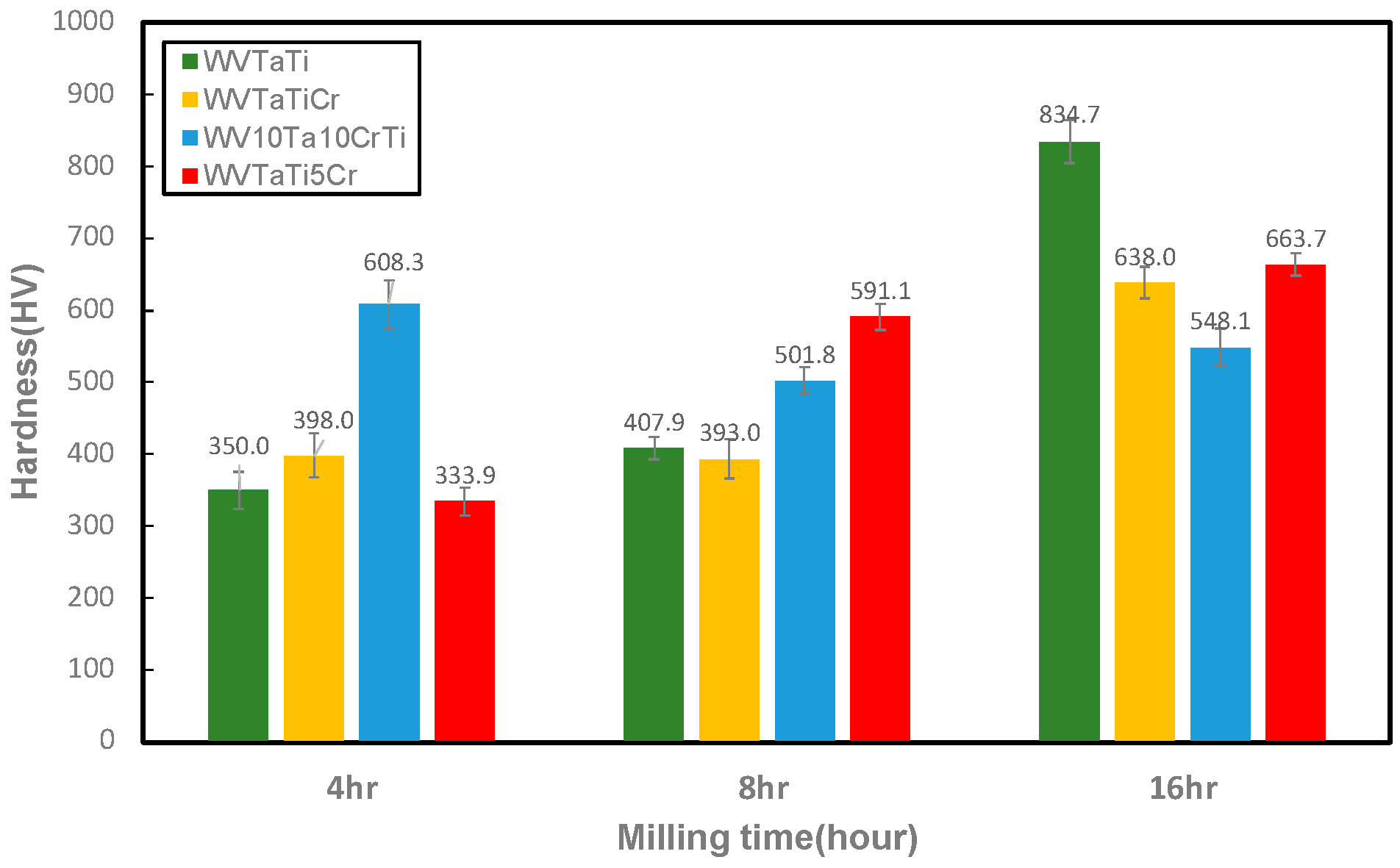
3.5. Hardness of the Sintered Model RHEAs
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mooney, H.A.; Cropper, A.; Reid, W. Effects of grain size on the microstructure and texture of cold-rolled Ta-2.5W alloy. Int. J. Refract. Met. Hard Mater. 2016, 58, 25–136. [Google Scholar]
- Arshad, K.; Guo, W.; Wang, J.; Zhao, M.-Y.; Yuan, Y.; Zhang, Y.; Wang, B.; Zhou, Z.-J.; Lu, G.-H. Influence of vanadium precursor powder size on microstructures and properties of W–V alloy. Int. J. Refract. Met. Hard Mater. 2015, 50, 59–64. [Google Scholar] [CrossRef]
- Dai, W.; Liang, S.; Luo, Y.; Yang, Q. Effect of W powders characteristics on the Ti-rich phase and properties of W–10 wt.% Ti alloy. Int. J. Refract. Met. Hard Mater. 2015, 50, 240–246. [Google Scholar] [CrossRef]
- Ma, Y.; Han, Q.-F.; Zhou, Z.-Y.; Liu, Y.-L. First-principles investigation on mechanical behaviors of W–Cr/Ti binary alloys. J. Nucl. Mater. 2016, 468, 105–112. [Google Scholar] [CrossRef]
- Rieth, M.; Dudarev, S.L.; De Vicente, S.G.; Aktaa, J.; Ahlgren, T.; Antusch, S.; Armstrong, D.E.J.; Balden, M.; Baluc, N.; Barthe, M.F.; et al. Recent progress in research on tungsten materials for nuclear fusion applications in Europe. J. Nucl. Mater. 2013, 432, 482–500. [Google Scholar] [CrossRef]
- Ferreirós, P.A.; Tiedemann, S.O.; Parkes, N.D.; Gurah, D.; King, D.J.M.; Norman, P.; Gilbert, M.R.; Knowels, A.J. VNbCrMo re-fractory high-entropy alloy for nuclear applications. Int. J. Refract. Met. Hard Mater. 2023, 113, 106200. [Google Scholar] [CrossRef]
- Moghaddam, A.O.; Cabot, A.; Trofimov, E.A. Does the pathway for development of next generation nuclear materials straightly go through high-entropy materials. Int. J. Refract. Met. Hard Mater. 2021, 97, 105504. [Google Scholar] [CrossRef]
- Zong, Y.; Hashimoto, N.; Oka, H. Study on irradiation effects of refractory bcc high-entropy alloy. Nucl. Mater. Energy 2022, 31, 101158. [Google Scholar] [CrossRef]
- Tan, L.; Katoh, Y.; Tavassoli, A.-A.F.; Henry, J.; Rieth, M.; Sakasegawa, H.; Tanigawa, H.; Huang, Q. Recent status and improvement of reduced-activation ferritic-martensitic steels for high-temperature service. J. Nuclear Mater. 2016, 479, 515–523. [Google Scholar] [CrossRef]
- Kumar, N.A.; Li, C.; Leonard, K.J.; Bei, H.; Zinkle, S.J. Microstructural stability and mechanical behavior of FeNiMnCr high entropy alloy under ion irradiation. Acta Mater. 2016, 113, 230–244. [Google Scholar] [CrossRef]
- Jin, K.; Lu, C.; Wang, L.; Qu, J.; Weber, W.; Zhang, Y.; Bei, H. Effects of compositional complexity on the ion-irradiation induced swelling and hardening in Ni-containing equiatomic alloys. Scr. Mater. 2016, 119, 65–70. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H. Microstructures and mechanical properties of compositionally complex Co-free FeNiMnCr fcc solid solution alloy. Mater. Sci. Eng. A 2015, 640, 217–224. [Google Scholar] [CrossRef]
- Komarov, F.F.; Pogrebnyak, A.D.; Konstantinov, S.V. Radiation resistance of high-entropy nanostructured (Ti, Hf, Zr, V, Nb)n coatings. Tech. Phys. 2015, 60, 1519–1524. [Google Scholar] [CrossRef]
- Xu, Z.; Sun, Z.; Li, C.; Wang, Z. Effect of Cr on Microstructure and Properties of WVTaTiCrx Refractory High-Entropy Alloy Laser Cladding. Materials 2023, 16, 3060. [Google Scholar] [CrossRef]
- Waseem, O.A.; Ryu, H.J. Powder metallurgy processing of aWxTaTiVCr high entropy alloy and its derivative alloys for fusion material applications. Sci. Rep. 2017, 7, 1926. [Google Scholar] [CrossRef]
- Lee, C.; Song, G.; Gao, M.C.; Feng, R.; Chen, P.; Brehtl, J.; Chen, Y.; An, K.; Guo, W.; Poplawsky, J.D.; et al. Lattice distortion in a strong and ductile refractory high-entropy alloy. Acta Mater. 2018, 160, 158–172. [Google Scholar] [CrossRef]
- Chen, C.-L.; Chang, C.-A.; Chen, H.-H. Investigation of Cr content, second phase, and sintering temperature on characteristics of WMoVTiCr refractory high entropy alloys. Int. J. Refract. Met. Hard Mater. 2023, 110, 106034. [Google Scholar] [CrossRef]
- Yan, J.H.; Li, M.J.; Li, K.; Qiu, J.W.; Guo, Y. Effects of Cr content on microstructure and mechanical properties of WMoNbTiCr high-entropy alloys. J. Mater. Eng. Perform. 2020, 29, 2125–2133. [Google Scholar] [CrossRef]
- Pandey, V.K.; Shadangi, Y.; Shivam, V.; Sarma, B.N. Theoretical and experimental study on phase stability of TiVZrMoW refractory high entropy alloy. Philos. Mag. 2022, 102, 480–503. [Google Scholar] [CrossRef]
- Fultz, B.; Howe, J.M. Transmission Electron Microscopy and Dilatometry of Materials; Springer: Berlin, Germany, 2013. [Google Scholar]
- Chen, Y.L.; Hu, Y.H.; Hsieh, C.A.; Yeh, J.W.; Chen, S.K. Competition between Elements during Mechanical Alloying in an Octonary Multi-Principal-Element Alloy System. J. Alloys Compd. 2009, 481, 768–775. [Google Scholar] [CrossRef]
- Qiao, Y.; Tangm, Y.; Li, S.; Ye, Y.; Liu, X.; Zhu, L.; Bai, S. Preparation of TiZrNbTa refractory high-entropy alloy powder by me-chanical alloying with liquid process control agents. Intermetallics 2020, 126, 106900. [Google Scholar] [CrossRef]
- Stein, F.; Leineweber, A. Laves phases: A review of their functional and structural applications and an improved fundamental understanding of stability and properties. J. Mater. Sci. 2021, 56, 5321–5427. [Google Scholar] [CrossRef]
- Long, Y.; Liang, X.; Su, K.; Peng, H.; Li, X. A fine-grained NbMoTaWVCr refractory high-entropy alloy with ultra-high strength: Microstructural evolution and mechanical properties. J. Alloys Compd. 2019, 780, 607–617. [Google Scholar] [CrossRef]
- Hu, Y.; Zhou, Q.; Li, L.; Jia, S.; Ouyang, S.; Cui, T.; Zhu, P.; Li, F. Pressure and temperature-dependent optical properties of TiTa2O7. RSC Adv. 2020, 10, 25379. [Google Scholar] [CrossRef]
- Yurchenko, N.Y.; Stepanov, N.D.; Gridneva, A.O.; Mishunin, M.V.; Salishchev, G.A.; Zherebtsov, S.V. Effect of Cr and Zr on phase stability of refractory Al-Cr-Nb-Ti-V-Zr high-entropy alloys. J. Alloys Compd. 2018, 757, 403–414. [Google Scholar] [CrossRef]
- Senkov, O.; Senkova, S.; Miracle, D. Woodward, Mechanical properties of lowdensity, refractory multi-principal element alloys of the Cr-Nb-Ti-V-Zr system. Mater. Sci. Eng. A 2013, 565, 51–62. [Google Scholar] [CrossRef]
| Model Alloy (at.%) | W | V | Ta | Ti | Cr |
|---|---|---|---|---|---|
| WVTaTi | 25 | 25 | 25 | 25 | - |
| WVTaTiCr | 20 | 20 | 20 | 20 | 20 |
| WV10Ta10TiCr | 26.66 | 10 | 10 | 26.66 | 26.66 |
| WVTaTi5Cr | 23.75 | 23.75 | 23.75 | 5 | 23.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.-L.; Lin, J.-H. Effects of Alloying Elements and Mechanical Alloying on Characteristics of WVTaTiCr Refractory High-Entropy Alloys. Materials 2023, 16, 6194. https://doi.org/10.3390/ma16186194
Chen C-L, Lin J-H. Effects of Alloying Elements and Mechanical Alloying on Characteristics of WVTaTiCr Refractory High-Entropy Alloys. Materials. 2023; 16(18):6194. https://doi.org/10.3390/ma16186194
Chicago/Turabian StyleChen, Chun-Liang, and Jyun-Hong Lin. 2023. "Effects of Alloying Elements and Mechanical Alloying on Characteristics of WVTaTiCr Refractory High-Entropy Alloys" Materials 16, no. 18: 6194. https://doi.org/10.3390/ma16186194
APA StyleChen, C.-L., & Lin, J.-H. (2023). Effects of Alloying Elements and Mechanical Alloying on Characteristics of WVTaTiCr Refractory High-Entropy Alloys. Materials, 16(18), 6194. https://doi.org/10.3390/ma16186194