
Microstructure Evolution at Ni/Fe Interface in Dissimilar Metal Weld between Ferritic Steel and Austenitic Stainless Steel


Abstract
1. Introduction
2. Experimental
2.1. Materials and DMW Fabrication
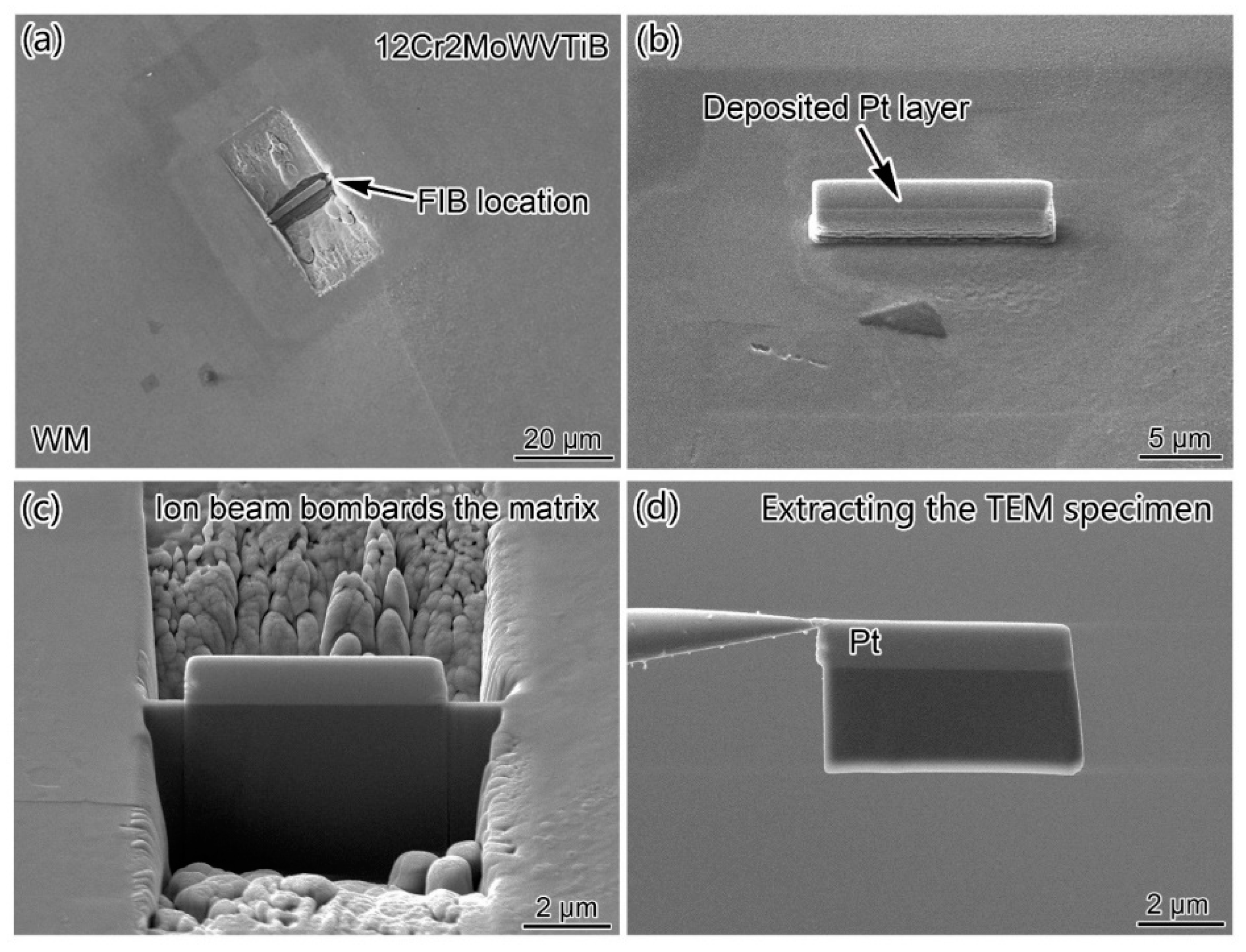
2.2. Characterization Methods for Microstructure
3. Results
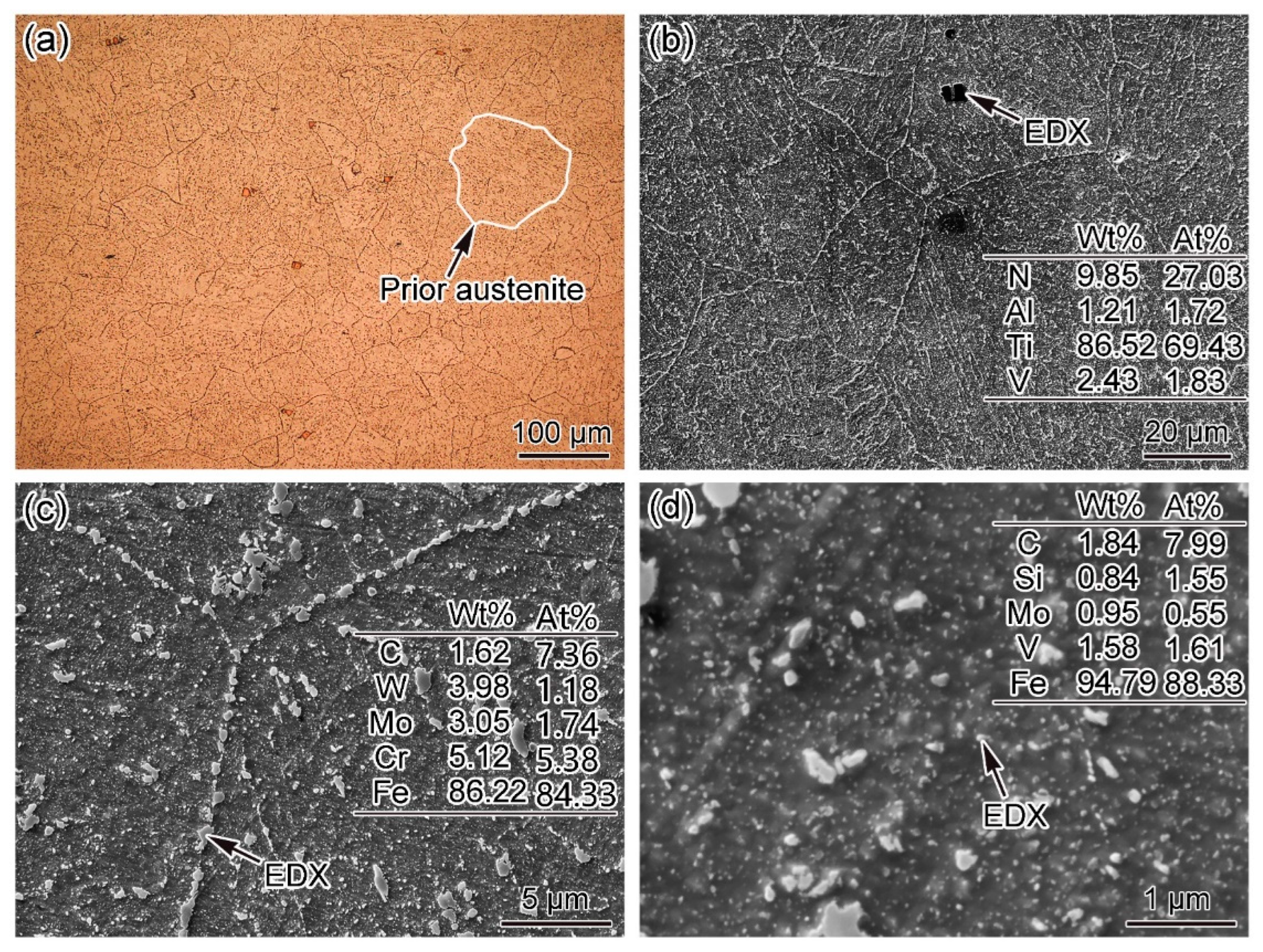
3.1. Microstructure of the 12Cr2MoWVTiB Steel Matrix
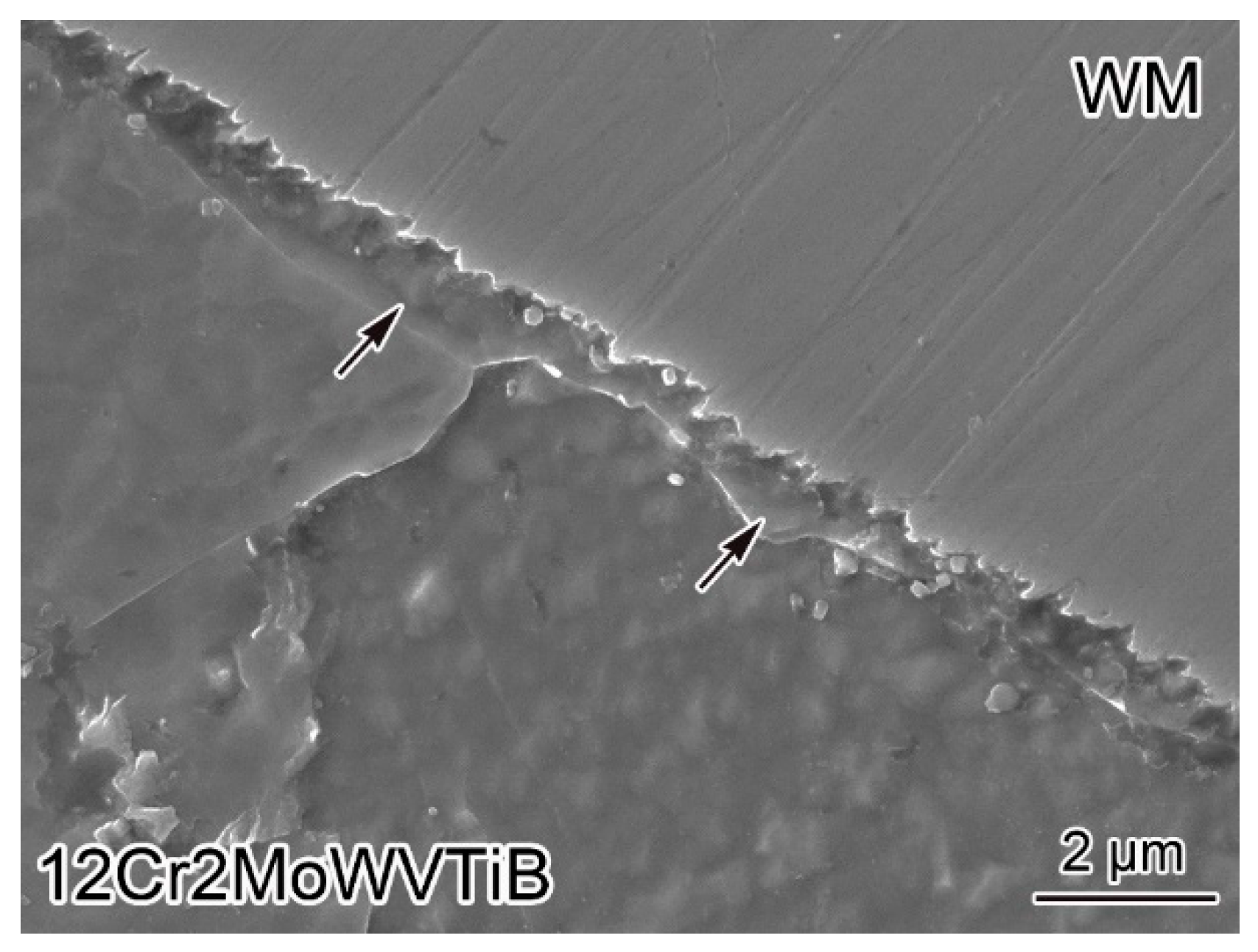
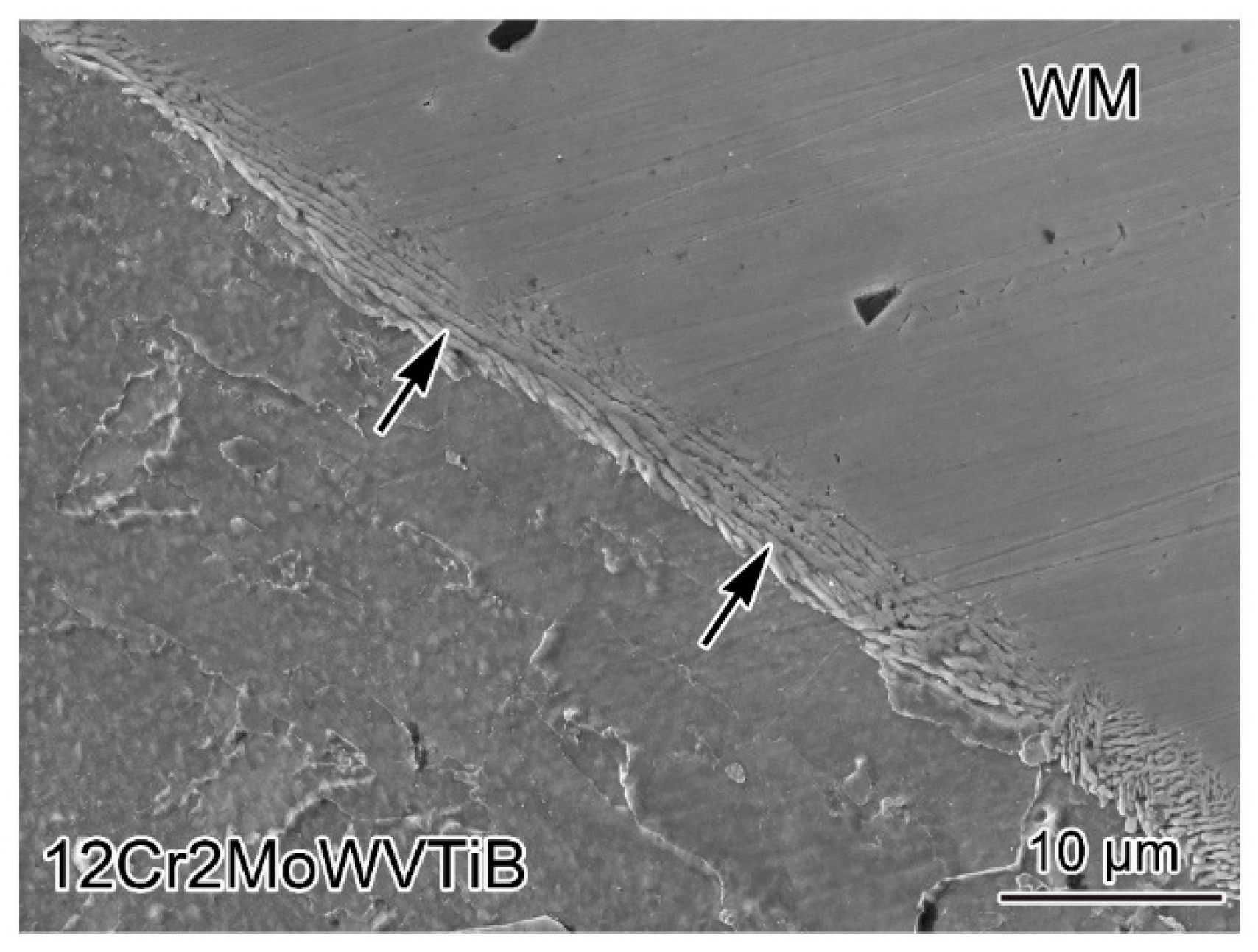
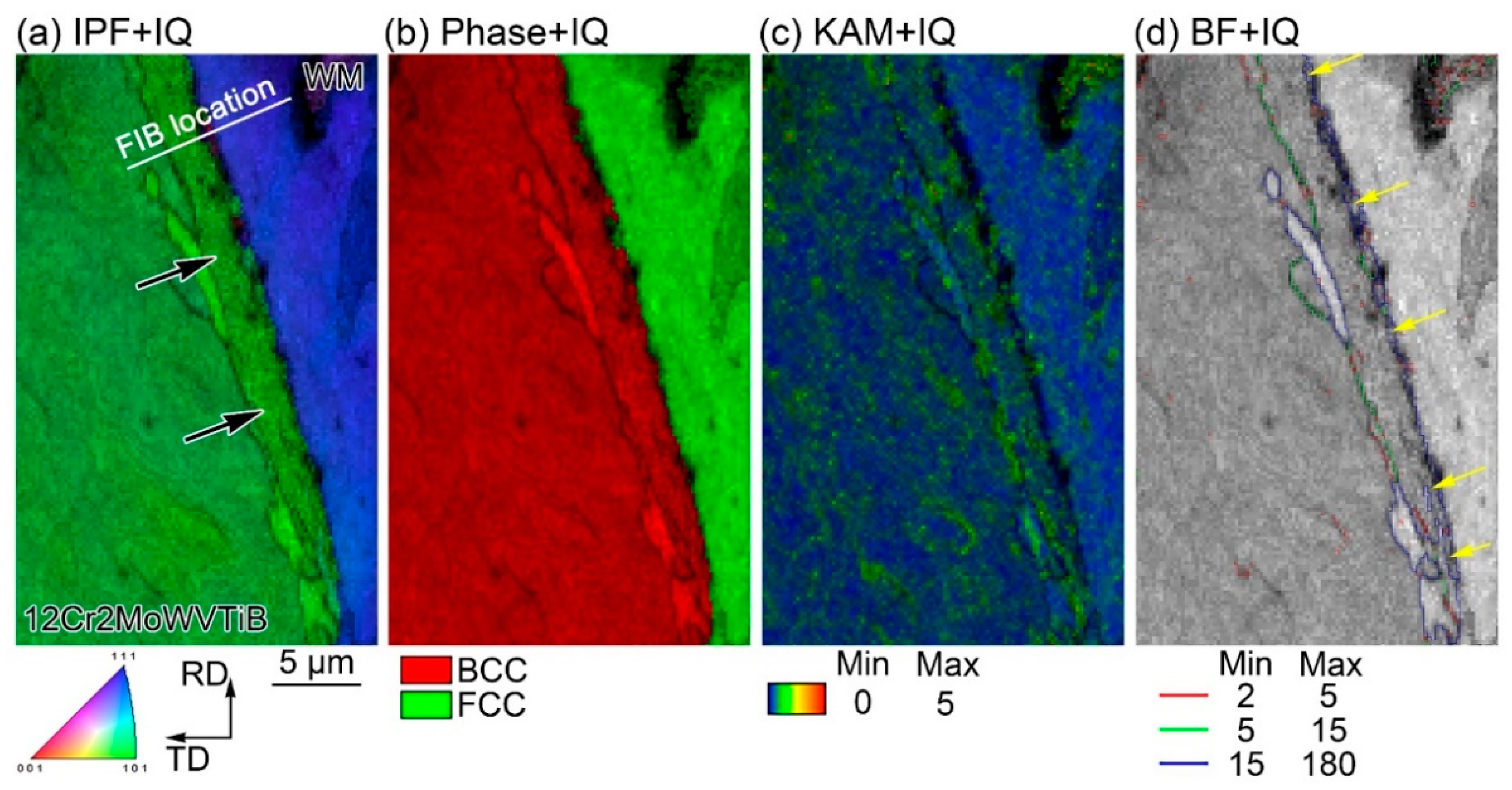
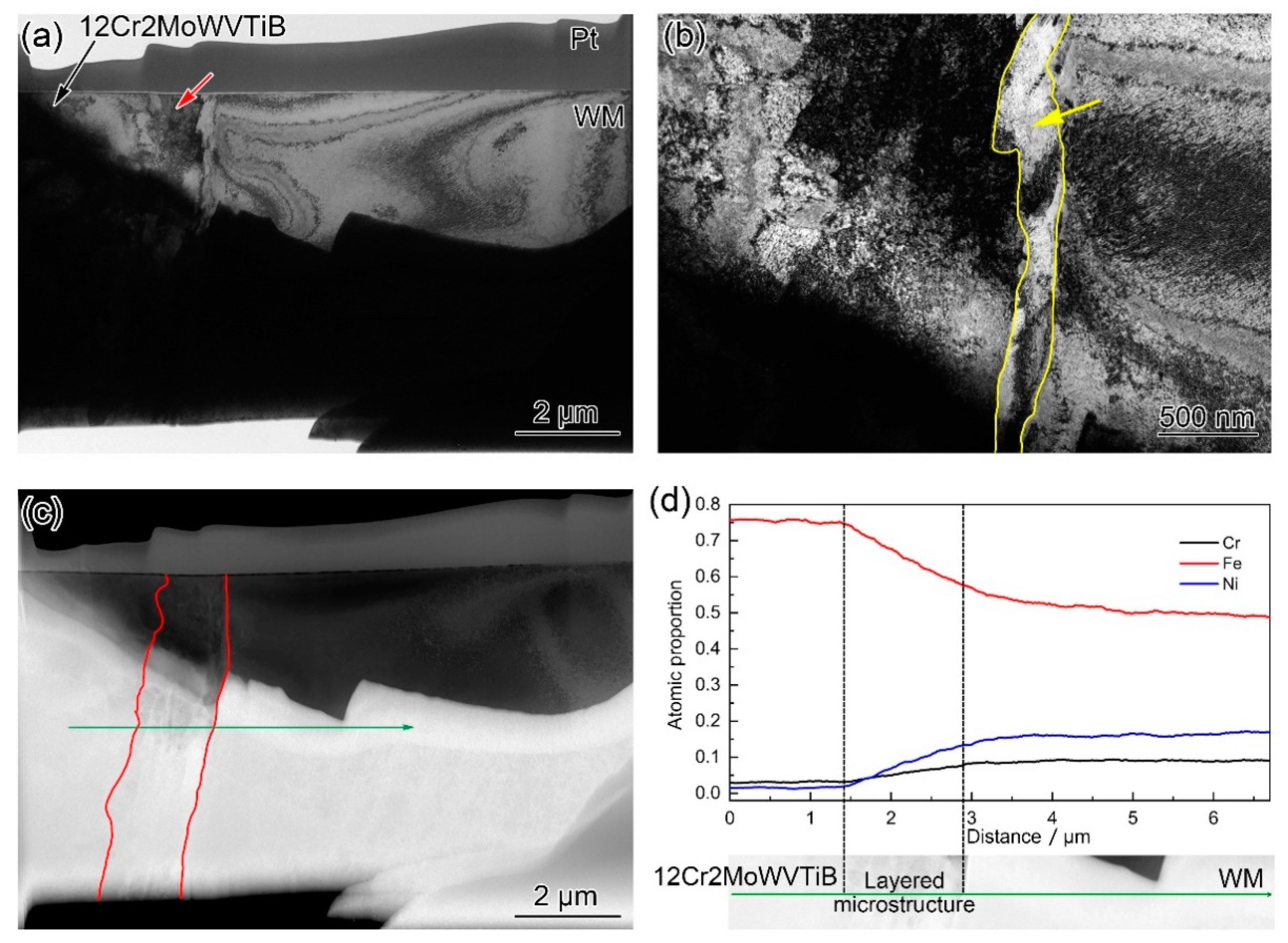
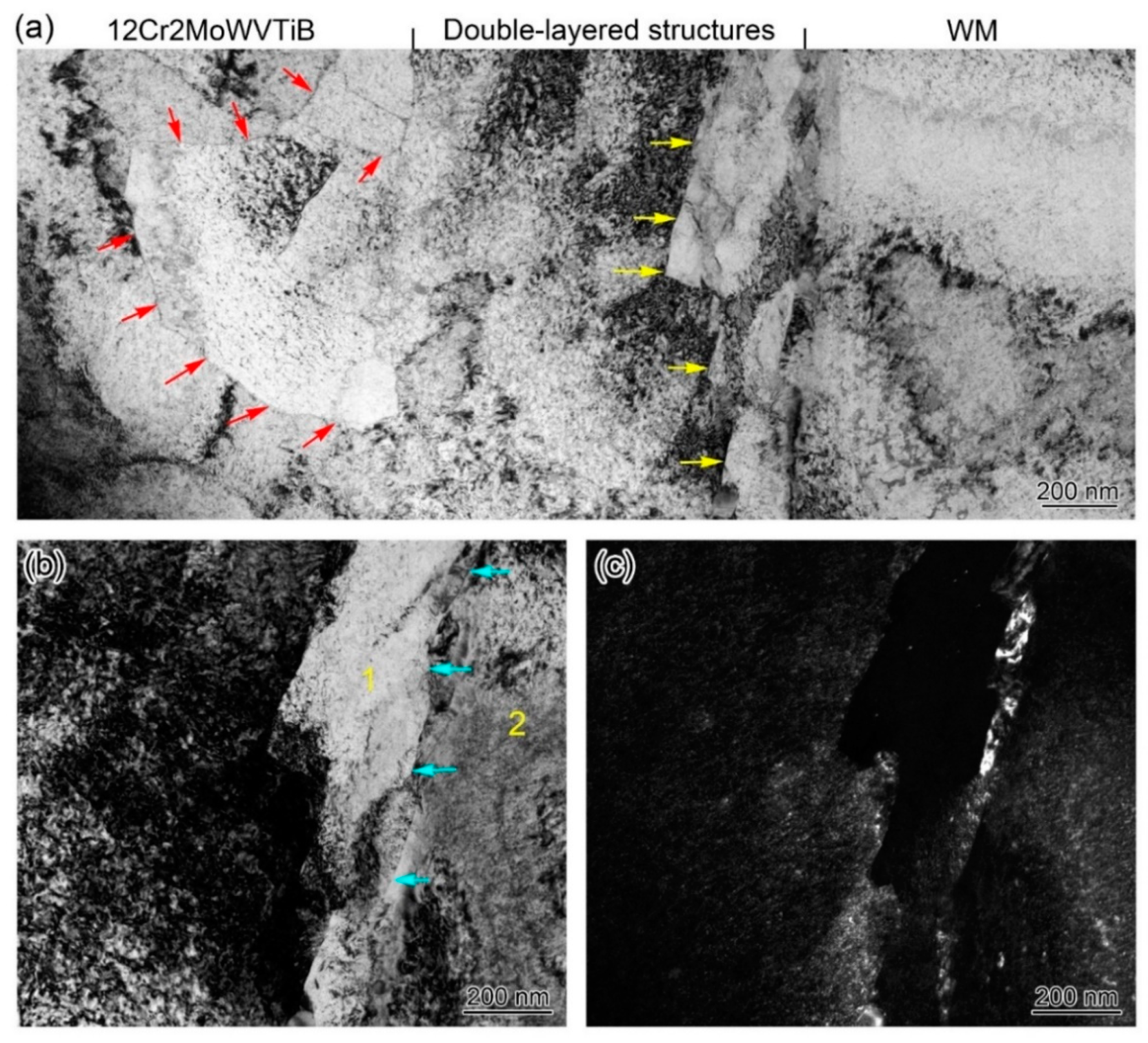
3.2. Layered Structure at the WM/12Cr2MoWVTiB Steel Interface Formed by Welding
3.3. Microstructures at the WM/12Cr2MoWVTiB Steel Interface after PWHT
4. Discussion
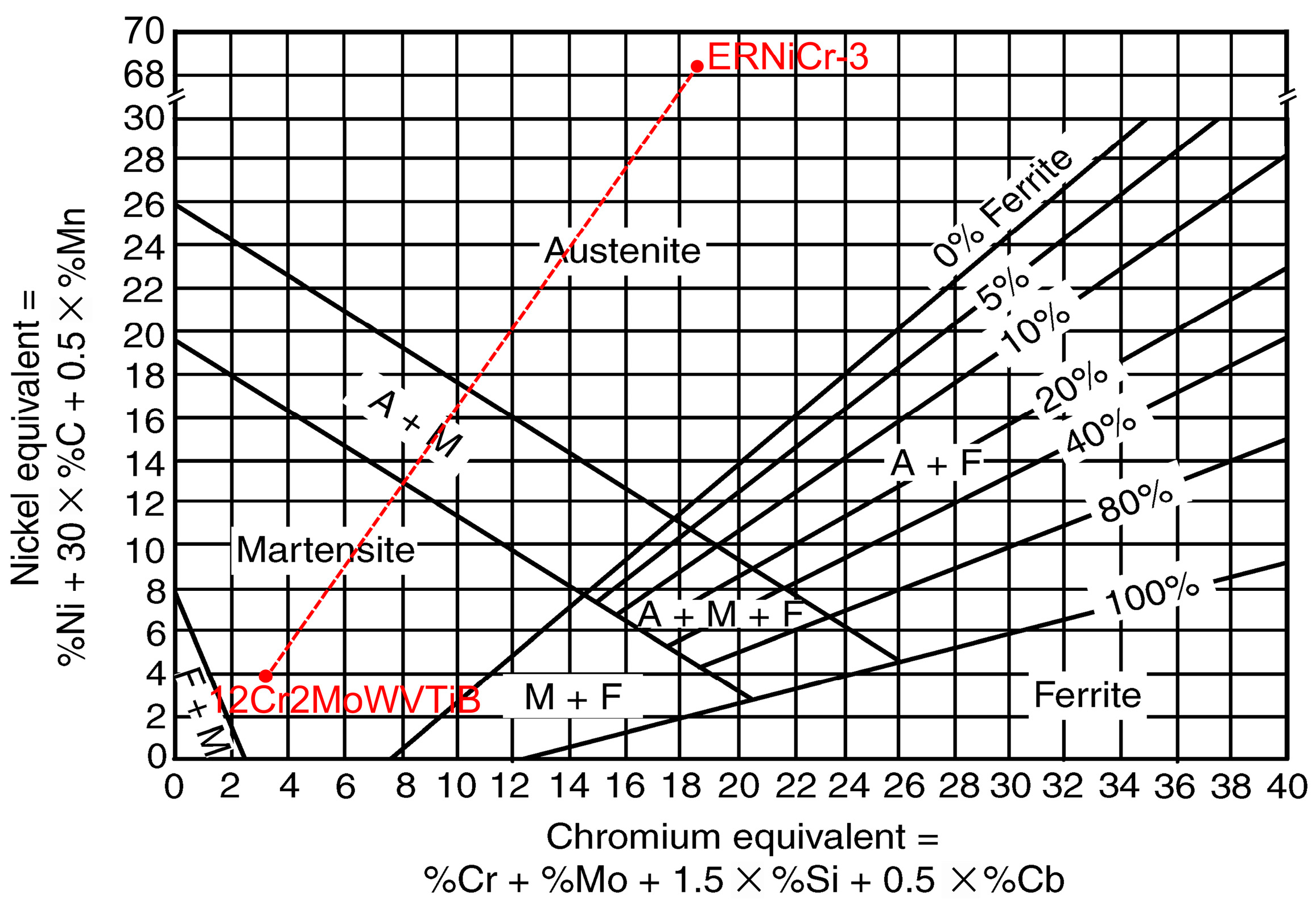
4.1. Solidification and Phase Transformation during Welding
4.2. Evolution of Interfacial Microstructure during PWHT
4.3. Inhomogeneous Mechanical Properties near the Ni/Fe Interface
5. Conclusions
- (1)
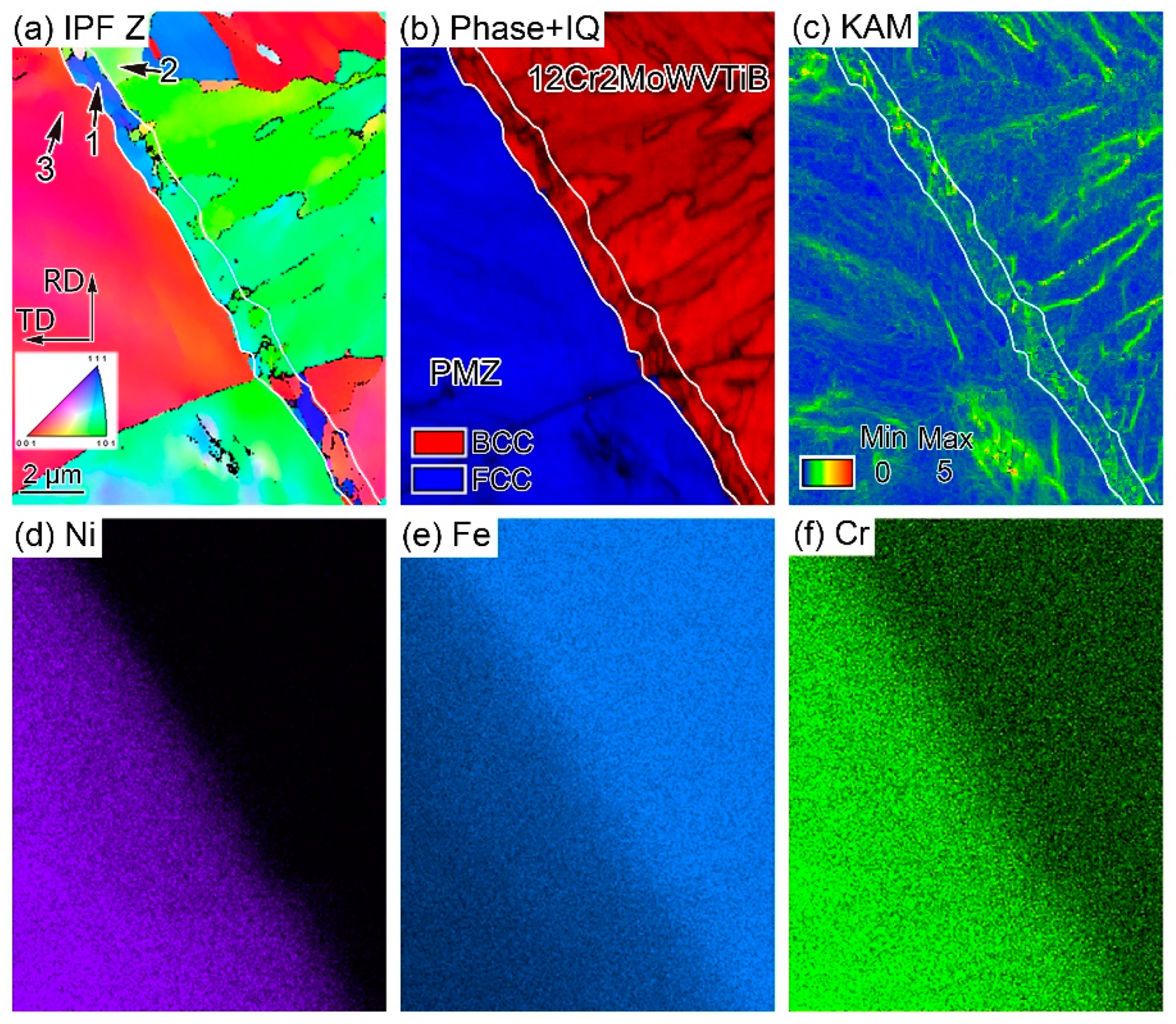
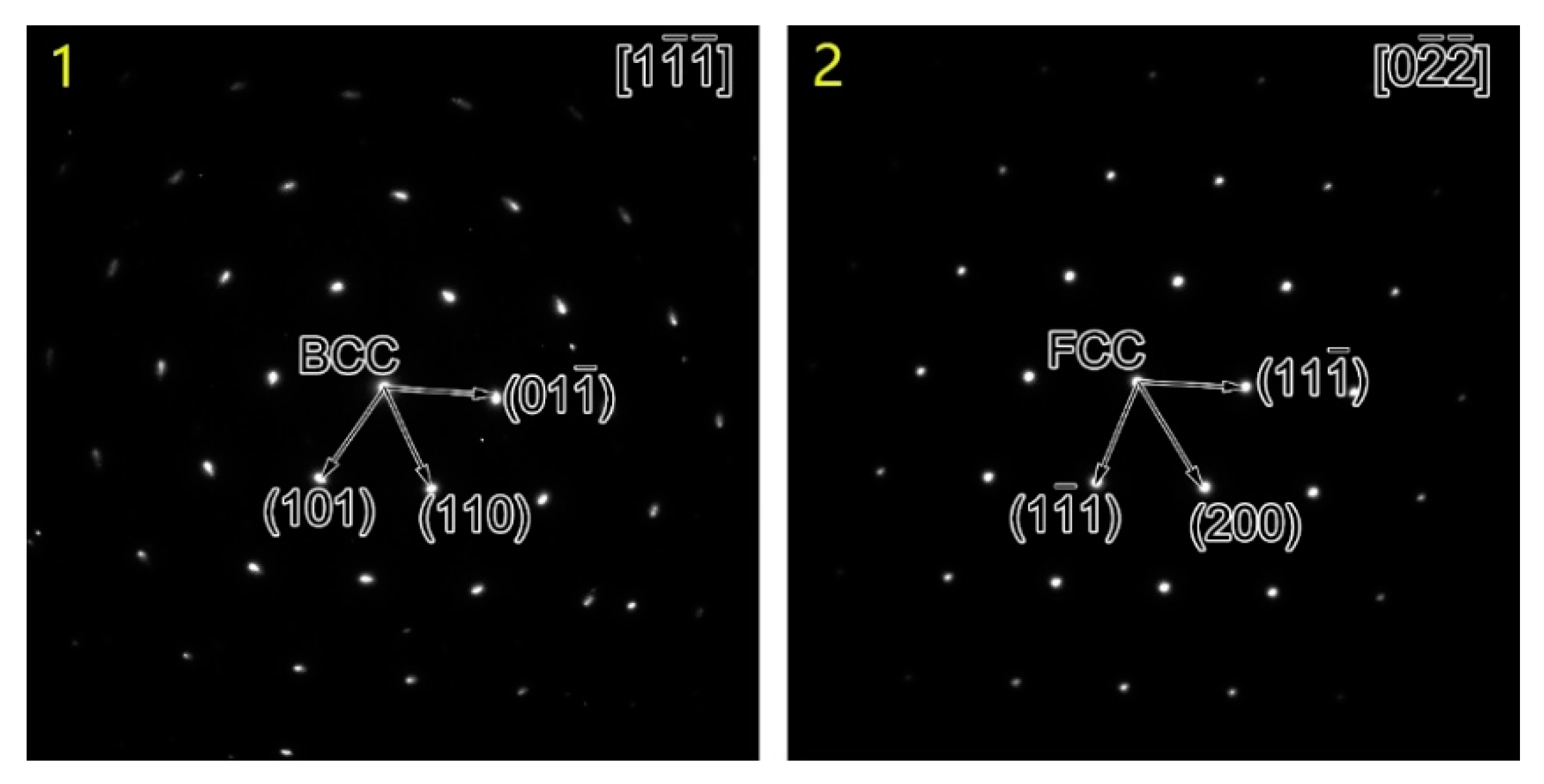
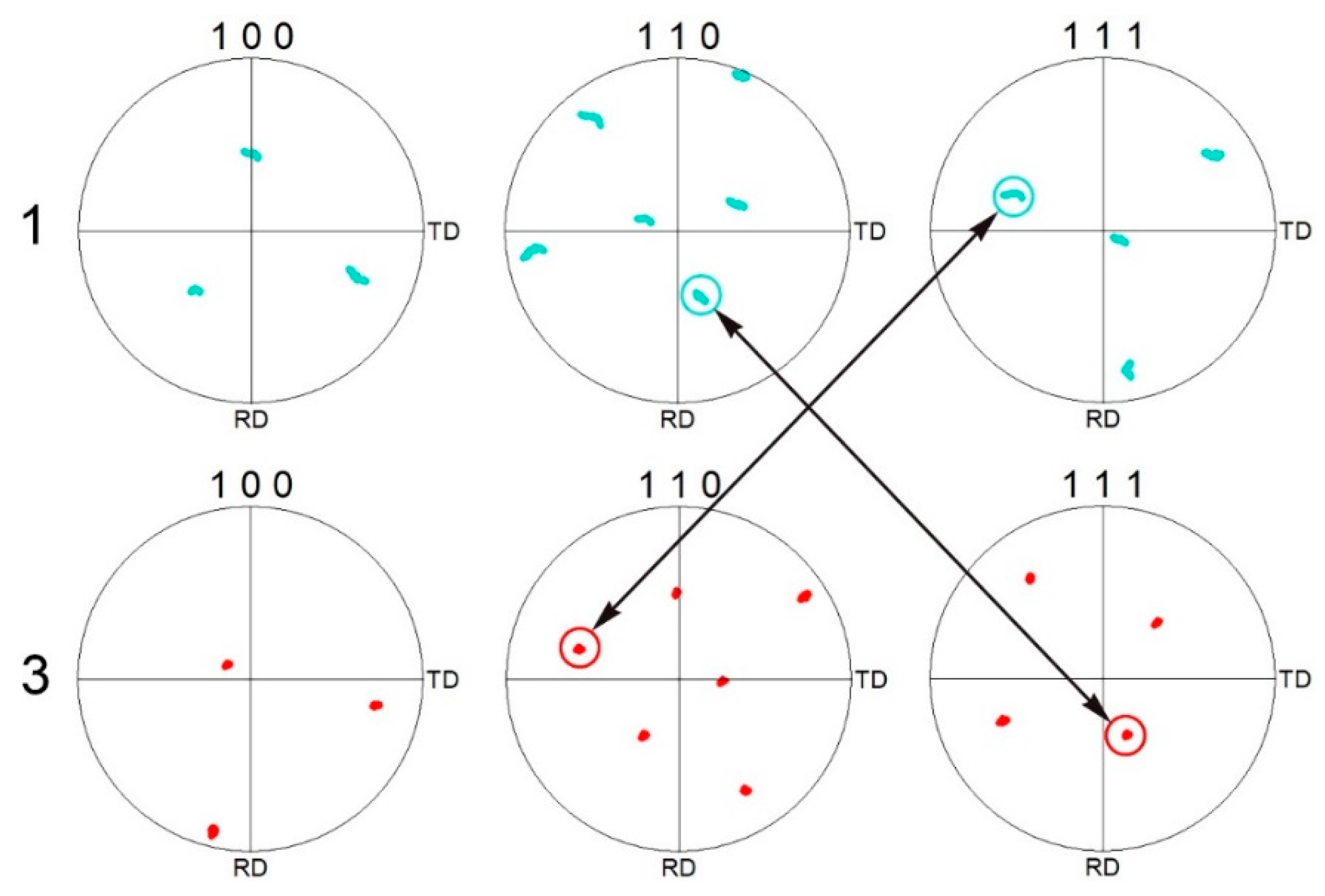
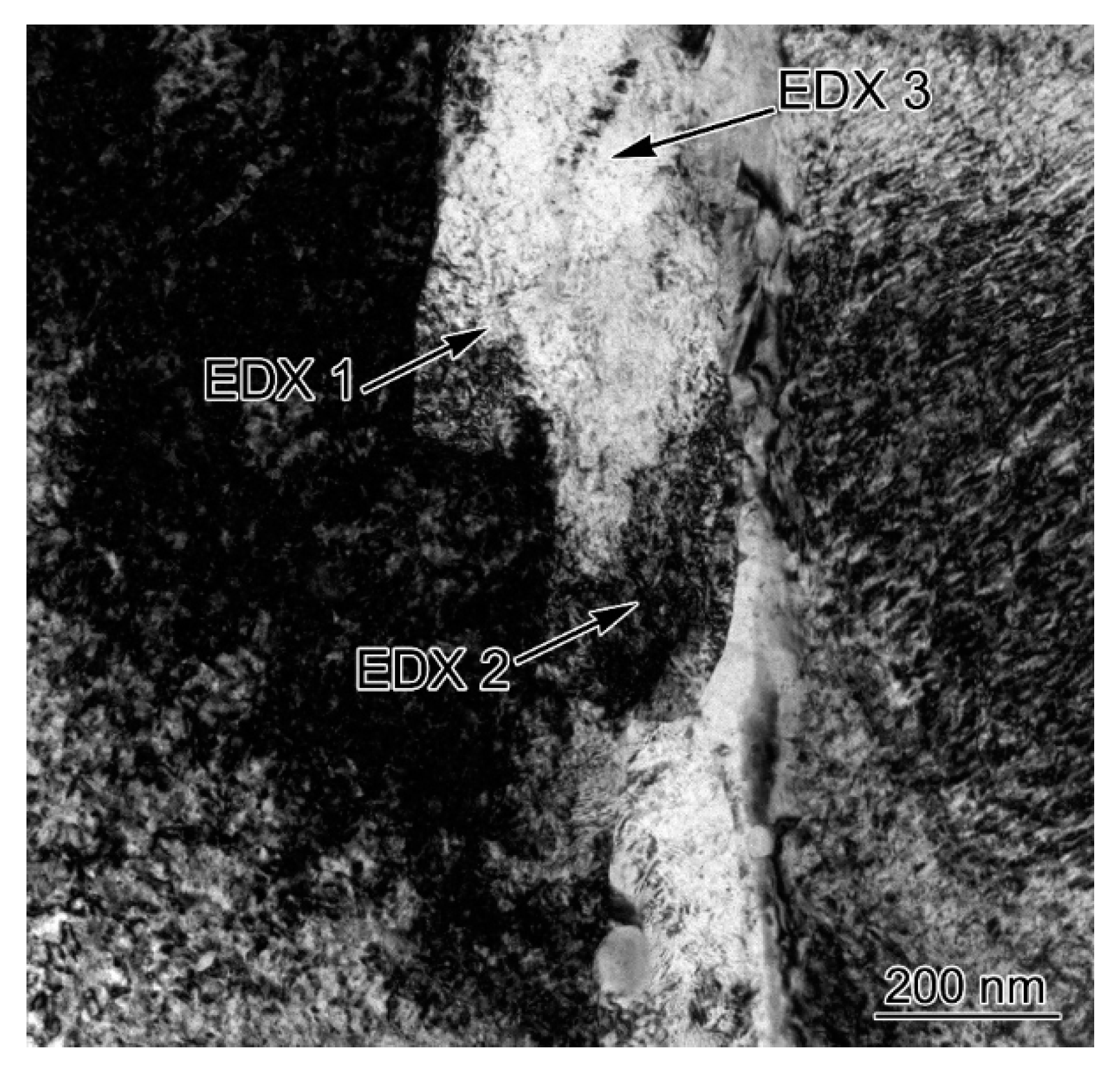
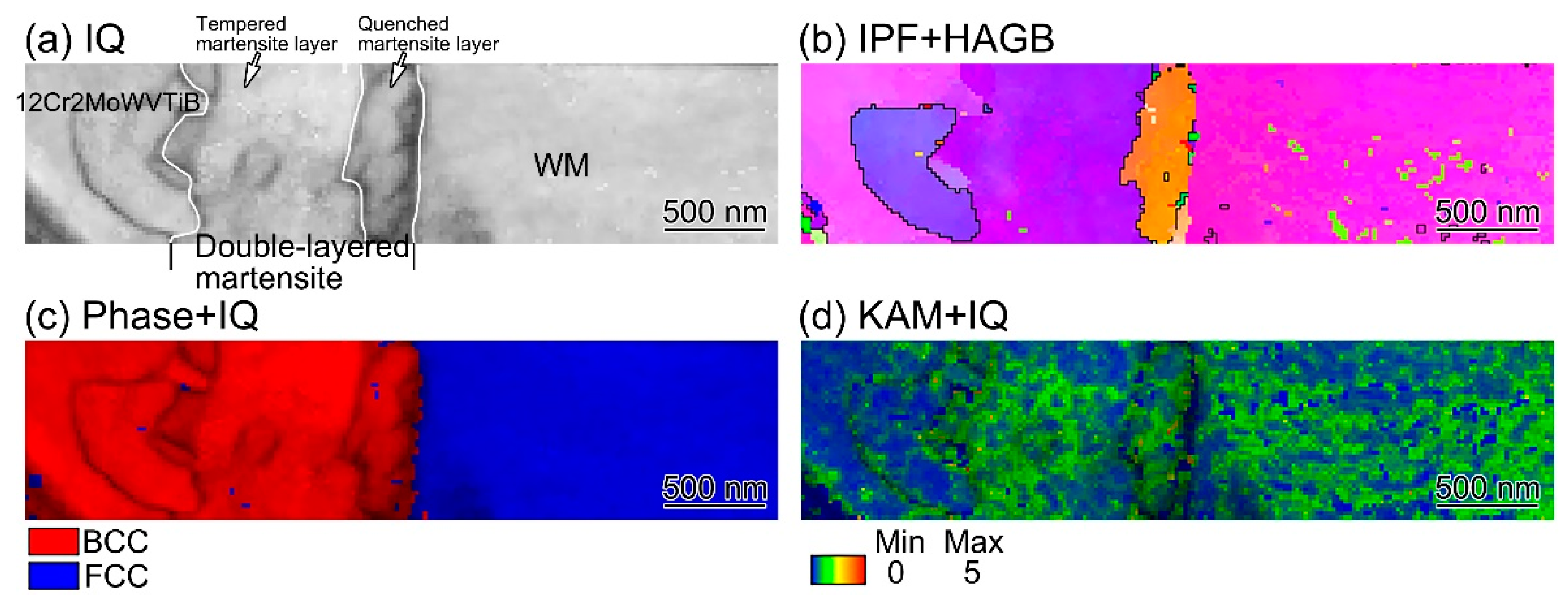
- Heterogenous interface structures were found along the Ni/Fe interface between nickel-based WM and ferritic steel, consisting of a martensitic layer with a BCC structure and a PMZ with a FCC structure. A K–S relationship existed between the BCC martensitic layer and the FCC PMZ.
- (2)
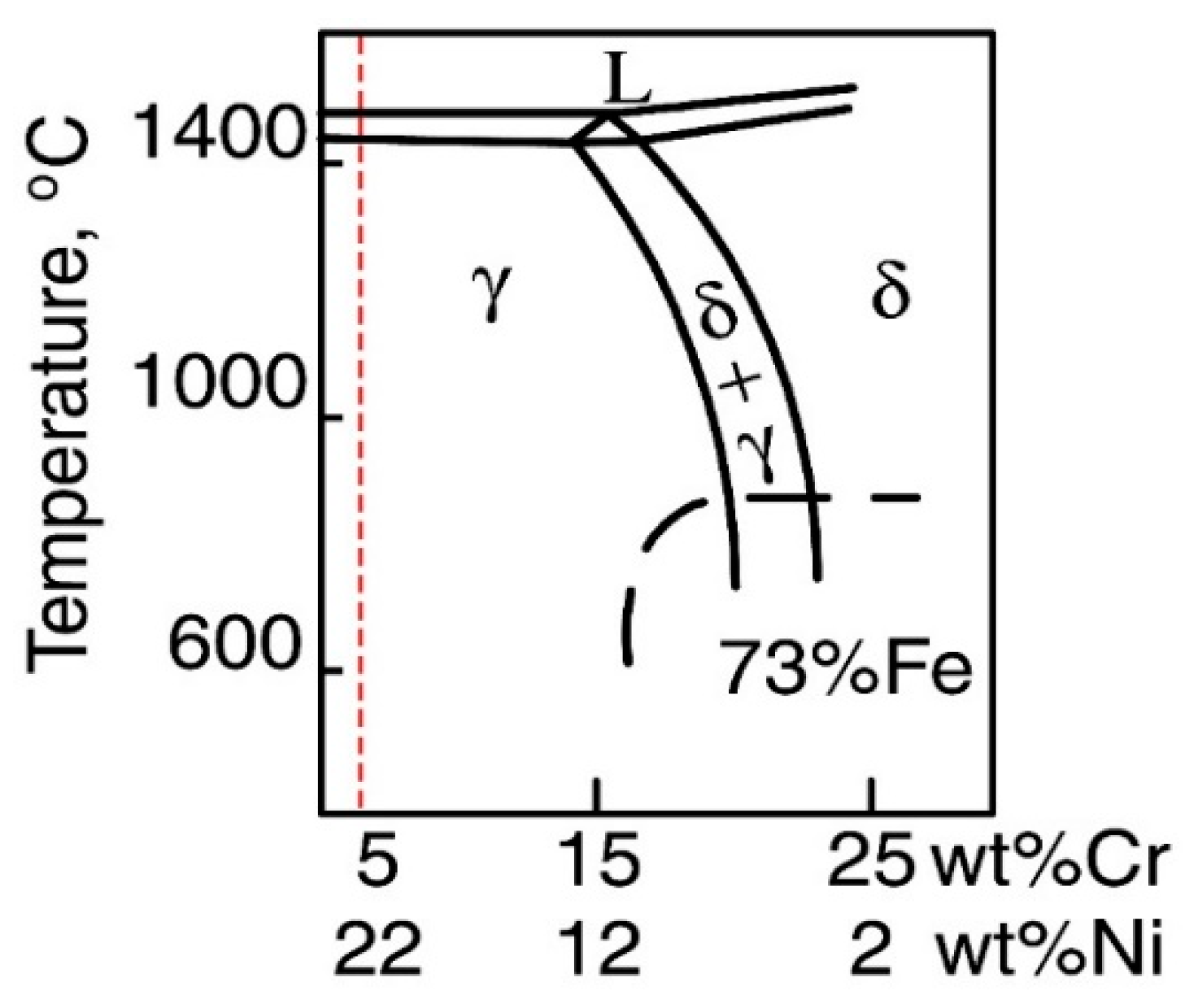
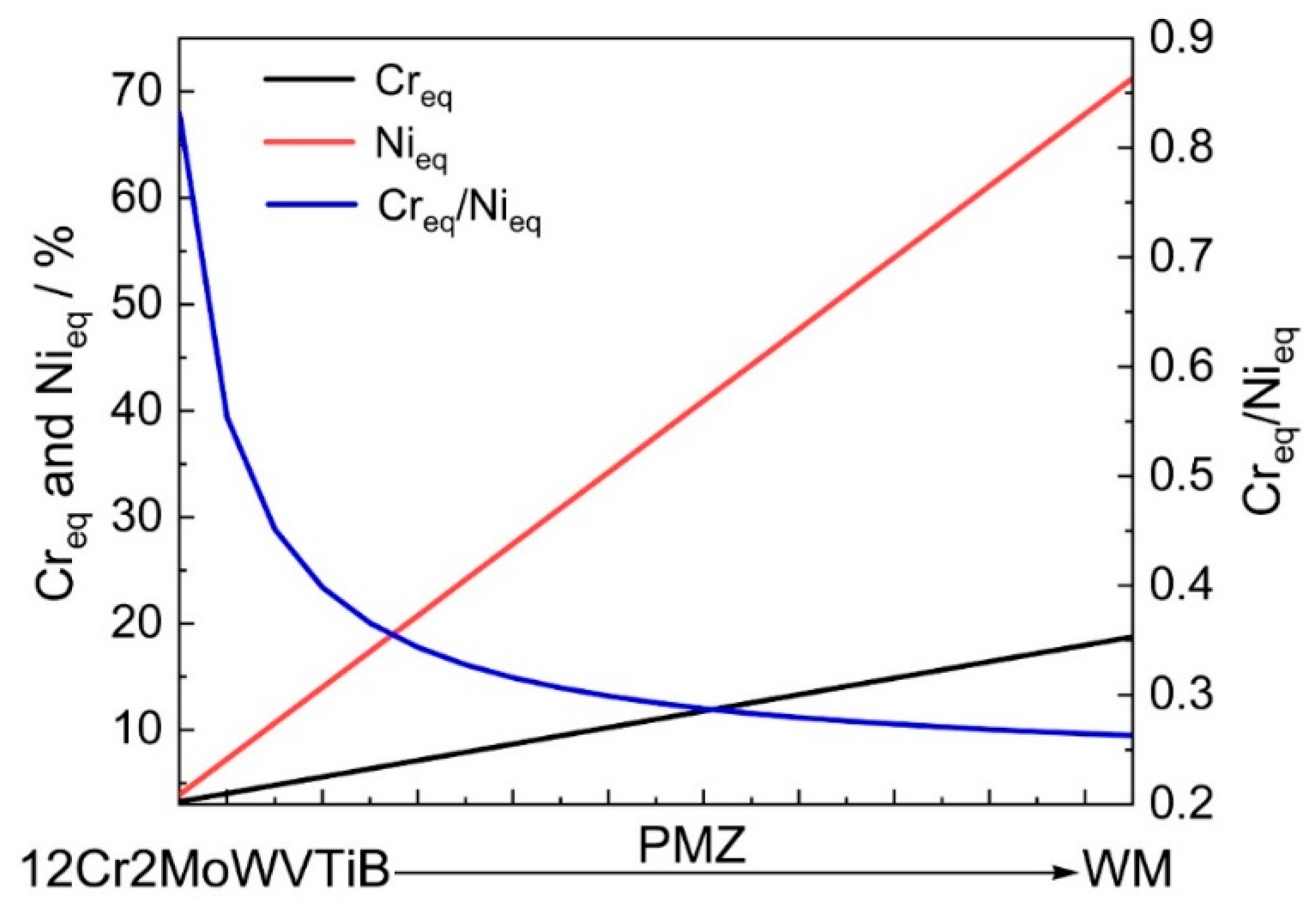
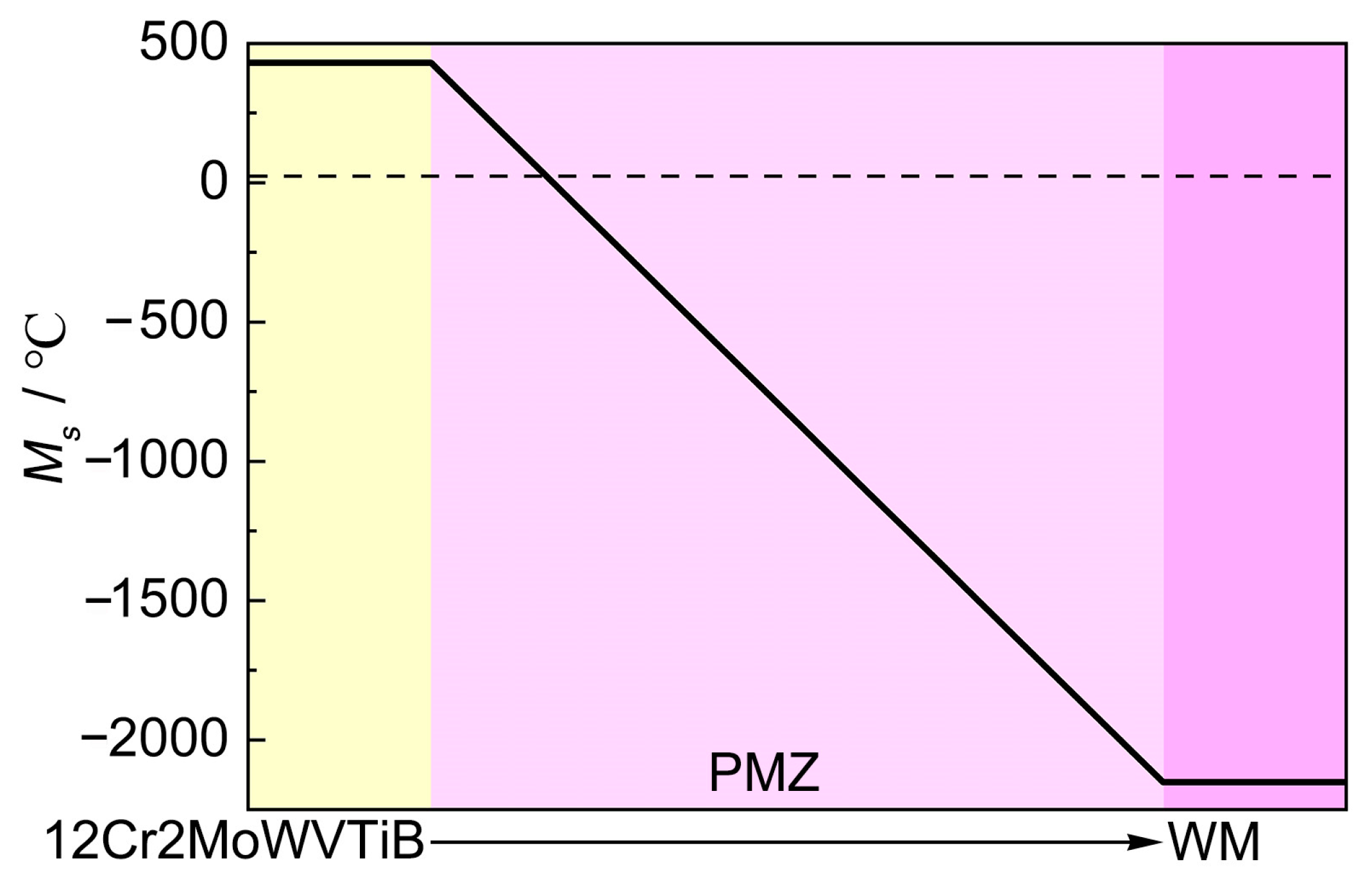
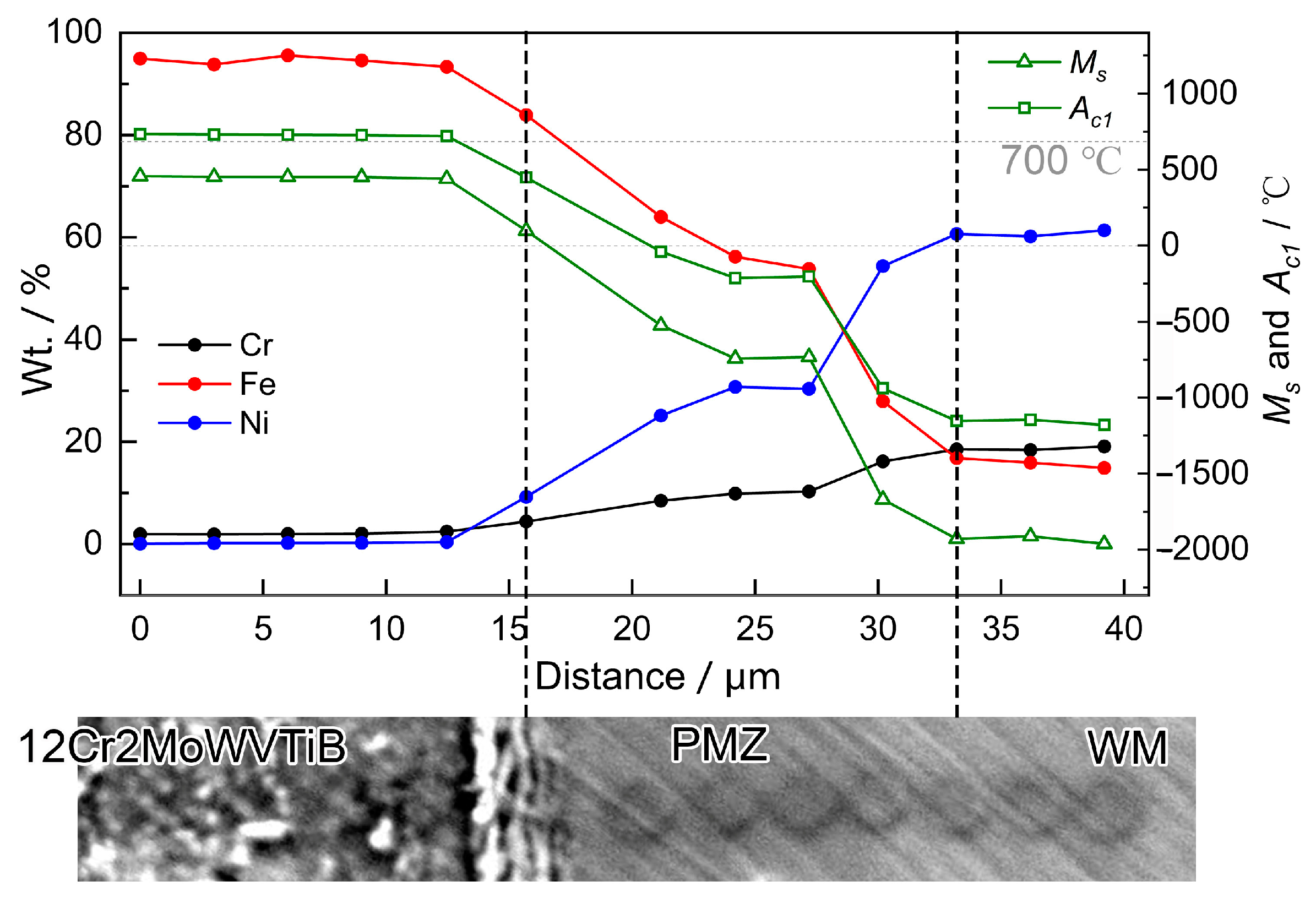
- During the welding process, the solidification path of the whole PMZ was L→L + A→A. There was a large Ni content gradient in the PMZ, which led to inhomogeneous solid phase transformation during cooling. The region adjacent to ferritic steel in the PMZ contained a lower Ni content, resulting in a higher Ms point, and a BCC quenched martensite layer was formed after welding. Due to the high Ni content in the region adjacent to WM in the PMZ, the austenite was maintained after cooling, and the FCC PMZ was formed after welding.
- (3)
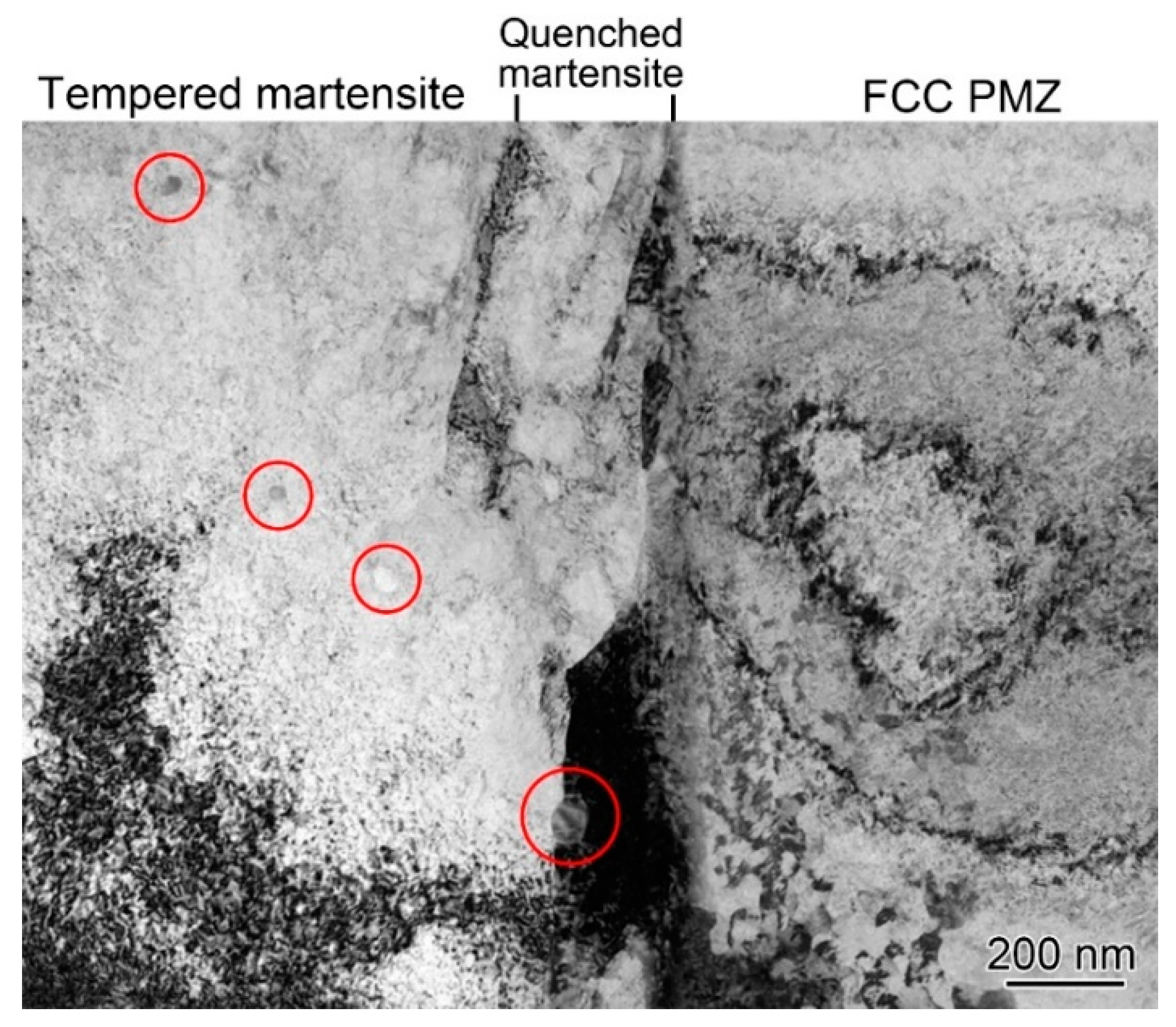
- During the PWHT process, the BCC quenched martensite layer would further evolve, in which the region adjacent to the FCC PMZ was re-austenized and then finer quenched martensite was newly formed after cooling. Meanwhile, the quenched martensite in the region adjacent to ferritic steel was transformed into tempered martensite with a few carbides formed inside.
- (4)
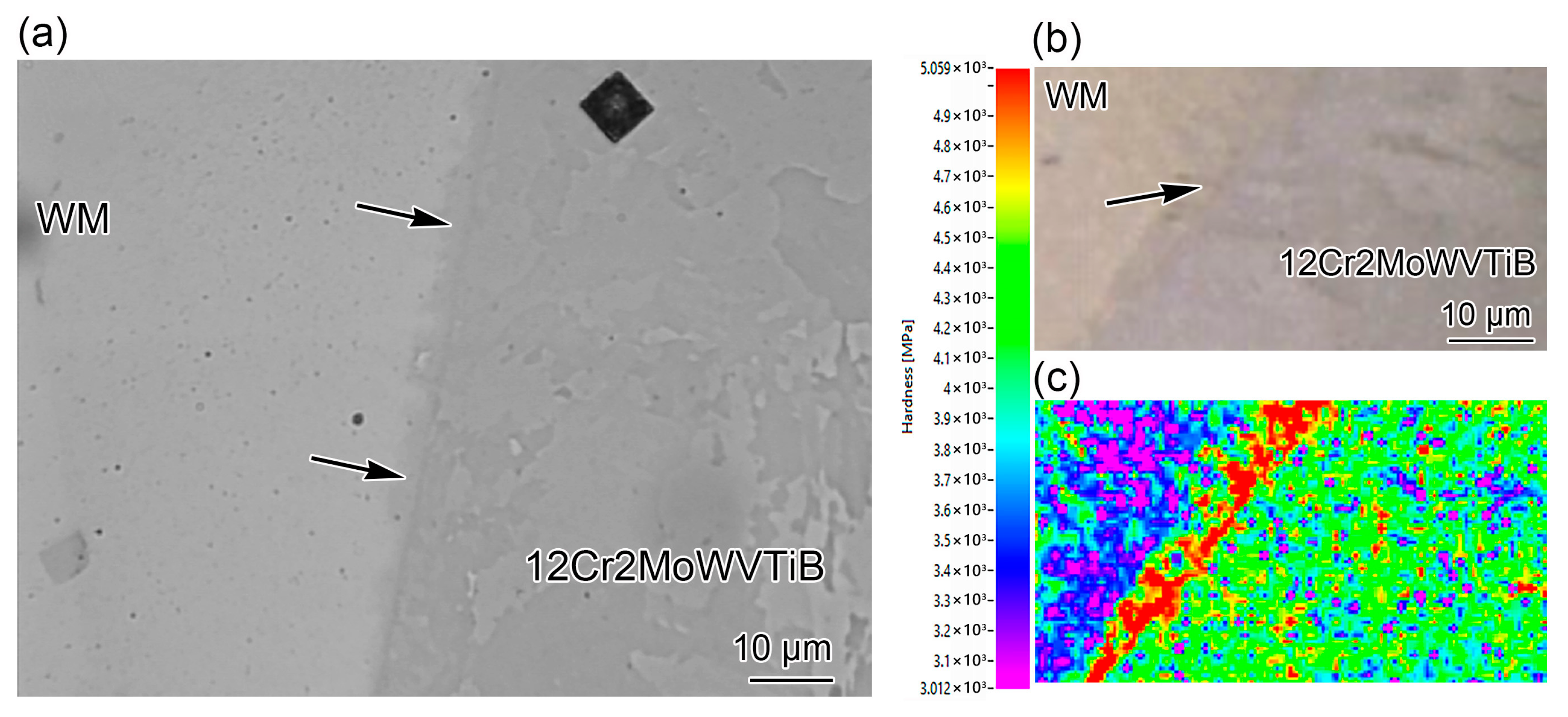
- The heterogenous microstructure near the Ni/Fe interface aggravated the mismatch of interfacial mechanical properties. Due to the presence of substructures, carbides, and high dislocation density, the hardness of the interfacial martensite was obviously higher than that of the two sides, which might be an adverse factor that deteriorates the performance of DMWs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abe, F. Progress in creep-resistant steels for high efficiency coal-fired power plants. J. Press. Vessel. Technol. 2016, 138, 040804. [Google Scholar] [CrossRef]
- DuPont, J.N. Microstructural evolution and high temperature failure of ferritic to austenitic dissimilar welds. Int. Mater. Rev. 2012, 57, 208–234. [Google Scholar] [CrossRef]
- Parker, J.D.; Stratford, G.C. Review of factors affecting condition assessment of nickel based transition joints. Sci. Technol. Weld. Joi. 1999, 4, 29–39. [Google Scholar] [CrossRef]
- DuPont, J.N.; Babu, S.; Liu, S. Welding of materials for energy applications. Met. Mater. Trans. A 2013, 44, 3385–3410. [Google Scholar] [CrossRef]
- Sridhar, S.; Rozzelle, P.; Morreale, B.; Alman, D. Materials challenges for advanced combustion and gasification fossil energy systems. Met. Mater. Trans. A 2011, 42, 871–877. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, M.J.; Cai, Z.P.; Han, C.Y.; Li, X.G.; Huo, X.; Fan, M.J.; Rui, S.S.; Li, K.J.; Pan, J.L. Effect of nickel-based filler metal types on creep properties of dissimilar metal welds between Inconel 617B and 10% Cr martensitic steel. J. Mater. Res. Technol. 2021, 14, 2289–2301. [Google Scholar] [CrossRef]
- Varma, A.; Yadavalli, R.K. Failure analysis of a reheater tube dissimilar metal weld failure in a 500 MW power plant. Eng. Fail. Anal. 2020, 118, 104851. [Google Scholar] [CrossRef]
- Kumar, R.; Varma, A.; Kumar, Y.R.; Neelakantan, S.; Jain, J. Enhancement of mechanical properties through modified post-weld heat treatment processes of T91 and Super304H dissimilar welded joint. J. Manuf. Process. 2022, 78, 59–70. [Google Scholar] [CrossRef]
- Kumar, S.; Menaka, M.; Venkatraman, B. Performance comparison of phased array transducers for inspection of dissimilar welds on nuclear reactor components. Ann. Nucl. Energy 2021, 162, 108482. [Google Scholar] [CrossRef]
- Bhaduri, A.K.; Venkadesan, S.; Rodriguez, P.; Mukunda, P.G. Transition metal joints for steam generators—An overview. Int. J. Press. Vessel. Pip. 1994, 58, 251–265. [Google Scholar] [CrossRef]
- Roberts, D.I.; Ryder, R.H.; Viswanathan, R. Performance of dissimilar welds in service. J. Press. Vessel. Technol. 1985, 107, 247–254. [Google Scholar] [CrossRef]
- Klueh, R.L. Dissimilar-metal weld failures in boiler tubing. Power Eng. 1984, 88, 52–56. [Google Scholar]
- Parker, J.D.; Stratford, G.C. Characterization of microstructures in nickel based transition joints. J. Mater. Sci. 2000, 35, 4099–4107. [Google Scholar] [CrossRef]
- Nicholson, R.D. Creep-rupture properties of austenitic and nickel-based transition joints. Met. Technol. 1982, 9, 305–311. [Google Scholar] [CrossRef]
- Williams, J.A.; Parker, J.D. Effect of Thermal Cycling on Creep-behavior of 2.25Cr-1Mo/type-316 Steel Dissimilar Metal Welds. Mater. Sci. Technol. 1994, 10, 915–923. [Google Scholar] [CrossRef]
- Nicholson, R.D. Effect of aging on interfacial structures of nickel-based transition joints. Met. Technol. 1984, 11, 115–124. [Google Scholar] [CrossRef]
- Kim, N.; Kang, Y.; Bang, J.; Song, S.; Seo, S.M.; Kang, C.Y.; Kang, N. Microstructural evolution and creep behavior of the weld interface between 10% Cr steel and haynes 282 filler metal. Metals 2021, 11, 764. [Google Scholar] [CrossRef]
- Qi, S.; Xiang, W.; Cai, L.; Liu, X.; Wang, Y.; Ning, F.; Qi, L.; Yu, W.; Shi, J. Study on micro-structure and tensile mechanical properties of dissimilar metal weld joint connecting steam generator nozzle and safe-End. Crystals 2021, 11, 1470. [Google Scholar] [CrossRef]
- Li, X.G.; Cai, Z.P.; Chen, X.; Dong, S.Q.; Cai, W.H.; Shi, X.M.; Han, C.Y.; Zhang, Y.; Li, K.J.; Pan, J.L. Characterization and formation mechanism of ultra-fine ferrite grains in dissimilar metal weld between austenitic stainless steel and low alloy ferritic steel. Mater. Charact. 2021, 171, 110777. [Google Scholar] [CrossRef]
- Hietala, M.; Jaskari, M.; Ali, M.; Järvenpää, A.; Hamada, A. Dissimilar laser welding of austenitic stainless steel and abrasion-resistant steel: Microstructural evolution and mechanical properties enhanced by post-weld heat treatment. Materials 2021, 14, 5580. [Google Scholar] [CrossRef]
- DuPont, J.N.; Kusko, C.S. Technical note: Martensite formation in austenitic/ferritic dissimilar alloy welds. Weld. J. 2007, 86, 51s–54s. [Google Scholar]
- Gittos, M.F.; Gooch, T.G. The interface below stainless steel and nickel-alloy claddings. Weld. J. 1992, 71, 461s–472s. [Google Scholar]
- Li, X.G.; Cai, Z.P.; Chen, X.; Dong, S.Q.; Cai, W.H.; Zhang, Y.; Li, S.L.; Li, K.J.; Rui, S.S.; Pan, J.L. Oxidation damage and interfacial failure of dissimilar metal welds containing ferritic heat resistant steels. J. Iron Steel Res. Int. 2021, 28, 1439–1450. [Google Scholar] [CrossRef]
- Kvapilová, M.; Ohanková, M.; Král, P.; Dvořák, J.; Kuchařová, K.; Čmakal, J.; Sklenička, V. Characterization of creep properties and the microstructure of a service-exposed low alloy CrMoV steel steam pipe. Mater. Sci. Eng. A 2022, 853, 143684. [Google Scholar] [CrossRef]
- Ding, K.; Wei, T.; Huo, X.; Zhang, Y.H.; Wu, G.Z.; Fan, M.J.; He, Y.; Gao, Y.L. Dramatically enhanced creep rupture performance and failure analysis of 9Cr–CrMoV dissimilar welded joint. J. Mater. Res. Technol. 2022, 18, 4007–4018. [Google Scholar] [CrossRef]
- Wei, Y.; Le, G.; Xu, Q.; Yang, L.; Li, R.; Wang, W. The interface microstructures and me-chanical properties of laser additive repaired Inconel 625 alloy. Materials 2020, 13, 4416. [Google Scholar] [CrossRef] [PubMed]
- Bergant, M.A.; Yawny, A.A.; Ipiña, J.E.P. Failure assessment diagram in structural integrity analysis of steam generator tubes. Procedia Mater. Sci. 2015, 8, 128–138. [Google Scholar] [CrossRef][Green Version]
- Bergant, M.A.; Yawny, A.A.; Ipiña, J.E.P. J-resistance curves for Inconel 690 and Incoloy 800 nuclear steam generators tubes at room temperature and at 300 °C. J. Nucl. Mater. 2017, 486, 298–307. [Google Scholar] [CrossRef]
- Bhanu, V.; Pandey, S.M.; Gupta, A.; Pandey, C. Dissimilar weldments of P91 and Incoloy 800HT: Microstructure, mechanical properties, and residual stresses. Int. J. Press. Vessel. Pip. 2022, 199, 104782. [Google Scholar] [CrossRef]
- Sirohi, S.; Kumar, P.; Gupta, A.; Kumar, S.; Pandey, C. Role of Ni-based filler on charpy impact toughness of the P91 welds joint. Mater. Today Proc. 2021, 44, 1043–1049. [Google Scholar] [CrossRef]
- Shin, K.Y.; Lee, J.W.; Han, J.M.; Lee, K.W.; Kong, B.O.; Hong, H.U. Transition of creep damage region in dissimilar welds between Inconel 740H Ni-based superalloy and P92 ferritic/martensitic steel. Mater. Charact. 2018, 139, 144–152. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels; Wiley-Interscience: Hoboken, NJ, USA, 2005. [Google Scholar]
- Kou, S. Welding Metallurgy; John Wiley and Sons Ltd.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Xiao, B.; Xu, L.; Cayron, C.; Xue, J.; Sha, G.; Logé, R. Solute-dislocation interactions and creep-enhanced Cu precipitation in a novel ferritic-martensitic steel. Acta Mater. 2020, 195, 199–208. [Google Scholar] [CrossRef]
- Flower, H.M.; Lindley, T.C. Electron backscattering diffraction study of acicular ferrite, bainite, and martensite steel microstructures. Mater. Sci. Technol. 2000, 16, 26–40. [Google Scholar]
- Klueh, R.L.; King, J.F. Austenitic stainless steel-ferritic steel weld joint failures. Weld. J. 1982, 61, 302s–311s. [Google Scholar]
- Laha, K.; Chandravathi, K.S.; Parameswaran, P.; Goyal, S.; Mathew, M.D. A comparison of creep rupture strength of ferritic/austenitic dissimilar weld joints of different grades of Cr-Mo ferritic steels. Met. Mater. Trans. A 2012, 43, 1174–1186. [Google Scholar] [CrossRef]
- Parameswaran, P.; Laha, K. Role of microstructure on creep rupture behaviour of similar and dissimilar joints of modified 9Cr-1Mo steel. Procedia Eng. 2013, 55, 438–442. [Google Scholar] [CrossRef]
- Matsunaga, T.; Hongo, H.; Tabuchi, M. Interfacial failure in dissimilar weld joint of high boron 9% chromium steel and nickel-based alloy under high-temperature creep condition. Mater. Sci. Eng. A 2017, 695, 302–308. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, K.; Cai, Z.; Pan, J. Creep rupture properties of dissimilar metal weld between Inconel 617B and modified 9% Cr martensitic steel. Mater. Sci. Eng. A 2019, 764, 138185. [Google Scholar] [CrossRef]
- Dupont, J.N. Microstructural Characterization and Modeling of Dissimilar Weld Failures Involving Grade 91; JND Metallurgical Consulting, LLC: Whitehall, PA, USA, 2016. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Cr | Ni | Mn | C | Si | Fe |
|---|---|---|---|---|---|---|
| 1 | 5.85 | 13.95 | 0.91 | — | — | 79.29 |
| 2 | 2.99 | — | 0.74 | 0.98 | 0.67 | 94.63 |
| 3 | 9.92 | 33.36 | — | 0.96 | — | 55.76 |
| C | Cr | Ni | Mn | Mo | Si | Nb | Co | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.11 | 4.42 | 9.26 | 0.68 | 0.39 | 0.37 | 0.0093 | 0.11 | 0.034 | Balance |
| Cr | Ni | Mn | Si | Fe | Ac1 | Ms | |
|---|---|---|---|---|---|---|---|
| 1 | 4.29 | 9.79 | 0.88 | 0.29 | Balance | 415 | 130 |
| 2 | 4.23 | 9.89 | 0.94 | 0.24 | Balance | 409 | 126 |
| 3 | 4.41 | 10.39 | 0.98 | 0.25 | Balance | 393 | 106 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Nie, J.; Wang, X.; Li, K.; Zhang, H. Microstructure Evolution at Ni/Fe Interface in Dissimilar Metal Weld between Ferritic Steel and Austenitic Stainless Steel. Materials 2023, 16, 6294. https://doi.org/10.3390/ma16186294
Li X, Nie J, Wang X, Li K, Zhang H. Microstructure Evolution at Ni/Fe Interface in Dissimilar Metal Weld between Ferritic Steel and Austenitic Stainless Steel. Materials. 2023; 16(18):6294. https://doi.org/10.3390/ma16186294
Chicago/Turabian StyleLi, Xiaogang, Junfeng Nie, Xin Wang, Kejian Li, and Haiquan Zhang. 2023. "Microstructure Evolution at Ni/Fe Interface in Dissimilar Metal Weld between Ferritic Steel and Austenitic Stainless Steel" Materials 16, no. 18: 6294. https://doi.org/10.3390/ma16186294
APA StyleLi, X., Nie, J., Wang, X., Li, K., & Zhang, H. (2023). Microstructure Evolution at Ni/Fe Interface in Dissimilar Metal Weld between Ferritic Steel and Austenitic Stainless Steel. Materials, 16(18), 6294. https://doi.org/10.3390/ma16186294