1. Introduction
CNTs are utilized as important additive materials for high-performance structural composites, which have a lot of application potential [
1]. The extreme interest in nanostructures among scientists and researchers is leading to the rapid development and characterization of nanocomposite material. When the dimensions of these structures are very small, at micro and nano scale, it has been shown using both experimental and atomistic simulation that the size effect on mechanical properties gains importance [
2]. A single-walled carbon nanotube (SWCNT) is formed as a cylinder with a diameter of 1 nm. A multi-walled carbon nanotube (MWCNT) consists of a concentric form and a 0.35 nm separated array of cylinders from 2 to 100 nm in diameter and tens of microns in length [
3]. Fidelus et al. [
4] reported the experimental elastic properties of SWCNT and MWCNT. The elastic modulus of CNTs is reported to vary in a wide range from 200 GPa to 5.6 TPa [
5].
Composite materials consist of matrix and reinforcement phases, and it is a material system that achieves distinctive features that no single component can achieve alone [
6,
7,
8,
9,
10,
11,
12,
13,
14,
15]. Generally, composites are formed by dispersing the reinforcement phase in a matrix phase. The reinforcement phase, which is a load-bearing element, determines the strength of the composite and its structural properties, such as thermal stability, electrical thermal conductivity, etc. It is effective in determining other functions such as the matrix phase holding the reinforcement materials together, transferring the load to the reinforcements and protecting the reinforcements from chemical and mechanical damage [
15]. The matrix phases may be metals, polymers or ceramics, while the fibers may be particles or whiskers [
16,
17,
18,
19]. The performance of load-bearing fibers in composite constructions is significantly influenced by the matrix’s mechanical properties [
20]. The matrix’s presence ensures that the load is evenly distributed among all fibers. The mechanical characteristics of the matrix and the bond strengths between the fiber and the matrix are significant parameters that define the strength of the composite structure in the direction perpendicular to the fiber orientations (i.e., toward the length of the fibers) [
6,
21,
22,
23]. The matrix is more ductile and less strong than fiber. The design of composite constructions should take this aspect into account. A break in either the fiber or the matrix could spread in all directions without changing direction if the shear strength of the matrix and the bond strength between the matrix and the fiber are sufficiently high [
24]. In this case, since the composite acts as a brittle material, the rupture surface shows a clean and shiny structure. If the bond strength is too low, the fibers behave like a fiber bundle in the void, and the composite weakens. At a moderate bond strength, a crack in the transverse direction starting from the fiber or matrix may return to the fiber/matrix interface and progress in the fiber direction. In this case, the composite exhibits a fibrous surface, such as in the rupture of ductile materials.
Carbon-fiber-reinforced epoxy resin composites are polymeric composites that are used extensively in aerospace and military fields due to their durability and lightness. Carbon fiber shows good mechanical properties [
25,
26,
27] as well as good fatigue resistance and heat resistance. When a polymer is used as the matrix phase, low shrinkage, good adhesion, excellent mechanical properties and chemical resistance are achieved. In addition to these advantages, carbon fiber also has some disadvantages. For example, composite laminates using carbon fiber exhibit relatively weak interlayer bond properties. This is due to the low fracture toughness of epoxy resins caused by the high crosslink density. To find a solution to this disadvantage, the excellent thermal, electrical, mechanical and functional properties of CNTs have been the subject of significant research in recent years. CNT-based fiber-reinforced polymer (FRP) composite materials have become the focus of attention in various applications [
28]. Numerous analytical, experimental and numerical studies have been performed to demonstrate the ultra-high strength-to-weight ratio and stiffness-to-weight ratio of CNT-reinforced composite (CNTRC) structures [
29,
30,
31,
32,
33,
34,
35,
36,
37,
38]. Depending on the matrix class, various composite materials with CNT reinforcement have been produced. Recently, studies including bending, buckling and vibration analyses of polymer matrix composites reinforced with carbon fibers and CNTs have been of interest. Peigney et al. [
39] and Zhan et al. [
40] created several examples of CNTs-reinforced ceramic resin, and Milo et al. [
41] embedded CNTs in a polymer matrix. In larger matrix layers, reinforcing by adding a little amount of nanotube leads to a significant gain in beam stiffness, and SWCNT buckles at reduced bending angles and greater flattening ratios according to published data on CNTRCs [
42]. CNTs have been successfully incorporated into FRPs, providing increased strength and stiffness compared to standard carbon fibers. Shahbaz [
43] presented a study on the effect of CNTs on hybrid GFRP/CFRP composites. He used two different techniques to add CNTs to hybrid glass/carbon-fiber-reinforced composites. Madenci [
44] performed free vibration analysis of FG-CNT composite beams. He estimated the effective material properties of nanobeams using the mixing rule. Qian et al. [
45] showed that, by adding different percentages of CNT (about 1% by weight) to the matrix material, in their research on the sample obtained, the hardness of the composite could be increased by between 36% and 42%, and the tensile strength could be increased by 25%. Zhu et al. [
46] obtained the stress–strain curve of 1 and 4 wt% CNT-reinforced epoxy resin. The authors found a 30–70% increase in the elastic modulus for these weight fractions. Tarfaoui et al. [
47] investigated the effect of CNT in CNTRCs with different volume fractions. They observed that an increase in the CNT volume fraction decreased (0.5–2%) the material properties after a certain value. Gouda et al. [
48] investigated the impact of CNT on a hybrid composite GFRP/CFRP at various volume ratios.
The low mechanical properties of the matrix and the weakness of the CFRP interface are the main reasons for improving the interfacial behavior and epoxy properties of CFRP composites by the addition of nanoparticles. Doping large-scale composites with another material such as CNT can offset the disadvantage of single reinforcement. With the addition of CNTs to carbon-fiber composites, structural improvements are expected in through-the-thickness properties, particularly interlayer strength and toughness, which can lead to increased damage resistance and damage tolerance. On the other hand, the addition of CNTs may raise other issues that need to be considered; the dispersion of carbon nanotubes in the matrix phase and the coupling between the matrix and the CNTs should be examined.
A crucial element of structural and continuum mechanics, stability theory, has limitless applications in civil, mechanical, aerospace, naval and nuclear engineering [
49]. The impact of CNTs added to conventional polymer-mix-based composites during buckling analysis is examined in this research. Low-CNT volume fractions can visibly change the mechanical behavior of composites. Experimental tensile and compression tests are used to obtain the mechanical properties of CNTRC beam, and theoretical and experimental buckling analyses are presented. Mechanical properties such as density and Young’s moduli are obtained through experimental tests; thus, the accurate predictions of such composite beams are significant research objectives. A buckling analysis is performed by applying Timoshenko theory. The governing equations of motion are derived from the theory using Hamilton’s principle. In addition to the experimental tests, calculations are made with the mixture rule model. Within the scope of the study, neat epoxy and 0.3% by weight CNTRC carbon-fiber composite samples were prepared.
2. Production of Materials
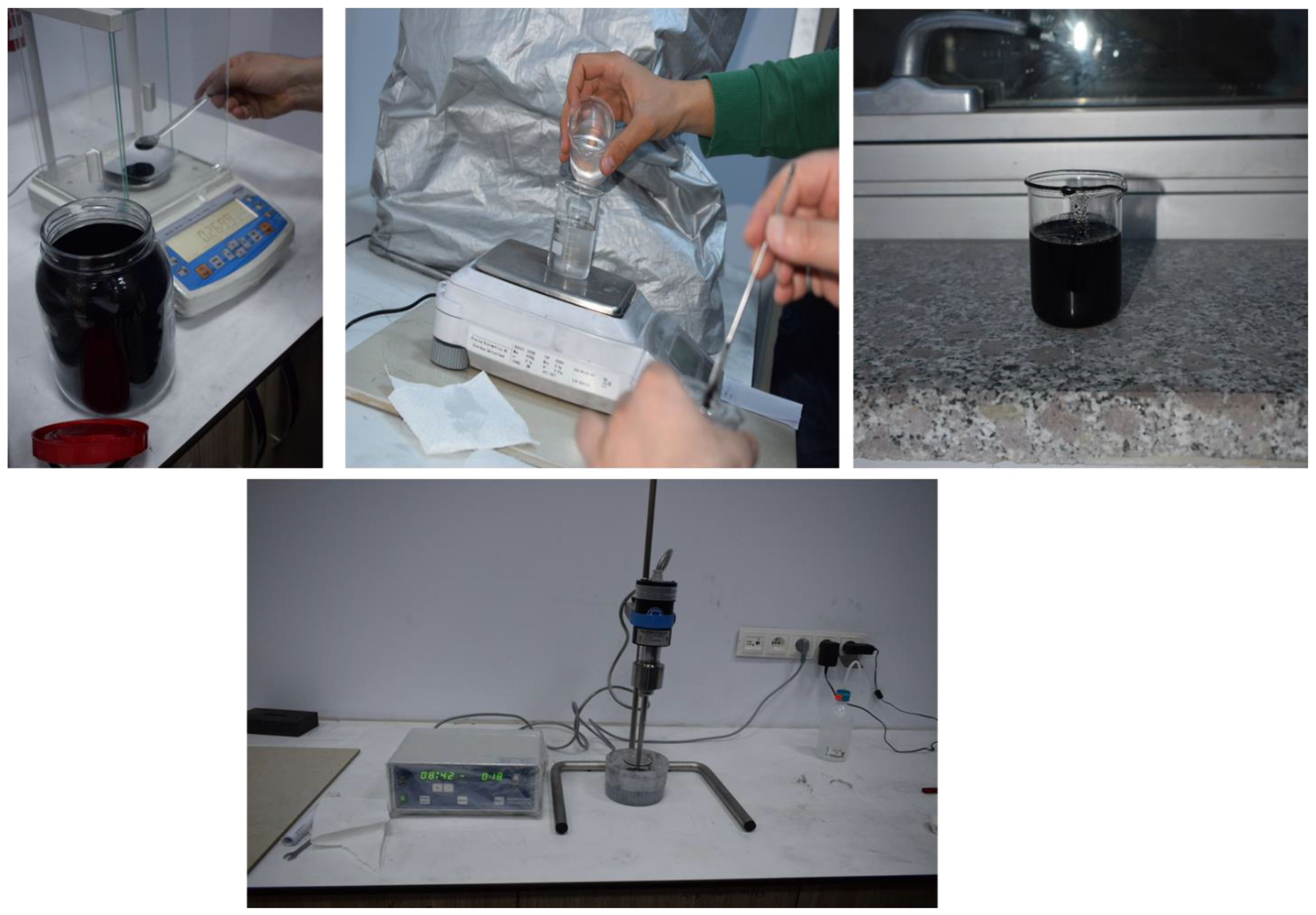
In order to manufacture composite material using the hand layup method, fabric layers were manually placed into the mold, and the epoxy resin was applied between each layer of the carbon fabric to completely coat the layer. By using a small roller, the air was trapped and evacuated. The process was performed at room temperature, and no curing process was carried out. By uniformly combining CNTs in epoxy resin and using the mixture of resin/CNT as the matrix of the composite, CNTRC was manufactured (
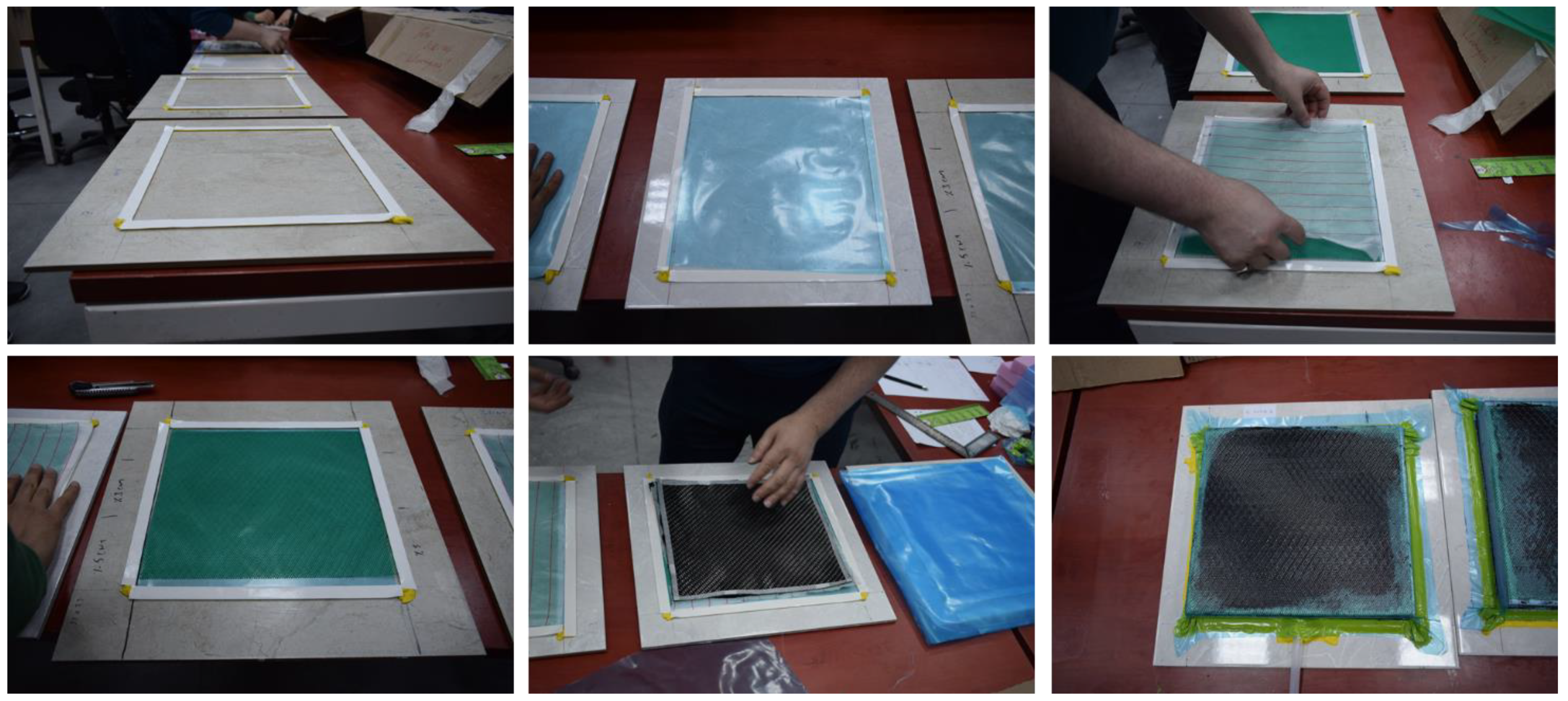
Figure 1). The industrial method is a production method that uses atmospheric pressure to compress resin-impregnated layers together. The equipment that was used included a vacuum pump, peel ply, sealant tape, bagging films, carbon fabric, epoxy resin and infusion mesh (
Figure 2). After layup was finished, the peel ply was applied over the layers to create a clean surface, and, over the peel ply, a layer of infusion mesh was placed to assist the flow of resin across and throughout the laminate during the resin infusion process. Layers were sealed in an airtight vacuum bag, and epoxy resin was transferred by force of vacuum and passed through the fabric layers. Like the previous method, the process was performed at room temperature, and no curing was carried out. Some of the advantages of this method are that no air is trapped, and uniform resin distribution is achieved.
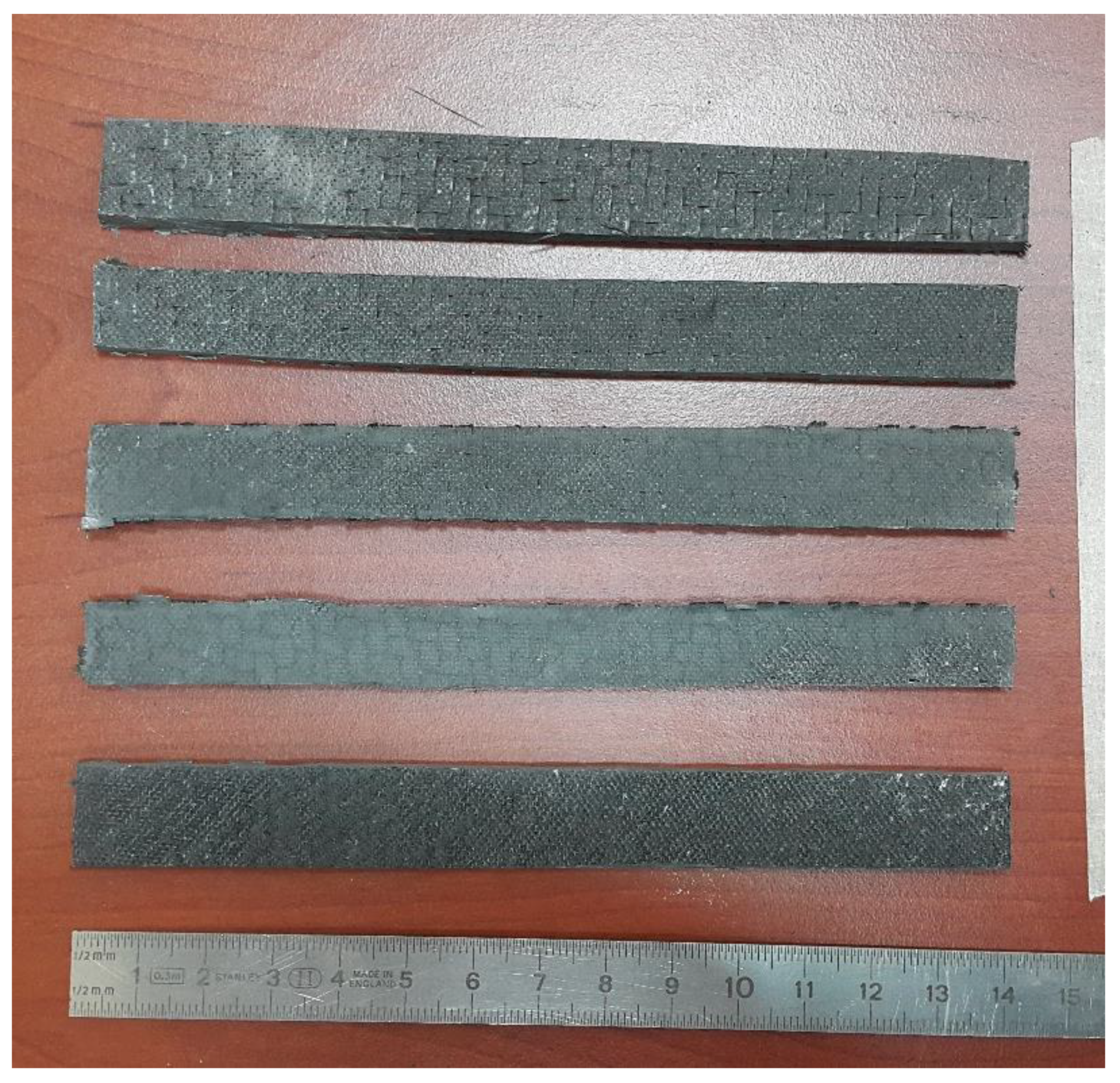
The composite material was manufactured by three layers of carbon fibers as well as resin epoxy (
Figure 3).
The epoxy resin utilized in the manufacturing had a viscosity of 600–900 mPas and was two phase, with 80–90% diglycidyl ether bisphenol A, and it contained a mixture of 10–20% aliphatic diglycidyl ether. Multi-walled carbon nanotubes (MWCNTs) were preferred in the current study due to their low cost and homogeneous dispersibility in epoxy resins compared to MWCNTs. The mechanical properties of the MWCNTs were a diameter of 5–50 nm and a length of 10–30 µm. In this study, 200 gr carbon-fiber fabric produced from Tenax-E HTA 40 3k yarn in plain weave type was used. Carbon-fiber fabric (CFRP) is ideal for applications where lightness, strength and carbon are important. The mechanical properties obtained from the manufacturer of these materials are shown in
Table 1.
5. Results
The material properties of the samples produced using micro-mechanical models were determined analytically, and the outcomes are presented in
Table 2 in comparison with the experimental findings.
For the buckling analysis of the samples, the analytical solutions based on Timoshenko theory were in good agreement with the buckling results of the samples obtained by experiments, as shown in
Table 3 and
Table 4.
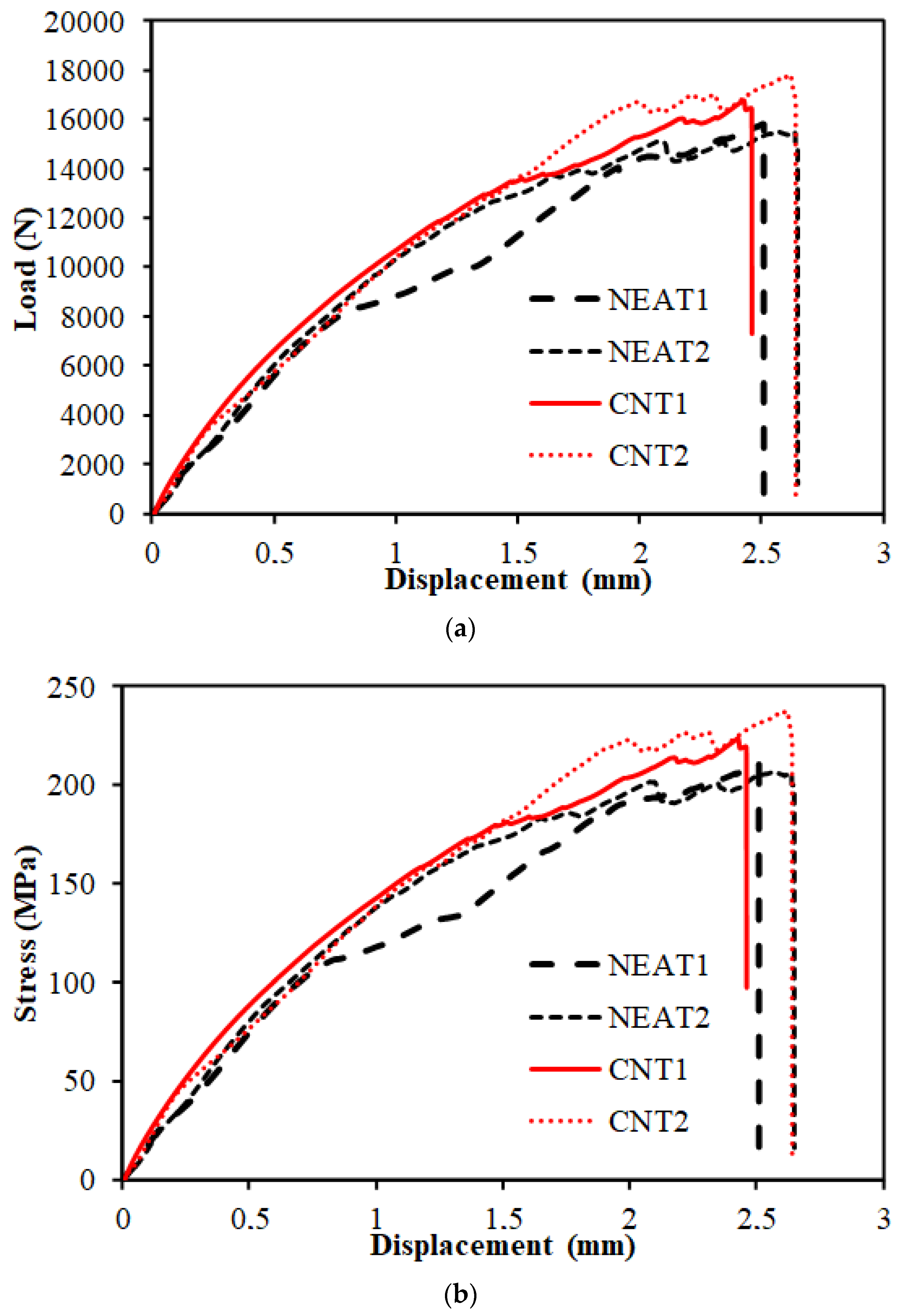
Load–displacement curves of the compression tests are depicted in
Figure 6. The results demonstrate that the average compressive strength of CNT1 and CNT2 at the time of collapse was 17,291.76 N, while that of NEAT1 and NEAT2 was 15,661.21 N. Maximum compressive load values of CNT1 and CNT2 were 6% and 8.10% higher than those of NEAT1 and NEAT2, respectively, while CNT2 was 12.6% and 14.80% higher (
Table 5). That is, it was determined that the samples with CNT carried an average of 10.4% more load than the samples with NEAT. All specimens reached the collapse position after approximately 2.5 mm of displacement. Another issue to be considered when comparing the samples with CNT and samples with NEAT is that the displacement amounts were the same under these loads. In other words, samples with CNT carried more load for the same displacement. In addition, the ratio of the maximum load value to the cross-sectional area of the sample (25 mm × 3 mm) and the stress values were also calculated (
Figure 6). Damage formations in the samples occurred as shown in
Figure 7. The experiment was terminated by observing fiber breakage damage as a result of typical pressure crushing. The initial stiffness values, that is, the angle of the curve with the horizontal, were higher in the CNT.
The buckling load–displacement plots of the specimens are shown in
Figure 8 and
Figure 9. The relationship for simple–simple is given in
Figure 8, and the relationship for the clamped–clamped situation is given in
Figure 9. When
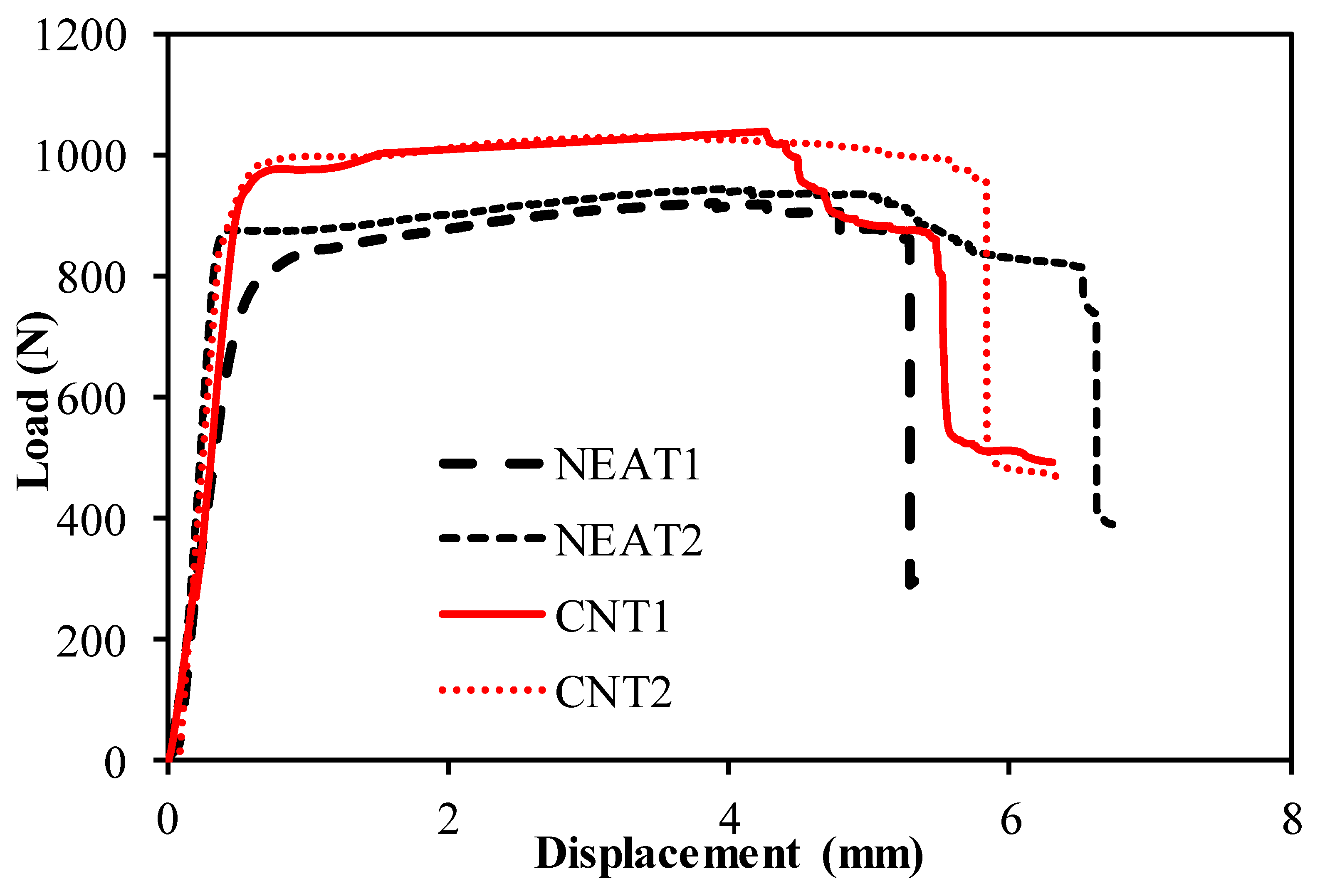
Figure 8 is examined, it can be seen that the mean buckling load value of CNT1 and CNT2 was 1036 N, while the mean buckling load value of NEAT1 and NEAT2 was 933 N. Maximum buckling load values of CNT1 and CNT2 were 12.8% and 10% higher than NEAT1 and NEAT2, respectively, while CNT2 was 11.8% and 9.1% higher (
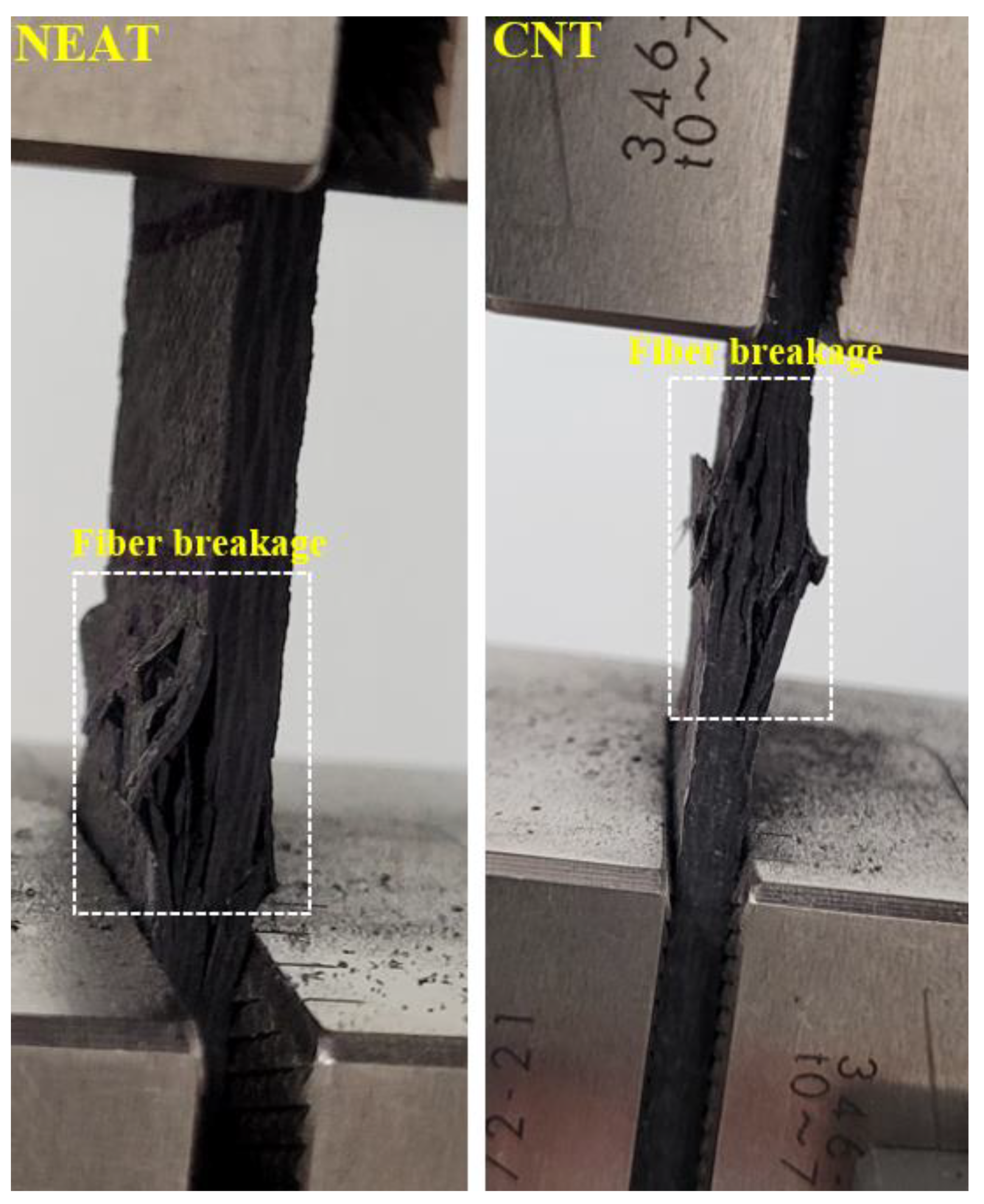
Table 6). In other words, samples with CNT carried a 11% greater buckling load on average than samples with NEAT. All specimens had vertical displacements between 5.48 mm and 6.73 mm due to buckling. This shows that the simple–simple supported CNT specimens achieved similar displacement with a higher buckling load. When
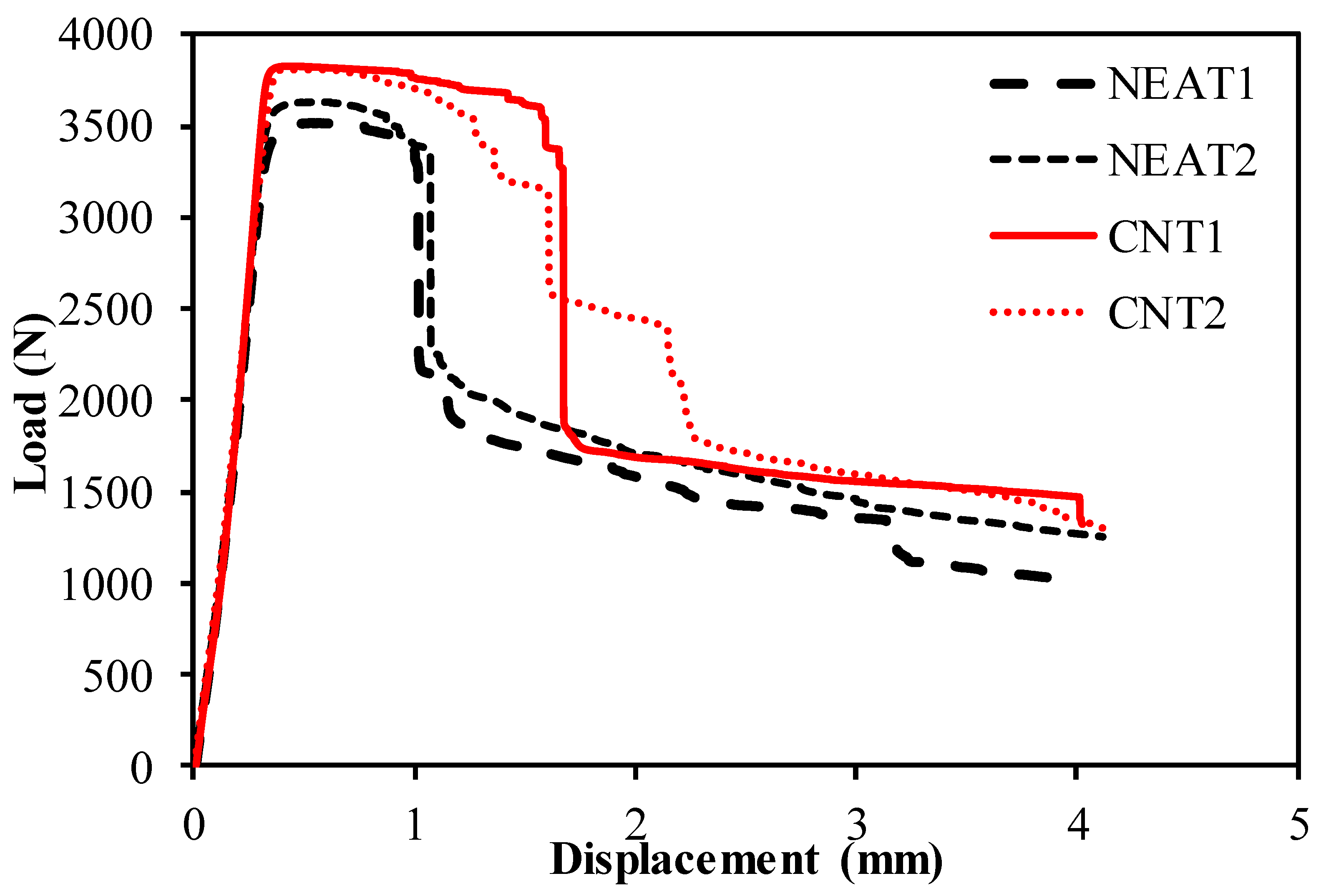
Figure 9 is examined, it can be seen that the mean buckling load value of CNT1 and CNT2 was 3817 N as a result of the buckling test, while it was calculated as 3572 N for NEAT1 and NEAT2. The average load-carrying capacity for the clamped–clamped boundary condition was 268% higher in the CNT samples and 282% higher in the NEAT samples compared to the simple–simple condition (
Table 7). Up until the critical buckling threshold, the specimens showed a more rigid behavior as a result of the clamped–clamped boundary conditions.
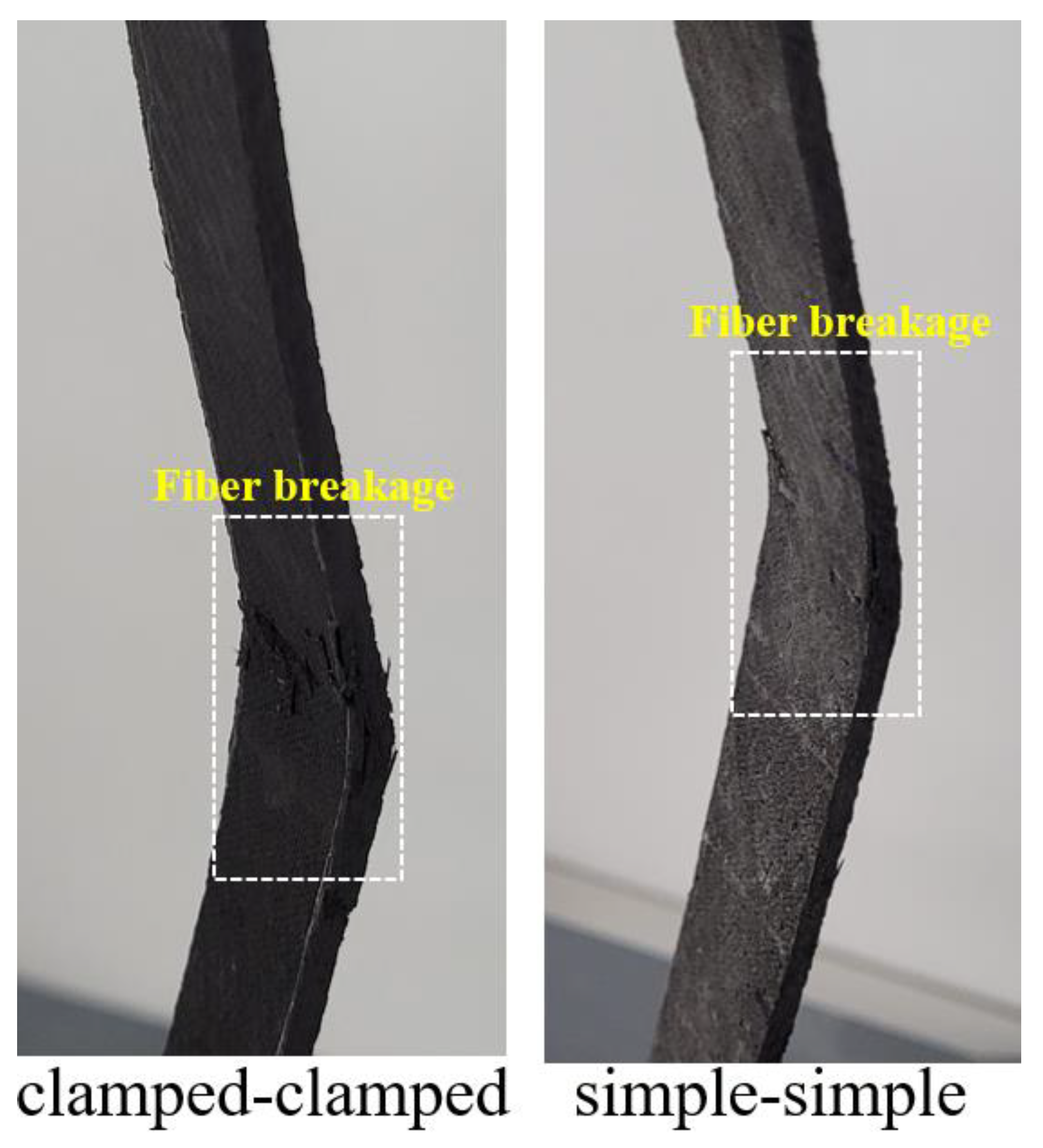
Final damage views on the samples are given in
Figure 10. The final damage in both support boundary conditions was fiber breakage. However, this situation was observed more clearly in the clamped–clamped boundary condition.


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}