
Investigation on the Performance of Coated Carbide Tool during Dry Turning of AISI 4340 Alloy Steel

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Workpiece Material
2.2. Details of Experimentation
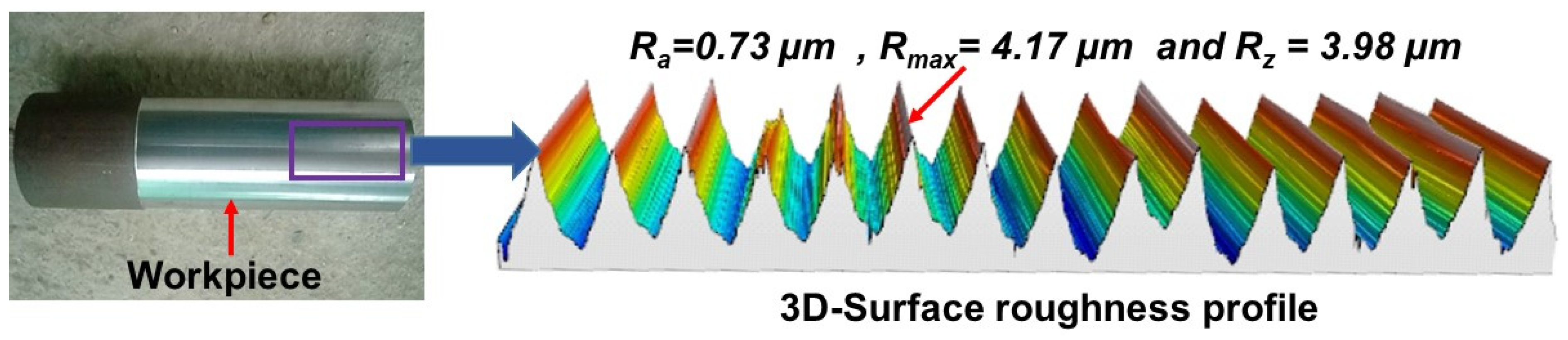
2.2.1. Surface Roughness Evaluation
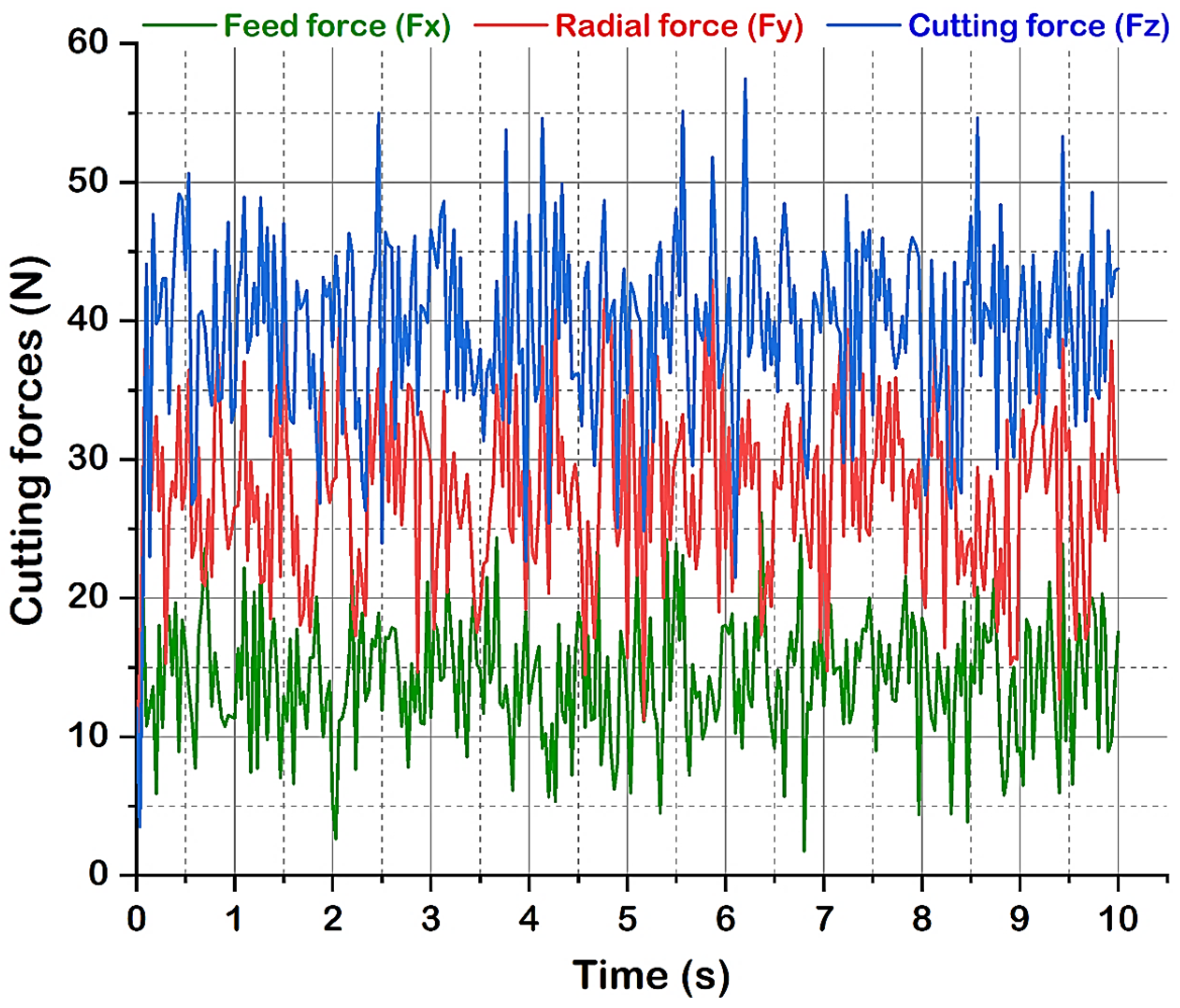
2.2.2. Evaluation of Cutting Forces
2.2.3. Evaluation of Generated Chips
3. Results and Discussion
4. Conclusions
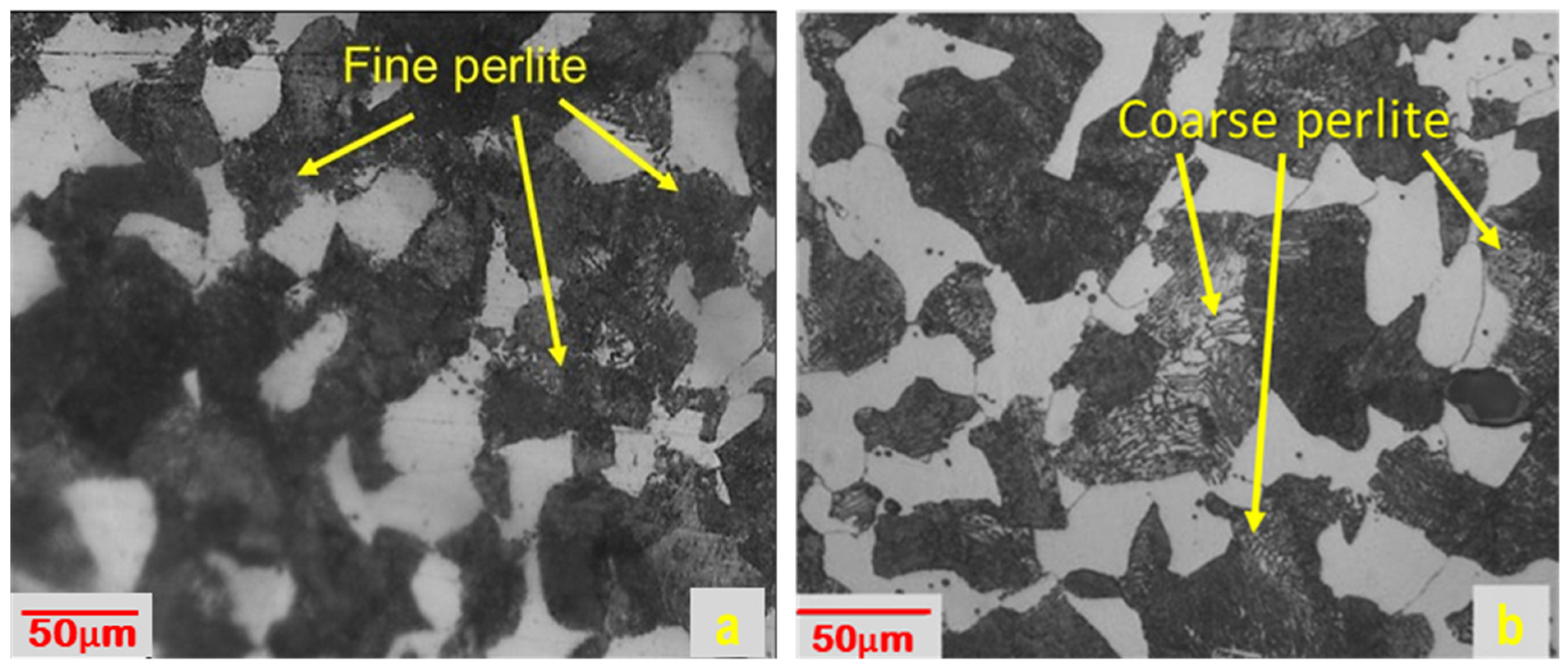
- Annealing resulted from the lowering of machining forces and surface roughness by changing a fine perlite structure into a coarse perlite structure, which reduced the hardness of AISI 4340 alloy steel.
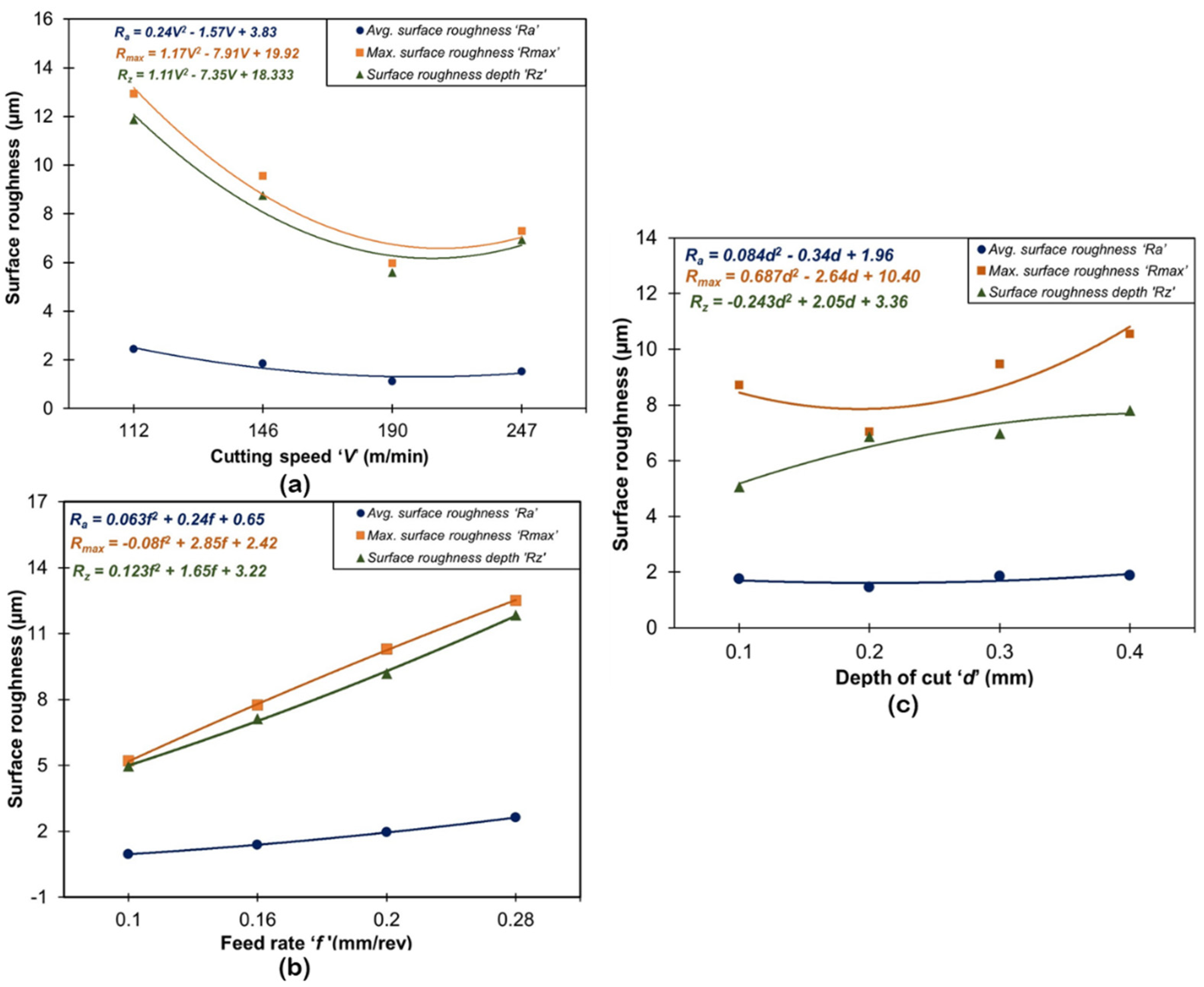
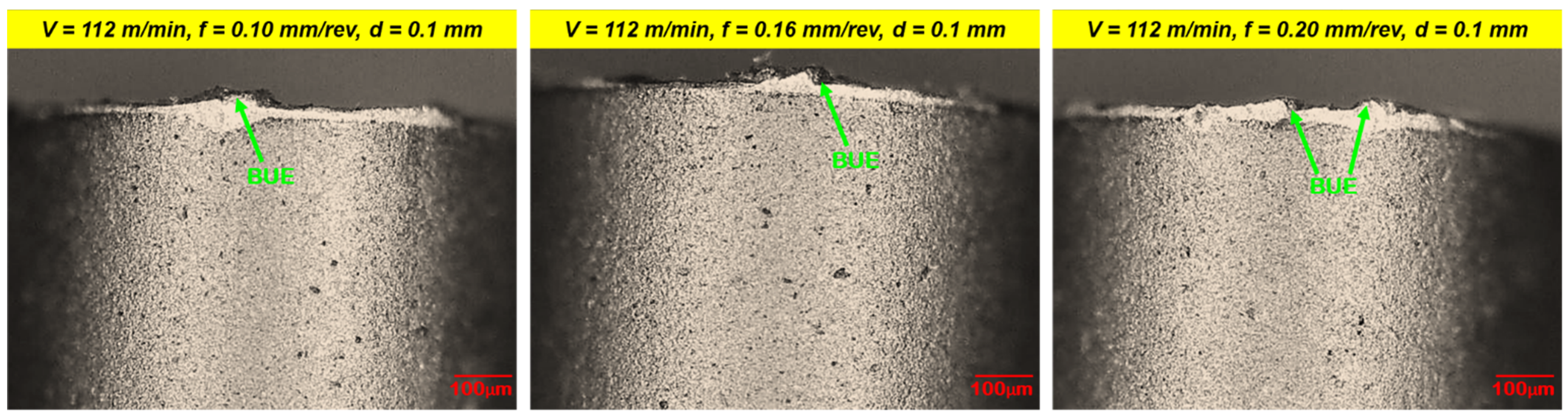
- Feed was noted as the most influential cutting variable on the surface roughness of the machined components. The cutting speed was found to be the second most influential parameter influencing the machined surface quality. Whereas depth of cut shows a very minimal impact on the surface finish of machined components. Increasing feed increases the formation of BUE and cutter feed marks which deteriorates the surface finish. An increase in machining speed causes the restriction of BUE formation and it results in an improvement in surface finish. A high depth of cut results in more material removal and more heat generation, which deteriorates the surface finish.
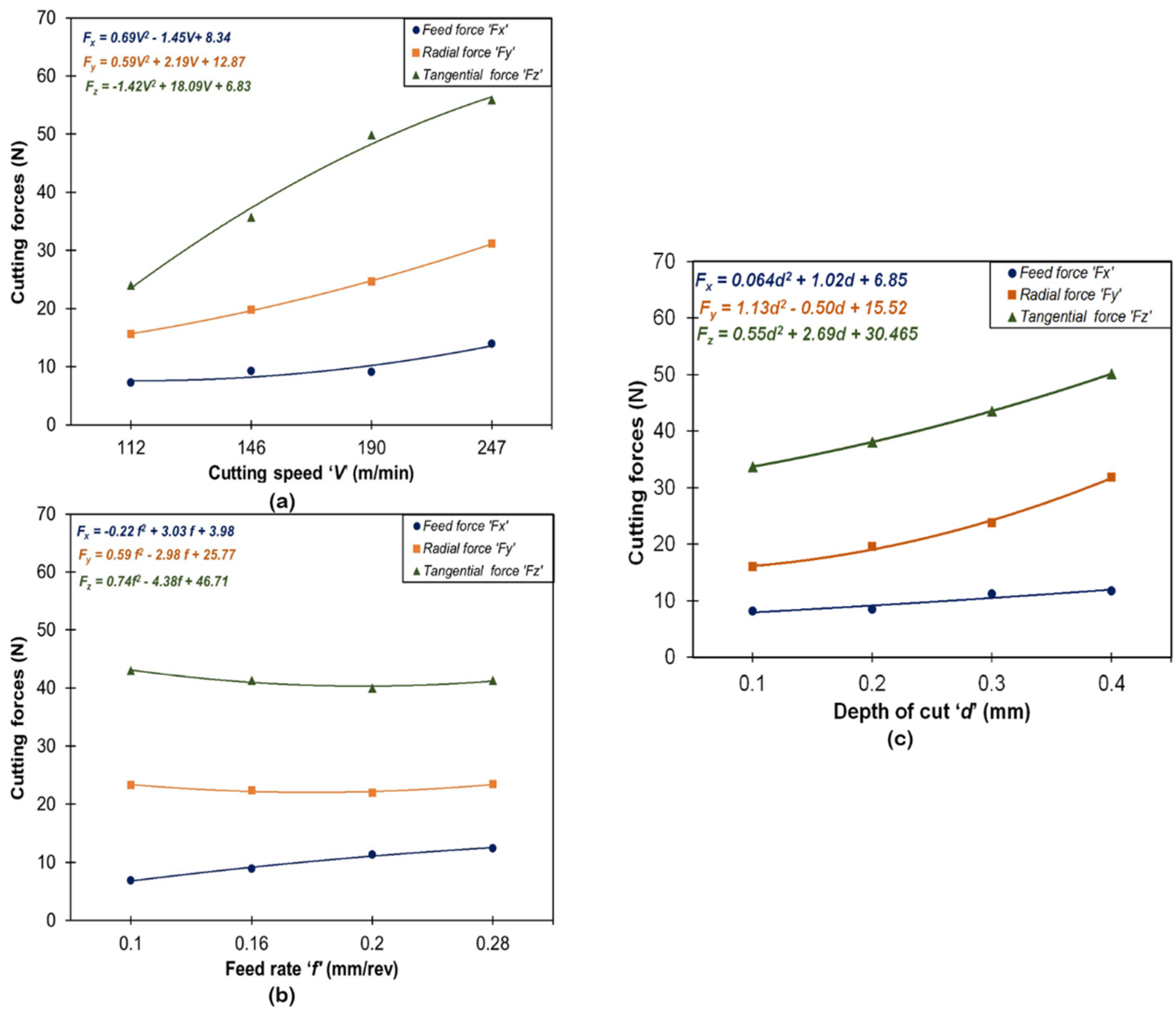
- Machining under a higher range of speed, feed and doc resulted in more material removal from the workpiece surface in a short period which resulted in a raising of cutting forces. High speed and doc cause intense heat generation at the work-tool interface and rubbing of the tool takes place which results in extreme flank wear. High-value depth of cut results in high chip thickness but it deteriorates surface finish because of high cutting forces and excessive tool vibration.
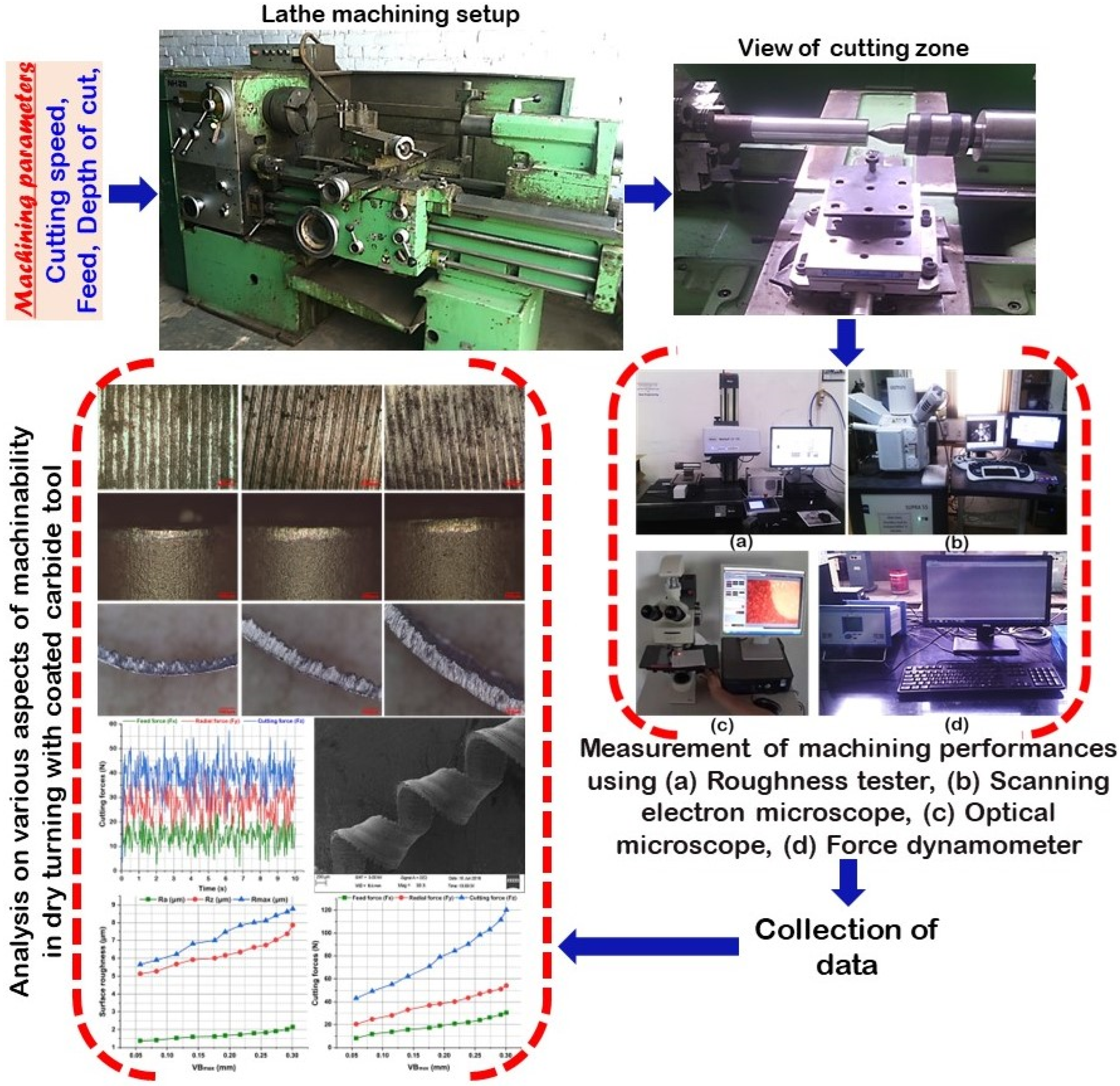
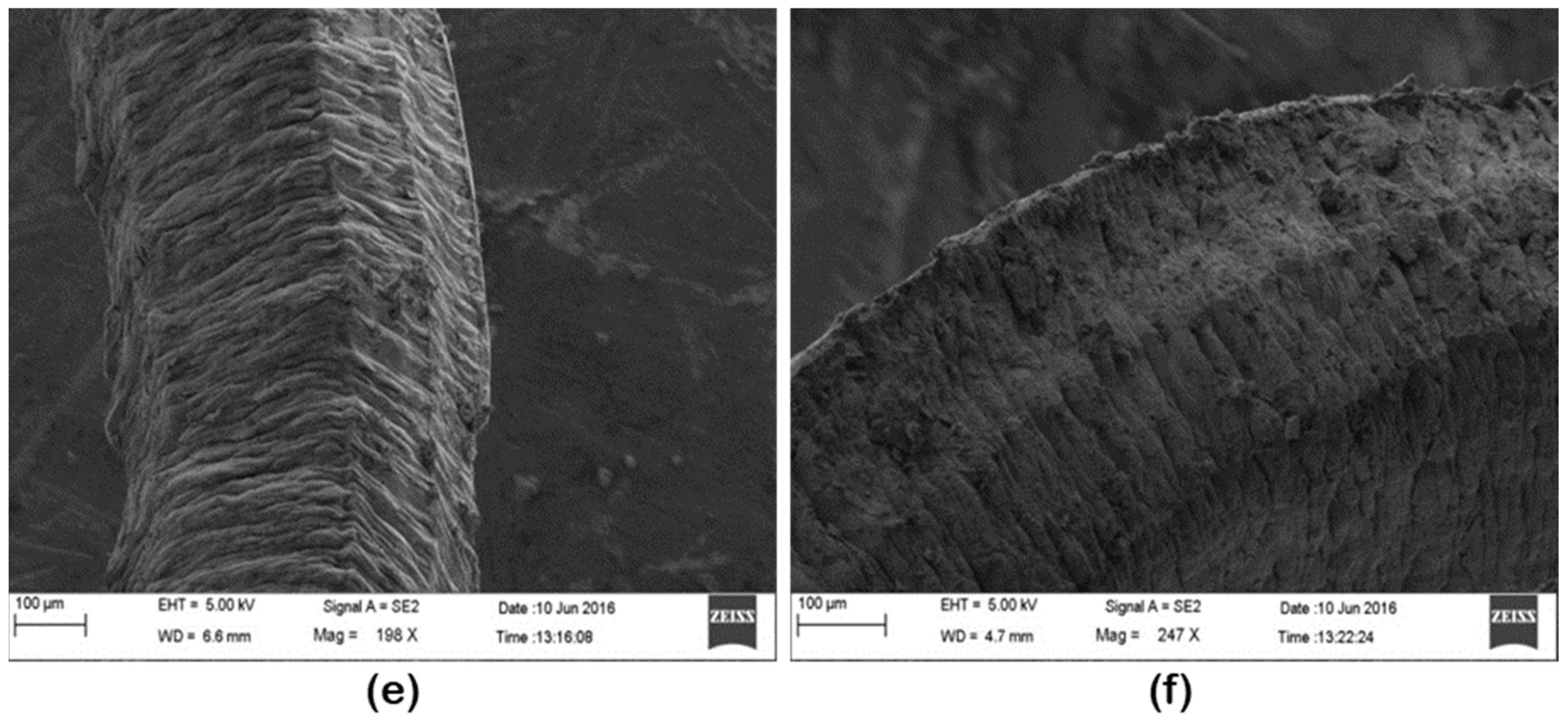
- Microscopic images of worn-out tools show the presence of BUE and adhered chip particles. The existence of marks on the bottom of the flank surface suggests an abrasion mode of wear. SEM observation of chips demonstrates the generation of saw-tooth chips with even shear patterns.
- Machined surface finish and cutting forces in turning is a function of the wear profile of coated carbide inserts.
- The above study proves annealing is a simple, easy, and economic process to improve the machinability of AISI 4340 alloy steel. This study will be helpful for industries and tool rooms that are involved in the machining of alloy steel for manufacturing components.
Author Contributions
Funding
Conflicts of Interest
References
- Muthuramalingam, T.; Akash, R.; Krishnan, S.; Phan, N.H.; Pi, V.N.; Elsheikh, A.H. Surface quality measures analysis and optimization on machining titanium alloy using CO2 based laser beam drilling process. J. Manuf. Process. 2020, 62, 1–6. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Muthuramalingam, T.; Moustafa, E.B.; Elsheikh, A. Influences of tool electrodes on machinability of titanium α- β alloy with ISO energy pulse generator in EDM process. Alex. Eng. J. 2022, 63, 465–474. [Google Scholar] [CrossRef]
- Elsheikh, A. Bistable Morphing Composites for Energy-Harvesting Applications. Polymers 2022, 14, 1893. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, K.J.B.; De Sousa, R.R.M.; De Araújo, F.O.; De Brito, R.A.; Barbosa, J.C.P.; Alves, C., Jr. Industrial application of AISI 4340 steels treated in cathodic cage plasma nitriding technique. Mater. Sci. Eng. A 2008, 479, 142–147. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Elaziz, M.A.; Das, S.R.; Muthuramalingam, T.; Lu, S. A new optimized predictive model based on political optimizer for eco-friendly MQL-turning of AISI 4340 alloy with nano-lubricants. J. Manuf. Process. 2021, 67, 562–578. [Google Scholar] [CrossRef]
- Raof, N.A.; Ghani, J.A.; Haron, C.H.C. Machining-induced grain refinement of AISI 4340 alloy steel under dry and cryogenic conditions. J. Mater. Res. Technol. 2019, 8, 4347–4353. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Guo, J.; Huang, Y.; Ji, J.; Lee, K.-M. Temperature field sensing of a thin-wall component during machining: Numerical and experimental investigations. Int. J. Heat Mass Transf. 2018, 126, 935–945. [Google Scholar] [CrossRef]
- Badaruddin, M.; Sugiyanto; Wardono, H.; Andoko; Wang, C.; Rivai, A. Improvement of low-cycle fatigue resistance in AISI 4140 steel by annealing treatment. Int. J. Fatigue 2019, 125, 406–417. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Shanmugan, S.; Muthuramalingam, T.; Thakur, A.K.; Essa, F.A.; Ibrahim, A.M.M.; Mosleh, A.O. A comprehensive review on residual stresses in turning. Adv. Manuf. 2022, 10, 287–312. [Google Scholar] [CrossRef]
- Wagri, N.K.; Petare, A.; Agrawal, A.; Rai, R.; Malviya, R.; Dohare, S.; Kishore, K. An overview of the machinability of alloy steel. Mater. Today Proc. 2022, 62, 3771–3781. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Elsheikh, A.H.; Moustafa, E.B.; Basha, M.; Mosleh, A.O. Prediction of residual stresses in turning of pure iron using artificial intelligence-based methods. J. Mater. Res. Technol. 2021, 11, 2181–2194. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Muthuramalingam, T.; Shanmugan, S.; Ibrahim, A.M.M.; Ramesh, B.; Khoshaim, A.B.; Moustafa, E.B.; Bedairi, B.; Panchal, H.; Sathyamurthy, R. Fine-tuned artificial intelligence model using pigeon optimizer for prediction of residual stresses during turning of Inconel 718. J. Mater. Res. Technol. 2021, 15, 3622–3634. [Google Scholar] [CrossRef]
- Padhan, S.; Das, S.R.; Das, A.; Alsoufi, M.S.; Ibrahim, A.M.M.; Elsheikh, A. Machinability Investigation of Nitronic 60 Steel Turning Using SiAlON Ceramic Tools under Different Cooling/Lubrication Conditions. Materials 2022, 15, 2368. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Omer, M.A.; Das, S.R.; Li, W.; Alsoufi, M.S.; Elsheikh, A. Evaluating the effect of minimum quantity lubrication during hard turning of AISI D3 steel using vegetable oil enriched with nano-additives. Alex. Eng. J. 2022, 61, 10925–10938. [Google Scholar] [CrossRef]
- Saï, W.B. An investigation of tool wear in high-speed turning of AISI 4340 steel. Int. J. Adv. Manuf. Technol. 2005, 26, 330–334. [Google Scholar] [CrossRef]
- Aslan, E.; Camuşcu, N.; Birgören, B. Design optimization of cutting parameters when turning hardened AISI 4140 steel (63 HRC) with Al2O3+TiCN mixed ceramic tool. Mater. Des. 2007, 28, 1618–1622. [Google Scholar] [CrossRef]
- Asiltürk, I.; Akkuş, H. Determining the effect of cutting parameters on surface roughness in hard turning using the Taguchi method. Measurement 2011, 44, 1697–1704. [Google Scholar] [CrossRef]
- Coto, B.; Navas, V.G.; Gonzalo, O.; Aranzabe, A.; Sanz, C. Influences of turning parameters in surface residual stresses in AISI 4340 steel. Int. J. Adv. Manuf. Technol. 2010, 53, 911–919. [Google Scholar] [CrossRef]
- Saini, A.; Dhiman, S.; Sharma, R.; Setia, S. Experimental estimation and optimization of process parameters under minimum quantity lubrication and dry turning of AISI-4340 with different carbide inserts. J. Mech. Sci. Technol. 2014, 28, 2307–2318. [Google Scholar] [CrossRef]
- Das, S.R.; Dhupal, D.; Kumar, A. Experimental investigation into machinability of hardened AISI 4140 steel using TiN coated ceramic tool. Measurement 2015, 62, 108–126. [Google Scholar] [CrossRef]
- Das, A.; Das, S.R.; Panda, A.; Patel, S.K. Experimental investigation into machinability of hardened AISI D6 steel using newly developed AlTiSiN coated carbide tools under sustainable finish dry hard turning. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2022, 236, 09544089221078137. [Google Scholar] [CrossRef]
- Sohrabpoor, H.; Khanghah, S.P.; Teimouri, R. Investigation of lubricant condition and machining parameters while turning of AISI 4340. Int. J. Adv. Manuf. Technol. 2015, 76, 2099–2116. [Google Scholar] [CrossRef]
- Agrawal, A.; Goel, S.; Bin Rashid, W.; Price, M. Prediction of surface roughness during hard turning of AISI 4340 steel (69 HRC). Appl. Soft Comput. 2015, 30, 279–286. [Google Scholar] [CrossRef] [Green Version]
- Chinchanikar, S.; Choudhury, S.K. Cutting force modeling considering tool wear effect during turning of hardened AISI 4340 alloy steel using multi-layer TiCN/Al2O3/TiN-coated carbide tools. Int. J. Adv. Manuf. Technol. 2015, 83, 1749–1762. [Google Scholar] [CrossRef]
- Bin Rashid, W.; Goel, S.; Davim, J.P.; Joshi, S.N. Parametric design optimization of hard turning of AISI 4340 steel (69 HRC). Int. J. Adv. Manuf. Technol. 2016, 82, 451–462. [Google Scholar] [CrossRef] [Green Version]
- Khan, P.L.; Bhivsane, S. Experimental Analysis and Investigation of Machining Parameters in Finish Hard Turning of AISI 4340 Steel. Procedia Manuf. 2018, 20, 265–270. [Google Scholar] [CrossRef]
- Dogra, M.; Sharma, V.S.; Sachdeva, A.; Suri, N.M.; Dureja, J.S. Tool wear, chip formation and workpiece surface issues in CBN hard turning: A review. Int. J. Precis. Eng. Manuf. 2010, 11, 341–358. [Google Scholar] [CrossRef]
- Dogra, M.; Sharma, V.S.; Sachdeva, A.; Suri, N.M.; Dureja, J.S. Performance evaluation of CBN, coated carbide, cryogenically treated uncoated/coated carbide inserts in finish-turning of hardened steel. Int. J. Adv. Manuf. Technol. 2011, 57, 541–553. [Google Scholar] [CrossRef]
- Jiang, W.; Malshe, A.P.; Goforth, R.C. Cubic Boron Nitride (cBN) based nanocomposite coatings on cutting inserts with chip breakers for hard turning applications. Surf. Coat. Technol. 2005, 200, 1849–1854. [Google Scholar] [CrossRef]
- Remadna, M.; Rigal, J.F. Evolution during time of tool wear and cutting forces in the case of hard turning with CBN inserts. J. Mater. Process. Technol. 2006, 178, 67–75. [Google Scholar] [CrossRef]
- Reis, B.C.M.; dos Santos, A.J.; dos Santos, N.F.P.; Câmara, M.A.; de Faria, P.E.; Abrão, A.M. Cutting performance and wear behavior of coated cermet and coated carbide tools when turning AISI 4340 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1655–1663. [Google Scholar] [CrossRef]
- Da Silva, L.R.; Couto, D.A.; dos Santo, F.V.; Duarte, F.J.; Mazzaro, R.S.; Veloso, G.V. Evaluation of machined surface of the hardened AISI 4340 steel through roughness and residual stress parameters in turning and grinding. Int. J. Adv. Manuf. Technol. 2020, 107, 791–803. [Google Scholar] [CrossRef]
- E92-82 AS; Standard Test Method for Vickers Hardness of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2003.
- Kumar, K.M.; Hariharan, P.; Ramesh, B. Study on the influential process parameters in machining the austempered ductile iron. Mater. Manuf. Process. 2018, 33, 414–421. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Elsheikh, A. Predicting Characteristics of Dissimilar Laser Welded Polymeric Joints Using a Multi-Layer Perceptrons Model Coupled with Archimedes Optimizer. Polymers 2023, 15, 233. [Google Scholar] [CrossRef] [PubMed]
- Modi, K.V.; Modi, J.G. Influence of wick pile of jute cloth on distillate yield of double-basin single-slope solar still: Theoretical and experimental study. Sol. Energy 2020, 205, 512–530. [Google Scholar] [CrossRef]
- Das, A.; Padhan, S.; Das, S.R.; Alsoufi, M.S.; Ibrahim, A.M.M.; Elsheikh, A. Performance Assessment and Chip Morphology Evaluation of Austenitic Stainless Steel under Sustainable Machining Conditions. Metals 2021, 11, 1931. [Google Scholar] [CrossRef]
- Aouici, H.; Yallese, M.A.; Chaoui, K.; Mabrouki, T.; Rigal, J.-F. Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization. Measurement 2012, 45, 344–353. [Google Scholar] [CrossRef]
- Khellaf, A.; Aouici, H.; Smaiah, S.; Boutabba, S.; Yallese, M.A.; Elbah, M. Comparative assessment of two ceramic cutting tools on surface roughness in hard turning of AISI H11 steel: Including 2D and 3D surface topography. Int. J. Adv. Manuf. Technol. 2017, 89, 333–354. [Google Scholar] [CrossRef]
- Panda, A.; Das, S.R.; Dhupal, D. Surface Roughness Analysis for Economical Feasibility Study of Coated Ceramic Tool in Hard Turning Operation. Process Integr. Optim. Sustain. 2017, 1, 237–249. [Google Scholar] [CrossRef]
- Panda, A.; Das, S.R.; Dhupal, D. Machinability Investigation of HSLA Steel in Hard Turning with Coated Ceramic Tool: Assessment, Modeling, Optimization and Economic Aspects. J. Adv. Manuf. Syst. 2019, 18, 625–655. [Google Scholar] [CrossRef]
- Mahapatra, S.; Das, A.; Jena, P.C.; Das, S.R. Turning of hardened AISI H13 steel with recently developed S3P-AlTiSiN coated carbide tool using MWCNT mixed nanofluid under minimum quantity lubrication. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Samuel, G. Some studies on hard turning of AISI 4340 steel using multilayer coated carbide tool. Measurement 2012, 45, 1872–1884. [Google Scholar] [CrossRef]
- Sadílek, M.; Dubský, J.; Sadílková, Z.; Poruba, Z. Cutting forces during turning with variable depth of cut. Perspect. Sci. 2016, 7, 357–363. [Google Scholar] [CrossRef] [Green Version]
- Siregar, S.A.F.; Triono, A.; Darsin, M.; Mulyadi, S. Measuring Feed Force in Machining Using a Strain Gage. JEMMME J. Energy Mech. Mater. Manuf. Eng. 2021, 6, 9–14. [Google Scholar] [CrossRef]
- Das, A.; Mohapatra, S.; Gajrani, K.K.; Das, S.R.; Patel, S.K. Comparative performance evaluation between HSN-TiAlxN and TiCN coated carbide tools in hard turning of AISI D6 steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022. [Google Scholar] [CrossRef]
- Basavarajappa, S.; Suresh, R.; Gaitonde, V.; Samuel, G. Analysis of cutting forces and surface roughness in hard turning of AISI 4340 using multilayer coated carbide tool. Int. J. Mach. Mach. Mater. 2014, 16, 169–185. [Google Scholar] [CrossRef]
- Das, A.; Kamal, M.; Das, S.R.; Patel, S.K.; Panda, A.; Rafighi, M.; Biswal, B.B. Comparative assessment between AlTiN and AlTiSiN coated carbide tools towards machinability improvement of AISI D6 steel in dry hard turning. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 236, 3174–3197. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Fox-Rabinovich, G.; Paiva, J.M.; Wagg, T.; Veldhuis, S.C. Effect of Built-Up Edge Formation during Stable State of Wear in AISI 304 Stainless Steel on Machining Performance and Surface Integrity of the Machined Part. Materials 2017, 10, 1230. [Google Scholar] [CrossRef]
- Yallese, M.A.; Chaoui, K.; Zeghib, N.; Boulanouar, L.; Rigal, J.-F. Hard machining of hardened bearing steel using cubic boron nitride tool. J. Mater. Process. Technol. 2009, 209, 1092–1104. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameters | Levels | |||
|---|---|---|---|---|
| I | II | III | IV | |
| Cutting speed ‘V’ (m/min) | 112 | 146 | 190 | 247 |
| Feed ‘f’ (mm/rev) | 0.10 | 0.16 | 0.20 | 0.28 |
| Depth of cut ‘d’ (mm) | 0.1 | 0.2 | 0.3 | 0.4 |
| Fixed input parameters: Machining time: 10 s; Temperature: 31 °C | ||||
Exp. No. | Variable Parameters | Machining Responses | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| V (m/min) | f (mm/rev) | d (mm) | Ra (µm) | Rmax (µm) | Rz (µm) | Fx (N) | Fy (N) | Fz (N) | tc (mm) | |
| 1 | 112 | 0.10 | 0.1 | 1.58 | 7.92 | 7.54 | 2.55 | 8.64 | 15.98 | 0.15 |
| 2 | 112 | 0.16 | 0.2 | 2.41 | 12.00 | 11.60 | 4.36 | 12.90 | 17.28 | 0.25 |
| 3 | 112 | 0.20 | 0.3 | 2.42 | 13.90 | 12.00 | 9.82 | 15.23 | 27.53 | 0.24 |
| 4 | 112 | 0.28 | 0.4 | 3.35 | 17.90 | 16.30 | 12.18 | 25.67 | 35.31 | 0.33 |
| 5 | 146 | 0.10 | 0.2 | 0.73 | 4.17 | 3.98 | 4.85 | 15.85 | 37.45 | 0.16 |
| 6 | 146 | 0.16 | 0.1 | 1.11 | 6.61 | 6.14 | 6.90 | 13.54 | 29.94 | 0.14 |
| 7 | 146 | 0.20 | 0.4 | 2.32 | 13.10 | 11.30 | 10.69 | 27.90 | 39.24 | 0.34 |
| 8 | 146 | 0.28 | 0.3 | 3.27 | 14.20 | 13.60 | 14.66 | 21.82 | 36.39 | 0.25 |
| 9 | 190 | 0.10 | 0.3 | 0.75 | 4.37 | 4.15 | 5.25 | 26.14 | 52.52 | 0.19 |
| 10 | 190 | 0.16 | 0.4 | 1.05 | 6.80 | 5.75 | 9.18 | 31.22 | 60.15 | 0.17 |
| 11 | 190 | 0.20 | 0.1 | 1.56 | 7.65 | 7.37 | 11.19 | 18.31 | 41.13 | 0.26 |
| 12 | 190 | 0.28 | 0.2 | 1.12 | 5.27 | 5.10 | 10.89 | 22.84 | 45.64 | 0.30 |
| 13 | 247 | 0.10 | 0.4 | 0.81 | 4.37 | 4.21 | 14.89 | 42.67 | 65.93 | 0.23 |
| 14 | 247 | 0.16 | 0.3 | 0.96 | 5.61 | 5.03 | 15.14 | 31.89 | 57.83 | 0.20 |
| 15 | 247 | 0.20 | 0.2 | 1.55 | 6.53 | 6.12 | 13.65 | 26.57 | 51.97 | 0.28 |
| 16 | 247 | 0.28 | 0.1 | 2.78 | 12.70 | 12.40 | 12.07 | 23.49 | 47.83 | 0.31 |
| Sources | DOF | SS | MS | F | P | Contr. % | Remark |
|---|---|---|---|---|---|---|---|
| (a) For average surface roughness ‘Ra’ | |||||||
| Cutting speed ‘V’ | 3 | 3.7410 | 1.2470 | 4.61 | 0.053 | 30.926 | |
| Feed rate ‘f’ | 3 | 6.2705 | 2.0902 | 7.73 | 0.017 | 51.842 | Significant |
| Depth of cut ‘d’ | 3 | 0.4620 | 0.1540 | 0.57 | 0.655 | 3.819 | |
| Error | 6 | 1.6217 | 0.2703 | 13.407 | |||
| Total | 15 | 12.0952 | 100 | ||||
| (b) For maximum surface roughness ‘Rmax’ | |||||||
| Cutting speed ‘V’ | 3 | 111.218 | 37.073 | 9.32 | 0.011 | 39.636 | Significant |
| Feed rate ‘f’ | 3 | 119.881 | 39.960 | 10.04 | 0.009 | 42.729 | Significant |
| Depth of cut ‘d’ | 3 | 25.991 | 8.664 | 2.18 | 0.192 | 9.262 | |
| Error | 6 | 23.869 | 3.978 | 8.506 | |||
| Total | 15 | 280.959 | 100 | ||||
| (c) For surface roughness depth ‘Rz’ | |||||||
| Cutting speed ‘V’ | 3 | 88.240 | 29.413 | 6.77 | 0.024 | 37.808 | Significant |
| Feed rate ‘f’ | 3 | 103.460 | 34.487 | 7.94 | 0.016 | 44.329 | Significant |
| Depth of cut ‘d’ | 3 | 15.629 | 5.210 | 1.20 | 0.387 | 6.696 | |
| Error | 6 | 26.056 | 4.343 | 11.164 | |||
| Total | 15 | 233.386 | 100 | ||||
| (d) For feed force ‘Fx’ | |||||||
| Cutting speed ‘V’ | 3 | 97.600 | 32.533 | 6.42 | 0.027 | 40.082 | Significant |
| Feed rate ‘f’ | 3 | 74.636 | 24.879 | 4.91 | 0.047 | 30.651 | Significant |
| Depth of cut ‘d’ | 3 | 40.835 | 13.612 | 2.68 | 0.140 | 16.770 | |
| Error | 6 | 30.424 | 5.071 | 12.494 | |||
| Total | 15 | 243.495 | 100 | ||||
| (e) For radial force ‘Fy’ | |||||||
| Cutting speed ‘V’ | 3 | 535.86 | 178.62 | 62.02 | 0.000 | 47.877 | Significant |
| Feed rate ‘f’ | 3 | 6.06 | 2.02 | 0.70 | 0.585 | 0.541 | |
| Depth of cut ‘d’ | 3 | 560.02 | 186.67 | 64.82 | 0.000 | 50.036 | Significant |
| Error | 6 | 17.28 | 2.88 | 1.543 | |||
| Total | 15 | 1119.22 | 100 | ||||
| (f) For cutting force ‘Fz’ | |||||||
| Cutting speed ‘V’ | 3 | 2461.11 | 820.37 | 73.05 | 0.000 | 78.083 | Significant |
| Feed rate ‘f’ | 3 | 18.15 | 6.05 | 0.54 | 0.673 | 0.575 | |
| Depth of cut ‘d’ | 3 | 605.27 | 201.76 | 17.96 | 0.002 | 19.203 | Significant |
| Error | 6 | 67.38 | 11.23 | 2.137 | |||
| Total | 15 | 3151.91 | 100 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wagri, N.K.; Jain, N.K.; Petare, A.; Das, S.R.; Tharwan, M.Y.; Alansari, A.; Alqahtani, B.; Fattouh, M.; Elsheikh, A. Investigation on the Performance of Coated Carbide Tool during Dry Turning of AISI 4340 Alloy Steel. Materials 2023, 16, 668. https://doi.org/10.3390/ma16020668
Wagri NK, Jain NK, Petare A, Das SR, Tharwan MY, Alansari A, Alqahtani B, Fattouh M, Elsheikh A. Investigation on the Performance of Coated Carbide Tool during Dry Turning of AISI 4340 Alloy Steel. Materials. 2023; 16(2):668. https://doi.org/10.3390/ma16020668
Chicago/Turabian StyleWagri, Naresh Kumar, Neelesh Kumar Jain, Anand Petare, Sudhansu Ranjan Das, Mohammed Y. Tharwan, Abdulkarim Alansari, Bader Alqahtani, Majed Fattouh, and Ammar Elsheikh. 2023. "Investigation on the Performance of Coated Carbide Tool during Dry Turning of AISI 4340 Alloy Steel" Materials 16, no. 2: 668. https://doi.org/10.3390/ma16020668