
Risk Evaluation for Coating Thickness Conformity Assessment


Abstract
:1. Introduction
2. Materials and Methods
3. Models and Results
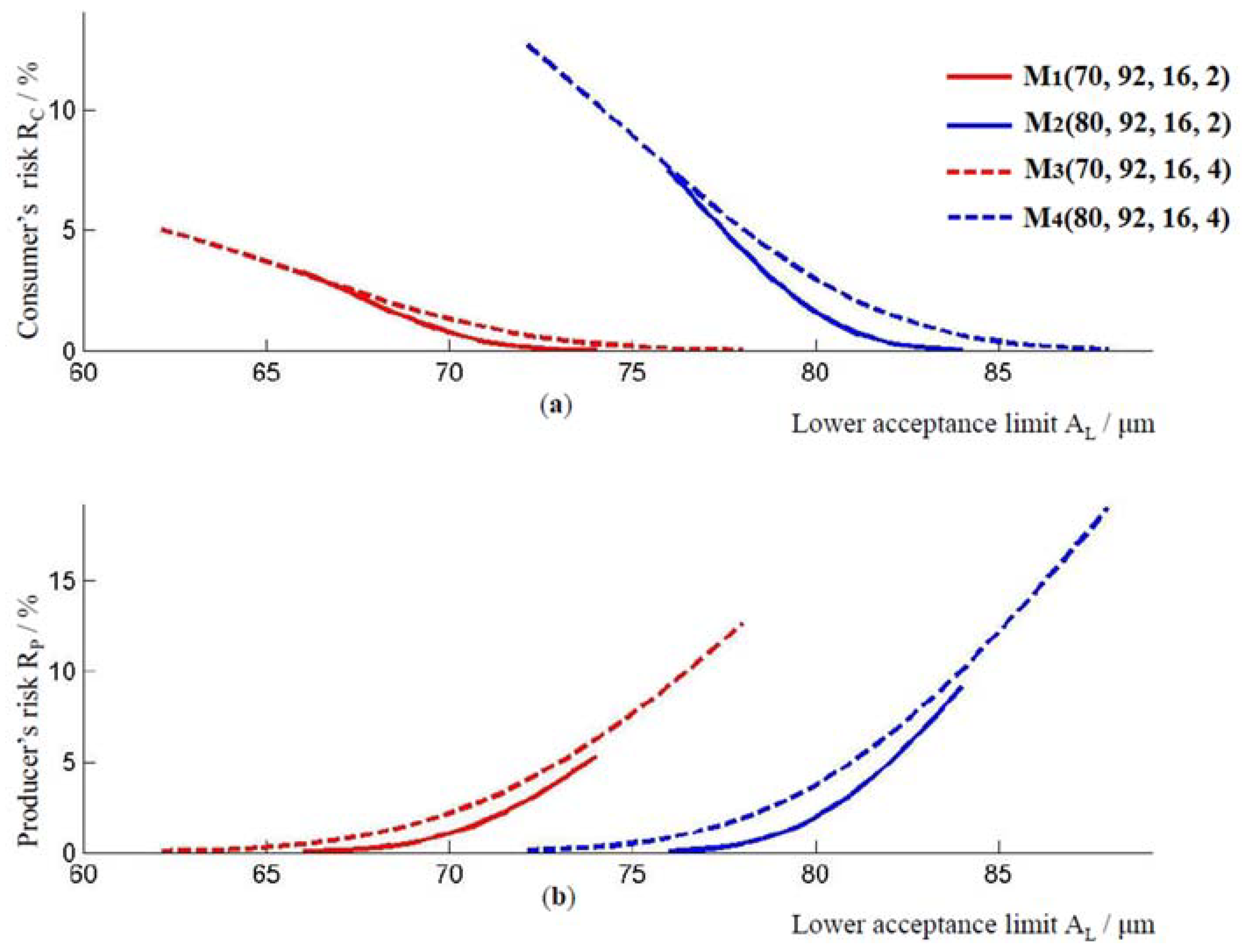
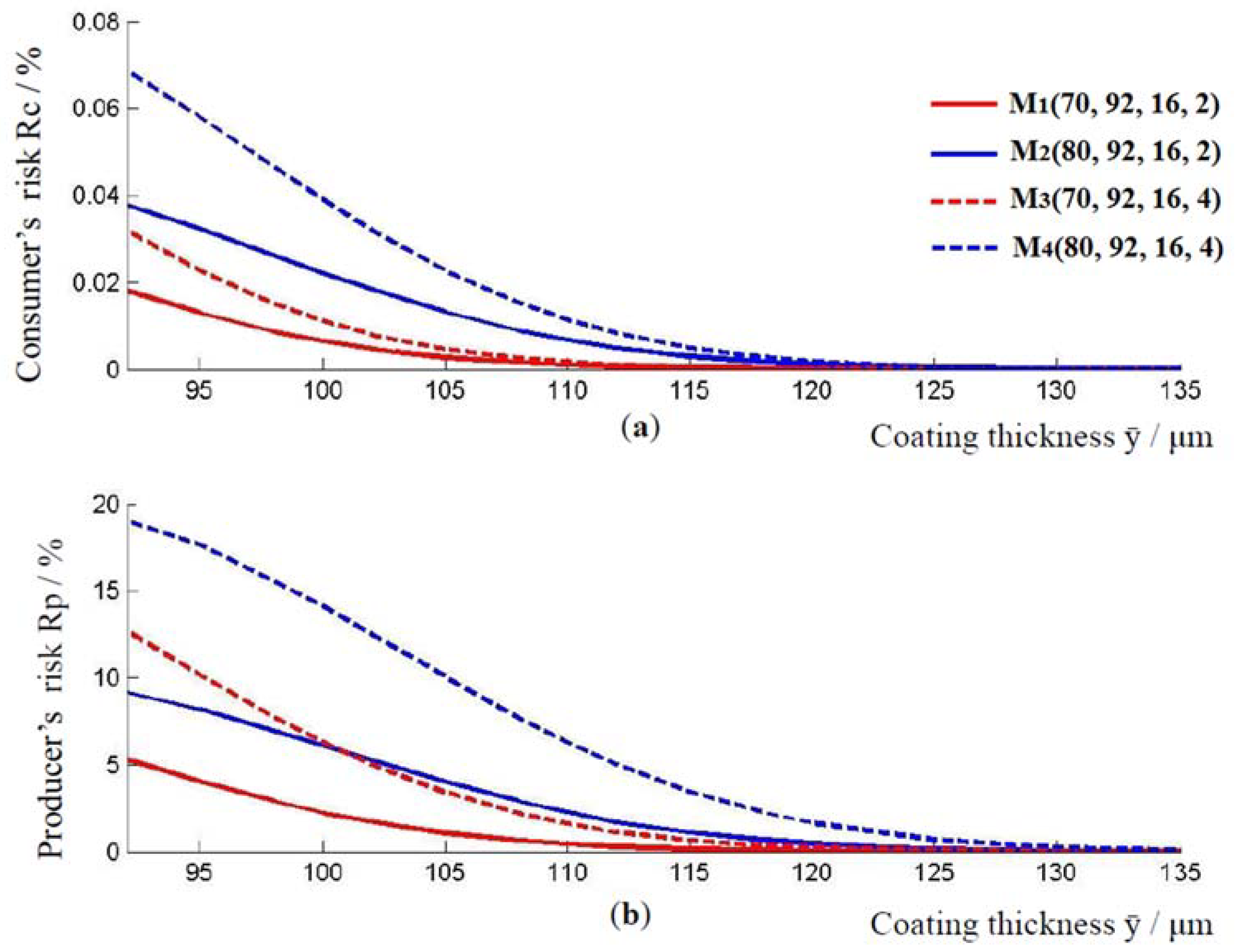
3.1. Straight, Outside Section of the Pipe
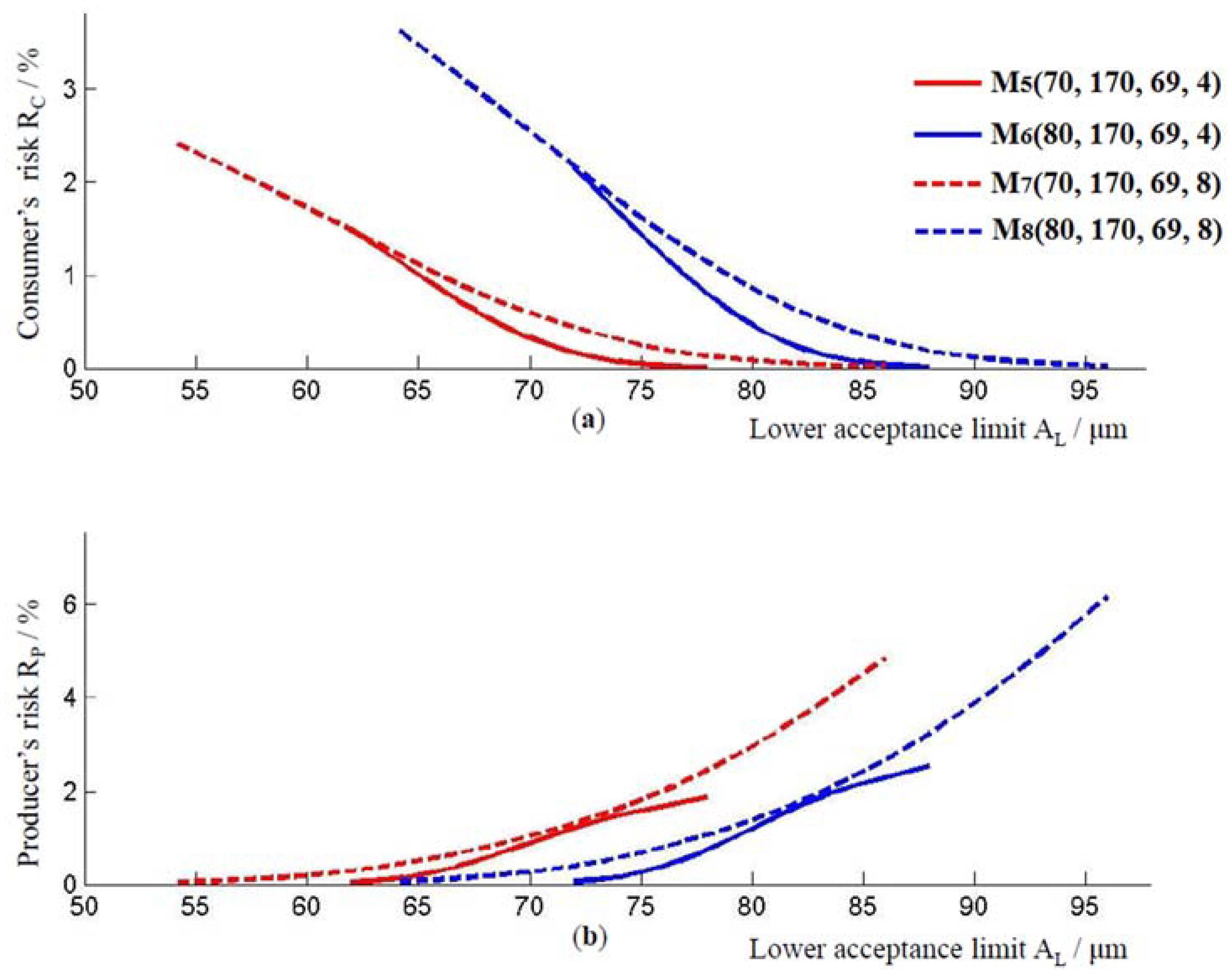
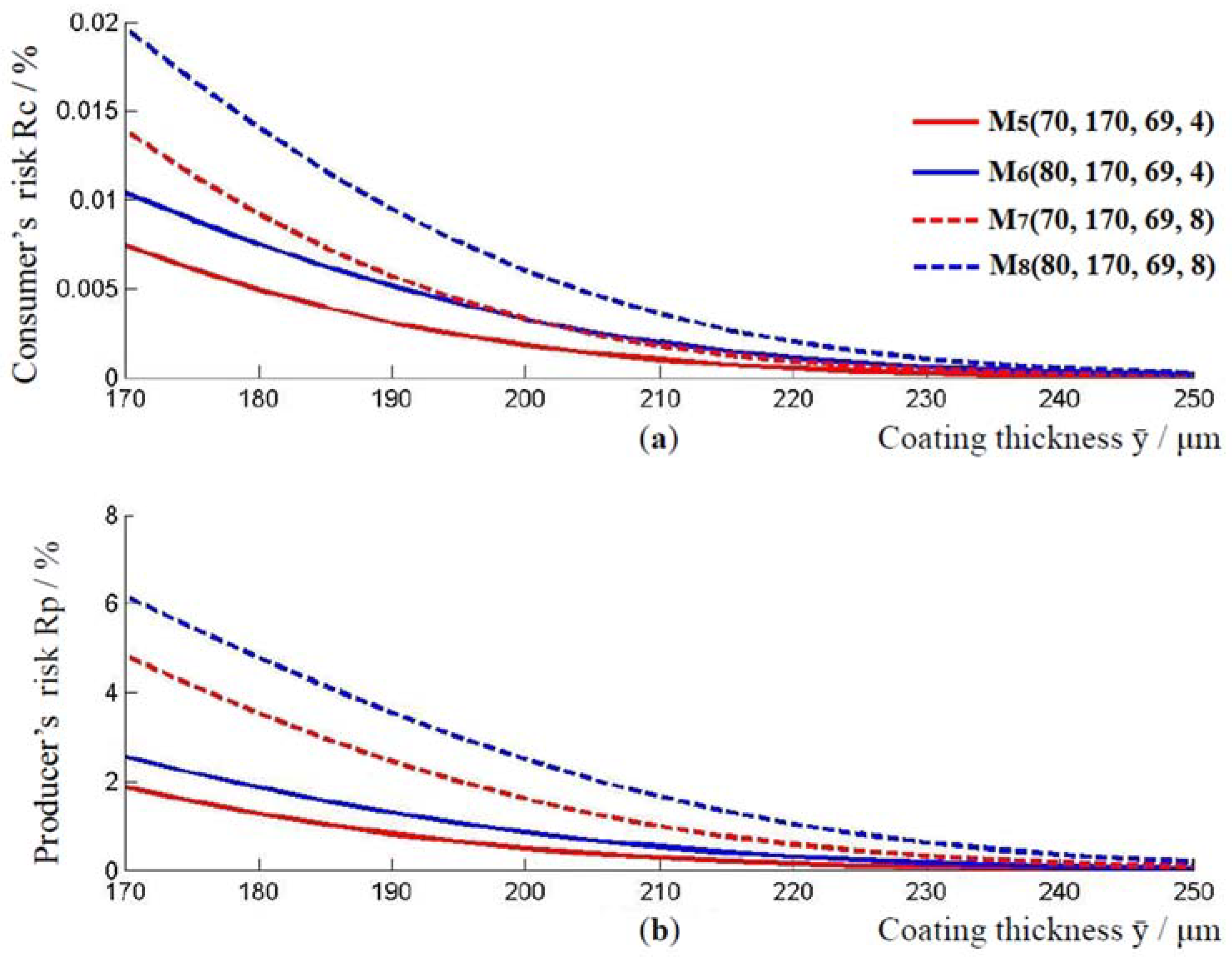
3.2. Pipe Junction
3.3. Common Risk
4. Discussion
5. Conclusions
- The lesser value of the measurement uncertainty leads to a reduced probability that the rejected product is conforming. This benefits the producer. A larger value of standard uncertainty leads to a lager probability that the accepted product is non-conforming.
- The lesser value of the standard measurement uncertainty benefits the consumers in that it protects them from non-conforming products, but it also benefits the producers in the sense that it reduces the likelihood of a wrongful rejection of the conforming product when global risk is calculated. The greater value of the standard measurement uncertainty um harms producers in the sense of the wrongful rejection of the conformity of the product and it also damages the consumer in the sense of the use of non-conforming products when calculating global risk.
- Measurement uncertainty plays a significant role in the conformity assessment process, especially with decisions based on the results of those measurements that are close to the tolerance limit and may be inaccurate and may lead to unintended consequences.
- In order for the likelihood of wrongful decisions being made to be contained within acceptable parameters, a consensus between producers and consumers is paramount. When estimating risk, it is essential to take stock of the measurement uncertainty of the measurement results.
- The rule of divided risk can be proposed as a consensus between producers and consumers. When such a rule is deployed, both the producer and the consumer accept or reject a sample as conforming or non-conforming. As the very name suggests, divided risk says that by using this decision rule, both the producer and the consumer share the consequences for the wrongfully made decisions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- BIPM; IEC; IFCC; ILAC; ISO; IUPAC; IUPAP; OIML. Evaluation of Measurement Data—The Role of Measurement Uncertainty in Conformity Assessment, JCGM 106:2012. BIPM. 2012. Available online: https://www.bipm.org/en/committees/jc/jcgm/publications (accessed on 10 November 2022).
- Kadhim, L. The Corrosion Behavior and Wear Resistance of Gray Cast Iron. Kufa J. Eng. 2018, 9, 118–132. [Google Scholar] [CrossRef]
- Liu, J.; Liu, H.; Tian, X.; Yang, H.; Hao, J. Microstructural evolution and corrosion properties of Ni-based alloy coatings fabricated by multi-layer laser cladding on cast iron. J. Alloys Compd. 2020, 822, 153708. [Google Scholar] [CrossRef]
- Melchers, R.E. Post-perforation external corrosion of cast iron pressurised water mains. Corros. Eng. Sci. Technol. 2017, 52, 541–546. [Google Scholar] [CrossRef]
- Seikh, A.H.; Sarkar, A.; Singh, J.K.; Mohammed, S.M.A.K.; Alharthi, N.; Ghosh, M. Corrosion Characteristics of Copper-Added Austempered Gray Cast Iron (AGCI). Materials 2019, 12, 503. [Google Scholar] [CrossRef] [Green Version]
- Jur, T.; Middleton, J.; Yurko, A.; Windham, R.; Grey, J. Case Studies in Graphitic Corrosion of Cast Iron Pipe. J. Fail. Anal. Prev. 2021, 21, 376–386. [Google Scholar] [CrossRef]
- Khodaei, P.; Shabani-Nooshabadi, M.; Behpour, M. Epoxy-Based nanocomposite coating reinforced by a zeolite complex: Its anticorrosion properties on mild steel in 3.5 wt% NaCl media. Prog. Org. Coat. 2019, 136, 105254. [Google Scholar] [CrossRef]
- Samardžija, M.; Alar, V.; Špada, V.; Stojanović, I. Corrosion Behaviour of an Epoxy Resin Reinforced with Aluminium Nanoparticles. Coatings. 2022, 12, 1500. [Google Scholar] [CrossRef]
- Yuan, H.; Qi, F.; Zhao, N.; Wan, P.; Zhang, B.; Xiong, H.; Liao, B.; Ouyang, X. Graphene Oxide Decorated with Titanium Nanoparticles to Reinforce the Anti-Corrosion Performance of Epoxy Coating. Coatings. 2020, 10, 129. [Google Scholar] [CrossRef] [Green Version]
- Zhou, C.; Li, Z.; Li, J.; Yuan, T.; Chen, B.; Ma, X.; Jiang, D.; Luo, X.; Chen, D.; Liu, Y. Epoxy composite coating with excellent anticorrosion and self-healing performances based on multifunctional zeolitic imidazolate framework derived nanocontainers. Chem.Eng. J. 2020, 385, 123835. [Google Scholar] [CrossRef]
- Ramezanzadeh, M.; Bahlakeh, G.; Ramezanzadeh, B. Development of a nanostructured Ce(III)-Pr(III) film for excellently corrosion resistance improvement of epoxy/polyamide coating on carbon steel. J. Alloys Compd. 2019, 792, 375–388. [Google Scholar] [CrossRef]
- Asmatulu, R.; Mahmud, G.A.; Hille, C.; Misak, H.E. Effects of UV degradation on surface hydrophobicity, crack, and thickness of MWCNT-based nanocomposite coatings. Progr.Org. Coat. 2011, 72, 553–561. [Google Scholar] [CrossRef]
- Miller, G.G.; Kepler, J.L.; Darwin, D. Effect of epoxy coating thickness on bond strength of reinforcing bars. ACI Struct. J. 2003, 100, 314–320. Available online: https://www.researchgate.net/publication/290529164_Effect_of_epoxy_coating_thickness_on_bond_strength_of_reinforcing_bars (accessed on 10 November 2022).
- CSN EN 877; Cast Iron Pipe Systems and Their Components for the Evacuation of Water from Works—Characteristics and Test Methods. Czech Standards Institute: Prague, Czech Republic, 2001.
- ISO 12944-2:2017; Paints and Varnishes—Corrosion Protection of Steel Structures by Protective Paint Systems. Part 2: Classification of Environments. International Organization for Standardization: Geneva, Switzerland, 2018.
- Wang, M.; Wang, J.; Hu, W. Preparation and corrosion behavior of Cu-8-HQ@HNTs/epoxy coating. Prog. Org. Coat. 2020, 139, 105434. [Google Scholar] [CrossRef]
- Xia, D.H.; Song, S.; Tao, L.; Qin, Z.; Wu, Z.; Gao, Z.; Wang, J.; Hu, W.; Behnamian, Y.; Luo, J.L. Review-material degradation assessed by digital image processing: Fundamentals, progresses, and challenges. J. Mater. Sci. Technol. 2020, 53, 146–162. [Google Scholar] [CrossRef]
- Zhou, Q.; Wang, Y.; Bierwagen, G.P. Influence of the composition of working fluids on flow-accelerated organic coating degradation: Deionized water versus electrolyte solution. Corros. Sci. 2012, 55, 97–106. [Google Scholar] [CrossRef]
- EN ISO 8501-1:2007; Preparation of Steel Substrates before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness—Part 1: Rust Grades and Preparation Grades of Uncoated Steel Substrates and of Steel Substrates after Overall Removal of Previous Coatings. Available online: https://www.iso.org/obp/ui/#iso:std:iso:8501:-1:ed-2:v1:en (accessed on 10 November 2022).
- BIPM; IEC; IFCC; ILAC; ISO; IUPAC; IUPAP; OIML. Guide to the Expression of Uncertainty in Measurement, JCGM 100:2008, GUM 1995 with Minor Corrections. BIPM. 2008. Available online: https://www.bipm.org/en/committees/jc/jcgm/publications (accessed on 10 November 2022).
- Bich, W.; Cox, M.G.; Dybkaer, R.; Elster, C.; Estler, W.T.; Hibbert, B.; Imai, H.; Kool, W.; Michotte, C.; Nielsen, L. Revision of the Guide to the Expression of Uncertainty in Measurement. Metrologia. 2012, 49, 702–705. [Google Scholar] [CrossRef]
- Giurlani, W.; Berretti, E.; Innocenti, M.; Lavacchi, A. Measuring the Thickness of Metal Coatings: A Review of the Methods. Coatings 2020, 10, 1211. [Google Scholar] [CrossRef]
- Runje, B.; Baršić, G.; Alar, Ž. Uncertainty Estimation of Coating Thickness Measurement Results. Mater. Test. 2010, 52, 182–186. [Google Scholar] [CrossRef]
- BIPM; IEC; IFCC; ILAC; ISO; IUPAC; IUPAP; OIML. Supplement 1 to the “Guide to the Expression of Uncertainty in Measurement”—Propagation of Distributions Using a Monte Carlo Method, JCGM 101:2008. BIPM. 2008. Available online: https://www.bipm.org/en/committees/jc/jcgm/publications (accessed on 10 November 2022).
- Delker, C.J. Evaluating Risk in an Abnormal World: How Arbitrary Probability Distributions Affect False Accept and Reject Evaluation. In Proceedings of the 2020 NCSLI Workshop & Symposium, Aurora, CO, USA, 22 August 2020; Available online: https://www.osti.gov/biblio/1773035 (accessed on 10 November 2022).
- Harris, P.; Matthews, C.; Cox, M.; Forbes, A. Summarizing the output of a Monte Carlo method for uncertainty evaluation. Metrologia 2014, 51, 243–252. [Google Scholar] [CrossRef]
- Cox, M.; Harris, P.; Siebert, B.R.L. Evaluation of measurement uncertainty based on the propagation of distributions using Monte Carlo simulation. Meas. Tech. 2003, 46, 824–833. [Google Scholar] [CrossRef]
- Van der Veen, A.M.H.; Cox, M.; Greenwood, J.; Bošnjaković, A.; Karahodžic, V.; Martens, S.; Klauenberg, K.; Elster, C.; Demeyer, S.; Fischer, N.; et al. Using the Monte Carlo method. In Compendium of Examples: Good Practice in Evaluating Measurement Uncertainty, 2nd ed.; van der Veen, A.M.H., Cox, M.G., Eds.; Zenodo: Geneve, Switzerland, 2020; pp. 7–21. [Google Scholar] [CrossRef]
- Lira, I.A. Bayesian approach to the consumer’s and producer’s risks in measurement. Metrologia 1999, 36, 397–402. [Google Scholar] [CrossRef]
- Hinrichs, W. The impact of measurement uncertainty on the producer’s and user’s risks, on classification and conformity assessment: An example based on tests on some construction products. Measurement 2006, 15, 289–296. [Google Scholar] [CrossRef]
- Forbes, A.B. Measurement uncertainty and optimized conformance assessment. Measurement 2006, 39, 808–814. [Google Scholar] [CrossRef]
- EUROLAB Technical Report No.1/2017-Decision Rules Applied to Conformity Assessment. Available online: https://www.eurolab.org/pubs-techreports (accessed on 10 November 2022).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Arithmetic Mean ӯ, μm | Standard Deviation μm | Standard Measurement Uncertainty μm | |
|---|---|---|---|
| Straight part | 92 | 16 | 4 |
| Pipe junction | 170 | 69 | 8 |
| Model | pc | Accepted/% | Falsely Rejected/% | Rejected/% | Falsely Accepted/% |
|---|---|---|---|---|---|
| M1 | 0.9251 | 87.224 | 5.287 | 7.472 | 0.018 |
| M1′ | 0.9860 | 96.900 | 1.7 | 1.395 | 0.005 |
| M2 | 0.7659 | 67.175 | 9.145 | 23.372 | 0.038 |
| M2′ | 0.9852 | 96.800 | 1.72 | 1.475 | 0.005 |
| M3 | 0.9251 | 79.847 | 12.663 | 7.458 | 0.032 |
| M3′ | 0.9860 | 93.600 | 5 | 1.392 | 0.008 |
| M4 | 0.7659 | 57.565 | 19.025 | 23.341 | 0.069 |
| M4′ | 0.9852 | 93.500 | 5.02 | 1.472 | 0.008 |
| Model | pc | Accepted/% | Falsely Rejected/% | Rejected/% | Falsely Accepted/% |
|---|---|---|---|---|---|
| M5 | 0.9593 | 94.06 | 1.87 | 4.063 | 0.007 |
| M5′ | 0.9956 | 99.25 | 0.31 | 0.439 | 0.001 |
| M6 | 0.9325 | 90.7 | 2.55 | 6.74 | 0.01 |
| M6′ | 0.9949 | 99.15 | 0.34 | 0.509 | 0.001 |
| M7 | 0.9593 | 91.09 | 4.84 | 4.056 | 0.014 |
| M7′ | 0.9956 | 98.46 | 1.1 | 0.438 | 0.002 |
| M8 | 0.9325 | 87.08 | 6.17 | 6.731 | 0.019 |
| M8′ | 0.9949 | 98.34 | 1.15 | 0.508 | 0.002 |
| Model | M1 | M1′ | M2 | M2′ | M3 | M3′ | M4 | M4′ |
|---|---|---|---|---|---|---|---|---|
| M5 | 82.04 | 91.14 | 63.18 | 91.05 | 75.10 | 88.04 | 54.15 | 87.95 |
| M5′ | 86.57 | 96.17 | 66.67 | 96.07 | 79.25 | 92.90 | 57.13 | 92.80 |
| M6 | 79.11 | 87.89 | 60.93 | 87.80 | 72.42 | 84.90 | 52.21 | 84.81 |
| M6′ | 86.48 | 96.08 | 66.60 | 95.98 | 79.17 | 92.80 | 57.08 | 92.71 |
| M7 | 79.45 | 88.27 | 61.19 | 81.18 | 72.73 | 85.26 | 52.44 | 85.17 |
| M7′ | 85.88 | 95.41 | 66.14 | 95.30 | 78.62 | 92.16 | 56.68 | 92.06 |
| M8 | 75.95 | 84.38 | 58.50 | 84.29 | 69.53 | 81.51 | 50.13 | 81.42 |
| M8′ | 85.78 | 95.29 | 66.06 | 95.19 | 78.52 | 92.05 | 56.61 | 91.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Božić, D.; Samardžija, M.; Kurtela, M.; Keran, Z.; Runje, B. Risk Evaluation for Coating Thickness Conformity Assessment. Materials 2023, 16, 758. https://doi.org/10.3390/ma16020758
Božić D, Samardžija M, Kurtela M, Keran Z, Runje B. Risk Evaluation for Coating Thickness Conformity Assessment. Materials. 2023; 16(2):758. https://doi.org/10.3390/ma16020758
Chicago/Turabian StyleBožić, Dubravka, Marina Samardžija, Marin Kurtela, Zdenka Keran, and Biserka Runje. 2023. "Risk Evaluation for Coating Thickness Conformity Assessment" Materials 16, no. 2: 758. https://doi.org/10.3390/ma16020758