
Instantaneous Ablation Behavior of Laminated CFRP by High-Power Continuous-Wave Laser Irradiation in Supersonic Wind Tunnel


Abstract
:1. Introduction
2. Experimental Setup
2.1. Experimental Procedure
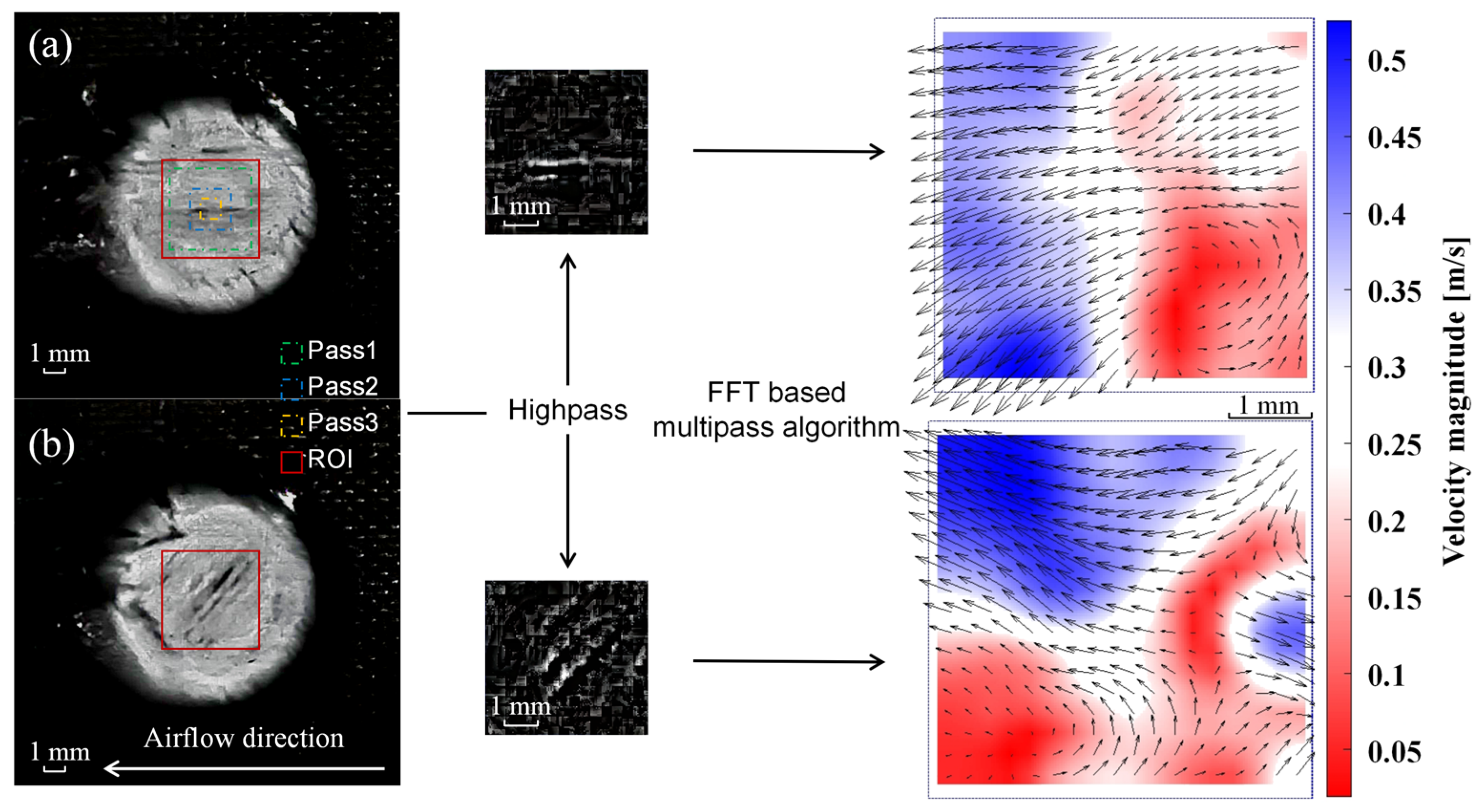
2.2. Method of Image Analysis
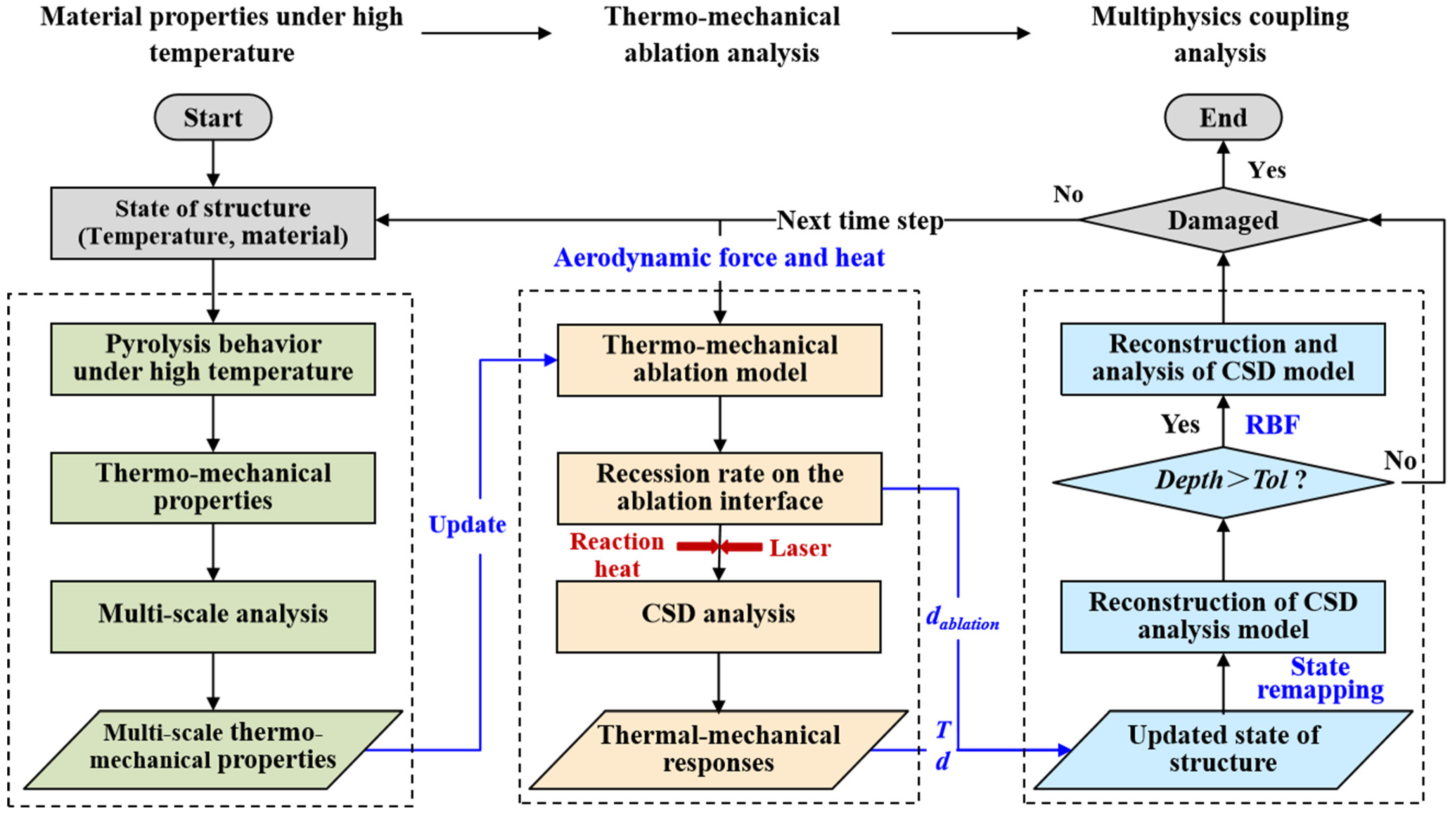
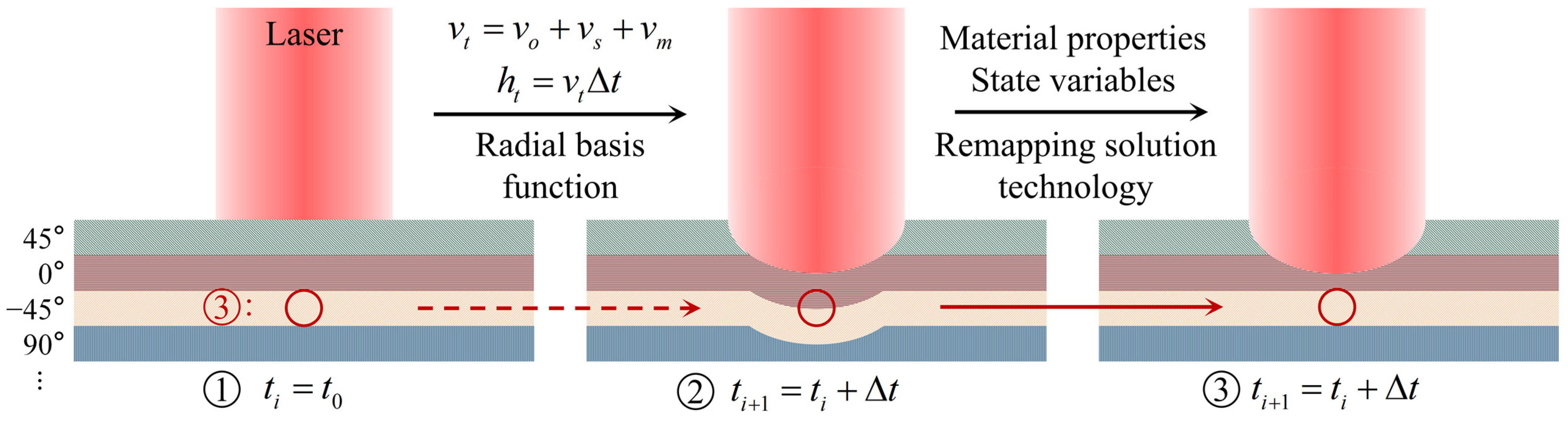
3. Coupled Thermal-Fluid-Ablation Model
4. Results and Discussions
4.1. Experimental Results and Parameters’ Influence
4.2. Numerical Results and Ablation Mechanisms
5. Conclusions
- (1)
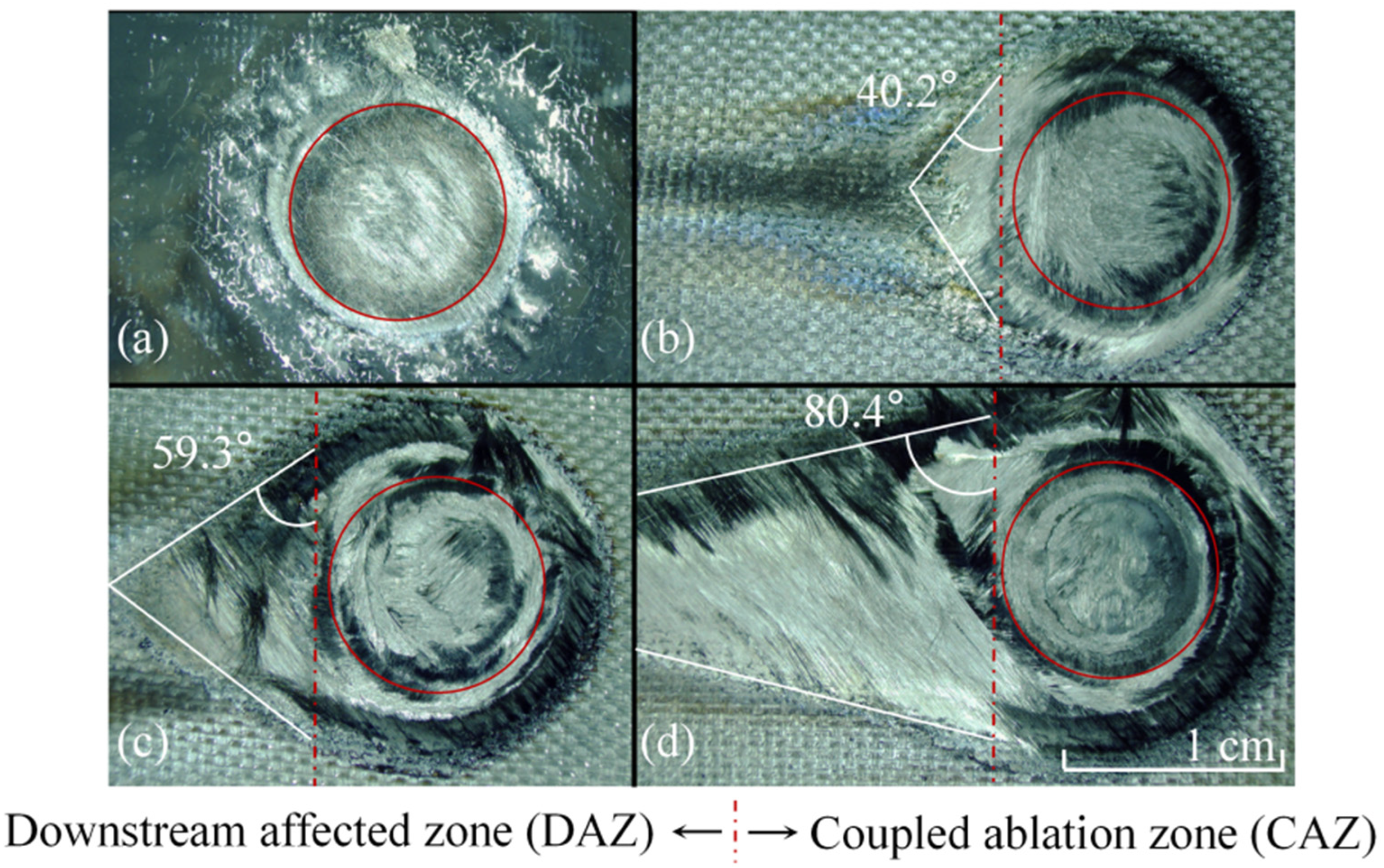
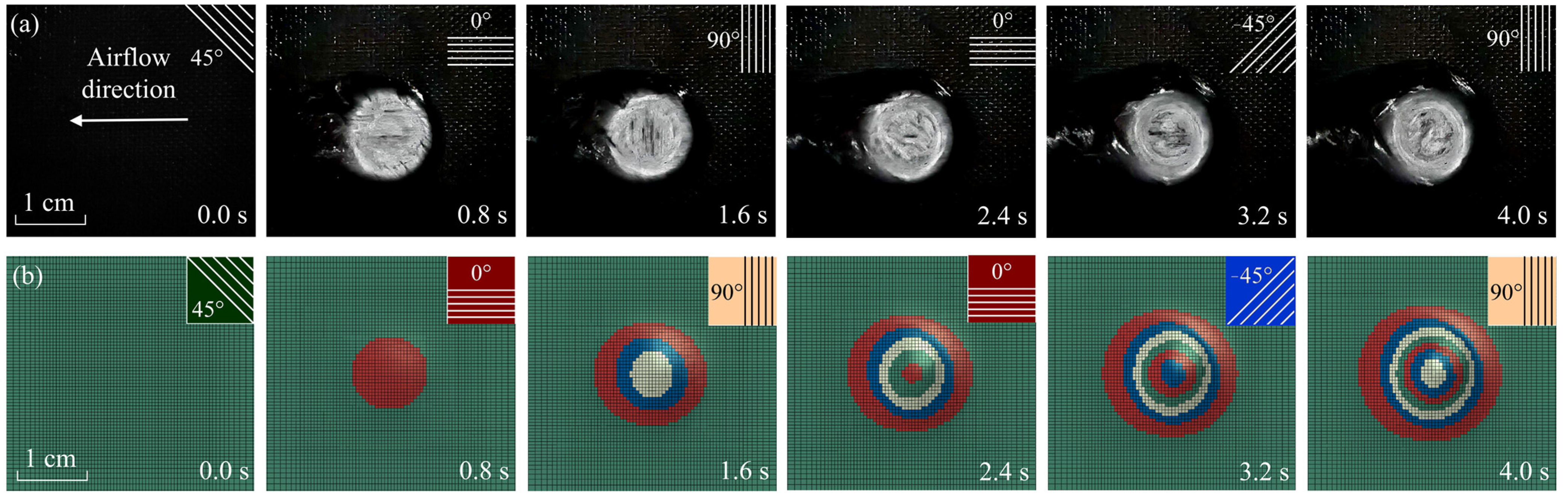
- In the experimental results, the real-time laser ablation behaviors of CFRP composite illustrate that the TME is a thermal–mechanical behavior. It is related to laser power density and tangential airflow velocity.
- (2)
- The velocity distribution of carbon fibers was characterized using an open-source PIVlab. The transform of velocity direction obtains the surface recession depth (SRD).
- (3)
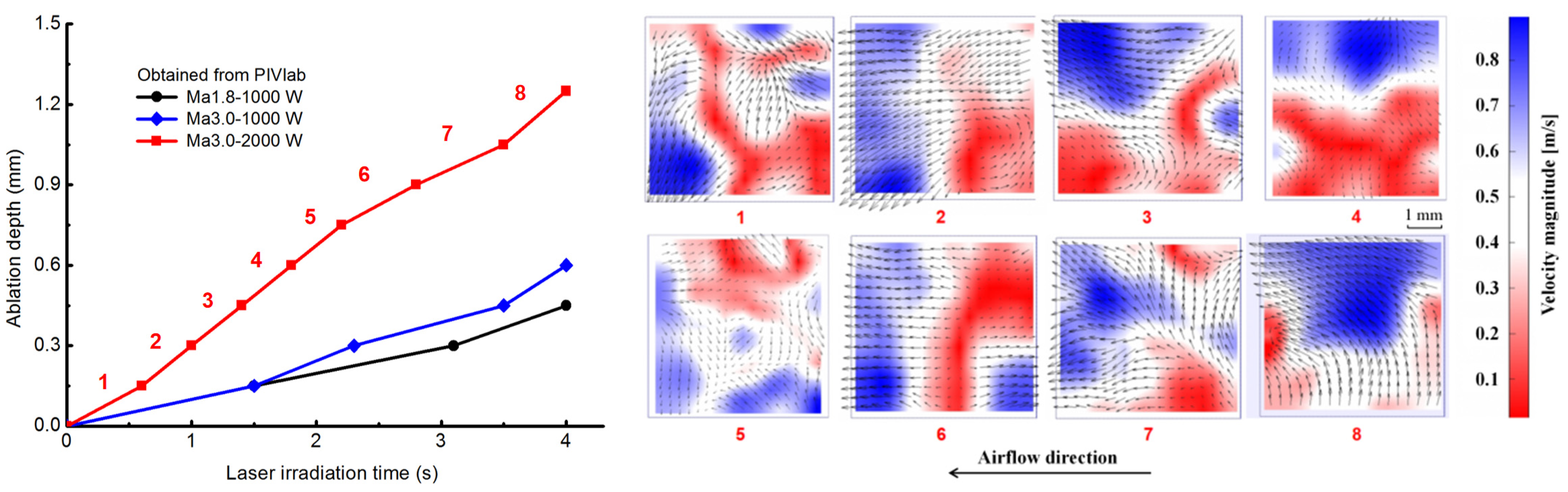
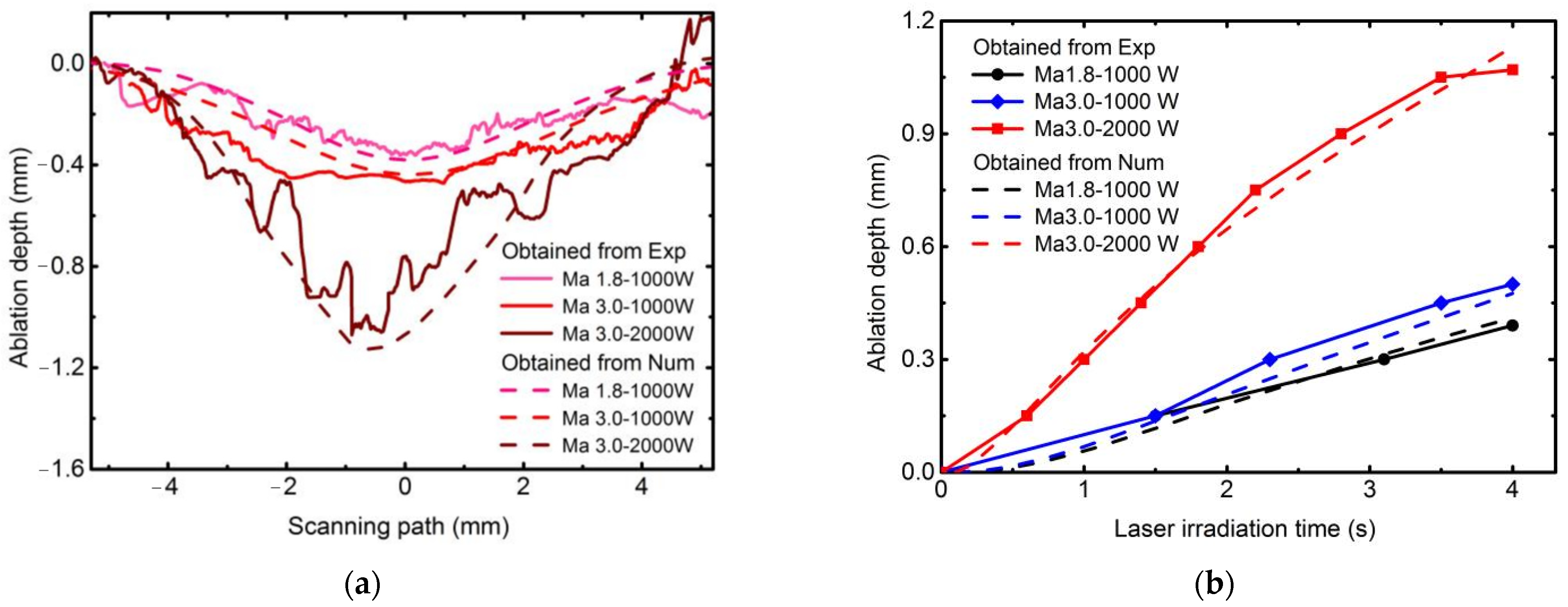
- A coupled thermal-fluid-ablation model was established to demonstrate the effect of the flow regime on the TME. When the laser power density is 2546 W/cm2 and the Mach number is 3.0, TME dominates total ablation before the laser irradiation time is 2.4 s. When the LIT was 4.0 s, sublimation contributed 54.36% to the total depth, thermomechanical erosion contributed 36.54%, and oxidation contributed 9.10%.
- (4)
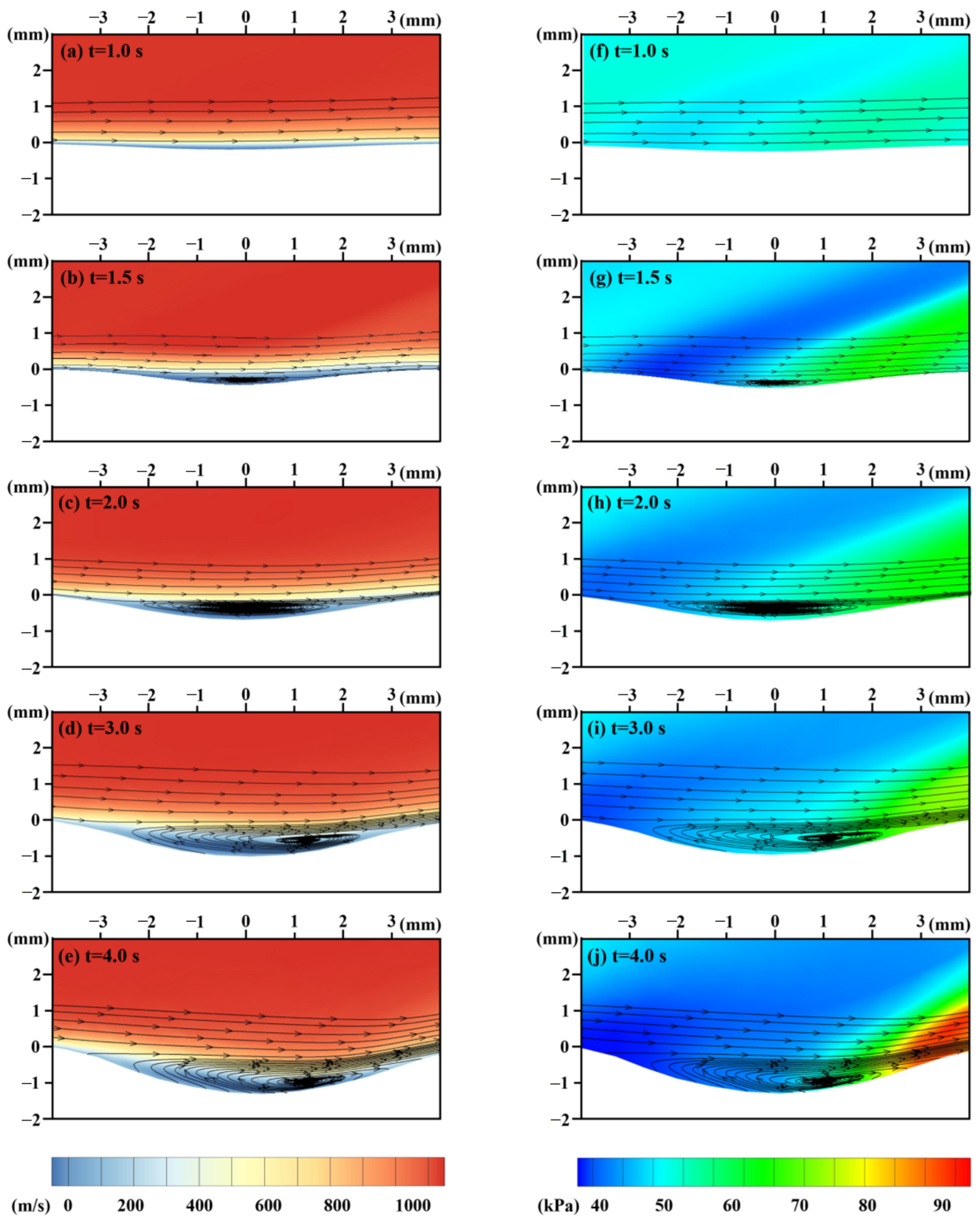
- The numerical results show that TME is related to the temperature and velocity of tangential airflow and the cavity flow mode. When the mode shifts from the closed cavity regime to the open-cavity regime, the transition moment is revealed by the TME curve. Then sublimation plays a dominant role and the ablation rate of TME gradually decreases.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Symbol | Implication | Unit (mm) | Value |
|---|---|---|---|---|
| 1 | The density of matrix | ton·mm−3 | 1.2 × 10−9 | |
| 2 | EAb | The activation energy of matrix | mJ·ton−1 | 1.75 × 105 |
| 3 | J0b | The pre-exponential factor of matrix | ton·mm−3·s−1 | 6 × 10−6 |
| 4 | The concentration of matrix | None | 0.97 | |
| 5 | kb0 | The conductivity of matrix | mW·mm−1·K−1 | 0.35 |
| 6 | cpb0 | The specific heat of matrix | mJ·ton−1·K−1 | 1.2 × 109 |
| 7 | The density of pyrolytic carbon | ton·mm−3 | 2 × 10−9 | |
| 8 | The concentration of pyrolytic carbon | None | 0 | |
| 9 | kp0 | The conductivity of pyrolytic carbon | mW·mm−1·K−1 | 5 |
| 10 | cpp0 | The specific heat of pyrolytic carbon | mJ·ton−1·K−1 | 6 × 108 |
| 11 | Qb | The reaction heat of the pyrolysis | mJ·ton−1 | 7.37 × 1012 |
| 12 | The density of carbon fiber | ton·mm−3 | 2.5 × 10−9 | |
| 13 | EAf | The activation energy of carbon fiber | mJ·ton−1 | 2 × 105 |
| 14 | J0f | The pre-exponential factor of carbon fiber | ton·mm−3·s−1 | 4.2 × 10−6 |
| 15 | The gasification coefficient of carbon fiber | None | 0.1 | |
| 16 | The concentration of carbon fiber | None | 1 | |
| 17 | kb0 | The conductivity of carbon fiber | mW·mm−1·K−1 | 42 |
| 18 | cpb0 | The specific heat of carbon fiber | mJ·ton−1·K−1 | 8.9 × 108 |
| 19 | The density of crystalline phase | ton·mm−3 | 2.5 × 10−11 | |
| 20 | The concentration of crystalline phase | None | 0 | |
| 21 | kl0 | The conductivity of crystalline phase | mW·mm−1·K−1 | 42 |
| 22 | cpl0 | The specific heat of crystalline phase | mJ·ton−1·K−1 | 8.9 × 108 |
| 23 | The initial volume percent of matrix | None | 0.38 | |
| 24 | The initial volume percent of carbon fiber | None | 0.62 | |
| 25 | EAS | The activation energy of the sublimation reaction | mJ·ton−1 | 2.04 × 105 |
| 27 | Ai | The pre-exponential multiplier of the oxidation action | ton·mm−3·s−1 | 5 × 10−10 |
| 28 | EAi | The activation energy of the oxidation reaction | mJ·ton−1 | 2.51 × 104 |
| 31 | The pre-exponential multiplier of the thermomechanical erosion | ton·mm−3·s−1 | 5.4 × 10−10 | |
| 33 | , | The strengths of carbon fiber in the longitudinal and perpendicular directions, respectively | MPa | 2200, 220 |
| 34 | EAft | The activation energy of the thermomechanical erosion | mJ·ton−1 | 5.82 × 104 |
| 35 | n | The reaction order | None | 3 |
References
- Zhang, Y.X.; Zhu, Z.; Joseph, R.; Shihan, I.J. Damage to aircraft composite structures caused by directed energy system: A literature review. Def. Technol. 2021, 17, 1269–1288. [Google Scholar] [CrossRef]
- Candan, C.; Seymen, A.A.; Karatutlu, A.; Tiken, M.; Midilli, Y.; Orhan, E.; Berberoglu, H.; Ortaç, B. Performance evaluation of fiber-based ballistic composites against laser threats. Optic. Laser. Eng. 2019, 121, 54–60. [Google Scholar] [CrossRef]
- Garcia, J.D.; Joyce, P.; Brownell, C. Thermal damage behind HEL-irradiated carbon fiber e reinforced polymer skin. J. Directed Energy 2017, 6, 119–136. [Google Scholar]
- Sun, C.C.; Min, J.Y.; Lin, J.P.; Wan, H.L.; Yang, S.L.; Wang, S. The effect of laser ablation treatment on the chemistry, morphology and bonding strength of CFRP joints. Int. J. Adhes Adhes 2018, 84, 325–334. [Google Scholar] [CrossRef]
- Xu, L.Y.; Lu, J.R.; Li, K.M.; Hu, J. Removal mechanism of CFRP by laser multi direction interaction. Opt. Laser. Technol. 2021, 143, 107281. [Google Scholar] [CrossRef]
- Pudasaini, S.P.; Fischer, J.T. A mechanical erosion model for two-phase mass flows. Int. J. Multiph. Flow 2020, 132, 103416. [Google Scholar] [CrossRef]
- Xu, H.B.; Hu, J. Modeling of the material removal and heat affected zone formation in CFRP short pulsed laser processing. Appl. Math. Model. 2017, 46, 354–364. [Google Scholar] [CrossRef]
- Li, J.; Liu, K.; Guo, M.F.; Liu, Y.; Wang, J.; Lv, X. Ablation and erosion characteristics of EPDM composites under SRM operating conditions. Compos. Part A Appl. Sci. Manufac. 2018, 109, 392–401. [Google Scholar] [CrossRef]
- Herr, N.C.; Gonzales, A.E.; Perram, G.P. Kinetics, evolving thermal properties, and surface ignition of carbon fiber reinforced epoxy composite during laser induced decomposition. Polym. Degrad. Stabil. 2018, 152, 147–161. [Google Scholar] [CrossRef]
- Xu, L.Y.; Lu, J.R.; Li, K.M.; Hu, J. Study on the mechanism of inhomogeneous microdamage in short-pulse laser processing of carbon fiber reinforced plastic. J. Reinf. Plast. Comp. 2021, 40, 568–576. [Google Scholar] [CrossRef]
- Wang, S.; Echeverr, Y.J.; Trevisi, L. Ultrahigh Resolution Pulsed Laser-Induced Photoacoustic Detection of Multi-Scale Damage in CFRP Composites. Appl. Sci. 2020, 10, 2106. [Google Scholar] [CrossRef]
- Gebauer, J.; Burkhardt, M.; Franke, V.; Lasagni, A.F. On the Ablation Behavior of Carbon Fiber-Reinforced Plastics during Laser Surface Treatment Using Pulsed Lasers. Materials 2020, 13, 5682. [Google Scholar] [CrossRef] [PubMed]
- Niino, H.; Harada, Y.; Fujisaki, A. Thermal Damage of Carbon Fiber Reinforced Plastic by IR Fiber Laser Irradiation. J. Laser. Micro. Nanoen. 2017, 12, 235–238. [Google Scholar]
- Allheily, V.; Lacroix, F.; Eichhorn, A.; Merlat, L.; L’Hostis, G.; Durand, B. An experimental method to assess the thermo-mechanical damage of CFRP subjected to a highly energetic 1.07 μm-wavelength laser irradiation. Compos. Part B-Eng. 2016, 92, 326–331. [Google Scholar] [CrossRef]
- Li, M.J.; Chen, L.M.; Yang, X.J. A feasibility study on high-power fiber laser cutting of thick CFRP laminates using single-pass strategy. Opt. Laser. Technol. 2021, 138, 106889. [Google Scholar] [CrossRef]
- Li, X.; Hou, W.T.; Han, B.; Xu, L.F.; Li, Z.W.; Nan, P.Y.; Ni, X.W. Thermal response during volumetric ablation of carbon fiber composites under a high intensity continuous laser irradiation. Surf. Interfaces 2021, 23, 101032. [Google Scholar] [CrossRef]
- Zhang, J.; Bi, R.; Jiang, S.; Wen, Z.; Luo, C.; Yao, J.; Liu, G.; Chen, C.; Wang, M. Laser Ablation Mechanism and Performance of Carbon Fiber-Reinforced Poly Aryl Ether Ketone (PAEK) Composites. Polymers 2022, 14, 2676. [Google Scholar] [CrossRef]
- Ohkubo, T.; Sato, Y.; Matsunaga, E.; Tsukamoto, M. Thermal effect of laser ablation on the surface of carbon fiber reinforced plastic during laser processing. Appl. Phys. A 2018, 124, 149. [Google Scholar] [CrossRef]
- Zhao, W.N.; Ma, T.; Song, H.W.; Yu, W.; Wang, R.X.; Wang, Z. Effects of tangential supersonic airflow on the laser ablation of laminated CFRP. J. Mater. Res. Technol. 2021, 14, 1985–1997. [Google Scholar] [CrossRef]
- Wang, H.H.; Kong, J.A.; Xu, M.; Zhang, P.F.; Yang, L.; Shi, X.H.; Li, H.J. Laser ablation behavior of SiO2-Nd2O3/Si-SiC-MoSi2 coated C/C composites repaired by laser cladding. Corros. Sci. 2022, 198, 110132. [Google Scholar] [CrossRef]
- Shen, P.F.; Zhuang, Y.P.; Jiang, S.D.; Luo, C.Y.; Tong, X.P.; Liang, Y.Y.; Yan, Y.; Zhang, N.H.; Zhang, L.Y. Experimental and numerical investigation on the ablation mechanism of Al2O3/Al2O3-CMCs under continuous-wave laser irradiation. J. Eur. Ceram. Soc. 2022, 42, 2307–2318. [Google Scholar] [CrossRef]
- Fang, X.; Liu, F.; Su, H.; Liu, B.; Feng, X. Ablation of C/SiC, C/SiC–ZrO2 and C/SiC–ZrB2 Composites in Dry Air and Air Mixed with Water Vapor. Ceram. Int. 2014, 40, 2985–2991. [Google Scholar] [CrossRef]
- Badhe, Y.; Balasubramanian, K. Novel Hybrid Ablative Composites of Resorcinol Formaldehyde as Thermal Protection Systems for Re-Entry Vehicles. RSC Adv. 2014, 4, 28956–28963. [Google Scholar] [CrossRef]
- Bauer, W.; Fox, C.; Gosse, R.; Perram, G. Visible Emission from C2 and CN During CW Laser-Irradiated Graphite. Opt. Eng. 2016, 56, 011017. [Google Scholar] [CrossRef]
- Leone, C.; Mingione, E.; Genna, S. Laser cutting of CFRP by Quasi-Continuous Wave (QCW) fiber laser: Effect of process parameters and analysis of the HAZ index. Compos. Part B-Eng. 2021, 224, 109146. [Google Scholar] [CrossRef]
- McWhorter, B.B.; Johnson, M.A.; Bryner, B.B.; Ewing, M.E. An instrument for real time measurement of solid rocket motor insulation erosion. In Proceedings of the 35th Joint Propulsion Conference and Exhibit, Los Angeles, CA, USA, 20–24 June 1999; p. 2136. [Google Scholar]
- McWhorter, B.B.; Ewing, M.E.; Bolton, D.E.; Albrechtsen, K.U.; Earnest, T.E.; Noble, T.C.; Logaker, M. Real-Time Inhibitor Recession Measurements in Two Space Shuttle Reusable Solid Rocket Motors. In Proceedings of the 39th AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit, Huntsville, AL, USA, 20–23 July 2003; p. 5107. [Google Scholar]
- McWhorter, B.B.; Ewing, M.E.; Albrechtsen, K.U.; Noble, T.C.; Logaker, M. Real-Time Measurements of Aft Dome Insulation Erosion on Space Shuttle Reusable Solid Rocket Motor. In Proceedings of the 40th AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit, Fort Lauderdale, FL, USA, 11–14 July 2004; p. 3896. [Google Scholar]
- Cauty, F.; Demarais, J.C.; Erades, C.; Caugant, C. Internal insulation and solid propellant behavior measured by ultrasonic method on solid rocket motors. In Proceedings of the 33rd Joint Propulsion Conference and Exhibit, Seattle, WA, USA, 6–9 July 1997; p. 2994. [Google Scholar]
- Sakai, T.; Nakazawa, H.; Dantsuka, Y.; Kitagawa, K.; Hirai, K. Dual-Component Sensor Design for In Situ Ablation Measurement. J. Thermophys. Heat Transf. 2017, 31, 307–317. [Google Scholar] [CrossRef]
- Martin, H.T.; Cortopassi, A.C.; Kuo, K.K. Assessment of the Performance of Ablative Insulators Under Realistic Solid Rocket Motor Operating Conditions. Int. J. Energ. Mater. Chem. Prop. 2017, 16, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Zhe, Q.; Xian, W.; Yunlong, T.; Honghong, S.; Lianzhong, C.; He, G.; Xue, F. In Situ Visualization Measurement of Flat Plate Ablation in High-Temperature Gas Flow. J. Appl. Mech. 2018, 85, 061006. [Google Scholar]
- Tang, Y.; Yue, M.; Zhang, J.; Li, Y.; Fang, X.; Feng, X. Revealing thermal ablation mechanisms of C/SiC with in situ optical observation and numerical simulation. J. Eur. Ceram. Soc. 2020, 40, 3897–3905. [Google Scholar] [CrossRef]
- Zhu, S.; Zhang, J.; Yue, M.; Tang, Y.; Yue, W.; Qu, Z.; Wang, X.; Chen, L.; Gui, Y.; Feng, X. Ablation evolution of a new light weight silicon based thermal protection material in high-temperature gas flow. Ceram. Int. 2022, 48, 7136–7144. [Google Scholar] [CrossRef]
- Meng, S.; Zhou, Y.; Xie, W.; Yi, F.; Du, S. Multiphysics coupled fluid/thermal/ablation simulation of carbon/carbon composites. J. Spacecr. Rocket. 2016, 53, 930–935. [Google Scholar] [CrossRef]
- Schrooyen, P.; Turchi, A.; Hillewaert, K.; Chatelain, P.; Magin, T.E. Two-way coupled simulations of stagnation-point ablation with transient material response. Int. J. Therm. Sci. 2018, 134, 39–52. [Google Scholar] [CrossRef]
- Ge, J.; Li, W.; Chao, X.; Wang, H.; Wang, Z.; Qi, L. Experiment-based numerical evaluation of the surface recession of C/C-SiC composites under the high-energy laser. Ceram. Int. 2022, 48, 34550–34563. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Shen, N.G.; Befekadu, G.K.; Pasiliao, C.L. Modeling pulsed laser ablation of aluminum with finite element analysis considering material moving front. J. Heat Mass Transfer. 2017, 113, 1246–1253. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Pasiliao, C.L. Modeling ablation of laminated composites: A novel manual mesh moving finite element analysis procedure with ABAQUS. J. Heat Mass Transfer. 2018, 116, 306–313. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Wang, R.X.; Song, H.W.; Ma, T.; Wang, J.T.; Yuan, W.; Huang, C.G. Decoupling mechanisms of “avalanche” phenomenon for laser ablation of C/SiC composites in hypersonic airflow environment. Int. J. Therm. Sci. 2022, 173, 107414. [Google Scholar] [CrossRef]
- Thielicke, W.; Stamhuis, E. PIVlab-towards user-friendly, affordable and accurate digital particle image velocimetry in MATLAB. J. Open Res. Soft. 2014, 2, e30. [Google Scholar] [CrossRef] [Green Version]
- Zhao, W.N.; Song, H.W.; Huang, C.G.; Huang, Y.H. Modeling the Failure Behavior of CFRP Laminates Subjected to Combined Thermal and Mechanical Loadings. Int. J. Appl. Mech. 2017, 9, 1750033. [Google Scholar] [CrossRef]
- Rose, N.; Le Bras, M.; Bourbigot, S.; Delobepb, R.; Castes, B. Comprehensive study of the oxidative degradation of an epoxy resin using the degradation front model. Polym. Degrad. Stabil. 1996, 54, 355–360. [Google Scholar] [CrossRef]
- Rose, N.; Le Bras, M.; Bourbigot, S.; Delobel, R. Thermal oxidative degradation of epoxy resins: Evaluation of their heat resistance using invariant kinetic parameters. Polym. Degrad. Stabil. 1994, 45, 387–397. [Google Scholar] [CrossRef]
- Kandare, E.; Kandola, B.K.; Staggs, J.E.J. Global kinetics of thermal degradation of flame-retarded epoxy resin formulations. Polym. Degrad. Stabil. 2007, 92, 1778–1787. [Google Scholar] [CrossRef]
- Hu, J.; Xu, H.B.; Li, C. Laser absorption of carbon fiber reinforced polymer with randomly distributed carbon fibers. Laser. Phys. 2018, 28, 036002. [Google Scholar] [CrossRef]
- Wang, J.T.; Ma, T.; Wang, Z.; Wang, R.X.; Song, H.W.; Yuan, W.; Zheng, H.W. Three-dimensional flow structures and heat transfer characteristics of compressible flow over a cylindrical cavity. Aerosp. Sci. Technol. 2022, 122, 107408. [Google Scholar] [CrossRef]




| Physical Properties (Room Temperature) | Parameter | Mechanical Properties (Room Temperature) | Parameter |
|---|---|---|---|
| Matrix Content (wt%) | 38 ± 3 | 0°Tensile Strength (MPa) | 1489 |
| The density of matrix (g/cm3) | 1.3 ± 0.04 | 0°Tensile Modulus (GPa) | 132.8 |
| The density of fiber (g/cm3) | 1.78 ± 0.04 | 90°Tensile Strength (MPa) | 58.5 |
| Volatile Content (%) | ≤1.5 | 90°Tensile Modulus (GPa) | 9.7 |
| Porosity (%) | ≤1.5 | Shear Strength (MPa) | 121 |
| Lamina Thickness (mm) | 0.15 ± 0.015 | Shear Modulus (GPa) | 5.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, T.; Wang, J.; Song, H.; Wang, R.; Yuan, W. Instantaneous Ablation Behavior of Laminated CFRP by High-Power Continuous-Wave Laser Irradiation in Supersonic Wind Tunnel. Materials 2023, 16, 790. https://doi.org/10.3390/ma16020790
Ma T, Wang J, Song H, Wang R, Yuan W. Instantaneous Ablation Behavior of Laminated CFRP by High-Power Continuous-Wave Laser Irradiation in Supersonic Wind Tunnel. Materials. 2023; 16(2):790. https://doi.org/10.3390/ma16020790
Chicago/Turabian StyleMa, Te, Jiangtao Wang, Hongwei Song, Ruixing Wang, and Wu Yuan. 2023. "Instantaneous Ablation Behavior of Laminated CFRP by High-Power Continuous-Wave Laser Irradiation in Supersonic Wind Tunnel" Materials 16, no. 2: 790. https://doi.org/10.3390/ma16020790