1. Introduction
Carbon-fibre-reinforced polymer (CFRP) composites have been replacing traditional materials in a wide range of advanced applications, from aerospace, defence and aeronautics to sports, renewable energies and civil engineering, among others [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10]. The reasons for the increasing demand for composites are due to not only their remarkable in-plane mechanical properties (stiffness and strength), fatigue and corrosion resistance, durability and light weight but also their high degree of freedom when designing and engineering complex structures according to the final application [
11,
12,
13]. The correct selection and conjugation of constituent materials (matrix/reinforcement) of CFRP can significantly influence the final part’s processability, performance, sustainability and cost. High-performance reinforcements (e.g., carbon fibres) can substantially increase the part’s final price, while conventional matrices (e.g., polyester and epoxy resins) can facilitate processing, although they will compromise recyclability and repairability [
14,
15]. Last but not least, the possibility to nano-reinforce CFRP constituents can contribute to additional improvements in out-of-plane mechanical, thermal and electrical properties and also address new multifunctional requirements, such as self-healing, structural health monitoring (SHM) and electromagnetic interference (EMI) shielding, among others [
16,
17,
18,
19].
Traditionally, thermoset (TS) resins have been used as the preferential matrix system of CFRPs. Before curing reactions, a TS presents low viscosity, which facilitates resin impregnation on the reinforcements, usually driven by pulling the fibre through a set of cylindrical pins and a resin bath. This low-pressure process usually results in poor or incomplete fibre impregnation on pre-impregnated materials and, consequently, unpleasant defects in the developed material, which may compromise the overall properties of the CFRP composites. However, achieving pre-forms with a high volume fraction of carbon fibre is possible if specific attention is paid to processing parameters and material properties such as fibre pre-tension, fibre permeability, pressure build-up, residence time, pulling tension and polymer viscosity during pin-assisted resin infiltration [
20]. Throughout the curing process, a three-dimensional network of irreversible cross-linked molecules is formed, conferring to the system volumetric stability and relatively high stiffness (around
for a typical epoxy), even at moderately high temperatures (around 100
C) [
21]. Nevertheless, the production of high-quality composite parts based on TS matrices usually requires long curing and post-curing stages in an autoclave under high pressure and temperature to minimise voids and dry fibres as well as to ensure an appropriate and full matrix cure. This time- and energy-consuming process, associated with manual layup and long labour time, leads to a low-volume production rate and expensive composite parts [
22,
23].
Accordingly, thermoplastic (TP)-based composites are a promising alternative to replace their TS counterparts for highly demanding applications. At the molecular structural level, TP polymers are composed of long, branchy molecules, typically linked by weak secondary intermolecular bonds and forces, such as hydrogen or van der Waals bonds. When heated, those bonds can be temporally broken, allowing molecular rearrangements, thus enabling welding, repeatability and recyclability [
24,
25]. Additionally, most of them present higher mechanical properties under impact and shear loading conditions when compared with TSs [
26,
27]. Taking advantage of the weldability features of TP matrices and recent automated placement manufacturing technologies, including automated fibre placement (AFP) and automated tape laying (ATL), TP composites can be consolidated quickly in complex geometries in situ by applying pressure and temperature, reducing the production time, leftovers and costs associated with high-energy-consuming equipment, such as autoclaves [
22,
28].
Nevertheless, compared to TS resins, the long molecular chains significantly increase the viscosity of TP polymers at the melting stage, preventing good fibre impregnation. This may lead to dry fibre spots in the composite and, consequently, inefficient loading transfers from the matrix to reinforcements. This drawback can be overcome by the development of continuous TP pre-impregnated intermediate products in dry (e.g., towpregs and commingled yarns) [
29,
30] or pre-consolidated (e.g., unidirectional tapes) [
11,
31] forms. Dry pre-impregnated TP composites are economically attractive since they can be produced continuously with low-pressure and low-temperature processes, although damages and an uneven distribution of reinforcement fibres may arise from the poor control of impregnation variables [
32,
33]. On the other hand, pre-consolidated TP composites can be produced through solvent or hot-melt impregnation processes. The former consists of dipping fibres continuously in a bath of TP polymer mixed with a solvent to reduce their viscosity. However, the chemical affinity between solvent and polymer, and the usage of very hazardous solvents for high-performance polymers and their residues on the final pre-impregnated tape, as well as environmental considerations related to this process, are some of the challenges of this technology [
31,
34]. The latter, hot-melt impregnation, consists of using high temperatures and pressures to melt or soften the polymer and impregnate fibres in a continuous co-extrusion process. Typically, spread reinforcement fibres enter an extruder die designed to soften the polymer at the correct temperature, pressure and residence time to ensure fibre impregnation. The final pre-impregnated composite, in tape form, is wound on a spool afterwards [
11]. This process allows high production rates of thin unidirectional pre-impregnated TP tapes with high-volume fibre content and fine quality. Nevertheless, process variables—namely, fibre spreading, tension and feeding rate; melt temperature and pressure into the die; as well as die design—are key aspects of the process that should be carefully controlled and considered to yield high-quality tapes.
Accordingly, this work aims to study and understand the role of hot-melt process variables on a new die geometry and how its design can be improved to ensure efficient impregnation. The influence of solid, long fibres on the flow can be modelled through a porous media, where the flow rate and pressure drop can be predicted by Darcy’s law [
35], where the permeability (the ability for fluids to flow through) is evaluated by geometric properties, such as the shape of fibres, their stochastic distribution, tortuosity of the medium [
36,
37,
38,
39,
40] or even their surface properties. The isotropic permeability can be generalised to the anisotropic case [
41], considering the orientation of the fibres: (i) flow across (perpendicular to) fibres and (ii) flow parallel to fibres. In addition to the analytical solution and numerical simulation, experimental data [
42] can be analysed to estimate model parameters.
The present work will feature a section of an in-development extrusion die, which co-extrudes polymer and carbon fibres aiming to produce a tape of carbon fibres. In
Section 2, the relevant modelling equations to the process are presented. In
Section 3, the geometry of the problem and the material properties are described, as well as the discretisation details and numerical codes employed to solve the equations. Before the analysis of the results, some considerations regarding the expected dependence of the flow across the fibres versus the path between fibres and the extrusion die wall are presented, and the expected displacement of fibres due to the flow is also analysed (
Section 4). The results are described and analysed in
Section 5, and a die geometry is proposed, considering a range of realistic processing parameters. Finally, the main conclusions are summarised in
Section 6.
2. Governing Equations
Aiming at modelling the flow throughout continuous fibres, an anisotropic medium similar to a porous medium is considered, where the pressure drop is modelled by Darcy’s Law [
35], according to Equation (
1):
where
p is the pressure,
is a direction on the porous medium,
is the fluid
velocity component,
is the porous medium permeability in the same direction and
is the fluid dynamic viscosity. Since there are two main flow directions, namely, parallel (‖) and perpendicular (⊥) to the fibres, a generalisation of each one was considered, taking into account their corresponding permeabilities.
The permeability modelling strongly depends on the cross-section fibre arrangement, typically performed by empirical evaluations from stochastic distributions obtained using laboratory measurements or numerical simulations. Another possible approach is the assumption of repetitive distribution and theoretical simplifications, such as those performed, e.g., by Gebart [
41]. This last approach was used in this work with the hexagonal arrangement of the fibres, where each fibre is surrounded by six other equally spaced fibres. Despite the rough simplification, this will allow the study of other parameters, including fibre displacement and extrusion die geometry, which is the main goal of this work. The porous medium is schematised in
Figure 1 considering its main geometric dimensions, namely, the fibres’ nominal diameter
and the distance between their geometric centres
.
Gebart [
41] deduced a permeability approach of a porous media defined by fibres, with permeability in the fibres’ direction
or in the perpendicular direction
, given by Equations (
2) and (
3), respectively:
where
is the fibre volume fraction and
is the maximum value, i.e., the value of
when fibres touch each other
. Assuming the triangle in
Figure 1,
can be calculated by
From this last expression, its maximum value is derived from
and
.
Assuming that a certain number of fibres
with diameter
are placed on a rectangle of width
W and height
, the volume fraction is
. Thereby,
can be evaluated by
and the minimum value to
,
, can be obtained from
:
To model the flow of an incompressible and generalised Newtonian fluid under isothermal conditions, the Navier–Stokes equations were employed, namely, the mass conservation equation
and the momentum conservation equation
where
is the fluid density,
is the fluid velocity,
is the stress tensor,
,
is the shear rate,
p is the pressure and
is the source term.
In this work, the Bird–Carreau viscosity [
43,
44] model was considered to model the viscosity of the generalised Newtonian fluid, accordingly to
where
is the viscosity at zero shear rate,
is the viscosity at infinite shear rate,
is the characteristic time and
n is the power index.
Considering Equation (
1) and the fibres’ velocity in direction
i,
, and fluid velocity in the same direction,
, the source term added to model the pressure drop due to the resistance for the fluid to pass through the fibres is
leading to
and
, where
is the unitary vector in the direction
i. Notice that the velocity used on these source terms results from the difference between the fibre and fluid velocities since it is equivalent to the porous medium, i.e., the fibres are moving.
The source term of the momentum conservation equations is obtained by projecting the parallel and perpendicular components in the respective directions, i.e., and , where is the unitary vector on direction i.
Numerical Simulations
The software Gmsh (
https://onlinelibrary.wiley.com/doi/abs/10.1002/nme.2579 (accessed on 7 September 2023)) [
45] was used for the geometry definition and its discretisation. In addition, OpenFOAM 7 was employed to solve the previously mentioned governing equations. This numerical code is able to deal with unstructured meshes, applying the Finite Volume Method (FVM) by integration on space and time, leading to a system of equations whose solution is the velocity components and pressure in each element. Although it is a steady state problem, a time evolution was considered to deal with the instabilities of the converging algorithm. The velocity pressure coupling was solved with the SIMPLE algorithm (simpleFoam) using standard method parameters defined in OpenFOAM. The graphical analysis of results was achieved with ParaView (version 5.6.0, 64-bit), and the data analysis was performed with Python (version 3.9, 64-bit) codes.
5. Results Analysis
Seven numerical simulations were performed, considering the thickness of the fibres layer —, , , , , and , which correspond to the gap’s height —, , , , , and , respectively. These values were defined to obtain solutions from a high volume of polymer passing through the gap, for the cases where a significant part of the fluid is forced to cross the fibres.
5.1. Pressure and Velocity Analysis
The obtained solutions for the velocity magnitude and pressure map of four significant results are presented in
Figure 10. For increasing values of
and the corresponding decreasing
, as
, the polymer flow through the fibres and the pressure drop both increase. With
, the polymer mainly flows through the gap, imposing a small pressure drop (
Figure 10a,b) along the polymer flow. In this case, the velocity profile in the die outlet is 0 for the section above the fibre, demonstrating that there is no fibre impregnation due to the small pressure drop between points A and B. With lower values of
, the pressure drop for the polymer to cross the gap increases (
Figure 10d,f,h), and as
increases at the same rate as
decreases, the pressure needed for the polymer to cross the fibres decreases. This allows an increase in polymer volume flow, as can be observed by the outlet velocity profiles in
Figure 10c,e,g. In the limit case of
(
), almost no polymer flows through the gap, being completely forced to cross the fibres (
Figure 10g) and imposing a pressure drop in excess of
(
Figure 10h), which cannot be met by the considered extruder.
At the fibres entry point to the extrusion die, just before the first wave, on the top wall (
Figure 10b), there is a sudden increase in the source term due to the fibres’ movement with higher velocity than the polymer’s near the walls. In this study, either the fibres or their entrance were not considered; instead, a source term in the polymer momentum conservation equation was added to model the influence of the fibres on polymer flow. This local sudden increase in the momentum source causes the high-pressure values observed in that specific zone.
In the first wave, where the fibres detach the top wall, a sudden expansion and a consequent pressure drop can be observed. The expansion occurs due to the fibres functioning as a barrier to the polymer, blocking it from filling the space created between the fibres and the wall in the detachment point. Thus, the pressure in this region drops significantly and creates the pressure differential required for the fibre impregnation.
However, it can be observed that the main pressure drop occurs between points A and B for all the simulated cases. The evolution of this pressure drop in relation to
and
is presented in
Figure 11. This evolution is not in accordance with the results presented in
Figure 7 because, in the simulation case, the polymer volume forced through the fibres is not determined by the amount of polymer needed to fill the spaces but by the equilibrium between the pressure drop for the polymer to cross the gap
and the pressure drop through the fibres.
5.2. Impregnation Quality
To evaluate the amount of polymer that crosses the fibres region,
was computed according to the following equation:
The polymer volume flow through the fibres and through the gap in correlation with
is observed in
Figure 12. More than 95% of the polymer flows through the gap for the
values of
and
. The opposite occurs for
values of
,
and
, where the polymer mainly flows through the fibres. Equilibrium is attained for the
values of
and
.
An appropriate impregnation is attained if the space in between fibres is fully filled by the polymer.
Figure 13 presents the ratio between the polymer volume flow that enters into fibres
and the flow needed to fully impregnate the fibres
in relation to
. It can be seen that when the fibres have less space between them, for
, less than half of the required volume of fluid enters the objective fibres zone, resulting in poor impregnation. This occurs due to the low pressure needed for the majority of polymer to flow through the gap with
. For this gap, the pressure drop through the fibres is
. The same occurs for
. Here, the pressure drop increases to
, which allied to a lower
with increasing
, slightly increases the volume flow through the fibres; however, since the
in the fibre also increased, the ratio
decreased slightly, leading to lower fibre impregnation.
From the results of numerical simulations, the objective value of
is only achieved for
higher than circa
(see
Figure 13) and a faster increase in this ratio is observed after that value. For
, the pressure drop through the fibres is
, which is similar to the obtained value with Darcy’s Law (Equation (
14)), for the pressure drop
needed to fully impregnate the fibre with the same
.
At
, the pressure drop through the fibres increases to
, which is much higher than the pressure needed for
(
), in accordance with Darcy’s Law (Equation (
14)). This behaviour is due to the low value of
, substantially increasing the volume flow through the fibres and resulting in
. For the values of
—
,
and
, the pressure drop through the fibres converges to the value of
and a
ratio of approximately 3. In this case, the volume flow through the gap is very low, stabilising the volume flow through the fibres, and the pressure drop needed to cross the fibres increases at a steady slow rate, leading to an almost constant pressure with increasing
.
5.3. Velocity in Fibres
A more detailed analysis can be conducted on the polymer velocity along the fibres.
Figure 14 presents the velocity vertical component along the upper limit
and lower limit
for the case of
. The difference between these two values is also plotted. Vertical dashed lines were added at the fibres’ detach point from the top wall
at the end of the first wave
and the end of the second wave
(
Figure 3). A global upward movement of the fluid can be noticed up to the gap
, whereas after that, there is some downward movement. Regarding the difference between these two values, one of them can be positive (representing a source) up to the gap and negative (sink) afterwards. The mass conservation is assured by the variation of the horizontal component of velocity (
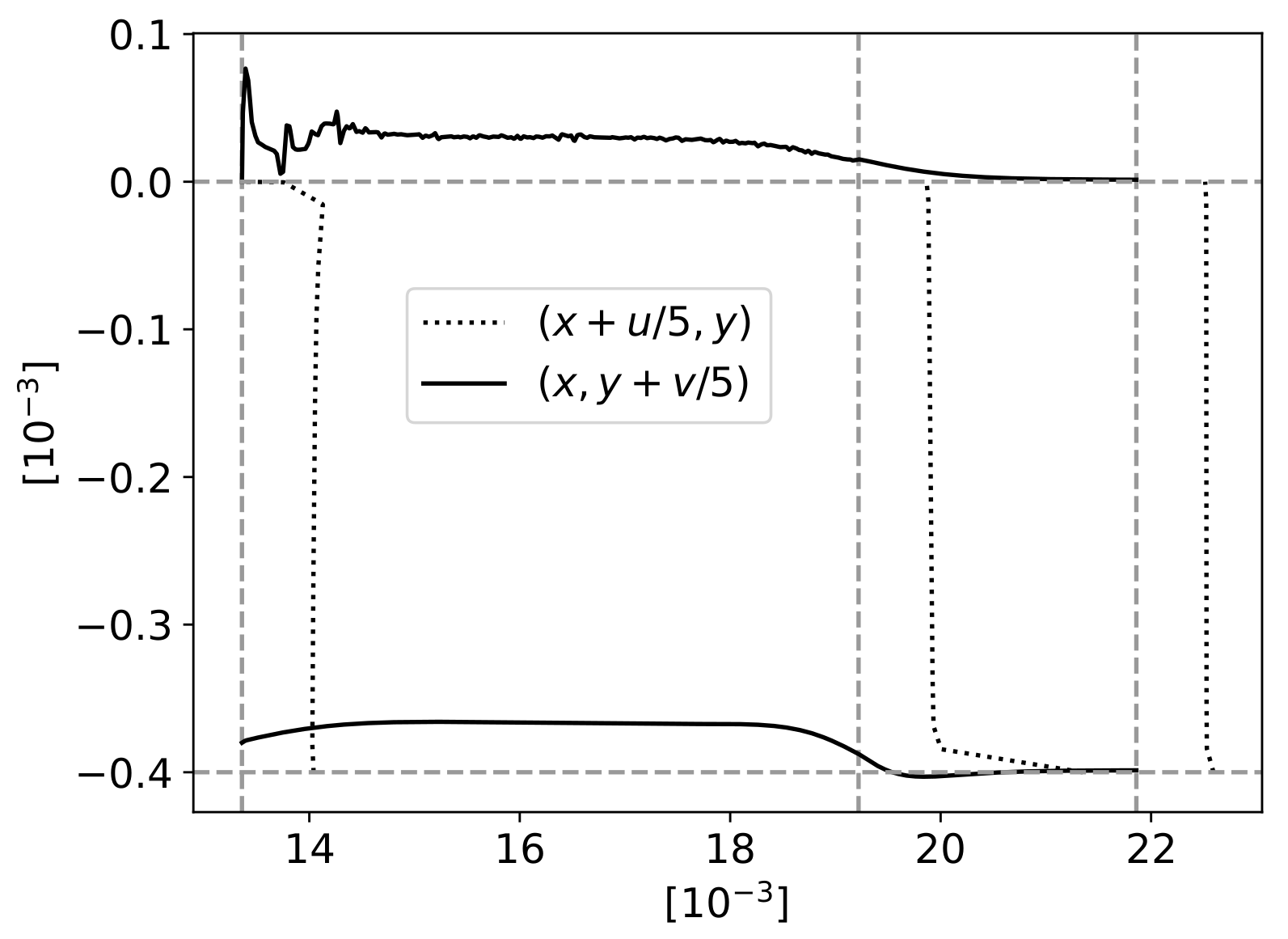
Figure 15).
Figure 15 has the same reference vertical dashed lines as
Figure 14 and horizontal lines at the fibres’ top
and bottom
limits. The velocity components were represented next to these lines, with a scale factor of
, to better understand the global left-to-right movement as well as the difference that enables the mass conservation balanced with the vertical velocity component. After
(point B), there is an expansion under the fibres’ region, leading to a pressure drop that induces a downward movement of the polymer.
5.4. Die Geometry Definition
Based on the numerical simulation results, die geometry can be proposed considering an range of probable values, since cannot be fully determined as it depends on the feeding system of the fibres, the pulling system at the exit of the die and the carbon fibre itself.
The new die design should allow a full impregnation of the fibres, corresponding to a ratio equal or superior to 1, independently of .
Considering the simplified model previously presented in the system of Equation (
12), and solving the first equation to
, it is possible to define the gap’s height as a function of
and
:
Imposing the pressure drop
to be equal to the pressure drop needed to fully impregnate the fibres, the maximum
value was obtained to achieve the required pressure. The
needed to achieve a full impregnation of the fibres for a given
can be obtained by Equation (
14), as previously demonstrated in
Section 4.2.
The polymer velocity
u in the gap can be defined by
where the polymer volume flow through the gap
is given by
The simplified model can now be calibrated with the numerical simulation results, determining
by
With this equation and the obtained pressure drop values with numerical simulations, we obtain the
values in the function of
. These results are presented in
Figure 16, where a linear dependency can be identified allowing for the previously presented definition of
. To evaluate the parameter
a, the numerical simulation results with
and 0.2 mm were excluded, since in these cases the pressure drop through the fibres and the gap is not equal, as it is implied in the definition of the simplified model. Thereby, the average value of
a is
with a standard deviation of
.
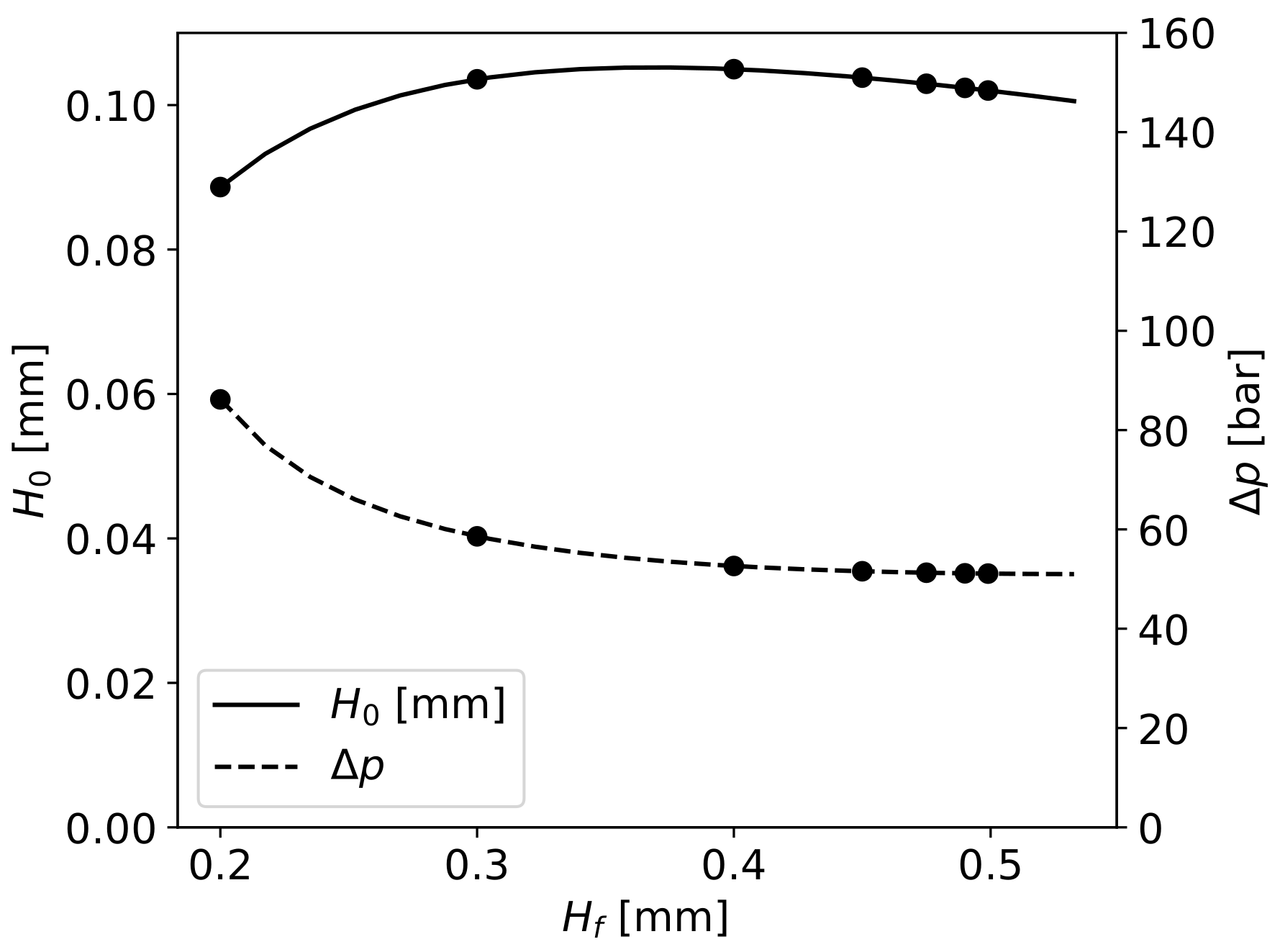
The calculated gap
for
varying from 0.15 to 0.5 mm (Equation (
21)) is presented in
Figure 17 as well as the required pressure drop
needed to fully impregnate the fibres. There is a close relation between the gap’s height, which assures the required pressure drop to fibres’ impregnation to a given
, and the required pressure drop itself.
The die geometry must be defined considering the required
and the fibre displacement
imposed by the pressure drop through the fibres. The die geometry considering the fibre deformation is shown in
Figure 18. With the defined geometry, Equation (
25) can be derived:
where
is the vertical overlap of the two die curves, as presented in
Figure 18.
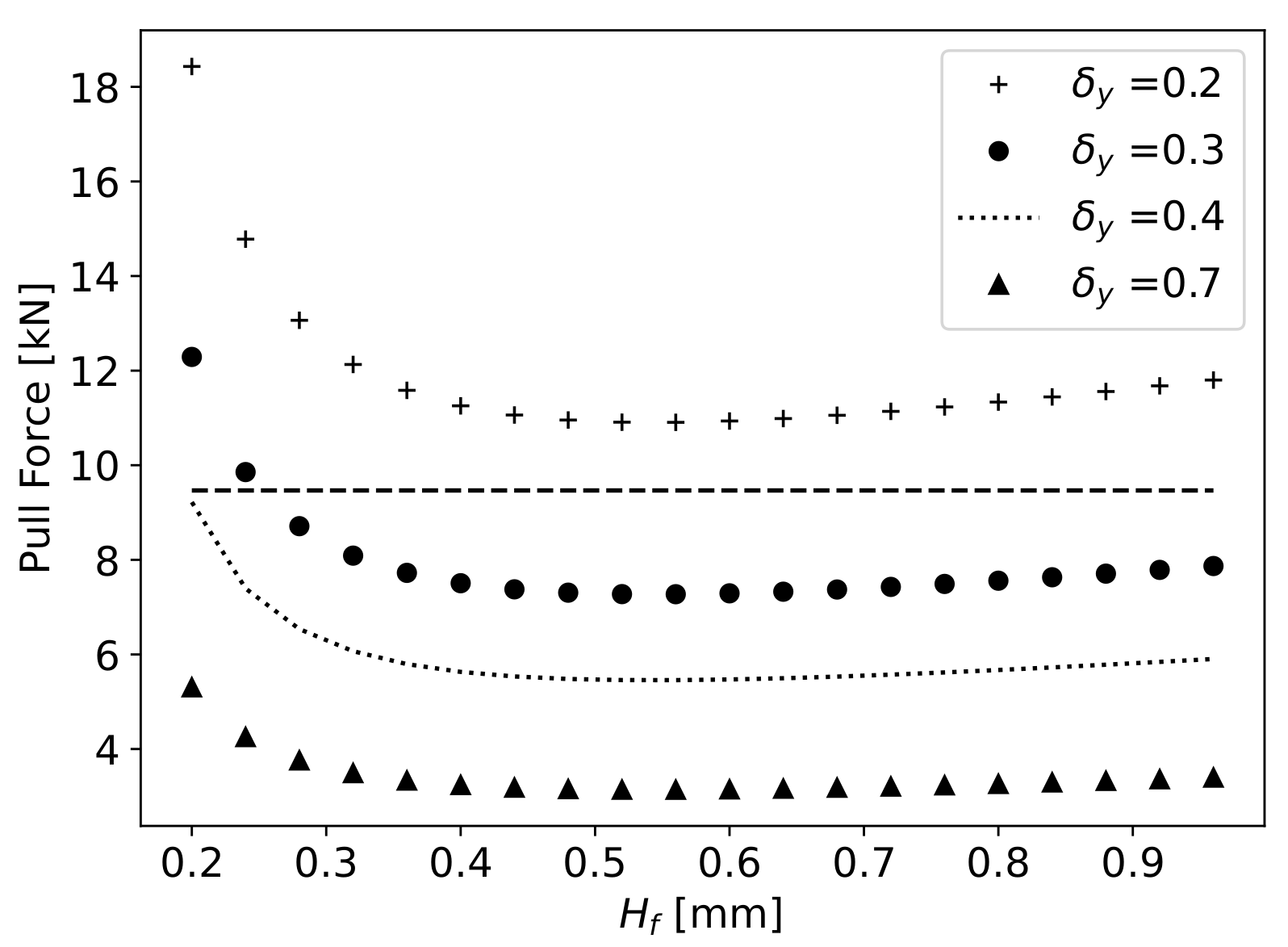
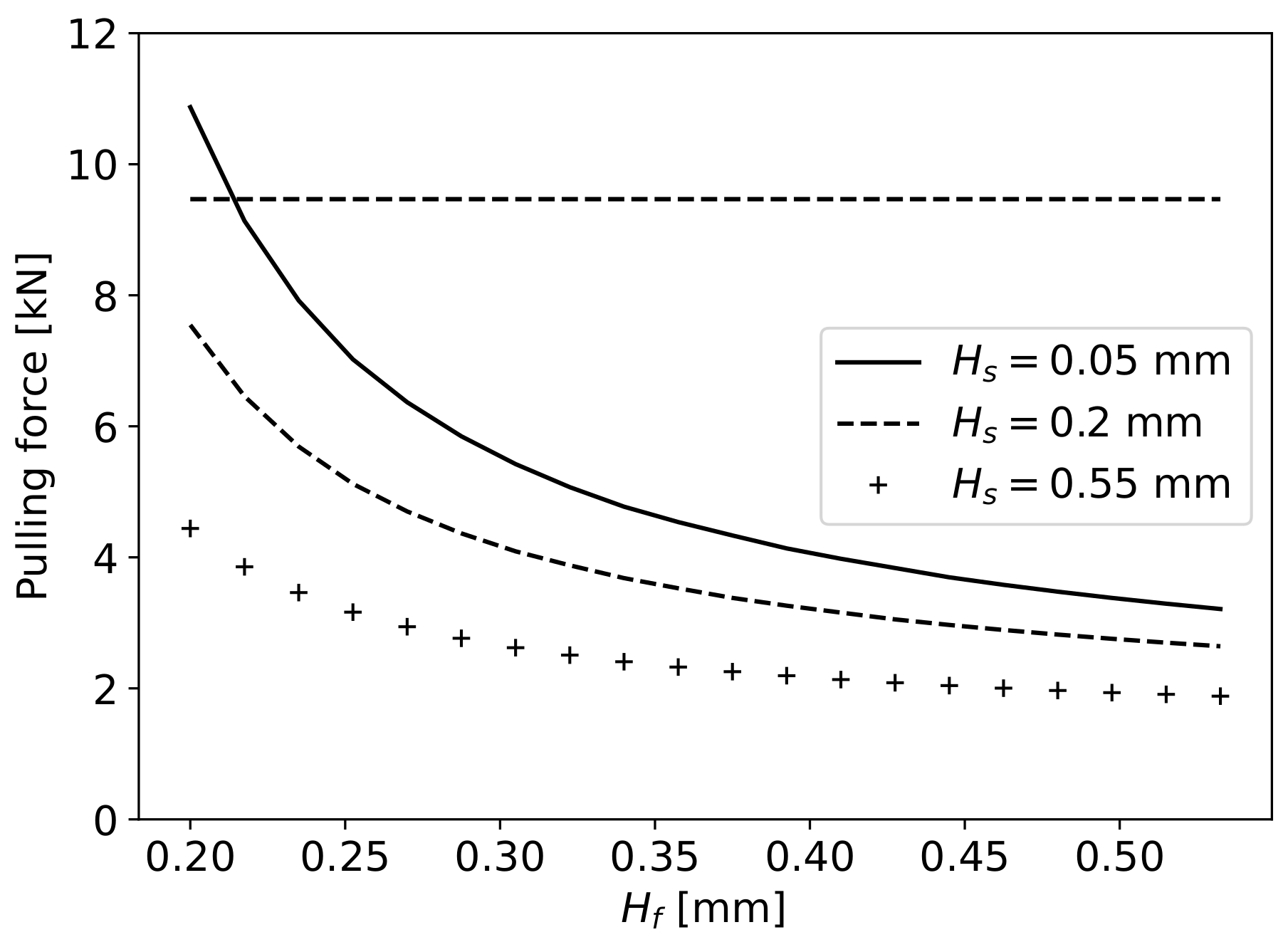
For a given value of
, the
that the fibre should present for each
to determine the required
for full impregnation is obtained, and with
, the required pulling force
can be calculated in relation to
(Equation (
17)). In
Figure 19, the pulling force in relation to
for different values of
is presented. The
value of
was selected to allow an appropriate pulling force of fibres for any given
value between 0.2 (
) and 0.5 mm (
). In the final proposed geometry, the values of
,
,
and
are kept constant, varying the maximum slope of the curves to achieve the desired value of
.
6. Conclusions
In this work, a simplified geometry of an extrusion die designed to impregnate carbon fibres with a polymeric matrix to produce CFRP tapes was analysed. During several numerical simulations, the thickness of the fibres layer was changed and, consequently, the gap that enables a shortcut to the polymer pass. The influence of the gap height was analysed, which showed that such a gap can lead to the occurrence of a shortcut that severely affects the impregnation conditions. The velocity of the polymer was analysed in more detail on the region where the majority of impregnation occurs, enabling us to understand the sections when the polymer crosses the fibres or travels parallel to them.
As gap height decreases, the pressure drop for the fluid to pass through the gap increases, as well as the pressure along the thickness of the fibres layer, leading to a greater volume of fluid crossing the fibres.
Finally, based on the simulation results, the gap height and pressure drop were defined in the function of fibre layer thickness to obtain a full impregnation of the fibres. These functions allowed the determination of a die geometry that imposes full impregnation of the fibres with an appropriate fibre-pulling force.
The defined die geometry can now be implemented for the experimental development of thermoplastic tape production by extrusion in the scope of the Carbo4Power project.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


















