
Research on Multiscale Modeling and Experiment of CFRP Milling


Abstract
:1. Introduction
2. Multiscale Modeling
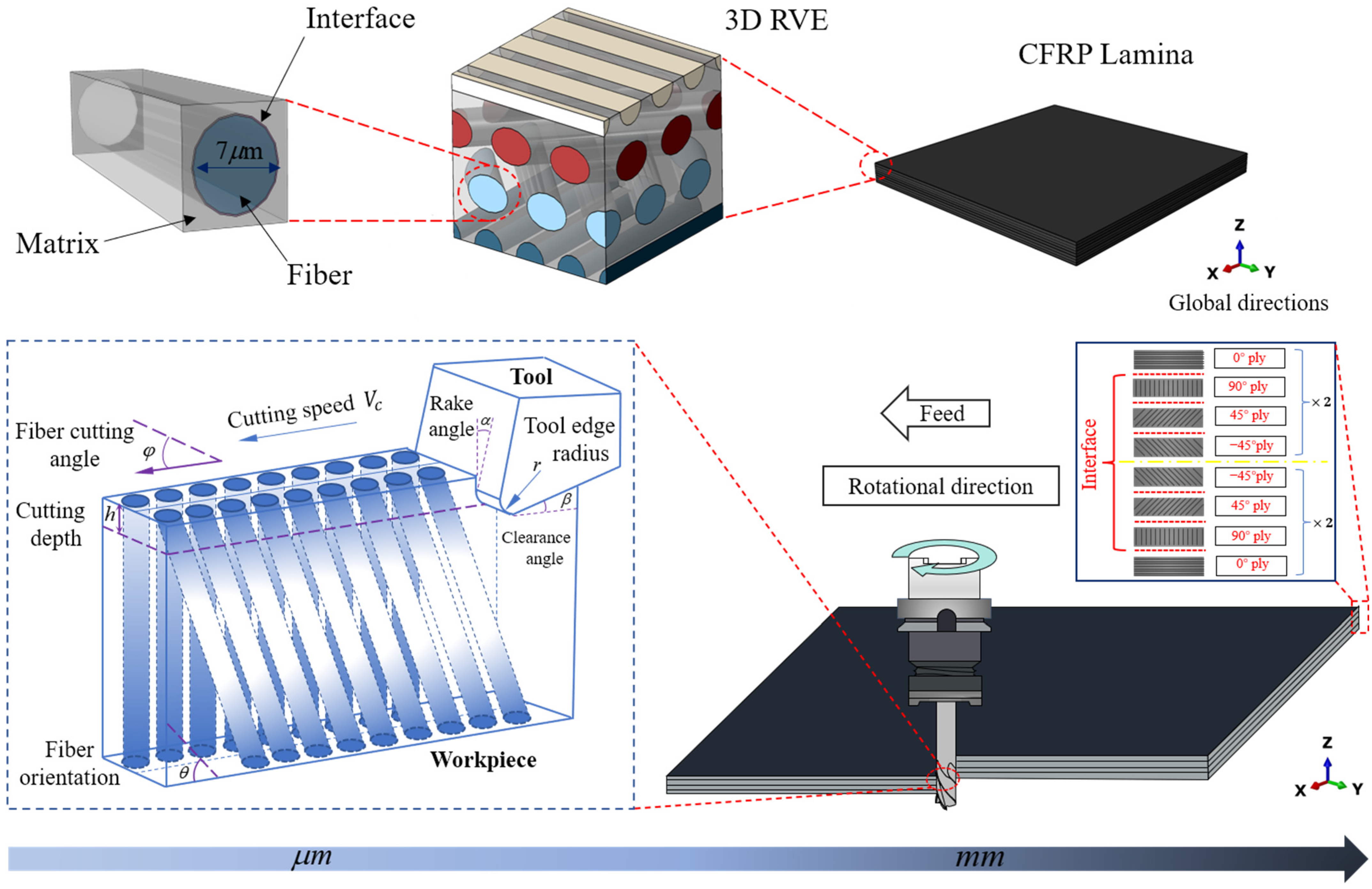
2.1. Framework of the Multiscale Model
2.2. Heat Generation and Transfer during Milling CFRP
- (1)
- the material deforms and breaks;
- (2)
- there is friction between the rake face of the tool and the chips;
- (3)
- there is friction between the flank face of the tool and the machined surface of the workpiece.
2.3. The Macroscale FE Model
2.3.1. Macroscale Material Constitute Models
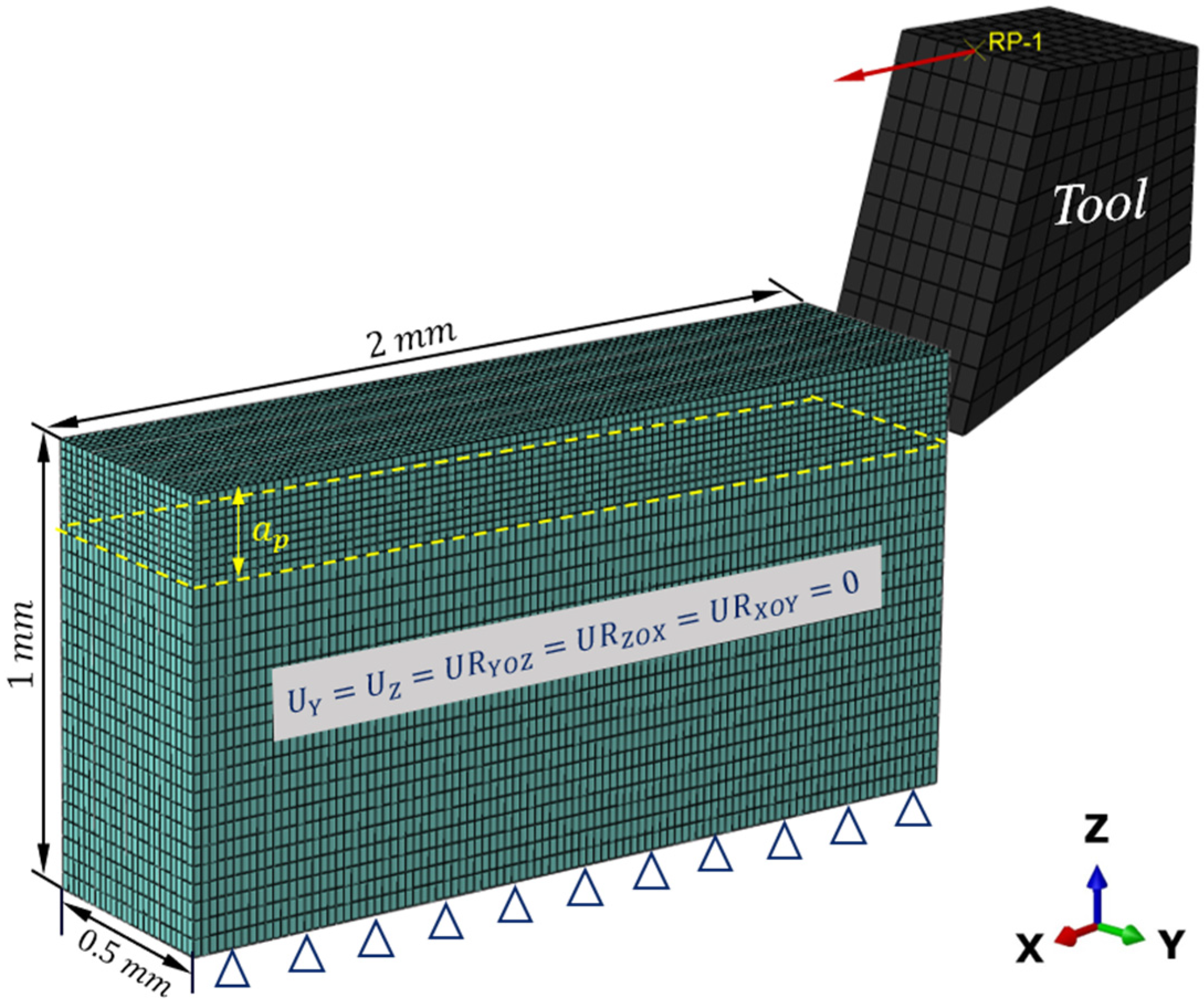
2.3.2. Macroscale Model Setup
2.4. The Microscale FE Model
2.4.1. Microscale Material Constitute Models
Carbon Fiber
Epoxy Matrix
Interface
2.4.2. Microscale Model Setup
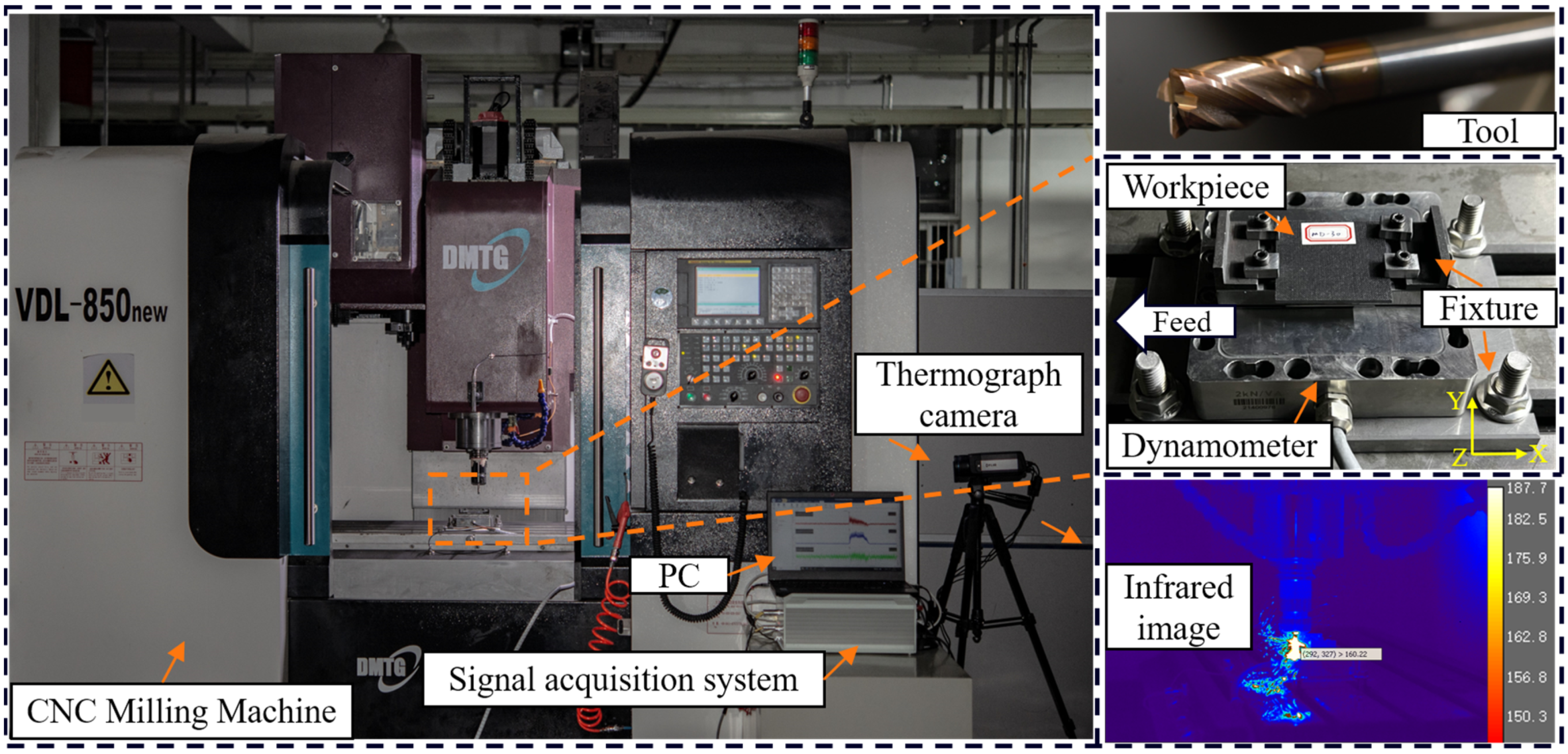
3. Experimental Set Up
4. Result and Discussion
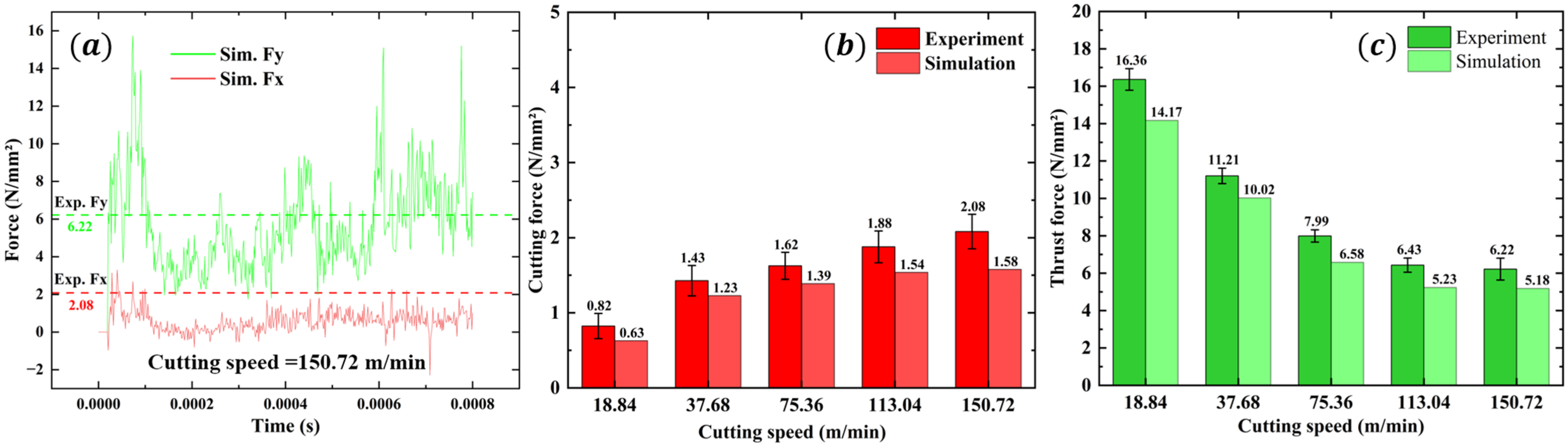
4.1. Cutting Force and Temperature Validation
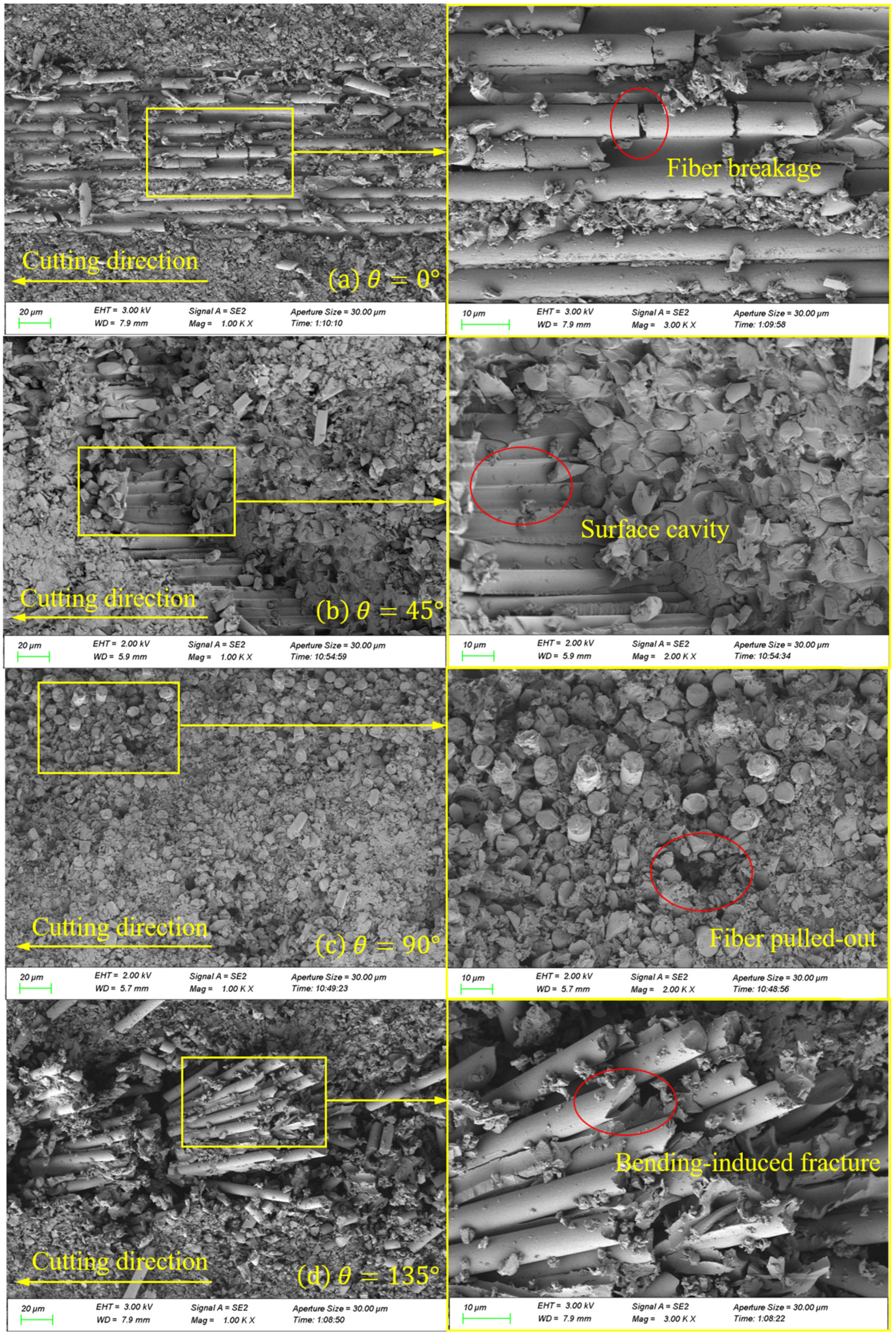
4.2. Surface Morphology
4.3. Cutting Mechanism under Thermal Effect

5. Conclusions
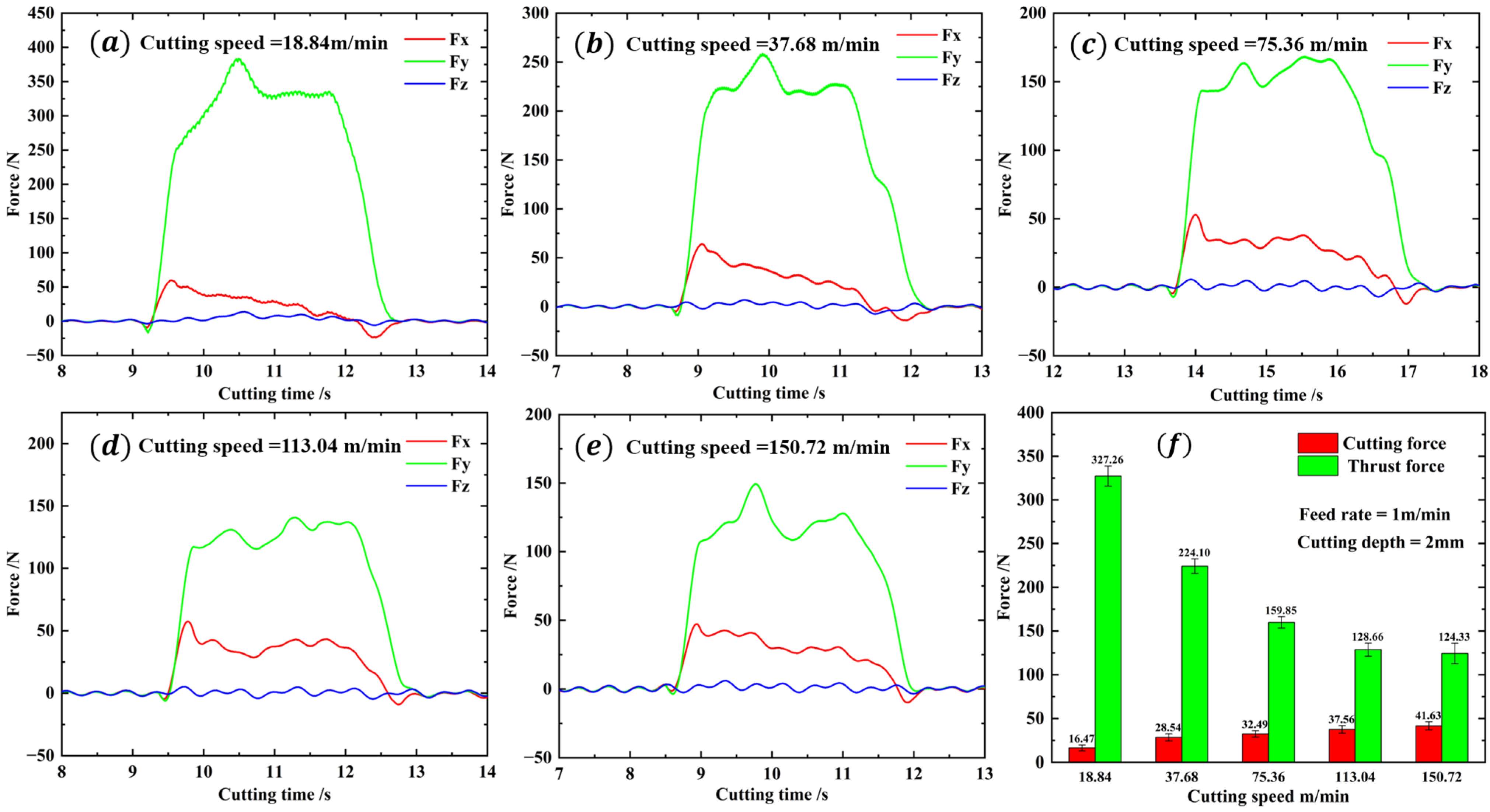
- The cutting force increases with a higher cutting speed, while the thrust force decreases with a cutting speed increase. In the cutting process, the thrust force is greater than the cutting force, and the rate of decrease in thrust force is greater than the rate of increase in cutting force. Considering the requirements of actual processing and production, it is recommended to use higher cutting speeds.
- The cutting temperature increases as the cutting speed increases. When the cutting speed reaches 70.36 m/min, the maximum cutting temperature exceeds the glass transition temperature of the resin. This causes the resin to melt and become unable to support the fiber, resulting in poor surface quality.
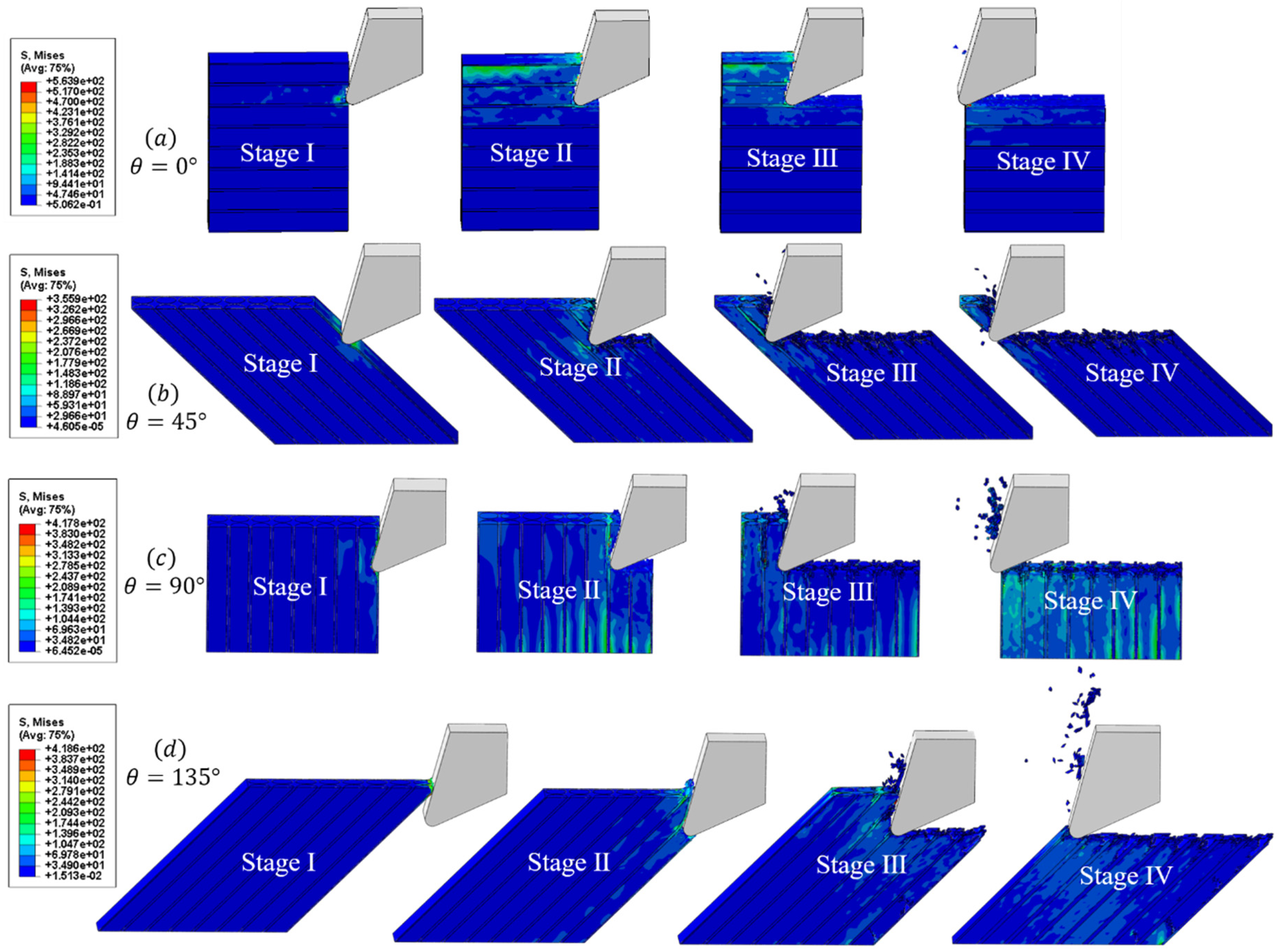
- The process of cutting CFRP can be divided into four stages. In the initial stage, stress concentration occurs due to contact between the tool tip and the workpiece. During this stage, heat is primarily generated through the deformation and fracturing of the workpiece material and is concentrated in a small area around the cutting edge. As time progresses, heat generation converts to be due to friction between the tool and the workpiece, resulting in the temperature of the tool increasing rapidly and diffusing to a wider area due to its higher thermal conductivity.
- The temperature significantly affects the mechanism and process of removing CFRP materials. Additionally, the cutting process of CFRP varies depending on the orientation of the fibers. Heat diffuses along the fiber direction during the cutting process, leading to debonding between the fiber and the matrix, which further causes the occurrence of fiber pull-out, burrs, and the initiation of cracks.
- The macroscale model proposed in this paper has a good predictability for cutting forces and cutting temperatures. It can guide actual processing and production. The microscale model explains the cutting mechanism of CFRP under thermal–mechanical coupling, which can help other scholars understand the process more vividly and easily.
- In this work, tool wear was not considered, and the fibers were regularly arranged in the matrix. In actual machining, tool wear is inevitable. In addition, it can be seen that the actual cross-section of CFRP shows random distribution of carbon fibers in the resin, from SEM images. These concepts will be considered in future models to further improve the accuracy of the model and more accurately simulate the real cutting process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qaderi, S.; Ebrahimi, F.; Vinyas, M. Dynamic Analysis of Multi-Layered Composite Beams Reinforced with Graphene Platelets Resting on Two-Parameter Viscoelastic Foundation. Eur. Phys. J. Plus 2019, 134, 339. [Google Scholar] [CrossRef]
- Poór, D.I.; Geier, N.; Pereszlai, C.; Xu, J. A Critical Review of the Drilling of CFRP Composites: Burr Formation, Characterisation and Challenges. Compos. Part B Eng. 2021, 223, 109155. [Google Scholar] [CrossRef]
- Cepero-Mejías, F.; Curiel-Sosa, J.L.; Blázquez, A.; Yu, T.T.; Kerrigan, K.; Phadnis, V.A. Review of Recent Developments and Induced Damage Assessment in the Modelling of the Machining of Long Fibre Reinforced Polymer Composites. Compos. Struct. 2020, 240, 112006. [Google Scholar] [CrossRef]
- Wang, H.; Sun, J.; Zhang, D.; Guo, K.; Li, J. The Effect of Cutting Temperature in Milling of Carbon Fiber Reinforced Polymer Composites. Compos. Part A Appl. Sci. Manuf. 2016, 91, 380–387. [Google Scholar] [CrossRef]
- Ozkan, D.; Sabri Gok, M.; Oge, M.; Cahit Karaoglanli, A. Milling Behavior Analysis of Carbon Fiber-Reinforced Polymer (CFRP) Composites. Mater. Today Proc. 2019, 11, 526–533. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, X. A Comparative Experimental Study of Unidirectional CFRP High-Speed Milling in up and down Milling with Varied Angles. J. Manuf. Process. 2023, 101, 1147–1157. [Google Scholar] [CrossRef]
- Knápek, T.; Dvořáčková, Š.; Váňa, M. The Effect of Clearance Angle on Tool Life, Cutting Forces, Surface Roughness, and Delamination during Carbon-Fiber-Reinforced Plastic Milling. Materials 2023, 16, 5002. [Google Scholar] [CrossRef]
- Song, Y. Surface Roughness Prediction Model in High-Speed Dry Milling CFRP Considering Carbon Fiber Distribution. Compos. Part B 2022, 15, 110230. [Google Scholar] [CrossRef]
- Zan, S.; Liao, Z.; Robles-Linares, J.A.; Garcia Luna, G.; Axinte, D. Machining of Long Ceramic Fibre Reinforced Metal Matrix Composites—How Could Temperature Influence the Cutting Mechanisms? Int. J. Mach. Tools Manuf. 2023, 185, 103994. [Google Scholar] [CrossRef]
- Wang, H.; Guo, L.; Li, W.; Zhang, M.; Hong, Y.; Yang, W.; Zhang, Z. Influence of Design Parameters on Mechanical Behavior of Multi-Bolt, Countersunk C/SiC Composite Joint Structure. Materials 2023, 16, 6352. [Google Scholar] [CrossRef]
- Ali Kouka, M.; Abbassi, F.; Demiral, M.; Ahmad, F.; Soula, M.; Al Housni, F. Behaviour of Woven-Ply PPS Thermoplastic Laminates with Interacting Circular Holes under Tensile Loading: An Experimental and Numerical Study. Eng. Fract. Mech. 2021, 251, 107802. [Google Scholar] [CrossRef]
- Su, Y. Effect of the Cutting Speed on the Cutting Mechanism in Machining CFRP. Compos. Struct. 2019, 220, 662–676. [Google Scholar] [CrossRef]
- Liu, H.; Xie, W.; Sun, Y.; Zhang, J.; Chen, N. Investigations on Micro-Cutting Mechanism and Surface Quality of Carbon Fiber-Reinforced Plastic Composites. Int. J. Adv. Manuf. Technol. 2018, 94, 3655–3664. [Google Scholar] [CrossRef]
- Ghafarizadeh, S.; Chatelain, J.-F.; Lebrun, G. Finite Element Analysis of Surface Milling of Carbon Fiber-Reinforced Composites. Int. J. Adv. Manuf. Technol. 2016, 87, 399–409. [Google Scholar] [CrossRef]
- Wang, F.; Gu, T.; Wang, X.; Jin, X.; Zhang, B. Analysis of Burr and Tear in Milling of Carbon Fiber Reinforced Plastic (CFRP) Using Finite Element Method. Appl. Compos. Mater. 2021, 28, 991–1018. [Google Scholar] [CrossRef]
- Wang, X.; Wang, F.; Gu, T.; Jia, Z.; Shi, Y. Computational Simulation of the Damage Response for Machining Long Fibre Reinforced Plastic (LFRP) Composite Parts: A Review. Compos. Part A Appl. Sci. Manuf. 2021, 143, 106296. [Google Scholar] [CrossRef]
- Cheng, H.; Gao, J.; Kafka, O.L.; Zhang, K.; Luo, B.; Liu, W.K. A Micro-Scale Cutting Model for UD CFRP Composites with Thermo-Mechanical Coupling. Compos. Sci. Technol. 2017, 153, 18–31. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L. Heat Effect on the Material Removal in the Machining of Fibre-Reinforced Polymer Composites. Int. J. Mach. Tools Manuf. 2019, 140, 1–11. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Almaskari, F.; Hafeez, F. Heat Partition in Edge Trimming of Fiber Reinforced Polymer Composites. J. Compos. Mater. 2020, 54, 2805–2821. [Google Scholar] [CrossRef]
- Yan, X.; Reiner, J.; Bacca, M.; Altintas, Y.; Vaziri, R. A Study of Energy Dissipating Mechanisms in Orthogonal Cutting of UD-CFRP Composites. Compos. Struct. 2019, 220, 460–472. [Google Scholar] [CrossRef]
- Han, L.; Zhang, J.; Liu, Y.; Gu, Q.; Li, Z. Finite Element Investigation on Pretreatment Temperature-Dependent Orthogonal Cutting of Unidirectional CFRP. Compos. Struct. 2021, 278, 114678. [Google Scholar] [CrossRef]
- Lasri, L.; Nouari, M.; Mansori, M.E. Modelling of Chip Separation in Machining Unidirectional FRP Composites by Stiffness Degradation Concept. Compos. Sci. Technol. 2009, 9, 684–692. [Google Scholar] [CrossRef]
- Zenia, S.; Ayed, L.B.; Nouari, M.; Delamézière, A. Numerical Prediction of the Chip Formation Process and Induced Damage during the Machining of Carbon/Epoxy Composites. Int. J. Mech. Sci. 2015, 90, 89–101. [Google Scholar] [CrossRef]
- Zenia, S.; Ben Ayed, L.; Nouari, M.; Delamézière, A. Numerical Analysis of the Interaction between the Cutting Forces, Induced Cutting Damage, and Machining Parameters of CFRP Composites. Int. J. Adv. Manuf. Technol. 2015, 78, 465–480. [Google Scholar] [CrossRef]
- Wang, F.; Yin, J.; Ma, J.; Niu, B. Heat Partition in Dry Orthogonal Cutting of Unidirectional CFRP Composite Laminates. Compos. Struct. 2018, 197, 28–38. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C. Modeling of Machining of Composite Materials: A Review. Int. J. Mach. Tools Manuf. 2012, 57, 102–121. [Google Scholar] [CrossRef]
- Wang, F.; Wang, X.; Yang, R.; Gao, H.; Su, Y.; Bi, G. Research on the Carbon Fibre-Reinforced Plastic (CFRP) Cutting Mechanism Using Macroscopic and Microscopic Numerical Simulations. J. Reinf. Plast. Compos. 2017, 36, 555–562. [Google Scholar] [CrossRef]
- Hassouna, A.; Mzali, S.; Zemzemi, F.; Mezlini, S. Orthogonal Cutting of UD-CFRP Using Multiscale Analysis: Finite Element Modeling. J. Compos. Mater. 2020, 54, 2505–2518. [Google Scholar] [CrossRef]
- Mkaddem, A.; Demirci, I.; Mansori, M.E. A Micro–Macro Combined Approach Using FEM for Modelling of Machining of FRP Composites: Cutting Forces Analysis. Compos. Sci. Technol. 2008, 68, 3123–3127. [Google Scholar] [CrossRef]
- Li, H.; Qin, X.; He, G.; Jin, Y.; Sun, D.; Price, M. Investigation of Chip Formation and Fracture Toughness in Orthogonal Cutting of UD-CFRP. Int. J. Adv. Manuf. Technol. 2016, 82, 1079–1088. [Google Scholar] [CrossRef]
- Klinkova, O.; Rech, J.; Drapier, S.; Bergheau, J.-M. Characterization of Friction Properties at the Workmaterial/Cutting Tool Interface during the Machining of Randomly Structured Carbon Fibers Reinforced Polymer with Carbide Tools under Dry Conditions. Tribol. Int. 2011, 44, 2050–2058. [Google Scholar] [CrossRef]
- Chardon, G.; Klinkova, O.; Rech, J.; Drapier, S.; Bergheau, J.-M. Characterization of Friction Properties at the Work Material/Cutting Tool Interface during the Machining of Randomly Structured Carbon Fibers Reinforced Polymer with Poly Crystalline Diamond Tool under Dry Conditions. Tribol. Int. 2015, 81, 300–308. [Google Scholar] [CrossRef]
- Lei, S.; Shin, Y.C.; Incropera, F.P. Thermo-Mechanical Modeling of Orthogonal Machining Process by Finite Element Analysis. Int. J. Mach. Tools Manuf. 1999, 39, 731–750. [Google Scholar] [CrossRef]
- Mondelin, A.; Furet, B.; Rech, J. Characterisation of Friction Properties between a Laminated Carbon Fibres Reinforced Polymer and a Monocrystalline Diamond under Dry or Lubricated Conditions. Tribol. Int. 2010, 43, 1665–1673. [Google Scholar] [CrossRef]
- Weinert, K.; Kempmann, C. Cutting Temperatures and Their Effects on the Machining Behaviour in Drilling Reinforced Plastic Composites. Adv. Eng. Mater. 2004, 6, 684–689. [Google Scholar] [CrossRef]
- Demiral, M.; Abbassi, F.; Saracyakupoglu, T.; Habibi, M. Damage Analysis of a CFRP Cross-Ply Laminate Subjected to Abrasive Water Jet Cutting. Alex. Eng. J. 2022, 61, 7669–7684. [Google Scholar] [CrossRef]
- Hou, G.; Luo, B.; Zhang, K.; Luo, Y.; Cheng, H.; Cao, S.; Li, Y. Investigation of High Temperature Effect on CFRP Cutting Mechanism Based on a Temperature Controlled Orthogonal Cutting Experiment. Compos. Struct. 2021, 268, 113967. [Google Scholar] [CrossRef]
- Isbilir, O.; Ghassemieh, E. Three-Dimensional Numerical Modelling of Drilling of Carbon Fiber-Reinforced Plastic Composites. J. Compos. Mater. 2014, 48, 1209–1219. [Google Scholar] [CrossRef]
- Benzeggagh, M.L.; Kenane, M. Measurement of Mixed-Mode Delamination Fracture Toughness of Unidirectional Glass/Epoxy Composites with Mixed-Mode Bending Apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- Rao, G.V.G.; Mahajan, P.; Bhatnagar, N. Micro-Mechanical Modeling of Machining of FRP Composites—Cutting Force Analysis. Compos. Sci. Technol. 2007, 67, 579–593. [Google Scholar] [CrossRef]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature Measurement of Cutting Tool and Machined Surface Layer in Milling of CFRP. Int. J. Mach. Tools Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Wang, C.; Liu, G.; An, Q.; Chen, M. Occurrence and Formation Mechanism of Surface Cavity Defects during Orthogonal Milling of CFRP Laminates. Compos. Part B Eng. 2017, 109, 10–22. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Density | 1570 |
| Poisson’s ratio | 0.3 |
| Glass transition temperature | 180 |
| Longitudinal Young’s modulus | 153 |
| Transverse Young’s modulus | 10.3 |
| Shear Young’s modulus | 6 |
| Shear Young’s modulus | 3.7 |
| Longitudinal tensile strength | 2537 |
| Longitudinal compression strength | 1580 |
| Transverse tensile strength | 51 |
| Transverse compressive strength | 130 |
| Shear strength | 90 |
| Shear strength | 75 |
| Specific heat [25] | 1200 |
| Longitudinal thermal conductivity [25] | 7 |
| Transverse thermal conductivity [25] | 0.8 |
| Longitudinal thermal expansion coefficient [37] | 26 |
| Transverse thermal expansion coefficient ) [37] | 1 |
| Material | Property | Values |
|---|---|---|
| Carbon fiber | Density | = 1.76 (ton/) |
| Elastic constants | = 231 GPa,= = 15 GPa, == 0.2, = 0.25, = = 15 GPa, = 7 GPa | |
| Tensile strength | = 3590 MPa, = 350 MPa | |
| Compressive strength | = 1800 MPa, = 2730 MPa | |
| Shear strength | S = 380 MPa | |
| Longitudinal thermal conductivity | = 9.37 W/m | |
| Transverse thermal conductivity | = 4 W/m | |
| Longitudinal thermal expansion | = 0.7 / | |
| Transverse thermal expansion | = 12 / | |
| Specific heat | = 7.94 J/(ton) | |
| Matrix | Density | = 1.2 (ton/) |
| Elastic constants | = 3.35 GPa, = 0.35 | |
| Yield strength | = 120 MPa, = 0.05 | |
| Johnson–Cook parameter | = 120 MPa, = 654.18 MPa, = 0.772, = 0.124, = 0.304 | |
| Thermal conductivity | = 0.36 W/m | |
| Thermal expansion | = 5.8 / | |
| Specific heat | = 1.31 J/(ton) | |
| Fracture energy | = 0.1 N/mm | |
| Interface | Normal strength | = 50 MPa |
| Shear strength | = 75 MPa | |
| Elastic stiffness | = 100,000 N/ | |
| Fracture energy | = 0.002 N/mm = = 0.006 N/mm | |
| Mixed-mode parameter | 1.45 |
| Parameters | Values |
|---|---|
| Density | 1.45 × (ton/) |
| Specific heat | 3.94 × J/(ton) |
| Thermal conductivity | W/m |
| Thermal expansion | 4.5 × / |
| Young’s modulus | 600 GPa |
| Poisson’s ratio | 0.24 |
| Rake angle | 15° |
| Relief angle | 25° |
| Helix angle | 45° |
| Tool diameter | 6 mm |
| Radius of cutting edge | 2.5 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, J.; Liu, H.; Hong, Z.; Meng, A.; Li, M. Research on Multiscale Modeling and Experiment of CFRP Milling. Materials 2023, 16, 6748. https://doi.org/10.3390/ma16206748
Ni J, Liu H, Hong Z, Meng A, Li M. Research on Multiscale Modeling and Experiment of CFRP Milling. Materials. 2023; 16(20):6748. https://doi.org/10.3390/ma16206748
Chicago/Turabian StyleNi, Jing, Haishan Liu, Zhi Hong, Aihua Meng, and Mingfan Li. 2023. "Research on Multiscale Modeling and Experiment of CFRP Milling" Materials 16, no. 20: 6748. https://doi.org/10.3390/ma16206748